Oversættelse af NDT krav
|
|
|
- Birgitte Pernille Lindholm
- 8 år siden
- Visninger:
Transkript

1 Oversættelse af NDT krav Revideret
2 Indhold Forord...2 Forkortelser...2 EN EN EN EN ISO DNV OS C401: MOTS MOTS MOTS Diverse af 22

3 Forord I forbindelse med NDT findes der mange forskellige nationale Europæiske og internationale standarder, i denne brochure vil vi prøve at skabe et overblik over hvordan de hænger sammen. Denne brochure indeholder oversigt over krav i følgende standarder. Ved tvivl er det altid standarden der er gældende. Forkortelser Forkortelse Betydning NDT Ikke Destruktiv Test / Non Destructive Testing VT Visuel test MT Magnet test PT Penetrant test ET Hvirvelstrøms test UT Ultralyd test RT Radiografisk test HAZ Varmepåvirkede zone Q Varmetilførelse / Heatinput EXC Udføreselsklasse klasse / Excecution Class 2 af 22

4 EN o Uddannelse: Med undtagelse af VT inspektion kræves min niveau 2 efter EN473 el lign. For VT kræves der at inspektionen foretages af en kompetent person. Der skal foreligge en gyldig synsprøve. Omfang 1 Type af svejsning EXC2 EXC3 EXC4 Tværgående stumpsømme og delvis gennembrændte svejsninger i stumpsømme der er udsat for trækspændinger. U 3 0,5 10 % 20 % 100 % U 3 < 0,5 0 % 10 % 50 % Tværgående stumpsømme og delvis gennembrændte svejsninger. I Kryds 10 % 20 % 100 % I Tsamlinger 5 % 10 % 50 % Tværgående kantsøm i længde eller på tværs Med a 4 > 12 mm eller t c > 20 mm 5 % 10 % 20 % Med a 4 12 mm eller t c 20 mm 0 % 5 % 10 % Fuld gennemsvejste langsømme 2 mellem krop og top flange på kranbom. 10 % 20 % 100 % Andre langsømme 2 og svejsninger til afstivelse 0 % 5 % 10 % Det er altid konstruktøren, der definerer omfanget af NDT. Generelt anvendes UT eller RT til stumpsømme og MT eller PT til kantsømme. 1. Der skal udføres 100% VT af svejsning og HAZ, afsløres der fejl ved denne kontrol skal der foretages MT/PT i dette område. 2. Langsømme er svejsninger parallel med komponentens akse, alle andre svejsninger betragtes som tværgående svejsninger. 3. U skal oplyses af beregneren på komponenten. 4. a = amål og t = det tykkeste materiale i samlingen. I tilfælde af uacceptable indikationer udvides undersøgelsen med 2 inspektions længder, 1 længde på hver side af indikationen. Findes der uacceptable indikationer udvides til 100 % af svejsning og HAZ. 3 af 22

5 NDT Teknik & Accept niveau Metode Teknik Accept niveau EXC Visuel Test DS EN/ISO DS/EN ISO 5817, D 1 Visuel Test DS EN/ISO DS/EN ISO 5817, C 2 Visuel Test DS EN/ISO DS/EN ISO 5817, B 3 Visuel Test DS EN/ISO DS/EN ISO 5817, B+ 4 Magnet Test DS EN/ISO DS/EN ISO 23278, 2X 2, 3, 4 Penetrant Test DS EN/ISO DS/EN ISO 23277, 2X 2, 3, 4 Radiografisk Test DS EN/ISO 17636, A DS EN/ISO , 3 2 Radiografisk Test DS EN/ISO 17636, B DS EN/ISO , 2 3, 4 Ultralyd Test DS EN/ISO 17640, A DS EN/ISO 11666, 3 2 Ultralyd Test DS EN/ISO 17640, B DS EN/ISO 11666, 2 3, 4 Tidspunkt for undersøgelse Størrelse på svejsning (mm) a Heat input (kj/mm) Holdetid (Timer) b S235 til S460 Over S460 a eller s 6 Alle Kun køleperiode 24 6 < a eller s > a eller s > > a) Størrelse gælder den nominelle størrelse på amål eller den nominelle materiale tykkelse for fuldgennembrændte svejsninger. For individuelle delvis gennemsvejste stumpsømme gælder den nominelle indtrængen. For flere delvis gennemsvejste stumpsømme svejst samtidig gælder det samlede sum af indtrængen. b) Tiden mellem afslutning af svejsning og påbegyndelse af NDT skal noteres i rapporten, i tilfælde af Kun køleperiode varer denne indtil svejsningen er kold nok til at påbegynde NDT. 4 af 22
 a Heat input (kj/mm) Holdetid (Timer) b S235 til S460 Over S460 a eller s 6 Alle Kun køleperiode 24 6 < a eller s 12 3 8 24 >3 16 40 a")
6 EN o Uddannelse: Med undtagelse af VT inspektion kræves min niveau 2 efter EN473 el lign. For VT kræves der at inspektionen foretages af en kompetent person. Der skal foreligge en gyldig synsprøve NDT Omfang & acceptniveauer Service Type svejsning 3 Utilization EXC1 EXC2 EXC3 EXC4 kategori range SC1 Stumpsømme under UR3 5% 10% 20% Note 2 tværgående træk og forskydninger UR2 5% 10% Note 2 SC1 Alle andre sømme UR3 5% 10% Note 2 UR2 5% Note 2 SC2 Stumpsømme og UR3 20% 50% 100% kantsømme under træk eller forskydninger. UR2 10% 20% 50% SC2 Stumpsømme under UR3 10% 20% 50% tværgående træk eller forskydninger UR2 5% 10% 20% SC2 Alle andre sømme UR3 5% 10% 10% UR2 5% 5% UR, SC og EXC bestemmes (findes på tegning eller opgives af konstruktør) 1) Der udføres 100% Visuel test på alle svejsninger 2) Skal specificeres 3) Teksterne er kortet ned. For helt præcise formuleringer se standard EN NDT Test metoder Udførsels klasse Stumpsømme Kantsøm EXC1 RT / UT EXC2 RT / UT PT EXC3 PT + RT / UT PT EXC4 PT + RT / UT PT NDT Teknik & Accept niveau Metode Teknik Accept niveau Utilization range Visuel Test DS EN/ISO DS/EN ISO 10042:2005, C UR3 Visuel Test DS EN/ISO DS/EN ISO 10042:2005, D UR1, UR2 Penetrant Test DS EN/ISO DS/EN ISO 23277, 2X UR3 Penetrant Test DS EN/ISO DS/EN ISO 23277, 3X UR1, UR2 Radiografisk Test DS EN/ISO 17636, B DS EN/ISO , 2 UR3 Radiografisk Test DS EN/ISO 17636, A DS EN/ISO , 3 UR1, UR2 Ultralyd Test DS EN/ISO 17640, A DS EN/ISO 11666, 3 UR3 o o Tidspunkt: Efter inspektionsplan Efter sidste varmepåvirkning Reperationer: Må kun udføres 2 gange Skal angives på rapporten 5 af 22

7 EN NDT Omfang Materiale gruppe a 1.1, 1.2, , 1.4, 1.5, 2.1, 2.2, 4.1, 4.2, 5.1, 5.2, 8.2, 8,3, 9.1, 9.2, 9.3, 10.1, 10.2 Kate gori Rundsømme Grenrør g Kantsøm Seal weld MT MT/ t D t RT/ MT/ PT /PT RT/UT % PT mm MT/PT % mm UT % % % % I 0 0 Alle 0 II (5) d,e (5) d,e (5) f,g III >DN100 > I > Alle c 0 5 II > (25) g 25 III >30 10 (25 b ) d,e >DN100 > I > , 3.2, 3.3, , 5.4 II 25 > , 6.2 (25 b ) d,e >DN100 >15 6.3, 6.4, , (100 III b ) d,e >30 0 (100 b ) d,e Der skal altid udføres 100% visuel af alle svejsninger Kontrollen må udføres efter sidste varme tilførsel, hvis der er områder der ikke er tilgængelige efter svejsning skal der findes et passende alternativ a) Materiale gruppe se ISO b) Yderligere kontrol for transverse fejl se ISO 17640, level C c) Kun hvis PWHT er udført d) Værdier i parenteser er til rør hvor Fatigue eller Creep er designet. e) Værdier i parenteser er til rør med pneumatisk tryk med 1,1 gang højere end maksimale tryk. f) For dele uden DN betegnelse d>120mm må bruges i stedet for DN>100 g) Volumetrisk test er krævet hvis begge kriterier (grenrør diameter og nominel tykkelse) er tilfredsstillende. o Uddannelse: For VT kræves det at inspektionen foretages af en kompetent person, der er ikke noget krav om ISO 9712 certificering. MT/PT og RT må foretages af en niveau 1 under opsyn af en niveau 2 eller 3 der også er ansvarlig for evalueringen. UT skal udføres og evalueres af en niveau 2 eller 3 efter ISO 9712:2012 Certifikater og synsprøve skal frigives af kunden. 6 af 22
 d,e >DN100 >15 6.3, 6.4, 10 25 7.1, 7.")
8 NDT Omfang for langsømme Svejsefaktor (z) VT % MT/ PT % RT/ UT % z 0, ,7 < z 0, ,85 < z 1, NDT Teknik & Accept niveau Metode Teknik Accept niveau Service kondition Visuel Test Stål DS EN/ISO DS/EN ISO 5817 / 10042, C Standard Visuel Test Alu. DS EN/ISO DS/EN ISO 5817 / 10042, C Fatigue / Creep Magnet Test DS EN/ISO DS/EN ISO 23278, 2x Alle Penetrant Test DS EN/ISO DS/EN ISO 23277, 2x Alle Radiografisk Test DS EN/ISO 17636, B DS EN/ISO , 1 Standard / Fatigue Radiografisk Test DS EN/ISO 17636, B DS EN/ISO , 2 Creep Ultralyd Test DS EN/ISO 17640, A DS EN/ISO 11666, 3 Standard / Fatigue Ultralyd Test DS EN/ISO 17640, B DS EN/ISO 11666, 2 Creep 7 af 22

9 EN ISO o Uddannelse: NDT personale skal være certificeret I henhold til et godkendt program I henhold til anerkendt standard som indeholder krav til erfaring og krav om skriftlig og praktisk test I relevante metoder og typer af konstruktioner. (F.eks. ISO 9712) NDT Omfang 1 Design Klasse Inspektions Søm Type Test Metode 2 Kategori MT RT UT A a B a,b C b Stumpsømme TSøm, fuld svejste sømme d delvist gennemsvejste sømme & kantsømme Stumpsømme TSøm, fuld svejste sømme d delvist gennemsvejste sømme & kantsømme Stumpsømme TSøm, fuld svejste sømme d delvist gennemsvejste sømme & kantsømme 100% 100% 100% 100% e,f 100% e,f 100% e,f 20% e,f 20% e,f 20% e,f 10% Spot c 100% 100% 50% e,f 50% e,f 20% e,f 20% e,f D All Welds Spot c E All Welds 1) Der skal altid udføres 100% VT 1. Udover skal følgende krav gælde: 1 RT film på hver ende og på midten af langsømme. Hvor der er krav om RT skal krydssamlinger, og de områder hvor fejl vil være mest harmfulde, skal disse områder testes. UT & RT skal ikke overlappe, foruden de områder der er specificeret 100% UT. Hvis der er tvetydige indikationer fundet med UT skal der udføres RT. UT er normalt brugbart for tykkelser større end 10mm (8mm iht. EN). For mindre end 10mm må RT anvendes. RT skal overvejes hvis UT ikke er muligt. RT er normalt ikke muligt ved tykkelser større end 40mm. MT skal udføres på udvendige og indvendige overflader, hvis tilgængelige. 2. Under fabrikation, omfang af UT og MT af inspektions kategori B & C svejsninger intensiveres, normalt til det dobbelte givet i denne tabel. Dette omfang skal holdes til at konkludere at svejse fejls procenten er på et fornuftigt niveau. Det forøgede testomfang må tages i betragtning hvis den forøgede test beviser god håndværksmæssige egenskaber. 3. Spot check er ca. 5% 4. Inkludere fuldt gennemsvejste forbindelser T, Y og K forbindelser og andre applikationer. 5. Omfanget må reduceres til 50% af det specificerede omfang, baserede på erfaring og dokumentation med lignende sømtyper. Fejl rate på for UT /RT er <2,0% og for MT er det <0,2% på de sidste 100m svejsning. De sidste 100m svejsning skal kontinuerligt opdateres hver uge. Hvis fejlraten overstiger begrænsningerne givet ovenfor, skal omfanget stige til det normale igen. En mulig reduktion skal overvejes for hver svejsemetode og produktionsområde. 6. Omfanget af NDT skal stige for inspektions kategori B, C og D, hvis gentagne plane fejl bliver afsløret, eller ugentlige fejl rate for en hvilken som helst NDT metode, inklusiv alle type af fejl. Skal udvidelser bør foretages efter følgende: Fejl rate over 5% Andelen af svejsninger inspiceres skal fordobles, spot inspektion andel bør stige til 20%; Fejl rate overstiger 5% for øget proportionalt inspektion andel af svejsninger inspiceret bør stige til 100%; Fejl rate overstiger 10% andel af svejsninger inspiceres skal stige til 100%. 8 af 22

