Noter til underviser
|
|
|
- Frederikke Jørgensen
- 8 år siden
- Visninger:
Transkript
1 Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Det er en forudsætning, at der i forvejen er lavet 5S og flow for området. Hvis 5S ikke er vedligeholdt og har en daglig opfølgning, skal det laves igen. Fra VSM eller 5S og flow er varerne prioriteret ved VLPR (Vægtet Levering og ProcesRute). Hvis det er længe siden, det er lavet, gentages beregningerne. BSA har fokus på de varer, der belaster mest i området. Inden der kan arbejdes med BSA, skal SU være informeret, fordi vi skal bruge tiden for processer til at udføre denne udjævning med. Ifølge Samarbejdsaftalen har B-siden i SU krav på, at der er nedsat et lønsystemudvalg, inden virksomheden begynder at tage tid på arbejdets udførelse. Informationen til SU skal være: Tidtagning har i denne forbindelse ikke noget at gøre med, at vi vil effektivisere arbejdsprocesserne. Vi ønsker alene, at belastningen på de enkelte medarbejdere er ens. Vi accepterer den tid, som arbejdet tager i dag. Det kan være en god idé, at lade medarbejderne eje tiden. De må gerne selv tage tid og beregne fordelingen mellem medarbejderne, blot summen af tiden er uændret, og belastningen for medarbejderne er ens. Ledelsen stiller sig til rådighed med at hjælpe medarbejderne i det omfang, de har behov for det. Copyright by DI 1

2 Dette materiale er en del af Leanrejsen - En guide til leanledelse, der er udviklet af DI med finansiering af Industriens Fond. Copyright by DI 2

3 Få deltagernes accept for, at mobiltelefoner forbliver slukket og at der ikke arbejdes med mail under kaizeneventen. Lav en plan for dagen pauser. Hold en pause til frokost på 1 time, hvor nødvendig kommunikation kan gennemføres. Copyright by DI 3

4 Hvis der deltager flere i undervisningen end deltagerne i kaizeneventen, præsenterer de også sig selv, men kun punkterne 1, 2 og 3. Hvis der er deltagere i kaizeneventen, der ikke deltager i undervisningen, præsenter kaizengruppens deltager kort sig selv igen, når gruppen samles for at indlede arbejdet. Copyright by DI 4

5 Kaizenledere gemmer denne flipover til mødet i kaizengruppen som afslutter kaizeneventen (debriefing). Copyright by DI 5
.")
6 Kaizenlederen hænger en flipover på væggen. Overskriften laves som P-plads. P-pladsen medtages til det område, hvor kaizeneventen udføres. Den á jour føres løbende under kaizeneventen. Copyright by DI 6

7 Efter gennemgang af denne slide fortsætter kaizenleder med at gennemgå indkaldelsen (se tidsplanens dag 1 i kaizenlederens vejledning ) til kaizeneventen med de værktøjsspecifikke programpunkter. Indkaldelsen printes og uddeles til deltagerne. Indkaldelsespunktet program gennemgås først senere af kaizenspecialisten som indledning til undervisningen. Undervisningen må ikke vare mere end ½ dag. I modsat fald skal undervisningen spredes over flere dage. Punktet evaluering dækker to forhold: 1) Evaluering af kaizeneventen, som foretages med deltagerne som afslutning på kaizeneventen. 2) Evaluering af aspiranter til kaizenleder og kaizenspecialist. Udføres efter, de øvrige deltagere er gået. Evaluering af kaizenleder og kaizenspecialist er en personlig evaluering, som udføres af den evaluerende kaizenspecialist. Vedrørende grundlaget for evalueringen af kaizenleder og kaizenspecialist, se vejledningen til evalueringsskemaerne for dem. Kaizenlederens rolle er at lede eventen lokalt i den virksomhed, hvor eventen foregår. Kaizenspecialistens rolle er at undervise i værktøjet og bidrage med egne erfaringer. Begge roller er beskrevet i Instruktion til kaizenlederen. Copyright by DI 7
 Evaluering af aspiranter til kaizenleder og kaizenspecialist. Udføres efter, de øvrige deltagere er gået.")
8 Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne erfaringer og oplevelser inden for emnet. For trænede medarbejdere har tidligere målinger været på parametre, der ofte er direkte koblet til personlige kvalifikationer. Med opfølgning på overholdelse af StandardArbejde oplever medarbejderne ofte, at deres personlige indsats måles. Det gør den også, men udgangspunktet er, at hvis medarbejderen er trænet, anvender godkendte materialer, værktøjer, udstyr og processer i en standardiseret arbejdsproces, bliver resultatet som forventet. Forventningen er gode varer uden fejl (i sædvanlig kvalitet) i rette tid (udført til tiden for StandardArbejde). Hver gang processen gennemføres, udføres der et forsøg for, om denne hypotese holder. Hvis der er afvigelser i kvalitet eller tid, er det et udtryk for, at noget ikke er, som vi forventer. Det sikres først, at arbejdet er udført i henhold til standarden. Herefter søges der efter en forklaring på afvigelsen i alt andet end hos medarbejderen. Hvis medarbejderen har fulgt standarden, og resultatet ikke er tilfredsstillende, er standarden ikke god nok. Hvis medarbejderen ikke har fulgt standarden, er den ikke god nok, siden standarden ikke var den naturlige måde at udføre arbejdet på. Disse holdninger skal afspejle den daglige adfærd. Hvis der er én medarbejder blandt mange, der regelmæssigt ikke kan følge standarden, er denne medarbejder sandsynligvis ikke egnet til dette arbejde. Copyright by DI 8

9 Programmet for kaizeneventen kan variere, men bør indeholde nedenstående elementer: Formål: At sikre, at deltagerne har den fornødne viden og information for at kunne gennemføre kaizeneventen. Indhold (og struktur i materialet): Formalia Formål og mål med event Grundlag - Hvilket problem løser værktøjet? Sådan virker værktøjet, når det er implementeret (inkl. øvelse) Lav en standard og følg op Håndtering af forandring Trin til implementering af værktøjet Copyright by DI 9

10 Forudsigelighed forudsætter, at der er stabilitet i kvalitet og tider. Når der er stabilitet, kan der planlægges. Når der ikke er stabilitet, er der grundlag for forbedringer. Alle målinger har til formål at finde årsagerne til, at der ikke er stabilitet. Formålet er at fjerne årsagerne, så stabiliteten bliver forbedret, indtil der er opnået stabilitet. Hver gang der ændres i processer, skal BSA udføres igen for at få opdateret både standarden, tiden for StandardArbejde og dokumentationen. For at forøge fleksibiliteten foretages der krydstræning af medarbejderne, så kapaciteten for de enkelte processer bliver mere fleksibel. Copyright by DI 10


11 De første to punkter handler om selve værdien. De sidste tre handler om at få frembragt værdien til kunden hurtigst muligt. Man skal passe på, at man ikke bare straks går i gang fra punkt nr. 3. Det er fristende, for så kan man se, der sker noget. 1. Ledelsen skal vide, hvilket behov virksomheden opfylder hos kunderne. Denne viden bruges som filter for alle aktiviteter i virksomheden. Formålet er at nedlægge alle aktiviteter, som ikke bidrager til at opfylde kundens behov. Alle aktiviteter vurderes i det samlede procesforløb for opfyldelse af kundens behov, som de indgår i. 2. Ledelsen skal være i stand til at se potentialet ved at fokusere på den samlede gennemløbstid for at kunne sætte retning på forbedringerne af virksomhedens konkurrenceevne. 3. Gennemløbstiden bliver kortest, hvis processerne forløber i et flow, så der ikke er ophold mellem processerne. For at kunne etablere flow, skal cyklustiden for processerne være lige lang. Det forudsætter, at arbejdet udføres på samme måde hver gang ved, at det udføres efter en aftalt standard. Etablering af arbejdsstandarder fjerner metodefriheden for den enkelte. Det flytter også ejerskabet af processerne til ledelsen, som ejer arbejdsstandarden. Når en arbejdsstandard kan resultere i en fejl hos kunderne, er det ledelsens problem, da de ejer arbejdsstandarden. Medarbejderne har blot fulgt den aftalte standard og er således ikke årsagen til, at fejlen er opstået. For at løse problemet kan ledelsen søge hjælp hos medarbejderne, som har indsigt og kompetencer til, at arbejdsstandarden kan ændres, så fejlen ikke opstår igen. For at lære de nye roller træner lederen og medarbejderne i at overholde en aftalt standard for ryddelighed og orden. Denne standard har ingen særlige krav til faglige kvalifikationer, og er derfor velegnet til at træne i at arbejde med overholdelse af en aftalt standard. 4. Trækstyring indføres for at starte senest muligt på opgaverne. Det medfører, at enhver forsinkelse kan forårsage, at kunden får leverancen for sent. For at imødegå dette skal alle afvigelser gøres synlige, så der hurtigt kan kompenseres for dem. 5. For at etablere flow, skal cyklustiden for processerne være lige stor. Det forudsætter, at arbejdet udføres på samme måde hver gang (standardarbejde) og, at processerne er stabile. Copyright by DI 11

12 Ledelsen skal vide, hvilket behov virksomheden opfylder hos kunderne. Denne viden bruges som filter for alle aktiviteter i virksomheden. Formålet er at nedlægge alle aktiviteter, som ikke bidrager til at opfylde kundens behov. Alle aktiviteter vurderes i det samlede procesforløb for opfyldelse af kundens behov, som de indgår i. Kundens behov er set fra kundens side. Ledelsen skal forstå kundes behov, som kunden oplever det. Virksomhedens værdibegreb for kundeværdi skal ændres, så det er set fra kundens side og dermed kan anvendes som vurderingsgrundlag for alle virksomhedens aktiviteter. Mange virksomheder har forstået, hvilke behov de opfylder hos kunden, men meget ofte er medarbejdernes identitet knyttet til det, de bidrager med for at opfylde dette behov. Medarbejderne vil derfor ofte identificere virksomheden med dens produkter og ydelser samt de kompetencer og den kapabilitet, den råder over. Denne selvforståelse kan stå i vejen for en klarhed over, hvilken værdi kunderne efterspørger. Copyright by DI 12

13 For at kunne kommunikere kundeværdi klart og præcist skal ledelsen kunne beskrive, hvad det er, uden at inddrage egne produkter, kompetencer og kapabilitet. Beskrivelsen af kundeværdi skal være kort, klar og entydig, så den kan kommunikeres og forstås. Alle i ledelsen skal kunne give samme klare beskrivelse af kundeværdi. Når hele ledelsen siger det samme, kan den forvente, at lederne vil forstå og gentage ledelsens forklaring. Denne stringente forklaring af kundeværdi er nødvendig for, at medarbejderne kan lære, hvad det betyder for dem og deres arbejde samt, hvad de kan bidrage med for at opfylde dette behov. Hvis ledelsen eller ledere forklarer kundeværdi på forskellige måder, vil medarbejderne tolke forskellene og tillægge denne tolkning en reel betydning for, hvad kundeværdi er. Leveringen til kunden går ofte gennem mange kunde-/leverandørforhold. Disse trin på vejen må ikke forveksles med kundeværdi. Kundeværdi er det behov, som nogen er villige til at give penge for at få opfyldt. Det er derfor den med pengene, som afgør, hvad kundeværdi er. Copyright by DI 13