10 DNV OS C401:2013 o Uddannelse: EN ISO 9712 level II eller tilsvarende med den relevante industrielle sektor. NDT Omfang 1 Structural Category Special / Essential Primary Secondary Inspection Category I II III Søm Type Test Metode 2 Stumpsømme TSøm, fuld svejste sømme TSøm, delvist gennem svejste sømme & kantsømme Stumpsømme TSøm, fuld svejste sømme TSøm, delvist gennem svejste sømme & kantsømme Stumpsømme TSøm, fuld svejste sømme TSøm, delvist gennem svejste sømme & kantsømme MT RT 3 UT 4 100% 100% 100% 100% 100% 20% 20% 20% Spot 5 Spot 5 Spot 5 10% Spot 5 20% Spot 5 1. Der skal altid udføres 100% VT 2. NDT inspektionen skal indeholde start/stop på automatisk svejste sømme 3. Må erstattes af ultralyd test 4. Ultralyd test skal udføres for plader med tykkelser på 10mm eller mere. Test ned til 8mm kan udføres hvis aftalt mellem parterne. 5. Spot check er 2% 5% NDT Teknik & Accept niveau Metode Teknik Accept niveau Structural Category Visuel Test DS EN/ISO DS/EN ISO 5817 / 10042, B Speciel/ essential Visuel Test DS EN/ISO DS/EN ISO 5817 / 10042, C Primary/ secondary Magnet Test DS EN/ISO DS/EN ISO 23278, 2x Alle Penetrant Test DS EN/ISO DS/EN ISO 23277, 2x Alle Radiografisk Test DS EN/ISO 17636, B DS EN/ISO , 2 Speciel/ essential Radiografisk Test DS EN/ISO 17636, B DS EN/ISO , 3 Primary/ secondary Ultralyd Test 1 DS EN/ISO 17640, B DS EN/ISO 11666, 2 Speciel/ essential Ultralyd Test 1 DS EN/ISO 17640, B DS EN/ISO 11666, 3 Primary/ secondary 1) Indikationer der karakterers som plane, revner, bindingsfejl, mangelfuld binding kasseres. o o Tidspunkt NDT må ikke være udføres før 48 timer efter endt færdiggørelse. Tidspunktet må reduceres hvis for NV36 og laver klasse, eller for NV420 og laver klasse for tykkelser mindre end 40mm hvis lav fejl rate for forsinket fejl er blevet dokumenteret i materialerne og tilsatsmaterialerne. Fejl / Udvidelser Efter fejl er udbedret skal området kontrolleres igen med den oprindelige metode. Området kontrolleres samt yderligere 100mm til hver side af området. DNV OS C401:2013 beskriver ikke om hvor meget der skal udvides. Dog anbefales det at DS/EN ISO følges. 9 af 22

11 MOTS12 o Uddannelse: EN ISO 9712 level II eller tilsvarende med den relevante industrielle sektor. Visuel Test kræves dokumentation for kendskab til udførsel af visuel. Certificering ikke krævet. Omfang NDT 1 Piping Class / Materials Overflade Volume kontrol kontrol 100% 10% Note3 5% Note3 Piping Class 1 Note 2 Piping Class 2 Note 2 Piping Class 3 Note 2 HydroCarbon Service, Firewater, Chemical Injections System Girt welds of stainless steel, CuNi, Ni & Ti legeringer Note 2 Deluge downstram and Skid Note 2 WeldO lets / Small Nozzles, etc. 100% Struktur Riser Struktur iht. MOTS31 & MOTS33 Alle svejsninger skal undersøges iht. ISO 19902: Fixed Steel Offshore Structures, Annex F, Table F.2 Riser Alle svejsninger skal undersøges iht. DNVOS F101: Offshore Standard: Submarine Pipeline Systems. For CRA (Corrosion Resistant Alloys) stål skal der udføres Visuel Test på rod siden af svejsninger iht. FORCE Report Der skal altid udføres 100% Visuel Test 2. 5% overflade inspektion med magnet test eller penetrant test 3. Tilfældig Inspektion Tilfældig inspektion Hvor tilfældig inspektion er påkrævet en komplet eksamination af svejsninger med en akkumuleret længde af svejsninger tilsvarende til den specificerede procentdel af svejsninger i det lot som kræves udført for hver PO. Lot defineres af: o Antal af svejsninger for rør svejst med samme WPS o Antal svejsninger i plade / struktur med en længde mindre en 3 meter svejst med samme WPS. For plade / struktur med en svejst længde på 3 meter eller mere, alle svejsninger skal undersøges med den specificerede procentdel. o Udvælgelsen af svejsninger som skal undersøges må udvælges af Firmaets inspektør. Hvor muligt skal udvælgelsen af svejsninger sikre at arbejdet inkludere hver svejser/ svejseoperatør. Hårdheds Test af svejsninger Alle chromiummolybdenum tilsatsmaterialer i varmebestandiget stål. Dog ikke for rustfrit stål, samt for alle rørsystemer i Sour Service. o Accepniveauer skal være iht. ASME B31.3 process Piping. Dog skal svejsninger i sour service være iht. nedenstående tabel hvis tabellen er skærpet. 10 af 22

12 Hårdhedstest Sour service accept niveauer Materiale Type Max. Hårdhed HV10 Max. Hårdhed Sour Service HV10 CS op til 9mm 250 (all passes) 325 >9mm 250 (foruden dæk) & 275 (dæk) Duplex SS Type 22Cr (28 HRc) Type 25Cr (32 HRc) Austenitisk SS N/A NACE/ISO Nikkel legeringer N/A NACE/ISO Titan Hårdhed af svejsemetal og HAZ må ikke overskride målingerne i grundmaterialet med mere end 50 HV10 For alle svejsniner i sour service, 1% af alle svejsninger i minimum 3 positioner jævnt fordelt svejsningen (minimum 1 per WPS) og, hvis O let skal minimum en O let testes per maksimale størrelse og stål type. o o Tidspunkt For C/CMn Stål, Ferritisk SS, Duplex SS (22Cr & 25Cr) og Titanium. 16 timers holdetid. Svejsninger som opfylder kravene for Sour Service iht. ISO 15156/NACE MR NDT må udføres når temperaturen tillader det. Ingen afkølingstid For svejsninger I lav sikkerhedsklasse (Gelænder, Sparkekanter, leijder, etc.). NDT må udføres når temperaturen tillader det. Ingen afkølingstid Austenitisk SS, Kobber og Nikkel. NDT må udføres når temperaturen tillader det. Ingen afkølingstid. Fejl / Udvidelser Hvis tilfældig inspektion afslører uacceptable indikationer følgende krav gælder: a. To yderligere svejsninger udført af den samme svejser/ svejseoperatør, svejst med den same WPS skal undersøges med den samme metode. b. Hvis resultatet undersøgt iht. a er acceptable, de fejl behæftede svejsninger skal undersøges og repareres og genundersøges. Alle svejsninger i dette lot betragtes som acceptable. c. Hvis resultatet undersøgt iht. a er uacceptable, alle svejsninger udført af den samme svejser/ svejseoperatør svejst med den samme WPS skal undersøges. d. Hvis resultatet undersøgt iht. c er acceptable, de fejlbehæftede svejsninger skal repareres og genkontrolleres. Alle svejsninger i dette lot betragtes som acceptable. e. Hvis resultatet undersøgt iht. c er uacceptable, alle uacceptable svejsninger svejst af den svejser/ svejseoperatør svejst med den samme WPS skal repareres eller udskiftes og genkontrolleres Efter fejl er udbedret skal området kontrolleres igen med den oprindelige metode. Området kontrolleres samt yderligere 100mm til hver side af området. 11 af 22
 og, hvis O let skal minimum en O let testes per maksimale størrelse og stål type.")

13 Identifikation om spools er Sour Service kan ses ud for Line nummeret: Eks: Her star der PTS Ved PTS er det S man skal være opmærksom på da det står for Sour Service. For yderligere info se MOTS 03 Appendix C Produktionskoder for Sour Service Kode Beskrivelse CDS CPS DOS DPS FHS FKS FLS FYS GFS GLS GPS OCS PHS PLS PTS WOS Demulsifier, Sour Process Condensate, Sour Open Drain, Sour Closed Drain, Sour High Pressure Flare Line, Sour Kill Fluid, Sour Low Pressure Flare Line, Sour Vent, Sour Fuel Gas, Sour Glycol, Sour Process Gas, Sour Crude Oil, Sour High Press. Wellhead Prod. Sour Low Press. Wellhead Prod. Sour Test Wellhead Production, Sour Produced Water, Sour 12 af 22

14 MOTS31 I henhold til MOTS31 udføres NDT iht. MOTS12 med følgende tillægskrav: Lagdeling 1,2 Type og Standard Stål typer & Kvalitets klasse S1 S2/S2Z S3/S3Z Flade produkter EN S1 S1 H & IPE bjælker EN Bar EN Flade produkter kanter EN E2 E2 E2 Flade produkter løfte øjer 3 EN S1 S1 1. Hvis en plade, rør, profil, flange eller andre emner i sekundær og primær stål bliver belastet i tykkelses retningen efter svejsning. Skal dette undersøges inden svejsning iht. EN S1 2. Alle fuger for svejsninger i sekundær & primær stål (alle stål typer S2, S2Z, S3, S3Z og for S1 I sekundær stål. Undersøges 25mm ind fra kanten iht. EN E2. Undtaget pladen er undersøgt fra værket til samme krav. 3. Løfteøjer skal alle plader undersøges 100% NDT Omfang Struktur Design Inspektions Fuld Risiko klassifikation Klasse kategori 1 Sporbarhed Main / Høj DC1, DC2 A Primary Moderat DC4 B Ja Høj DC4 B Ja Secondary Moderat DC4 C Lav DC5 D Nej Tertiary Moderat DC5 D Lav DC5 E Nej Lifting Høj Fitting Moderat DC1, DC2 A Ja Design klasse iht. ISO af 22