14 Denne fordeling er typisk for mange typer af virksomheder og i mange brancher. Copyright by DI 14


15 I dette eksempel er der 13 processer i værdistrømmen. De syv er ikke værdiskabende, og de seks er værdiskabende. De værdiskabende processer er pakket ind i de Ikke værdiskabende processer. Vi skal finde de værdiskabende og forbinde dem direkte eller lave flow mellem dem. Ved at forbinde dem direkte eller ved at lave flow mellem dem, fjerner vi flere typer af spild. Det betyder, at vi fjerner hele eller dele af ikke værdiskabende processer og dermed den opgave, det er at udføre dem. Vi fjerner herved arbejde fra værdistrømmen. Det bliver mindre arbejdskrævende (mere effektivt) at frembringe ydelsen, og gennemløbstiden er kortere. Copyright by DI 15

16 1. Overproduktion Der produceres mere, end der er behov for p nuv rende tidspunkt Undg at arbejde uden efterspørgsel. 2. Ventetid Opgaver eller processer, der venter på at blive udført pga. manglende informationer, materiel, maskiner eller personer. Undgå ventetid ved at sikre, at elementer til opgavens udførelse er til stede. 3. Transport Overflødig transport af materiel eller personer? Opbyg flowet således, at transporttiden af opgaver/ordrer internt i virksomheden gøres så kort som muligt. 4. Overbearbejdning eller overdrevne processer Der g res mere for kunden, end kunden har behov for. Undg at l se den samme opgave flere gange, f.eks. at flere medarbejdere kigger efter den samme information. 5. Lager Hvor lang tid går der, før en opgave/ordre sendes videre til næste led i kæden? Undg at have mere materiel end n dvendigt eller for mange opgaver/ordrer i k. 6. Unødvendig bevægelse Overflødig bevægelse efter information eller materiel. Undgå un dvendig flytning af information, materiel eller personer. 7. Kvalitetsbrist At udføre ekstraarbejde, fordi arbejdet ikke er gjort godt nok. Undgå ekstraarbejde på grund af fejl eller ikke f rdiggjort arbejde. 8. Uudnyttede ressourcer Manglende optimering eller udnyttelse af medarbejdernes viden og evner. Undg at medarbejdere sidder inde med viden eller har evner, der ikke bliver brugt. Copyright by DI 16

17 Ledelsen skal være i stand til at se potentialet for at kunne sætte retning på forbedringerne af virksomhedens konkurrenceevne. Grundlaget for vurderingen for potentialet er kundeværdi set fra kundens side, samt virksomhedens evne til at udnytte medarbejdernes arbejdskraft, som de stiller til rådighed gennem hele arbejdsdagen. Ledelsen skal kunne se de aktiviteter, som medarbejderne udfører, selv om de ikke har værdi for kunden. Disse aktiviteter er ofte nødvendige for, at virksomheden kan levere ydelsen til kunden i den ønskede kvalitet. Disse nødvendige og ikke-værdiskabende aktiviteter forbruger ressourcer og forringer virksomhedens konkurrenceevne. Kundeværdi set fra kundens side anvendes som vurderingsgrundlag for alle aktiviteter og processer. Der vælges en præsentation, som er egnet til den type af opgaver, virksomheden udfører for kunderne. Copyright by DI 17

18 Copyright by DI 18
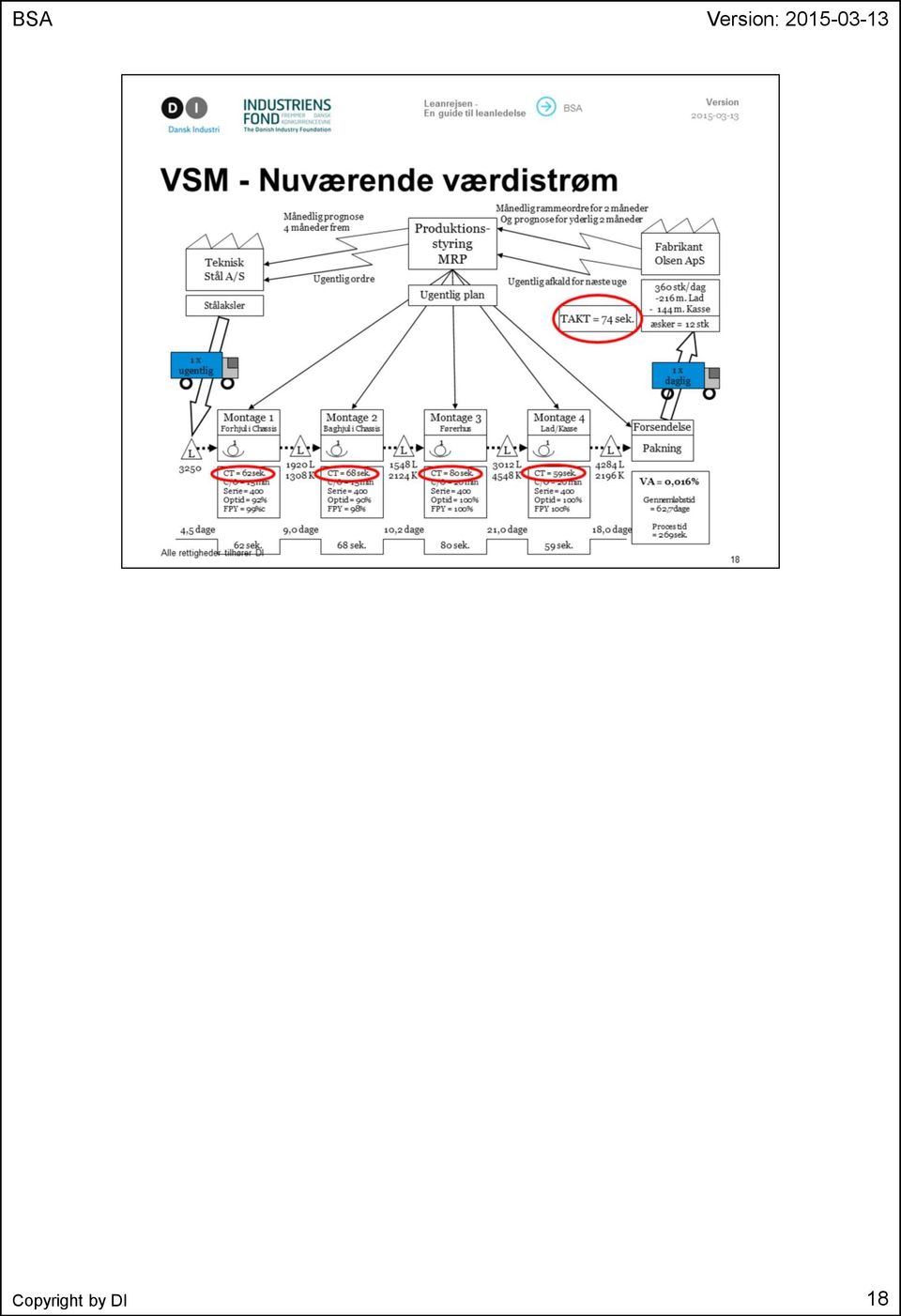
19 Cyklustiden for processen for Førerhus er længere end TAKT. Det er udtryk for, at der ikke er tid nok til denne proces, hvilket passer med informationen om, at der ofte er overarbejde. Det er en indikation af, at data er retvisende. Copyright by DI 19

20 Gennemløbstiden bliver kortest, hvis processerne forløber i et flow, så der ikke er ophold mellem processerne. For at kunne etablere flow, skal cyklustiden for processerne være lige lange. Det forudsætter, at arbejdet udføres på samme måde hver gang ved, at det udføres efter en aftalt standard. Etablering af arbejdsstandarder fjerner metodefriheden for den enkelte. Det flytter også ejerskabet for processerne til ledelsen, som ejer arbejdsstandarden. Når en arbejdsstandard kan resultere i en fejl hos kunderne, er det ledelsens problem, da de ejer arbejdsstandarden. Medarbejderne har blot fulgt den aftalte standard og er således ikke årsagen til, at fejlen er opstået. For at løse problemet kan ledelsen søge hjælp hos medarbejderne, som har indsigt og kompetencer til, at arbejdsstandarden kan ændres, så fejlen ikke opstår igen. For at lære de nye roller træner lederen og medarbejderne i at overholde en aftalt standard for ryddelighed og orden. Denne standard har ingen særlige krav til faglige kvalifikationer og er derfor velegnet til at træne i at arbejde med overholdelse af en aftalt standard. For at fastholde standarden skal lederen tilbyde medarbejderen sin assistance, når medarbejderen er nødt til at fravige den aftalte standard. Udgangspunktet er, at medarbejderne ønsker at følge den aftalte standard, men der kan opstå forhold, som de må kompensere for, og dermed bliver tvunget til at afvige fra den aftalte standard. Ledelsen skal søge årsagen til afvigelsen, så lederen kan bidrage til at fjerne den. Copyright by DI 20

21 Processerne placeres så tæt som muligt. Herved reducerer bevægelser og transport. Arbejdspladserne gøres så små som muligt, så der kun er det, som er nødvendigt for opgavens udførelse ved arbejdspladsen. Alle arbejdspladser skal gøres til procesarbejdspladser, som medarbejderen kun anvender dem til den proces, arbejdspladsen er indrettet til. Det betyder, at den personlig arbejdsplads forsvinder. Lederen skal forberede hvorledes medarbejdernes identitet til arbejdspladsen kan opretholdes. Isoler de processer, der ikke kan flyttes. Lad disse processer indgår i flowet med en budrute. For disse processer vil der ofte være et FIFO (Først Ind Først Ud [Out]) lager som buffer før og efter processen. Det kritiske element for trin 3, er etablering og fastholdelse af en 5S standard. Det er den eneste chance alle får for at træne overholdelse af en standard, som ikke involverer faglig kompetence. Copyright by DI 21
22 Der er stor forskel på flow i de enkelte processer og flow i hele værdistrømmen. Selvfølgelig kan "lokalt flow" give fordele mht. antal håndteringer osv., men når det er den samlede gennemløbstid fra start til slut, man fokuserer på, skal der også være flow mellem processerne. Copyright by DI 22
23 Copyright by DI 23
24 Flow kan IKKE grad bøjes. Flow er kun til stede, hvis der ikke er lagre i eller mellem processerne. Der skal etableres flow! Copyright by DI 24