15 Ståltyper iht. MOTS31 MO Stål S1 S2 S2Z S3 S3 Design klasse DC2, DC3, DC4 & DC5 DC4 & DC5 DC2, DC3, DC4, DC5 DC1, DC2, DC3, DC4, DC5 DC2, DC3, DC4, DC5 DC1, DC2, DC3, DC4, DC5 Tykkelse Min. SMYS (MPa) <t <t <t <t <t <t <t <t <t <t <t <t <t <t <t <t <t <t <t EN US STD Type STD Type S235J S S / / S420 S420 ASTM A36 API 5L ASTM A537, ASTM A633, ASTM A 678, API 5L ASTM A537, ASTM A633, ASTM A 678, API 2H, 2W ASTM A537, ASTM A 678, API 2Y ASTM A537, ASTM A 678, API 2W, API 2Y Grade B Class 1 C / D A Grade X52 Class 1 C / D A Grade 50 (S1+S4+S5) Class 2 B 60 (S1) Class 2 B af 22

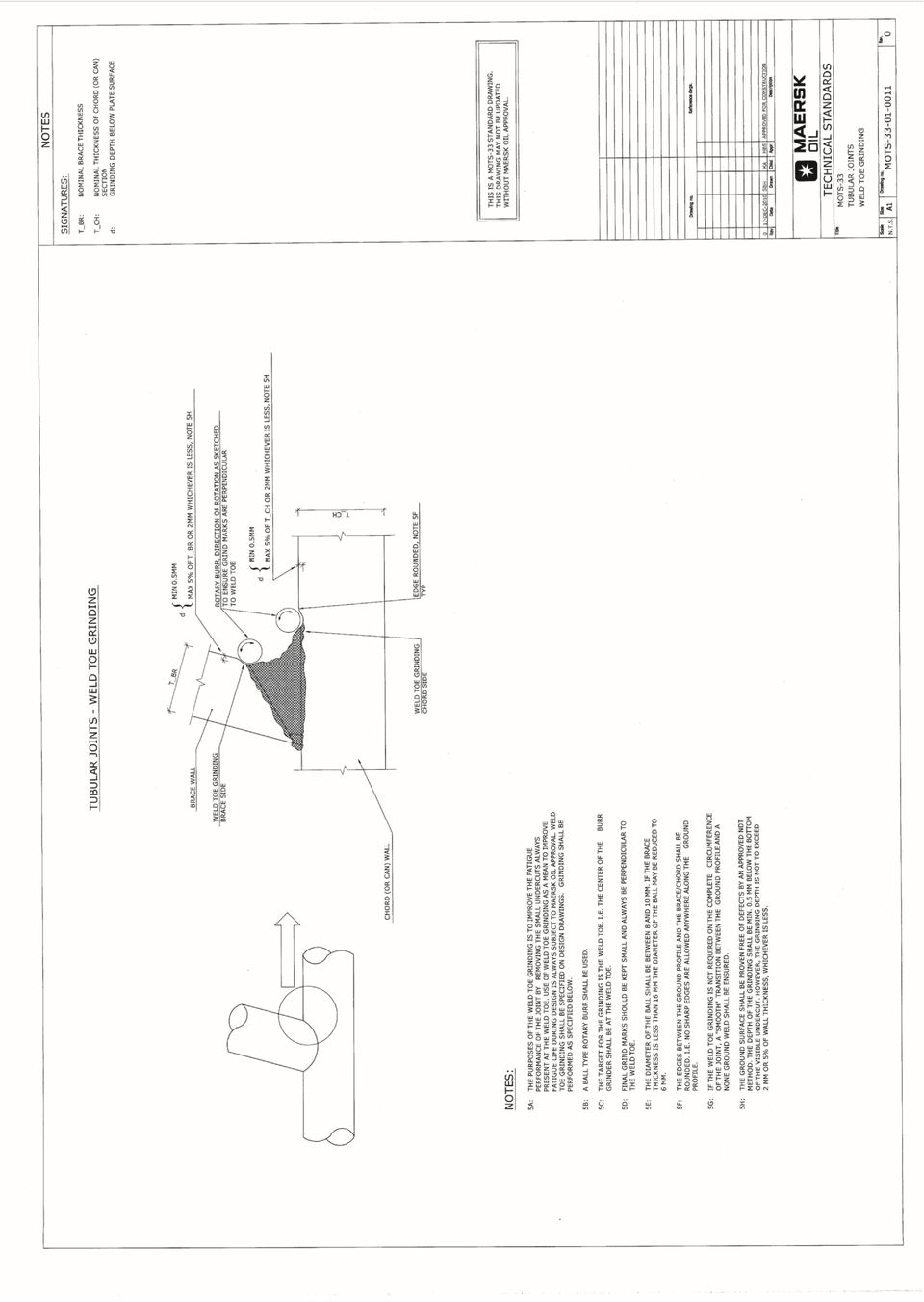
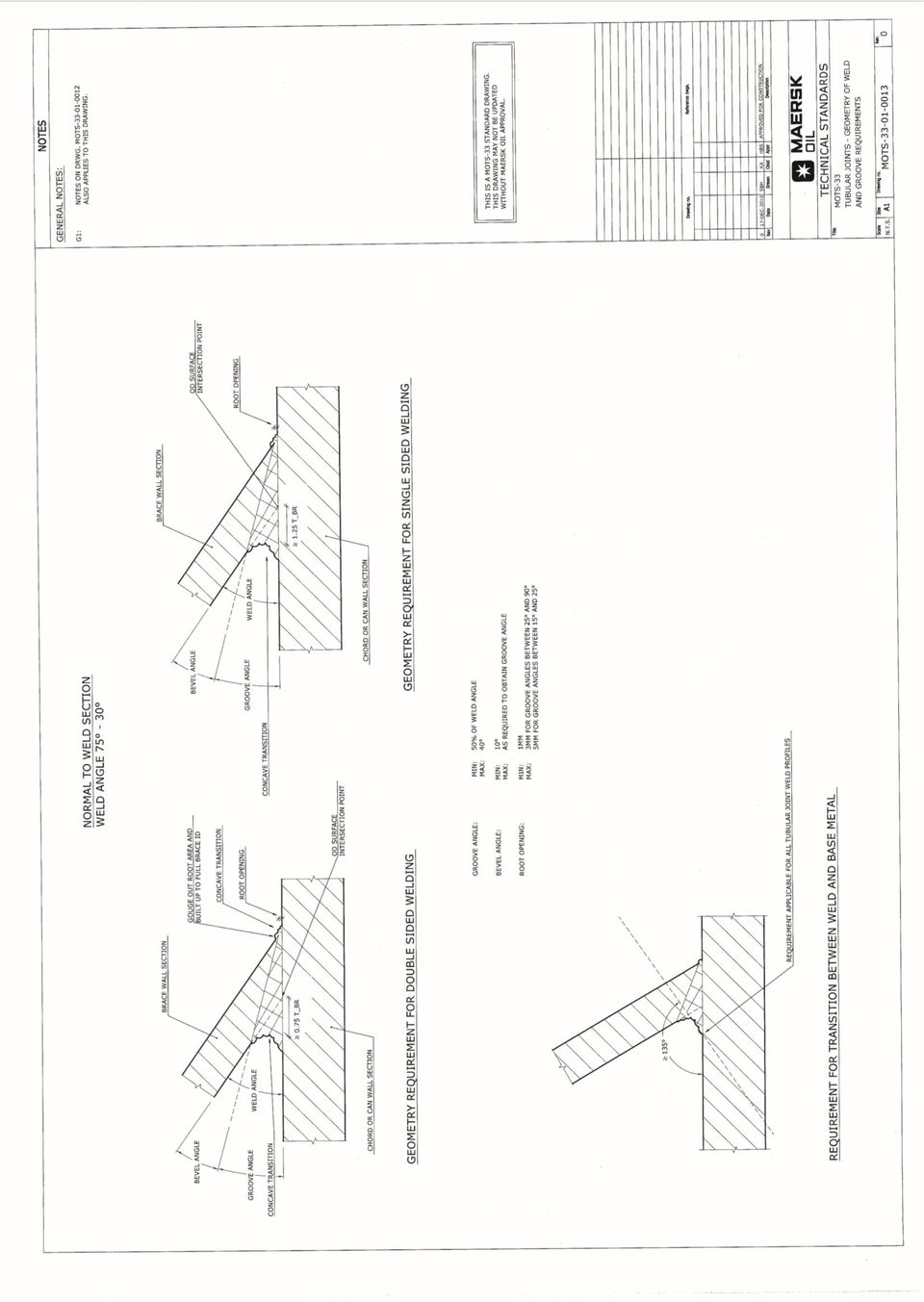
16 MOTS33 I henhold til MOTS33 udføres NDT iht. MOTS12 med følgende tillægskrav Yderligere test Magnet Test o Alle over hvor fejl er fjernet skal undersøges for at sikre at alle fejl er fjerne helt. o Områder hvor midlertidige beslag er fjernet. Undersøgelsen skal overholde kravene iht. ASME Section VIII Division 1: Rules for Construction of Pressure Vessels, Appendix 6: NDT Omfang Struktur Design Inspektions Risiko klassifikation Klasse kategori 1 Main / Høj DC1, DC2 A Primary Moderat DC4 B Høj DC4 B Secondary Moderat DC4 C Lav DC5 D Tertiary Moderat DC5 D Lav DC5 E Lifting Høj DC5 A Fitting Moderat DC1, DC2 A 1. Design klasse iht. ISO På de følgende tre sider er der yderligere krav til MOTS33 15 af 22