25 Flow er enkeltstyksproduktion. Når der er produceret én, leveres den, inden der startes på den næste. Ved at etablere flow kommer den første hurtigere, og alle bliver færdige hurtigere. Den værdiskabende tid er uændret, og spild er reduceret. Cyklustiderne for processerne tilpasses hinanden som en forudsætning for at skabe flow. Dernæst placeres processerne sammen, så varen gennemløber processerne i rækkefølge. I dette eksempel er processernes cyklustid ens, så de er tilpasset hinanden. Cyklustiden i dette eksempel er 1 minut. Når der produceres i serier på 10 stk, går der 10 minutter, før serien afleveres. Herefter skal beholdningen flyttes til den næste proces, der på et tidspunkt producerer videre på disse varer. Produktionstiden for den anden proces er også 10 minutter, hvorefter varerne skal flyttes til den tredje proces. Her gentages forløbet med, at der på et tidspunkt produceres videre på disse varer i 10 minutter, hvorefter hele serien leveres. Den samlede produktionstid er 3 x 10 minutter = 30 minutter Den samlede gennemløbstid er 3 x 10 minutter + 2 x transport og lagertiden. Når processerne flyttes sammen, og der produceres i flow, bliver den samlede gennemløbstid 12 minutter, og den første vare er til rådighed efter 3 minutter. Den samlede produktionstid er uændret 30 minutter. Copyright by DI 25
26 5S er en øvelse i standarder. Der skal være daglig opfølgning på, om standarden overholdes. Der skal også være regelmæssige audits for at sikre, at den daglige opfølgning vurderes korrekt. Under udførelsen af 5S fjernes personlige ejendele fra arbejdspladsen. Der må kun være det på arbejdspladsen, som er nødvendigt for arbejdets udførelse. Alt, som er nødvendigt, får en opmærket plads. Der etableres en Markedsplads til det, der fjernes fra arbejdspladsen og, som ikke straks kasseres. Vurdér status for 5S og afgør, om det skal gennemføres igen. Hvis 5S skal gennemføres igen, har lederen og medarbejderne IKKE været i stand til at følge og overholde en standard. Det er en forudsætning for BSA, at de bliver i stand til at følge og overholde de aftalte standarder. Copyright by DI 26
27 Gennem 5S-kaizeneventen kommer deltagerne gennem S1, S2 og S3. Efterfølgende skal medarbejderne overholde den aftalte standard for orden og systematik, S4. Det kontrolleres dagligt om standarden overholdes. Når standarden har været holdt så længe, at det er blevet en del af medarbejdernes kultur, når de op på 5S. Copyright by DI 27
28 Fremhæv kravet om, at der kun må være de ting på arbejdspladsen, som er relevante for arbejdets udførelse. Debattér, hvilke problemer det giver, at de personlige ejendele fjernes. Der skal skabes en personlig identitet til arbejdspladsen generelt på en anden måde Det gøres ved, at medarbejderne har indflydelse på arbejdspladsens indretning. Find en løsning på, at medarbejderne har mulighed for at opbevare personlige ejendele på betryggende vis. Copyright by DI 28
29 Hvis 5S ikke er holdt, skal der lægges meget vægt på betydningen af at overholde en aftalt standard. Det er en forudsætning for lean, at aftalte standarder følges. Der er IKKE metodefrihed. Nye metoder aftales og indføres ved, at de gøres til den nye standard. Det er en forudsætning for løbende forbedringer, at der arbejdes i henhold til standarder. Forbedringer kan kun gennemføres for et kendt grundlag. Standarden sikrer, at der er et kendt grundlag. Copyright by DI 29
30 Trækstyring indføres for at starte senest muligt på opgaverne. Det medfører, at enhver forsinkelse kan forårsage, at kunden får leverancen for sent. For at imødegå dette skal alle afvigelser gøres synlige, så der hurtigt kan kompenseres for dem. Ledere og medarbejdere skal lære, at problemer gøres synlige, så der straks kan blive kompenseret for dem, så kunden holdes skadesløs. Efterfølgende igangsættes korrigerende handlinger, som fjerner årsagen til problemet, så det ikke kommer igen. Copyright by DI 30
31 Et problem er et potentiale for at forbedre processerne. Ingen problemer er derfor et stort problem. Ingen problemer bidrager til en forestilling om, at vi ikke kan forbedre os. Har vi ingen problemer, skal målet for tiderne reduceres, så vi får synlige problemer at arbejde med. Lederen og medarbejderen skal træne i både at gøre afvigelser fra planer og mål synlige og at reagere på dem. Alle skal støtte det fælles mål, at kunden får den lovede ydelse til den lovede tid. Vi skal derfor sammen kompensere for de afvigelser fra planer og mål, der er opstået, så vi bliver i stand til at levere den lovede kvalitet til tiden. Copyright by DI 31
32 For at etablere flow skal cyklustiden for processerne være lige store. Det forudsætter, at arbejdet udføres på samme måde hver gang (standardarbejde) og, at processerne er stabile. Ledere og medarbejdere skal lære at følge en arbejdsstandard. Afvigelser fra den aftalte standard gøres synlige, så der straks kan blive handlet på afvigelsen, og så kunden holdes skadesløs. Efterfølgende igangsættes korrigerende handlinger, som fjerner årsagen til afvigelsen, så det ikke sker igen. Når der er metodefrihed, vil medarbejderens kvalifikationer være afgørende for, at den metode, medarbejderen anvender, frembringer ydelsen i den ønskede kvalitet i rette tid. Er der et svigt i kvalitet eller tid, vil dette problem ofte blive koblet til den metode, der er anvendt. Kritik af metoden er kritik af medarbejderens kvalifikationer, som er grundlaget for medarbejderens ansættelsesforhold. Medarbejderen vil derfor forsvare den valgte metode og pege på andre årsager til problemet. Lederen og medarbejderen kommer derfor til at stå over for hinanden med forskellige opfattelser af, hvad der er årsag til problemet. Når medarbejderne følger en aftalt standard, som lederen har taget ejerskab for, er det lederen, som har et problem, når metoden medfører, at der opstår et svigt i kvalitet eller tid. Lederen er ikke den fagligt kompetente. Det er derfor de fagligt kompetente medarbejdere, som skal hjælpe lederen med at finde en ny standard, som ikke giver anledning til det erkendte problem. Lederen og medarbejderne arbejder derfor sammen om at finde den nye standard for arbejdets udførelse (de er på samme side af problemet). Copyright by DI 32
33 Lederen ejer standarden for arbejdet, for at sikre, at arbejdet udføres efter standarden. Hvis medarbejderen ikke kan følge den aftalte standard, skal lederen tilbyde sin hjælp til at fjerne forhindringen for, at standarden kan følges. For at lederen kan se, at medarbejderen kompenserer for et opstået problem, skal problemer gøres synlige. Standarden er den bedste metode vi kender. Når der kompenseres, tager processen længere tid. Problemet gøres synlig ved at vise, at cyklustiden ikke holdes. For at sikre synlighed, er der ikke ventende opgaver mellem medarbejderne. Forsinkelse medfører herved ventetid for den næste medarbejder, så alle ved, at vi har en afvigelse. Hvis afvigelsen påvirker leveringerne for den løbende opfølgning, anføres det som årsagen hertil. TAKT er den gennemsnitlige tid mellem kunderne har et behov for en leverance. Summen af cyklustiderne for alle delopgaver er den samlede arbejdstid for opgaven. Antallet af medarbejdere til opgaven beregnes ved at dividerer den samlede arbejdstid for opgaven med TAKT og runde op til heltal. For det valgte antal medarbejdere optimers cyklustiderne og TAKT rundes ned. Overskydende tid samles hos den person, som igangsætter opgaven, så vi er sikker på, at opgaverne igangsættes til rette tid. Etabler flere niveauer af TAKT, så kapaciteten kan tilpasses behovet. Copyright by DI 33
34 Opgaverne sammensættes så alle medarbejdere er lige belastet, bortset fra den person, som igangsætter opgaven. Det valgte tillæg til de målte tider danner grundlaget for udgangspunktet for opfølgningen. Hvis målet altid opfyldes justeres tiderne, så vi får afvigelser. Afvigelser viser os hvor potentialet for forbedringer findes. Hvis vi altid er under målet, fjernes de største forhindringer, så vi igen kan opfylde målet. TAKT vælges kun til niveauer, som giver kort ventetid i opgaverne. Til hvert niveau af TAKT svarer et antal medarbejdere ved processerne. Processerne kan anvendes til andre opgaver, hvis forholdet mellem cyklustiderne for medarbejderne til disse opgaver er den samme. Det forudsætter med andre ord, at alle ved processen får samme ændring i deres belastning. Hvis processen anvendes til andre opgaver med afvigende cyklustider, skal den løbende opfølgning udføres, så den også er retvisende, når disse opgaver udføres. Copyright by DI 34
35 For at kunne skifte mellem flere niveauer af medarbejdere ved processerne, skal der etableres standardopgaver i arbejde. Når en medarbejder når til det trin, hvor der står en standardopgave i arbejde, efterlader medarbejderen den opgaver, vedkommende har arbejdet på og fortsætter med den standardopgaven i arbejde. Den efterladte opgave er herefter standardopgaven i arbejde. Der kan kun skiftes niveau i forbindelse med overgang til en ny arbejdscyklus. Når der skiftes niveau, får alle medarbejderne nye arbejdsstandarder, som fordeler opgaverne ligeligt mellem dem. Hvis opgaven ikke kan deles mellem flere medarbejdere, skal den kobles til andre opgaver, så det er synligt, om cyklustiden holdes. Denne kobling kan for eksempel være til andre processer, som forløber stabilt og sikker med et kendt tidsforløb. Det kan også være til medarbejdere, som med mellemrum bringer opgaver, sager eller varer til lagre, køer eller processer. Den inspektion medarbejderen udfører på en modtaget opgaver er den, som en trænet medarbejder kan udføres ved at se på opgaven. Det er således ikke en formel kontrol, men en sikring af, at åbenbare fejl ikke sendes videre. Copyright by DI 35
36 Der er etableret en U-celle til montagen af lastbiler. Der produceres i serier af 12 stk., svarende til kundens behov. Belastningen er reduceret, så der ikke er behov for overarbejde. Alle varer er i cellen, så der ikke er behov for opstilling til produktion. Alle værktøjer er universelle, så der er ikke behov for omstilling. Værktøjet er forbedret, så oppetiden er 100%, og FPY er 100%. Materialehåndteringen fylder op med varer i cellen. Konstruktionen er ændret, så chassiset klikkes sammen med førerhus og lad/kasse - ingen skruer. Der er etableret et supermarked efter cellen, indført trækstyring med kanban og fjernet planlægningspunkter. Der er etableret et supermarked før cellen, indført trækstyring med kanban og fjernet planlægningspunkter. Copyright by DI 36
37 I eksemplet er belastningen vist ens for de tre medarbejdere i cellen. Den kan variere, men ingen må overstige TAKT-tiden på 74 sek. Copyright by DI 37