17 16 af 22
18 17 af 22

19 18 af 22

20 Diverse 19 af 22

21 20 af 22

22 21 af 22

23 22 af 22
Side 0 Ajourført 2002-10-10. Anneks E: Kriterier for visuel bedømmelse af svejste plastrør
 Side 0 Ajourført 20021010 : Kriterier for visuel bedømmelse af svejste plastrør Dette anneks har samme status som SBC 23. This anneks forms an integral part of SBC 23. Forord Kriterier for visuel bedømmelse
Side 0 Ajourført 20021010 : Kriterier for visuel bedømmelse af svejste plastrør Dette anneks har samme status som SBC 23. This anneks forms an integral part of SBC 23. Forord Kriterier for visuel bedømmelse
Certificering af svejsere og svejseoperatører
 Certificering af svejsere og svejseoperatører Revideret 20-3-2014 Indhold Anvendelse af denne guide til gyldighed for svejsercertifikater... 3 Svejsning af prøveemne... 4 NDT og mekanisk prøvning... 4
Certificering af svejsere og svejseoperatører Revideret 20-3-2014 Indhold Anvendelse af denne guide til gyldighed for svejsercertifikater... 3 Svejsning af prøveemne... 4 NDT og mekanisk prøvning... 4
Kørestrømsanlæg. SAB Master
 Dokument: Udg 02 Udgave: Udg 02 Udgavedato: 01.11.2001 Ref.: 071 Udarbejdet af: Kontrolleret af: Godkendt af: Atkins Danmark Kørestrøm Pilestræde 58 1112 København K BWS LLA VPE Tlf. 8233 9000 Lokal 79626
Dokument: Udg 02 Udgave: Udg 02 Udgavedato: 01.11.2001 Ref.: 071 Udarbejdet af: Kontrolleret af: Godkendt af: Atkins Danmark Kørestrøm Pilestræde 58 1112 København K BWS LLA VPE Tlf. 8233 9000 Lokal 79626
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 15091-02
 Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 15091-02 For VA-godkendelse af armaturer med elektronisk åbne-lukkefunktion Page 1 of 11 INDHOLDSFORTEGNELSE FORORD... 3 ÆNDRINGER OG TILFØJELSER...
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 15091-02 For VA-godkendelse af armaturer med elektronisk åbne-lukkefunktion Page 1 of 11 INDHOLDSFORTEGNELSE FORORD... 3 ÆNDRINGER OG TILFØJELSER...
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 817-02
 Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 817-02 For VA-godkendelse af et-grebs blandearmaturer. Page 1 of 11 INDHOLDSFORTEGNELSE FORORD... 3 ÆNDRINGER OG TILFØJELSER... 3 REFERENCER...
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 817-02 For VA-godkendelse af et-grebs blandearmaturer. Page 1 of 11 INDHOLDSFORTEGNELSE FORORD... 3 ÆNDRINGER OG TILFØJELSER... 3 REFERENCER...
Bilag 1 af 25. april 2018 Reg. nr Annex 1 of 25 April 2018 Reg. No. 3001
 Specifikation af akkrediteringsområde - Trykbærende udstyr PED 2014/68/EU implementeret ved Arbejdstilsynets bekendtgørelse 190/2015 Produkt Procedurer Specifikationer / Standarder Trykbærende udstyr -
Specifikation af akkrediteringsområde - Trykbærende udstyr PED 2014/68/EU implementeret ved Arbejdstilsynets bekendtgørelse 190/2015 Produkt Procedurer Specifikationer / Standarder Trykbærende udstyr -
Guide til svejseprocedure
 Guide til svejseprocedure Revideret 4-3-04 INDHOLDSFORTEGNELSE: Anvendelse af denne guide til svejseprocedure... Standarder for svejseprocedureprøver... 3 Kvalificering af svejseprocedure for stål (WPS)...
Guide til svejseprocedure Revideret 4-3-04 INDHOLDSFORTEGNELSE: Anvendelse af denne guide til svejseprocedure... Standarder for svejseprocedureprøver... 3 Kvalificering af svejseprocedure for stål (WPS)...
Vingsted 2012 ISO 9606-1 versus DS/EN 287-1
 Vingsted 2012 ISO 9606-1 versus DS/EN 287-1 I dag er den gældende danske og europæiske standard DS/EN 287-1:2011 I flere omgange har man forsøgt at skabe fælles fodslag mellem det europæiske standardiseringsorgan
Vingsted 2012 ISO 9606-1 versus DS/EN 287-1 I dag er den gældende danske og europæiske standard DS/EN 287-1:2011 I flere omgange har man forsøgt at skabe fælles fodslag mellem det europæiske standardiseringsorgan
Virksomheden er 100% ejet af Niels Madsen O N
 Nordisk Svejse Kontrol A/S () er I dag en af de førende virksomheder I Danmark der udfører NDT og DT, rådgiver i svejseteknologi samt certificering. Vores hovedkontor er beliggende I Esbjerg, og har afdelinger
Nordisk Svejse Kontrol A/S () er I dag en af de førende virksomheder I Danmark der udfører NDT og DT, rådgiver i svejseteknologi samt certificering. Vores hovedkontor er beliggende I Esbjerg, og har afdelinger
Indretning trykbærende udstyr
 Indretning trykbærende udstyr Nyt PED Aerosoler Nyt simpelt SPVD Transportabelt Regler TPED Tidligere regler Off-shore Nyt (ikke PED), ombygning og reparation Nyindretning - Stationært Direktivet om indretning
Indretning trykbærende udstyr Nyt PED Aerosoler Nyt simpelt SPVD Transportabelt Regler TPED Tidligere regler Off-shore Nyt (ikke PED), ombygning og reparation Nyindretning - Stationært Direktivet om indretning
ZINGA Tekniske Data. Fysisk og teknisk information
 ZINGA Tekniske Data Ref.: TF ZINGA.E N 10/12/08-12 ZINGA ZM-RE-PRO-04-A Filmgalvaniseringssystemet ZINGA er en, en-komponent overfladebehandling, der indeholder 96% zink i tørfilmen og yder en katodisk
ZINGA Tekniske Data Ref.: TF ZINGA.E N 10/12/08-12 ZINGA ZM-RE-PRO-04-A Filmgalvaniseringssystemet ZINGA er en, en-komponent overfladebehandling, der indeholder 96% zink i tørfilmen og yder en katodisk
Et holdbart samarbejde
 Et holdbart samarbejde Off-shore Marine Industri Food - I Hele Europa Underleverandører af stålkonstruktioner og engineering Beregning Konstruktion Produktion Dokumentation KAMI der består af KAMI STÅL
Et holdbart samarbejde Off-shore Marine Industri Food - I Hele Europa Underleverandører af stålkonstruktioner og engineering Beregning Konstruktion Produktion Dokumentation KAMI der består af KAMI STÅL
Røntgen-Ultralyd-Magnetprøvning-Penetrant-Visuel kontrol af svejsninger Notified body no. 1727
 Røntgen-Ultralyd-Magnetprøvning-Penetrant-Visuel kontrol af svejsninger Notified body no. 1727 Revideret 28-3-2014 Inspecta Denmark (tidl.jebru Inspektion A/S) blev grundlagt i 2005 af Jens Bruun. Fra
Røntgen-Ultralyd-Magnetprøvning-Penetrant-Visuel kontrol af svejsninger Notified body no. 1727 Revideret 28-3-2014 Inspecta Denmark (tidl.jebru Inspektion A/S) blev grundlagt i 2005 af Jens Bruun. Fra
SVEJSEKONFERENCE - VINGSTED 26. JUNI - 2014
 SVEJSEKONFERENCE - VINGSTED 26. JUNI - 2014 1 AGENDA DAMSTAHL & MIGATRONIC Indhold: Svejsning af rustfrie rør og fittings Små fikseringer i rustfrit stål - TIG-A TACK Kontrol og efterbehandling af svejsninger
SVEJSEKONFERENCE - VINGSTED 26. JUNI - 2014 1 AGENDA DAMSTAHL & MIGATRONIC Indhold: Svejsning af rustfrie rør og fittings Små fikseringer i rustfrit stål - TIG-A TACK Kontrol og efterbehandling af svejsninger
Gas svejsning Rør Alle Pos Max 10 dage
 Navn: Kabinenr. Elevtype: IA nr. 76 Dato: Firma: Gas svejsning Rør Alle Pos Max 0 dage Målbeskrivelse: nr. 76 Mål: Du kan med svejseproces, gassvejsning, svejse stumpsømme i rør i positioner på niveau
Navn: Kabinenr. Elevtype: IA nr. 76 Dato: Firma: Gas svejsning Rør Alle Pos Max 0 dage Målbeskrivelse: nr. 76 Mål: Du kan med svejseproces, gassvejsning, svejse stumpsømme i rør i positioner på niveau
Kvalitetshåndbog. for. Åbybro Maskinfabrik A/S Limfjordsgade 61, Gjøl DK-9440 Aabybro
 Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Åbybro Maskinfabrik A/S Limfjordsgade 61, Gjøl DK-9440 Aabybro Kvalitetshåndbogen Side 2 af 6 1. Om Åbybro Maskinfabrik A/S Åbybro Maskinfabrik A/S i
Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Åbybro Maskinfabrik A/S Limfjordsgade 61, Gjøl DK-9440 Aabybro Kvalitetshåndbogen Side 2 af 6 1. Om Åbybro Maskinfabrik A/S Åbybro Maskinfabrik A/S i
Særlig arbejdsbeskrivelse (SAB) er supplerende, særlig arbejdsbeskrivelse til AAB Fælles for vejudstyr og AAB Afmærkningsmateriel
 er supplerende, særlig arbejdsbeskrivelse til AAB Fælles for vejudstyr og AAB Afmærkningsmateriel") 1 af 6 SAB Afmærkning H1114.45 Afmærkningsmateriel 1. Alment Særlig arbejdsbeskrivelse (SAB) er supplerende, særlig arbejdsbeskrivelse til AAB Fælles for vejudstyr og AAB Afmærkningsmateriel 1.1 Omfang
1 af 6 SAB Afmærkning H1114.45 Afmærkningsmateriel 1. Alment Særlig arbejdsbeskrivelse (SAB) er supplerende, særlig arbejdsbeskrivelse til AAB Fælles for vejudstyr og AAB Afmærkningsmateriel 1.1 Omfang
Stikfals MONTERINGSVEJLEDNING
 2012 Stikfals MONTERINGSVEJLEDNING 2 VMZ Stikfals Indholdsfortegnelse Indholdsfortegnelse VMZ stikfals side 4 Produktinformation/anbefalinger side 5 Paneler side 6 Tilbehør side 8 Fastgørelse/befæstigelse
2012 Stikfals MONTERINGSVEJLEDNING 2 VMZ Stikfals Indholdsfortegnelse Indholdsfortegnelse VMZ stikfals side 4 Produktinformation/anbefalinger side 5 Paneler side 6 Tilbehør side 8 Fastgørelse/befæstigelse
Dimensionering af statisk belastede svejste samlinger efter EUROCODE No. 9
 Dokument: SASAK-RAP-DE-AKS-FI-0003-01 Dimensionering af statisk belastede svejste samlinger efter EUROCODE No. 9 SASAK Projekt 1 - Designregler Lars Tofte Johansen FORCE Instituttet, september 2001 Dimensionering
Dokument: SASAK-RAP-DE-AKS-FI-0003-01 Dimensionering af statisk belastede svejste samlinger efter EUROCODE No. 9 SASAK Projekt 1 - Designregler Lars Tofte Johansen FORCE Instituttet, september 2001 Dimensionering
L A B O R ATO RIE R GASVALG VERSION 2012/08
 JERN- & MASKININDUSTRIEN SUNDHEDSSEKTOREN LAB LINE L A B O R ATO RIE R FARMACEUTISK INDUSTRI LEVNEDSMIDDELINDUSTRIEN GASVALG Oversigt Vi har stærke referencer over indenfor alle svejsegasser vores 5 forretningsområder:
JERN- & MASKININDUSTRIEN SUNDHEDSSEKTOREN LAB LINE L A B O R ATO RIE R FARMACEUTISK INDUSTRI LEVNEDSMIDDELINDUSTRIEN GASVALG Oversigt Vi har stærke referencer over indenfor alle svejsegasser vores 5 forretningsområder:
Svejsekonference Vingstedcenteret 24.-26. juni 2014
 Kvalitetskrav og kontrol af tyndvæggede rustfrie rørsystemer der anvendes i fødevare og medicinalindustrien Svejsekonference Vingstedcenteret 24.-26. juni 2014 Jørgen Melchior Force Technology Danmark
Kvalitetskrav og kontrol af tyndvæggede rustfrie rørsystemer der anvendes i fødevare og medicinalindustrien Svejsekonference Vingstedcenteret 24.-26. juni 2014 Jørgen Melchior Force Technology Danmark
GussStahl Lienen STRENOV PRODUKTER INFORMATION MATERIALER
 STRENOV PRODUKTER INFORMATION GussStahl Lienen GussStahl Lienen GmbH & Co. KG (GSL) som blev grundlagt i den tyske by Lienen i 1971, er specialister inden for støbning af komplekst formede stålkomponenter
STRENOV PRODUKTER INFORMATION GussStahl Lienen GussStahl Lienen GmbH & Co. KG (GSL) som blev grundlagt i den tyske by Lienen i 1971, er specialister inden for støbning af komplekst formede stålkomponenter
Kvalitetshåndbog. for. Rala Stål ApS Norgesvej Hadsund. Tlf.: Fax.: Cvr. Nr.:
 Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Rala Stål ApS Norgesvej 1 9560 Hadsund Tlf.: 96 68 00 60 Fax.: 96 68 00 61 Cvr. Nr.: 27605753 Organisationsdiagram Direktør Steen Langberg Direktør:
Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Rala Stål ApS Norgesvej 1 9560 Hadsund Tlf.: 96 68 00 60 Fax.: 96 68 00 61 Cvr. Nr.: 27605753 Organisationsdiagram Direktør Steen Langberg Direktør:
Mag svejsning Proces 136 Kantsøm plade/plade Max 5 dage
 Navn: Kabinenr. Elevtype: I nr. 4009 Dato: Firma: Mag svejsning Proces 6 Kantsøm plade/plade Max 5 dage Målbeskrivelse: nr. 4009 Mål: Du kan MG svejse proces 6 kantsømme i de fleste positioner i ulegeret
Navn: Kabinenr. Elevtype: I nr. 4009 Dato: Firma: Mag svejsning Proces 6 Kantsøm plade/plade Max 5 dage Målbeskrivelse: nr. 4009 Mål: Du kan MG svejse proces 6 kantsømme i de fleste positioner i ulegeret
Bilag 1 af 23. marts 2018 Reg. nr Annex 1 of 23 March 2018
 Specifikation af akkrediteringsområde - Trykbærende udstyr PED 2014/68/EU implementeret ved Arbejdstilsynets bekendtgørelse 190/2015 Trykbærende udstyr - alt Godkendelse af procedurer og metoder til endelige
Specifikation af akkrediteringsområde - Trykbærende udstyr PED 2014/68/EU implementeret ved Arbejdstilsynets bekendtgørelse 190/2015 Trykbærende udstyr - alt Godkendelse af procedurer og metoder til endelige
AM (Additiv Manufacturing) af speciallegeringer til offshore
 af speciallegeringer til offshore") AM (Additiv Manufacturing) af speciallegeringer til offshore Søren Mark Teknologisk Institut - Center for Metal- og Overfladeteknologi Prøveemner leveret af Produktudvikling, TI (Jeppe Skinnerup Byskov)
AM (Additiv Manufacturing) af speciallegeringer til offshore Søren Mark Teknologisk Institut - Center for Metal- og Overfladeteknologi Prøveemner leveret af Produktudvikling, TI (Jeppe Skinnerup Byskov)
7 FAKTAARK MED FOKUS PÅ DEN HARMONISEREDE STANDARD EN 1090
 OVERSIGT - 02.2016 7 FAKTAARK MED FOKUS PÅ DEN HARMONISEREDE STANDARD Som en del af sindsatsen vedr. den harmoniserede standard EN 1090 for bærende stål- og aluminiumskonstruktioner, har Trafik- og Byggestyrelsen
OVERSIGT - 02.2016 7 FAKTAARK MED FOKUS PÅ DEN HARMONISEREDE STANDARD Som en del af sindsatsen vedr. den harmoniserede standard EN 1090 for bærende stål- og aluminiumskonstruktioner, har Trafik- og Byggestyrelsen
Ændringshistorik TB for DRV i henhold til EN 1279, 1. udgave, juni 2014 rev. 1, januar 2016 Dansk
 Opdateret 010714 Opdateret januar 2016 Tekniske bestemmelser for Rude Verifikation, DRV, i henhold til EN 1279. 1. udgave, juni 2012 Tekniske bestemmelser for Rude Verifikation, DRV, i henhold til EN 1279.
Opdateret 010714 Opdateret januar 2016 Tekniske bestemmelser for Rude Verifikation, DRV, i henhold til EN 1279. 1. udgave, juni 2012 Tekniske bestemmelser for Rude Verifikation, DRV, i henhold til EN 1279.
Kvalitetshåndbog. for. Åbybro Maskinfabrik A/S Limfjordsgade 61, Gjøl DK-9440 Aabybro
 Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Limfjordsgade 61, Gjøl DK-9440 Aabybro Organisationsdiagram Direktør Anders Damgaard Fabrikschef Torben V. Hjorth Assentoft silo A/S Administration QC
Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Limfjordsgade 61, Gjøl DK-9440 Aabybro Organisationsdiagram Direktør Anders Damgaard Fabrikschef Torben V. Hjorth Assentoft silo A/S Administration QC
Regler vedr. brug af varmtvandskedler
 Regler vedr. brug af varmtvandskedler Bo Ransfort Marine Engineer Inspector Pressure equipment Direct: +45 43 26 70 00 Mobile: +45 22 69 73 58 4. marts 2011 Bekendtgørelser 4 væsentlige bekendtgørelser:
Regler vedr. brug af varmtvandskedler Bo Ransfort Marine Engineer Inspector Pressure equipment Direct: +45 43 26 70 00 Mobile: +45 22 69 73 58 4. marts 2011 Bekendtgørelser 4 væsentlige bekendtgørelser:
Grønbech. Stål & Metaldivisionen Rustfrit program
 Grønbech Stål & Metaldivisionen Rustfrit program Rustfrie plader Rustfrie coils og båndstål Rustfrit stangstål Rustfrie rør Mønstervalsede plader Rustfrie dørkplader Plasmaskæring, Vandskæring Profiler
Grønbech Stål & Metaldivisionen Rustfrit program Rustfrie plader Rustfrie coils og båndstål Rustfrit stangstål Rustfrie rør Mønstervalsede plader Rustfrie dørkplader Plasmaskæring, Vandskæring Profiler
Hårdmetal endefræsere PRODUCTION. Vi er stolte over at præsentere vores egen produktion af endefræsere
 ENDEFRÆSERE PRODUCTION Hårdmetal endefræsere Vi er stolte over at præsentere vores egen produktion af endefræsere Vores vision er i Danmark, at producere fræsere af høj kvalitet til meget konkurrence dygtige
ENDEFRÆSERE PRODUCTION Hårdmetal endefræsere Vi er stolte over at præsentere vores egen produktion af endefræsere Vores vision er i Danmark, at producere fræsere af høj kvalitet til meget konkurrence dygtige
Brugervejledning. Svejsemaskine OMISA. Type: 2160
 Holm & Holm A/S. Svejsemaskine OMISA De tekniske data I denne brugervejledning er kun til generel information. Vi forbeholder os retten til at lave ændringer uden varsel. I tvivlstilfælde sammenholdes
Holm & Holm A/S. Svejsemaskine OMISA De tekniske data I denne brugervejledning er kun til generel information. Vi forbeholder os retten til at lave ændringer uden varsel. I tvivlstilfælde sammenholdes
UDDEHOLM XYZ DIEVAR TM R
 UDDEHOLM XYZ DIEVAR TM R Kokmose 8, Kolding, Tlf.: 7551766 Fax: 7551744, E-mail: info@uddeholm.dk, www.uddeholm.dk Dievar Produkt- og egenskabsprofil Dievar er et krom-molybdæn-vanadium legeret varmarbejdsstål,
UDDEHOLM XYZ DIEVAR TM R Kokmose 8, Kolding, Tlf.: 7551766 Fax: 7551744, E-mail: info@uddeholm.dk, www.uddeholm.dk Dievar Produkt- og egenskabsprofil Dievar er et krom-molybdæn-vanadium legeret varmarbejdsstål,
BK 45 BK 45U. Driftsvejledning 810449-01 Vandudlader BK 45, BK 45U
 BK 45 BK 45U Driftsvejledning 810449-01 Vandudlader BK 45, BK 45U 1 Indholdsfortegnelse Vigtige informationer Side Anvendelse i henhold til bestemmelserne... 6 Sikkerheds informationer... 6 Farer...6 Klassificering
BK 45 BK 45U Driftsvejledning 810449-01 Vandudlader BK 45, BK 45U 1 Indholdsfortegnelse Vigtige informationer Side Anvendelse i henhold til bestemmelserne... 6 Sikkerheds informationer... 6 Farer...6 Klassificering
Rustfri armering; En fordel eller bare dyrt! Jens Henriksen
 Rustfri armering; En fordel eller bare dyrt! FORCE Technology: Metallurgi Sammenføjninger: Svejse, lodde, bolte Korrosion og anden nedbrydning af metaller NDT: alle typer Overvågning: bevægelser, spændinger,
Rustfri armering; En fordel eller bare dyrt! FORCE Technology: Metallurgi Sammenføjninger: Svejse, lodde, bolte Korrosion og anden nedbrydning af metaller NDT: alle typer Overvågning: bevægelser, spændinger,
Proces 141. TIG svejsning Rustfri Kantsøm Plade/Rør Max 5 dage. Målbeskrivelse: nr
 Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 400 Proces 4 TIG svejsning Rustfri Kantsøm Plade/Rør 400 Max 5 dage Målbeskrivelse: nr. 400 Mål: Du kan selvstændigt TIG-svejse kantsømme i rustfri plade
Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 400 Proces 4 TIG svejsning Rustfri Kantsøm Plade/Rør 400 Max 5 dage Målbeskrivelse: nr. 400 Mål: Du kan selvstændigt TIG-svejse kantsømme i rustfri plade
Damstahl - a memeber of the NEUMO-Ehrenberg-Group. Svejste rør
 Damstahl - a memeber of the NEUMO-Ehrenberg-Group Svejste rør Svejste rør / Svejste stålrør Kalibrerede og glødede eller blankglødede Calibrated and annealed or bright annealed Tol.: EN 10217-7, EN/ISO
Damstahl - a memeber of the NEUMO-Ehrenberg-Group Svejste rør Svejste rør / Svejste stålrør Kalibrerede og glødede eller blankglødede Calibrated and annealed or bright annealed Tol.: EN 10217-7, EN/ISO
Slibning af værktøjer til træindustrien
 Slibning af værktøjer til træindustrien Stållegeringer Stållegeringer, der anvendes i træindustrien: VS = værktøjsstål CV = krom-vanadiumstål HSS = hurtigstål HSSE = højlegeret hurtigstål HM = hårdmetal
Slibning af værktøjer til træindustrien Stållegeringer Stållegeringer, der anvendes i træindustrien: VS = værktøjsstål CV = krom-vanadiumstål HSS = hurtigstål HSSE = højlegeret hurtigstål HM = hårdmetal
BOLTESVEJSNING EN OVERBEVISENDE TEKNIK
 BOLTESVEJSNING EN OVERBEVISENDE TEKNIK Fordelene ved KÖCO-Boltesvejseteknik 2 KÖCO-Boltesvejsning er en sikker og meget stærk befæstigelsesmetode, der ydermere tilbyder enorme besparelses muligheder. Ved
BOLTESVEJSNING EN OVERBEVISENDE TEKNIK Fordelene ved KÖCO-Boltesvejseteknik 2 KÖCO-Boltesvejsning er en sikker og meget stærk befæstigelsesmetode, der ydermere tilbyder enorme besparelses muligheder. Ved
Bilag 1 af 28. juni 2017 Reg. nr Annex 1 of 28th June 2017