38 Vær opmærksom på eventuelle regler om udarbejdelse af APV (Arbejdspladsvurdering) ved ændringer. Husk, at ændringer i arbejdspladsen skal godkendes af Sikkerhedsorganisationen. Tilkald den lokale sikkerhedsgruppe for en inspektion, når de nye arbejdspladser er ved at være klar. Følg deres anvisninger og justér eventuelt på arbejdspladserne, men uden at målet for indretningen opgives. Ovenstående krav skulle sikre, at arbejdspladsen opfylder de fleste af sikkerhedsorganisationens krav. Andre krav er f.eks. at hæve-sænkeborde skal stå med afstand, så fingre ikke kommer i klemme, når højden ændres på det ene bord. Copyright by DI 38
39 Ved manuelle montageopgaver skal der være meget gode grunde til at afvige fra disse principper. Ved at arbejde på tværs af U-cellen er det meget nemmere at få ensartet belastning af medarbejderne. Ved balanceringen er der fire steder, hvor delopgaver kan flyttes til og fra medarbejderen. Hvis der arbejdes på en række, er der kun to steder, hvor delopgaver kan flyttes. Når der er balance, vil problemer blive meget synlige, da cellen går i stå. For hver cyklus har medarbejderne mindst en og ofte to målinger af, om de holder cyklustiden. Den mindst belastede ved åbningen af U-cellen igangsætter opgaverne til TAKT for cellen. Copyright by DI 39
40 Der skal være meget gode grunde til at afvige fra disse principper. Lav mange små arbejdspladser, så der er mindst tre pr. medarbejder i cellen. Det giver noget at arbejde med, når der skal laves balancering. Copyright by DI 40
41 Der skal være meget gode grunde til at afvige fra disse principper. Copyright by DI 41
42 Tag hensyn til alle de varianter, der skal produceres i cellen. Hvis der er forskel på, hvor god indretningen kan blive for forskellige varianter, skal den optimeres for de varer, der belaster cellen mest. Information om, hvilke varer det er, kan aflæses af den indledende opgørelse af belastningen for denne værdistrøm. Copyright by DI 42
43 En proces placeret udenfor U-cellen, som det er beskrevet her, kaldes en gardinproces. Tag hensyn til alle de varianter, der skal produceres i cellen. Hvis der er forskel på, hvor god indretningen kan blive for forskellige varianter, skal den optimeres for de varer, der belaster cellen mest. Information om, hvilke varer det er, kan aflæses af den indledende opgørelse af belastningen for denne værdistrøm. Mængden af varer til processen udenfor cellen beregnes ud fra forholdet mellem cyklustiden for processerne = cyklustid udenfor/cyklustid indenfor Mængden skal måske forøges af hensyn til seriestørrelser i processen udenfor cellen. Copyright by DI 43
44 Inden der startes på denne del, skal SU være informeret, fordi vi skal bruge tiden for processer til at udføre denne udjævning med. Ifølge Samarbejdsaftalen har B- siden i SU krav på, at der er nedsat et lønsystemudvalg, inden virksomheden begynder at tage tid på arbejdets udførelse. Informationen til SU skal være: Tidtagning har i denne forbindelse ikke noget at gøre med, at vi vil effektivisere arbejdsprocesserne. Vi ønsker alene, at belastningen på de enkelte medarbejdere er ens. Vi accepterer den tid, som arbejdet tager i dag. Det kan være en god idé at lade medarbejderne eje tiden. De må gerne selv tage tid og beregne fordelingen mellem medarbejderne, blot summen af tiden er uændret, og belastningen for medarbejderne er ens. Ledelsen stiller sig til rådighed for at hjælpe medarbejderne i det omfang, de har behov for det. Det kan forventes, at problemet med at tage tid forsvinder, når det er gjort nogle gange i det samme område. Medarbejderen vil opdage, at tiden alene bruges til at se, om de har haft problemer under udførelsen af deres arbejde. Hyppige opdateringer af tiderne fjerner også frygten hos medarbejderne for, at det bliver en fast reference for virksomheden i stedet for et billede af virkeligheden. Det kan være en god idé at bruge et stort ur til at tage tid med, så det ikke får karakter at tidsstudier. Ved at indlede med, at medarbejderne under tidtagningen ikke må arbejde hurtigere, end at de kan udføre dette arbejde en hel dag, understøtter vi forklaringen til SU. Supplér eventuelt med, at det store ur har det problem, at vi ønsker at starte på et helt minuttal og derfor tæller ned, når sekundviseren nærmer sig et helt minuttal. Nedtællingen kan få medarbejderne til at skynde sig, da de bliver anspændte under nedtællingen. Det er ikke ønskeligt, at de skynder sig, da det giver tider, som ikke er retvisende, og derfor skal laves om på et senere tidspunkt. Copyright by DI 44
45 Denne opgave skal give deltagerne indsigt i, hvor mange ressourcer, der anvendes til transport. Ved at følge varernes vej, får deltagerne ideer til at ændre layout og placering af varer for at reducere transportvejen. Copyright by DI 45
46 Et eksempel på et Spaghetti-diagram for varernes transport gennem en afdeling. Copyright by DI 46
47 Denne opgave skal give deltagerne indsigt, i hvor mange ressourcer, der anvendes til at gå rundt for at løse opgaverne. Ved at følge medarbejdernes vandring får deltagerne idéer til at ændre layout og placering af varer, udstyr og værktøj for at reducere den samlede vandring. Copyright by DI 47
48 Denne opgave skal give medarbejderne et samlet overblik over, hvor stort et areal, der forbruges til denne del af værdistrømmen. Det skal bidrage til, at de får idéer til at placere varer, processer, arbejdspladser, udstyr og værktøj nærmere hinanden, så der kan frigøres arealer. Fokusér på, at arealer frigøres i sammenhæng, så de kan bruges til noget andet. Frigjorte arealer rengøres og afmærkes med en "snor" omkring. Det skal forhindre, at arealet anvendes til placering af tilfældigt overskydende udstyr eller materialer. Placér et skilt midt i området med teksten: "Til fremtidige formål". Copyright by DI 48
49 Der kan være skjult ventetid i forbindelse med en række processer. Det opstår ofte, når medarbejderen skal være parat til at gribe ind, eller når opgaven er placeret så isoleret, at det ikke kan betale sig at begynde på noget andet. Denne ventetid skal fjernes ved at ændre layout og ved at placere processer sammen og i flow. Copyright by DI 49
50 Skemaet findes i Excel-filen til BSA. Der er en vejledning til skemaet. Copyright by DI 50
51 Undervisningen gøres færdig, inden denne opgave udføres. Lav en overordnet tidsplan for disse aktiviteter: 1. Udfør 5S, hvis der er behov for det 2. Skaf data til forbedringer som angivet her 3. Indret arbejdspladser 4. Tag tid på processerne 5. Fordel arbejdet på personer 6. Justér arbejdspladserne, så de passer til fordelingen 7. Lav standarder 8. Dokumentér standarder Brug oversigtsslides (fra denne præsentation) til at præcisere, hvad der skal arbejdes med i de enkelte trin. Copyright by DI 51
52 Der tales om, hvilke muligheder der foretrækkes. Det aftales efter kaizeneventen, hvorledes fleksibiliteten skal opbygges. Copyright by DI 52
53 Copyright by DI 53
54 Denne beregning gentages, når den samlede tid for alle processer reduceres. Det vil ofte være nødvendigt at gentage balanceringen, når de nye arbejdsprocesser er indøvede. Copyright by DI 54
55 Ved korte procestider tages tiden løbende for at minimere den samlede fejl i tidtagningen. Efterfølgende beregnes tiden for de enkelte processer. Copyright by DI 55
56 Tag hensyn til, at noget udstyr måske også bruges til andre formål. Copyright by DI 56
57 Skemaet findes i Excel-filen til BSA. Der er en vejledning til skemaet. Copyright by DI 57
58 Måling af tid på arbejdsopgaver skal være behandlet i SU. Balancering er ikke produktivitetsfremme, men en jævn fordeling af de eksisterende arbejdsopgaver. Denne forskel skal være forstået af SU og tillidsrepræsentanterne. Virksomheden kan vise denne forskel ved at lade medarbejderne foretage målingerne og ved at lade dem eje de tider, de måler. Virksomheden skal forholde sig til summen af tiderne for at sikre, at produktiviteten opretholdes. Copyright by DI 58
59 For lange processer måles processerne en ad gangen. Kritiske processer og processer med forventet variation i udførelsestiden måles flere gange. For korte processer måles tiden løbende, og uret aflæses, når hver proces afsluttes. Lad en person give lyd, når der skal aflæses. Lad en anden person sige, hvad klokken er. Lad en tredje person notere tiden. Copyright by DI 59
60 Skemaet findes i Excel-filen til BSA. Der er en vejledning til skemaet. Copyright by DI 60
61 Skemaet findes i Excel-filen til BSA. Der er en vejledning til skemaet. Copyright by DI 61
62 Det er i eksemplet forudsat, at askebæger og stearinlys står på samme bord, mens tændstikkerne er ved komfuret 5 meter fra bordet. Afstandene i eksempler er anført på skitsen. Du står ved stearinlyset, og ønsker at tænde det. Du henter tændstikkerne og tænder lyset. Æsken med tændstikker lægges på plads, og du går tilbage. Bemærk, at du begge gange går både frem og tilbage. Når du skal hente tændstikæsken, har du front mod komfuret og skal ikke vende dig. Når du skal aflevere tændstikæsken, har du ryggen mod komfuret og skal vende dig. Forsinkelser og uheld kan ske undervejs, for eksempel at du taber æsken, du taber tændstikken, tændstikken tænder ikke første gang, lyset vil ikke tænde og tændstikken vil ikke gå ud. Copyright by DI 62
63 Processen for opsamling af tider er forklaret i de to første kasser med tekst. En person udfører opgaven fire gange efter hinanden. Den første kasse anfører opgaverne for de tre personer, som tager tiden. Der vil være variationer for både det at udføre opgaven og det at tage tiden. Den samlede cyklustid vurderes og aftales. De registrerede tider for delprocesserne vurderes, og tiden for hvert procestrin fastlægges ved at fordele cyklustiden mellem dem. Copyright by DI 63
64 Øvelsen er beskrevet i et særskilt dokument - forventet varighed af øvelsen er min. Copyright by DI 64
65 Det vil ofte være nødvendigt at gentage balanceringen, når de nye arbejdsprocesser er indøvede. Hvis omlægningerne er store, deles kaizeneventen ofte i to dele, hvor der først etableres flow og nye arbejdsgange og senere udføres balancering. Balanceringen kan udføres for forskellige TAKT-tider, så der er planer klar, når belastningen ændres til i forhold til dette udgangspunkt. Forskellige TAKT-tider kan også anvendes til at håndtere ud- og indlån af medarbejdere. Copyright by DI 65