 Specifikation af akkrediteringsområde Trykbærende udstyr PED 2014/68/EU som implementeret ved Arbejdstilsynets bekendtgørelse nr. 190/2015: Trykbærende udstyr - alt Godkendelse af procedurer og metoder
Specifikation af akkrediteringsområde Trykbærende udstyr PED 2014/68/EU som implementeret ved Arbejdstilsynets bekendtgørelse nr. 190/2015: Trykbærende udstyr - alt Godkendelse af procedurer og metoder
Svejse traktor WELDYCAR
 Svejse traktor WELDYCAR 1/11 1 -Beskrivelse Weldycar er en 4-hjulstrukken transportabel svejsetraktor, som er specielt designet for mekaniseret svejsning i forskellige positioner (vandret, skrå eller lodret).
Svejse traktor WELDYCAR 1/11 1 -Beskrivelse Weldycar er en 4-hjulstrukken transportabel svejsetraktor, som er specielt designet for mekaniseret svejsning i forskellige positioner (vandret, skrå eller lodret).
sideløbende med LEAN-principper for at styre produktionen af kvalitetsprodukter på en effektiv og omkostningsbesparende måde.
 LJM Hydraulik Med ca. 50 års erfaring og vidtgående knowhow producerer og markedsfører LJM produkter af høj kvalitet med lang levetid. Dette kvalitetsniveau er kernen i den succes, som LJM har opnået gennem
LJM Hydraulik Med ca. 50 års erfaring og vidtgående knowhow producerer og markedsfører LJM produkter af høj kvalitet med lang levetid. Dette kvalitetsniveau er kernen i den succes, som LJM har opnået gennem
Særlige bestemmelser for DS-certificering af DS/SBC 13187 termografiinspektion af bygninger gennemført efter DS/EN 13187 2007-12-01
 Certificering af virksomheder der udfører termografiinspektioner 0 Indledning Denne SBC er udarbejdet med henblik på DS-certificering af termografiinspektion af bygninger gennemført efter DS/EN 13187.
Certificering af virksomheder der udfører termografiinspektioner 0 Indledning Denne SBC er udarbejdet med henblik på DS-certificering af termografiinspektion af bygninger gennemført efter DS/EN 13187.
Dambrug. Anlægning af land baserede - Kar og rør installationer. Henvendelse. BS Teknik Design Aps. Tlf +4525263280. Mail tanke@bsteknik.
 0 Anlægning af land baserede - Dambrug Kar og rør installationer. Henvendelse BS Teknik Design Aps. Tlf +4525263280 Mail tanke@bsteknik.com Web. www.bsteknik.com Stålkar med PE Inder liner. Størrelse tilpasset
0 Anlægning af land baserede - Dambrug Kar og rør installationer. Henvendelse BS Teknik Design Aps. Tlf +4525263280 Mail tanke@bsteknik.com Web. www.bsteknik.com Stålkar med PE Inder liner. Størrelse tilpasset
UDDEHOLM UNIMAX. Kokmose 8, 6000 Kolding, Tlf.: 75517066 Fax: 75517044, E-mail: info@uddeholm.dk, www.uddeholm.dk
 UDDEHOLM UNIMAX Kokmose 8, 6000 Kolding, Tlf.: 75517066 Fax: 75517044, E-mail: info@uddeholm.dk, www.uddeholm.dk Unimax Egenskabsprofil Unimax er et krom-molybdæn-vanadium legeret stål, som er produceret
UDDEHOLM UNIMAX Kokmose 8, 6000 Kolding, Tlf.: 75517066 Fax: 75517044, E-mail: info@uddeholm.dk, www.uddeholm.dk Unimax Egenskabsprofil Unimax er et krom-molybdæn-vanadium legeret stål, som er produceret
Kvalitetshåndbog. for. Åbybro Maskinfabrik A/S Limfjordsgade 61, Gjøl DK-9440 Aabybro
 K-systemdokumenter Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Limfjordsgade 61, Gjøl DK-9440 Aabybro Organisationsdiagram Direktør Anders Damgaard Fabrikschef Torben V. Hjorth Assentoft silo A/S
K-systemdokumenter Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Limfjordsgade 61, Gjøl DK-9440 Aabybro Organisationsdiagram Direktør Anders Damgaard Fabrikschef Torben V. Hjorth Assentoft silo A/S
Dansk Standard DS/EN 1600
 Dansk Standard DS/EN 1600 2. udgave Godkendt: 2001-03-01 Tilsatsmaterialer til svejsning Beklædte elektroder til manuel metallysbuesvejsning af rustfrie og varmebestandige stål Klassifikation Welding consumables
Dansk Standard DS/EN 1600 2. udgave Godkendt: 2001-03-01 Tilsatsmaterialer til svejsning Beklædte elektroder til manuel metallysbuesvejsning af rustfrie og varmebestandige stål Klassifikation Welding consumables
Tekniske standarder Afsnit 6 - bips nr. 56 Varme 12. udgave
 OUH O D E N S E U N I V E R S I T E T S H O S P I T A L SVENDBORG SYGEHUS Afsnit 6 - bips nr. 56 Varme 12. udgave 18. december 2015 Indholdsfortegnelse 56.11 Varmecentraler/ forsyningsanlæg for komfortvarme...
OUH O D E N S E U N I V E R S I T E T S H O S P I T A L SVENDBORG SYGEHUS Afsnit 6 - bips nr. 56 Varme 12. udgave 18. december 2015 Indholdsfortegnelse 56.11 Varmecentraler/ forsyningsanlæg for komfortvarme...
210/HR21. Servicemanual til kæde. .com. Niftylift Limited Fingle Drive Stonebridge Milton Keynes MK13 0ER England. i n f o @ n i f t y l i f t.
 210/HR21 Servicemanual til kæde i n f o @ n i f t y l i f t. c o m.com M50286/02 Niftylift Limited Fingle Drive Stonebridge Milton Keynes MK13 0ER England www.niftylift.com e-mail: info@niftylift.com Tel:
210/HR21 Servicemanual til kæde i n f o @ n i f t y l i f t. c o m.com M50286/02 Niftylift Limited Fingle Drive Stonebridge Milton Keynes MK13 0ER England www.niftylift.com e-mail: info@niftylift.com Tel:
Sikkerhed for godt håndværk. - Rustfri flexslange til: Varme Vand Solvarme Køl
 Sikkerhed for godt håndværk - Rustfri flexslange til: Varme Vand Solvarme Køl Inoflex-flexslange og FixLock - Det professionelle valg! Inoflex-flexslange FixLock Rustfri flexslange Dimension DN 12-40 VA-godkendt
Sikkerhed for godt håndværk - Rustfri flexslange til: Varme Vand Solvarme Køl Inoflex-flexslange og FixLock - Det professionelle valg! Inoflex-flexslange FixLock Rustfri flexslange Dimension DN 12-40 VA-godkendt
Bilag 2.1. Materialespecifikationer for ledninger af plast
 Bilag 2.1 Materialespecifikationer for ledninger af plast Tekniske krav: Plastrør skal som minimum overholde kravene i efterfølgende tabeller. Side 2 af 9 Tabel 1.1 - er for Glat PVC rør Reference til
Bilag 2.1 Materialespecifikationer for ledninger af plast Tekniske krav: Plastrør skal som minimum overholde kravene i efterfølgende tabeller. Side 2 af 9 Tabel 1.1 - er for Glat PVC rør Reference til
Proces 141. TIG svejsning U- lavtlegeret Kantsøm Plade/Rør Max 5 dage. Målbeskrivelse: nr
 Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 4004 Proces 4 TIG svejsning U- lavtlegeret Kantsøm Plade/Rør 4004 Max 5 dage Målbeskrivelse: nr. 4004 Mål: Du kan selvstændigt TIG-svejse kantsømme i
Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 4004 Proces 4 TIG svejsning U- lavtlegeret Kantsøm Plade/Rør 4004 Max 5 dage Målbeskrivelse: nr. 4004 Mål: Du kan selvstændigt TIG-svejse kantsømme i
VIP SYSTEMET + + + Renderne leveres med 110 mm eller 160 mm afløb + Udløbsstuds skal bestilles særskilt
 VIP SYSTEMET Anvendes til 3 belastningsklasser i henhold til EN1433 VIP300 rende med en længde på 1, m og en dimension på 300 Fremstillet i robust HD-PE materiale Risten beskyttes af karmen, som sikrer
VIP SYSTEMET Anvendes til 3 belastningsklasser i henhold til EN1433 VIP300 rende med en længde på 1, m og en dimension på 300 Fremstillet i robust HD-PE materiale Risten beskyttes af karmen, som sikrer
Ny generation i rustfri stål: Det nikkelfri Viega Sanpress rør 1.4521.
 Ny generation i rustfri stål: Det nikkelfri Viega Sanpress rør 1.4521. Bedre økonomisk planlægning og kalkulation: Viegas Sanpress-rør 1.4521 Viegas svar på ustabile priser på rustfrit stål Tidligere steg
Ny generation i rustfri stål: Det nikkelfri Viega Sanpress rør 1.4521. Bedre økonomisk planlægning og kalkulation: Viegas Sanpress-rør 1.4521 Viegas svar på ustabile priser på rustfrit stål Tidligere steg
Info om overfladebehandling
 Info om overfladebehandling Oplysninger og illustrationer vedrørende: Varmforzinkning Valg af stål Stålfejl Svejsning Konstruktionsudformninger / huller mv. Beholdere Hvidrust Duplex maling på varmforzinket
Info om overfladebehandling Oplysninger og illustrationer vedrørende: Varmforzinkning Valg af stål Stålfejl Svejsning Konstruktionsudformninger / huller mv. Beholdere Hvidrust Duplex maling på varmforzinket
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 1111-01
 Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 1111-01 For VA-godkendelse af Termostatiske blandingsventiler. Page 1 of 11 INDHOLDSFORTEGNELSE FORORD... 3 ÆNDRINGER OG TILFØJELSER... 3 REFERENCER...
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 1111-01 For VA-godkendelse af Termostatiske blandingsventiler. Page 1 of 11 INDHOLDSFORTEGNELSE FORORD... 3 ÆNDRINGER OG TILFØJELSER... 3 REFERENCER...
Automatik for lineære skydedøre. DynamicRoll - selvreparerende hurtig rulleporte
 Automatik for lineære skydedøre DynamicRoll - selvreparerende hurtig rulleporte itek 18 & 30 skydedøre itek T20 & T30 teleskop skydedøre skydedørekydedøre industri mbm.as DynamicRoll high performance doors
Automatik for lineære skydedøre DynamicRoll - selvreparerende hurtig rulleporte itek 18 & 30 skydedøre itek T20 & T30 teleskop skydedøre skydedørekydedøre industri mbm.as DynamicRoll high performance doors
Periodiske undersøgelser af: Trykbeholdere Rørsystemer Dampkedler Enheder Notified body no. 1727
 Guide for periodiske undersøgelser jf. bekendtgørelse nr. 100 Periodiske undersøgelser af: Trykbeholdere Rørsystemer Dampkedler Enheder Notified body no. 1727 Revideret 24-3-2014 Forord Inspecta udfører
Guide for periodiske undersøgelser jf. bekendtgørelse nr. 100 Periodiske undersøgelser af: Trykbeholdere Rørsystemer Dampkedler Enheder Notified body no. 1727 Revideret 24-3-2014 Forord Inspecta udfører
Et holdbart samarbejde
 Et holdbart samarbejde Off-shore Marine Industri Food - I Hele Europa Underleverandører af stålkonstruktioner og engineering Beregning Konstruktion Produktion Dokumentation KAMI der består af KAMI STÅL
Et holdbart samarbejde Off-shore Marine Industri Food - I Hele Europa Underleverandører af stålkonstruktioner og engineering Beregning Konstruktion Produktion Dokumentation KAMI der består af KAMI STÅL
FMT. Specifikation Løfte- og transportvugger Holm-Kl
 FMT Specifikation Løfte- og transportvugger Holm-Kl (OSK-ShipTech 130210.0131.01C) Date: 27.05.13 Sign: EPH 1 - Formål Formålet med løfte- og transportvuggerne, er at løfte et HOLM-Kl fartøj ud af vandet
FMT Specifikation Løfte- og transportvugger Holm-Kl (OSK-ShipTech 130210.0131.01C) Date: 27.05.13 Sign: EPH 1 - Formål Formålet med løfte- og transportvuggerne, er at løfte et HOLM-Kl fartøj ud af vandet
FAGLÆRERKONFERENCE - VINGSTED 26. JUNI - 2013
 FAGLÆRERKONFERENCE - VINGSTED 26. JUNI - 2013 1 INDHOLD TIL DAGEN AGENDA Indhold: Loyalitetsprogram Standard WPS IAC på procedurelisten Grønne features på YouTube Essen DSL STANDARD WPS ER INDFASNING Loyalitetsservice
FAGLÆRERKONFERENCE - VINGSTED 26. JUNI - 2013 1 INDHOLD TIL DAGEN AGENDA Indhold: Loyalitetsprogram Standard WPS IAC på procedurelisten Grønne features på YouTube Essen DSL STANDARD WPS ER INDFASNING Loyalitetsservice
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 15875-01
 Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 15875-01 For VA-godkendelse af PE-X rør med tilhørende fittings til anvendelse til gulv- og radiator varme systemer. (EN ISO 15875 klasse 4 og
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 15875-01 For VA-godkendelse af PE-X rør med tilhørende fittings til anvendelse til gulv- og radiator varme systemer. (EN ISO 15875 klasse 4 og
Vi får tingene til at hænge sammen...
 Vi får tingene til at hænge sammen... lfotech er mere end blot en leverandør. Vi deler vores viden og erfaring med dig. Vi udvikler specifikke løsninger i tilfælde af driftssituationer der ikke dækkes
Vi får tingene til at hænge sammen... lfotech er mere end blot en leverandør. Vi deler vores viden og erfaring med dig. Vi udvikler specifikke løsninger i tilfælde af driftssituationer der ikke dækkes
Produktkatalog for designafløb
 Produktkatalog for designafløb K E E P I N G U P T H E F L O W S T A I N L E S S S T E E L D R A I N A G E S Y S T E M S DRAIN DESIGN LINE WaterLine baderumsrender Højdejusterbar Demonterbare monteringsbeslag
Produktkatalog for designafløb K E E P I N G U P T H E F L O W S T A I N L E S S S T E E L D R A I N A G E S Y S T E M S DRAIN DESIGN LINE WaterLine baderumsrender Højdejusterbar Demonterbare monteringsbeslag
DK-Aarhus: Fjernvarmerørledninger 2012/S 111-184730. Udbudsbekendtgørelse forsyningsvirksomhed. Varer
 1/5 Denne bekendtgørelse på TED-webstedet: http://ted.europa.eu/udl?uri=ted:notice:184730-2012:text:da:html DK-Aarhus: Fjernvarmerørledninger 2012/S 111-184730 Udbudsbekendtgørelse forsyningsvirksomhed
1/5 Denne bekendtgørelse på TED-webstedet: http://ted.europa.eu/udl?uri=ted:notice:184730-2012:text:da:html DK-Aarhus: Fjernvarmerørledninger 2012/S 111-184730 Udbudsbekendtgørelse forsyningsvirksomhed
Seminar for NDT nivå 3 Personell. Thon Hotel Opera, Oslo Jørgen Melchior Force Technology Danmark
 Seminar for NDT nivå 3 Personell Thon Hotel Opera, Oslo 2012-11-20 Jørgen Melchior Force Technology Danmark Hvorfor denne Guideline? Ideen til denne guideline er fremkommet på opfordring fra brugere i
Seminar for NDT nivå 3 Personell Thon Hotel Opera, Oslo 2012-11-20 Jørgen Melchior Force Technology Danmark Hvorfor denne Guideline? Ideen til denne guideline er fremkommet på opfordring fra brugere i
Strækning: Entreprenør: Udgave: 1.0. Entreprise: Arbejde: Transparente støjskærmskassetter Dato: 22.04.2012. Hvornår kontrolleres og frekvens
 H437.03.45 Entreprise: Arbejde: : 22.04.2012 AAB/ Prøvnings 1. Alment 1. 1 + 2.4+ 3.2 Fremvisning af prototype af transparent aluminiumskassette. Visuel inspektion Sammenhæng med krav i og tegning H437-93-29514
H437.03.45 Entreprise: Arbejde: : 22.04.2012 AAB/ Prøvnings 1. Alment 1. 1 + 2.4+ 3.2 Fremvisning af prototype af transparent aluminiumskassette. Visuel inspektion Sammenhæng med krav i og tegning H437-93-29514
PROMATECT -200 Brandbeskyttelse af stålkonstruktioner
 PROMATECT -00 Brandbeskyttelse af stålkonstruktioner Vers. 0-05 PROMATECT -00 PROMATECT -00 er en ubrændbar plade til brandbeskyttelse af stålkonstruktioner i tørt miljø. PROMATECT -00 er en kalciumsilikatplade
PROMATECT -00 Brandbeskyttelse af stålkonstruktioner Vers. 0-05 PROMATECT -00 PROMATECT -00 er en ubrændbar plade til brandbeskyttelse af stålkonstruktioner i tørt miljø. PROMATECT -00 er en kalciumsilikatplade
Installationsmanual KLINGER Ballostar KHI 2-delte Kuglehaner DN 125 800FB
 Installationsmanual KLINGER Ballostar KHI 2-delte Kuglehaner DN 125 800FB 1 Ventilhus 2 Ventilhusende 3 Øverste spindel 4 Kugle 5 Nederste bærende spindel 7 Aktuatorflange 8 Øverste bøsning 10 Nederste
Installationsmanual KLINGER Ballostar KHI 2-delte Kuglehaner DN 125 800FB 1 Ventilhus 2 Ventilhusende 3 Øverste spindel 4 Kugle 5 Nederste bærende spindel 7 Aktuatorflange 8 Øverste bøsning 10 Nederste
Svejsning uden anløbsfarve Hver gang!
 Svejsning uden anløbsfarve Hver gang! Patentnumre: DK198389, US 4956537, US 5126526, US 5217156, CA 1322229, Aust 617189, HK1005926, EP 348125, 328131, EP 486420, 592055, 1005927, Baggas værktøj til alle
Svejsning uden anløbsfarve Hver gang! Patentnumre: DK198389, US 4956537, US 5126526, US 5217156, CA 1322229, Aust 617189, HK1005926, EP 348125, 328131, EP 486420, 592055, 1005927, Baggas værktøj til alle
Sign: Side 1 af 7 Udg. 1 SUPPLERENDE BESTEMMELSER FOR CERTIFICERING AF FALDUNDERLAG
 Supplerende bestemmelser for certificering af faldunderlag Dato 2012-07-31 Sign: Side 1 af 7 SUPPLERENDE BESTEMMELSER FOR CERTIFICERING AF FALDUNDERLAG 0. Generelt Nærværende supplerende bestemmelser for
Supplerende bestemmelser for certificering af faldunderlag Dato 2012-07-31 Sign: Side 1 af 7 SUPPLERENDE BESTEMMELSER FOR CERTIFICERING AF FALDUNDERLAG 0. Generelt Nærværende supplerende bestemmelser for
FLEKSIBLE FORBINDELSER
 A U T O M A T I O N & P R O C E S FLEKSIBLE FORBINDELSER PRODUKTOVERSIGT GUMMIKOMPENSATORER ANVENDELSE INDENFOR ET STORT ANTAL OMRÅDER F.EKS. AKSIALE OG LATERALE BEVÆGELSER, HNC LAGERFØRER ET STORT UDVALG
A U T O M A T I O N & P R O C E S FLEKSIBLE FORBINDELSER PRODUKTOVERSIGT GUMMIKOMPENSATORER ANVENDELSE INDENFOR ET STORT ANTAL OMRÅDER F.EKS. AKSIALE OG LATERALE BEVÆGELSER, HNC LAGERFØRER ET STORT UDVALG
Årlig inspektion af legepladsredskaber iht. DS/EN 1176 og DS/EN 1177
 Inspektionsdato: 12. November - 2008 Side 1 af 23 Legepladsinspektør: Henrik Carlson Certifikat fra: TÜV SÜD Akademie Certifikat nr. 0735#310752747 Gyldig til 28/2 2009 Henrik Carlson ApS Ternevej 14 7430
Inspektionsdato: 12. November - 2008 Side 1 af 23 Legepladsinspektør: Henrik Carlson Certifikat fra: TÜV SÜD Akademie Certifikat nr. 0735#310752747 Gyldig til 28/2 2009 Henrik Carlson ApS Ternevej 14 7430
Årlig inspektion af legepladsredskaber iht. DS/EN 1176
 Inspektionsdato: 17. September 2012 Side 1 af 17 Legepladsinspektør: Henrik Carlson Certifikat fra: TÜV SÜD Produkt Service Certifikat nr. 713001037 Gyldig til 28/2 2014 Henrik Carlson ApS Ternevej 14
Inspektionsdato: 17. September 2012 Side 1 af 17 Legepladsinspektør: Henrik Carlson Certifikat fra: TÜV SÜD Produkt Service Certifikat nr. 713001037 Gyldig til 28/2 2014 Henrik Carlson ApS Ternevej 14
Egedal Kommune. Re-certificeringsaudit. Ledelsessystemcertificering ISO 9001: apr-28 til 2015-apr-29. Certificeringens dækningsområde
 Ledelsessystemcertificering 2015-apr-28 til 2015-apr-29 Certificeringens dækningsområde Hidtidigt gyldighedsområde: Sagsbehandling på natur- og miljøområdet Nyt gyldighedsområde: Administration og sagsbehandling
Ledelsessystemcertificering 2015-apr-28 til 2015-apr-29 Certificeringens dækningsområde Hidtidigt gyldighedsområde: Sagsbehandling på natur- og miljøområdet Nyt gyldighedsområde: Administration og sagsbehandling
Gyptone Kant E system Monteringsvejledning
 Monteringsvejledning Design og teknik Produktbeskrivelse Gyptone akustiklofter med Kant E er et færdigmalet, demonterbart akustikloft monteret i et synligt skinnesystem (T-). Skinnesystemets synlige flade
Monteringsvejledning Design og teknik Produktbeskrivelse Gyptone akustiklofter med Kant E er et færdigmalet, demonterbart akustikloft monteret i et synligt skinnesystem (T-). Skinnesystemets synlige flade
FUGTISOLERING AF BETONBROER MED
 REBET 2010 - STOCKHOLM FUGTISOLERING AF BETONBROER MED BITUMENPLADER. DANSKE ERFARINGER MED LEVETIDER OG REPARATION ULRIK SLOTH ANDERSEN (ULSA@RAMBOLL.DK) RAMBØLL DANMARK. BROVEDLIGEHOLD. AGENDA A. Lidt
REBET 2010 - STOCKHOLM FUGTISOLERING AF BETONBROER MED BITUMENPLADER. DANSKE ERFARINGER MED LEVETIDER OG REPARATION ULRIK SLOTH ANDERSEN (ULSA@RAMBOLL.DK) RAMBØLL DANMARK. BROVEDLIGEHOLD. AGENDA A. Lidt
Mag svejsning Proces 135 Kantsøm plade/plade Max 5 dage
 Navn: Kabinenr. Elevtype: I nr. 4009 Dato: Firma: Mag svejsning Proces 5 Kantsøm plade/plade Max 5 dage Målbeskrivelse: nr. 4009 Mål: Du kan MG svejse proces 5 kantsømme i de fleste positioner i ulegeret
Navn: Kabinenr. Elevtype: I nr. 4009 Dato: Firma: Mag svejsning Proces 5 Kantsøm plade/plade Max 5 dage Målbeskrivelse: nr. 4009 Mål: Du kan MG svejse proces 5 kantsømme i de fleste positioner i ulegeret
VAN GEEL KABELBAKKER GKO-5 MEMBER VAN GEEL GROUP. solar
 VAN GEEL MEMER VAN GEEL GROUP KAELAKKER GKO-5 solar KAELAKKER GKO-5 Kabelbakker GKO-5 H = 35 mm Side 9 Kabelbakker GKO-5 H = 60 mm Side 15 sendzimir galvaniseret Kabelbakker GKO-5 H = 60 mm Side 29 lakeret
VAN GEEL MEMER VAN GEEL GROUP KAELAKKER GKO-5 solar KAELAKKER GKO-5 Kabelbakker GKO-5 H = 35 mm Side 9 Kabelbakker GKO-5 H = 60 mm Side 15 sendzimir galvaniseret Kabelbakker GKO-5 H = 60 mm Side 29 lakeret
Bekendtgørelse om markedsføring og salg af byggevarer i kontakt. med drikkevand
 Bekendtgørelse om markedsføring og salg af byggevarer i kontakt med drikkevand I medfør af 28, stk. 2, 30, stk. 2, 31, stk. 1, og 31 A, stk. 1, i byggeloven, jf. lovbekendtgørelse nr. 1185 af 14. oktober
Bekendtgørelse om markedsføring og salg af byggevarer i kontakt med drikkevand I medfør af 28, stk. 2, 30, stk. 2, 31, stk. 1, og 31 A, stk. 1, i byggeloven, jf. lovbekendtgørelse nr. 1185 af 14. oktober
IWE. International Welding Engineer, svejseingeniør
 IWE International Welding Engineer, svejseingeniør IWE - International Welding Engineer, svejseingeniør I de nye EN standarder for stålkonstruktioner og trykbærende anlæg, stilles der krav til en omfattende
IWE International Welding Engineer, svejseingeniør IWE - International Welding Engineer, svejseingeniør I de nye EN standarder for stålkonstruktioner og trykbærende anlæg, stilles der krav til en omfattende
3.4.1. y 2. 274 Gyproc Håndbog 9. Projektering / Etagedæk og Lofter / Gyproc TCA-Etagedæk. Gyproc TCA-Etagedæk. Dimensionering
 Projektering / Etagedæk og Lofter / Dimensionering Dimensioneringstabeller De efterfølgende tabeller 1 og 2 indeholder maksimale spændvidder for Gyproc TCA etagedæk udført med C-profiler. Spændvidder er
Projektering / Etagedæk og Lofter / Dimensionering Dimensioneringstabeller De efterfølgende tabeller 1 og 2 indeholder maksimale spændvidder for Gyproc TCA etagedæk udført med C-profiler. Spændvidder er
Stålrør - dobbelt - lægningsregler 7.1
 Stålrør - dobbelt - lægningsregler 7.1 Generelt Lægningsmetoder I praksis anvendes nedlægningsmetoderne 1, 2 og 4 ved nedlægning af dobbeltrør, se katalogafsnit Stålrør enkelt - projektering. Nedlægningsmetode
Stålrør - dobbelt - lægningsregler 7.1 Generelt Lægningsmetoder I praksis anvendes nedlægningsmetoderne 1, 2 og 4 ved nedlægning af dobbeltrør, se katalogafsnit Stålrør enkelt - projektering. Nedlægningsmetode
Kloakering. Opmåling og valg af afløbsmaterialer.
 Efteruddannelsesudvalget for bygge/anlæg og industri Kloakering. Opmåling og valg af afløbsmaterialer. Uddannelsen indgår i rørlæggeruddannelsen Forord Dette hæfte er udviklet af Efteruddannelsesudvalget
Efteruddannelsesudvalget for bygge/anlæg og industri Kloakering. Opmåling og valg af afløbsmaterialer. Uddannelsen indgår i rørlæggeruddannelsen Forord Dette hæfte er udviklet af Efteruddannelsesudvalget
keeping things together Brandklas- Europæisk Teknisk Godkendelse - sificeret Option 1 til revnet beton R120 Ekspansionsanker BAZ komplet sortiment
 Europæisk Teknisk Godkendelse - Option 1 til revnet beton Brandklassificeret R120 Ekspansionsanker BAZ komplet sortiment Maximal sikkerhed i ethvert projekt Nyt forbedret sortiment Ekspansionsanker BAZ
Europæisk Teknisk Godkendelse - Option 1 til revnet beton Brandklassificeret R120 Ekspansionsanker BAZ komplet sortiment Maximal sikkerhed i ethvert projekt Nyt forbedret sortiment Ekspansionsanker BAZ
Typiske skader på rustfrie materialer
 Typiske skader på rustfrie materialer af J. Vagn Hansen og Carsten Jensen FORCE Technology 2016.02.01 Disposition Generelt om skades undersøgelser (CSJ) Case 1: Eksempel på forkert termisk påvirkning (CSJ)
Typiske skader på rustfrie materialer af J. Vagn Hansen og Carsten Jensen FORCE Technology 2016.02.01 Disposition Generelt om skades undersøgelser (CSJ) Case 1: Eksempel på forkert termisk påvirkning (CSJ)
Installations- og vedligeholdelsesvejledning for ventiler. VAI skydeventiler fig 4433 Pn 25
 Installations- og vedligeholdelsesvejledning for ventiler. VAI skydeventiler fig 4433 Pn 25 Indhold: 1.0 Opbevaring... 3 2.0 Montage.... 3 2.1 Generelt... 3 2.2 Rørføring... 3 3.0 Rørsystem.... 4 3.1 Fittings....
Installations- og vedligeholdelsesvejledning for ventiler. VAI skydeventiler fig 4433 Pn 25 Indhold: 1.0 Opbevaring... 3 2.0 Montage.... 3 2.1 Generelt... 3 2.2 Rørføring... 3 3.0 Rørsystem.... 4 3.1 Fittings....
Systemteknik. R2 Rødgods gevindfittings
 Systemteknik R2 Rødgods gevindfittings R2 Fittings med gevind iht. DIN EN 10226 del 1, godkendelse til drikkevands installationer iht. DIN 1988 og til gasinstallationer iht. TRGI 2008 (overhold bemærkningerne
Systemteknik R2 Rødgods gevindfittings R2 Fittings med gevind iht. DIN EN 10226 del 1, godkendelse til drikkevands installationer iht. DIN 1988 og til gasinstallationer iht. TRGI 2008 (overhold bemærkningerne
Korrosion og sprekkdannelse i svejser
 Korrosion og sprekkdannelse i svejser Eksempler på skader, hvorfor de oppstår og hvordan de kan undgås Asbjørn Andersen, Forretningsudvikler og specialist i materialer og korrosion, FORCE Technology Danmark
Korrosion og sprekkdannelse i svejser Eksempler på skader, hvorfor de oppstår og hvordan de kan undgås Asbjørn Andersen, Forretningsudvikler og specialist i materialer og korrosion, FORCE Technology Danmark
Udførelse af betonkonstruktioner Regler for anvendelse af EN 13670 i Danmark
 Dansk standard DS 2427 1. udgave 2011-02-24 Udførelse af betonkonstruktioner Regler for anvendelse af EN 13670 i Danmark Concrete execution Rules for application of EN 13670 in Denmark DS 2427 København
Dansk standard DS 2427 1. udgave 2011-02-24 Udførelse af betonkonstruktioner Regler for anvendelse af EN 13670 i Danmark Concrete execution Rules for application of EN 13670 in Denmark DS 2427 København
Kvalitetshåndbog. for. Kurt Jensen Maskinfabrik A/S
 Kvalitetshåndbog for Kurt Jensen Maskinfabrik A/S Side 1 af 9 0. Indholdsfortegnelse Kvalitetshåndbog 0. Indholdsfortegnelse 1 1. Forord og virksomhedsdata 2 2. Organisationsplan 5 3. Kvalitetsmålsætning
Kvalitetshåndbog for Kurt Jensen Maskinfabrik A/S Side 1 af 9 0. Indholdsfortegnelse Kvalitetshåndbog 0. Indholdsfortegnelse 1 1. Forord og virksomhedsdata 2 2. Organisationsplan 5 3. Kvalitetsmålsætning
svejste PRÆCISIONSSTÅLRØR
 Teknisk information svejste PRÆCISIONSSTÅLRØR SveJSTE RUNDE RØR Svejste runde stålrør i henhold til EN 10305-3 (DIN 2394) Leveringstilstand Betegnelse Betegnelse Beskrivelse iht. EN 10305-3 Svejste og
Teknisk information svejste PRÆCISIONSSTÅLRØR SveJSTE RUNDE RØR Svejste runde stålrør i henhold til EN 10305-3 (DIN 2394) Leveringstilstand Betegnelse Betegnelse Beskrivelse iht. EN 10305-3 Svejste og
Anneks F: Kriterier for visuel bedømmelse af svejste plastkonstruktioner
 Side 0 Ajourført 2002.10.10 : Kriterier for visuel bedømmelse af svejste plastkonstruktioner Dette anneks har samme status som SBC 243. This anneks forms an integral part of SBC 243. Forord Kriterier for
Side 0 Ajourført 2002.10.10 : Kriterier for visuel bedømmelse af svejste plastkonstruktioner Dette anneks har samme status som SBC 243. This anneks forms an integral part of SBC 243. Forord Kriterier for
GASS dækunderstøtning. Brochure og monterings anvisning
 GASS dækunderstøtning Brochure og monterings anvisning Januar 2007 Indholdsfortegnelse Side: 4 Systembeskrivelse 6 Højdekombinationer 8 Breddekombinationer 10 Placering af rammer 12 Montage vha. montagedæk
GASS dækunderstøtning Brochure og monterings anvisning Januar 2007 Indholdsfortegnelse Side: 4 Systembeskrivelse 6 Højdekombinationer 8 Breddekombinationer 10 Placering af rammer 12 Montage vha. montagedæk
Montagevejledning HODY. forskallings- og armeringsplade. HODY forskallings- og armeringsplade
 Montagevejledning HODY EFTEX ApS - HI-PARK 411-7400 HERNING - Tlf 86 66 20 00 - Fax 86 66 23 96 - WWW.EFTEX.DK Indholdsfortegnelse Side 2 Fordele ved HODY pladen HODY Tekniske data Side 3 Lagring af HODY
Montagevejledning HODY EFTEX ApS - HI-PARK 411-7400 HERNING - Tlf 86 66 20 00 - Fax 86 66 23 96 - WWW.EFTEX.DK Indholdsfortegnelse Side 2 Fordele ved HODY pladen HODY Tekniske data Side 3 Lagring af HODY
DS-HÅNDBOG 111.1:20 09. Jern og stål. og dokumentation
 DS-HÅNDBOG 111.1:20 09 4. UDGAVE Jern og stål Del 1 Te r m i n o l o g i, b e t e g n e l s e r og dokumentation DS-håndbog 111.1 Jern og stål Del 1 Terminologi, betegnelser og dokumentation Jern og stål
DS-HÅNDBOG 111.1:20 09 4. UDGAVE Jern og stål Del 1 Te r m i n o l o g i, b e t e g n e l s e r og dokumentation DS-håndbog 111.1 Jern og stål Del 1 Terminologi, betegnelser og dokumentation Jern og stål
SDE - Røgspjæld (RS) til runde kanaler SDE. Røgspjæld (RS) til runde kanaler
 til runde kanaler SDE. Røgspjæld (RS) til runde kanaler") SDE Røgspjæld (RS) til runde kanaler Opfylder kravene til et RS-spjæld jævnfør DS 428, 2009 ( = E 60 (ve,ho, io) S) Opfylder også brandklasse E 90 (ve,ho, io) S, EI 5 (ve,ho, io) S og E 20 (ve,ho,
SDE Røgspjæld (RS) til runde kanaler Opfylder kravene til et RS-spjæld jævnfør DS 428, 2009 ( = E 60 (ve,ho, io) S) Opfylder også brandklasse E 90 (ve,ho, io) S, EI 5 (ve,ho, io) S og E 20 (ve,ho,
Indholdsfortegnelse 1.
 Indholdsfortegnelse 1. 1. Indholdsfortegnelse 2. Salling Plast AS 3. Ordliste 4. Muffer 4.1. Lige muffer 4.1.1. Krympemuffe 4.1.2. Svejsemuffe 4.1.3. Oval krympemuffe 4.1.4. Skydemuffe 4.2. Reduktionsmuffer
Indholdsfortegnelse 1. 1. Indholdsfortegnelse 2. Salling Plast AS 3. Ordliste 4. Muffer 4.1. Lige muffer 4.1.1. Krympemuffe 4.1.2. Svejsemuffe 4.1.3. Oval krympemuffe 4.1.4. Skydemuffe 4.2. Reduktionsmuffer
Bilag 1 af 21. august 2017 Reg.nr Annex 1 of 21 August 2017
 Specifikation af akkrediteringsområde Simple trykbeholdere SPVD 2014/29/EU som implementeret ved Arbejdstilsynets bekendtgørelse nr. 1304/2015: Simple trykbeholdere - EU-typeafprøvning - Typeoverensstemmelse
Specifikation af akkrediteringsområde Simple trykbeholdere SPVD 2014/29/EU som implementeret ved Arbejdstilsynets bekendtgørelse nr. 1304/2015: Simple trykbeholdere - EU-typeafprøvning - Typeoverensstemmelse