66 Skemaet findes i Excel-filen til BSA. Der er en vejledning til skemaet. De anvendte data er resultatet fra øvelsen i at tage tid på processer. Dette skema har indbyggede formler og danner grafen for belastningen. Tiden fordeles til den person, der angives med et bogstav i søjlen for "Person". I det viste eksempel er beskyttelsen fjernet, og tre kolonner er skjulte, så skemaet passer til tre personer. Kolonne A, B og F skal være i skemaet, for at grafen vises korrekt. Det er derfor de mellemliggende kolonner, der er skjulte. Copyright by DI 66

67 Vi forventer, at nogle ansatte følger standarder uden afvigelser. Det gælder f.eks. sundhedspersonale og piloter. Der er grund til at antage, at vores resultater bliver bedre, hvis vi udviser samme adfærd! Copyright by DI 67
68 Hvis medarbejderne ikke skal indgå i fejlanalysen, skal de følge standarden. Hvis Standarden er fulgt, er der følgende fejlårsager: - Standarden - Processen - Materialerne - Værktøj og udstyr Bemærk, at medarbejderen IKKE er kilden til fejl. Copyright by DI 68
69 Standarder skal ikke etableres ved beskrivelser. Standarder etableres ved indretning af arbejdspladsen. Indretningen skal være, sådan at det vil være unaturligt at afvige fra standarden. Copyright by DI 69
70 Hvis der er brug for forklaringer: Brug billeder og figurer til at formidle budskaberne. Copyright by DI 70
71 Dette er et meget vigtigt punkt for at forebygge fejl. Det sikrer, at der ikke skal bruges tid på at kontrollere, hvad der er lavet, når arbejdet genoptages eller overdrages. Det sikrer også, at alle arbejdstrin er udført, når arbejdet genoptages eller overdrages. Copyright by DI 71
72 Hvis der er variation i tiden for en proces midt i flowet, kan denne variation isoleres ved at have en minimal mængde SVA placeret efter processen. Hvis der kasseres varer midt i flowet, kan SVA bruges til at sikre opretholdelse af flowet ved kassation. Copyright by DI 72
73 Standarder skal ikke etableres ved beskrivelser. Standarder etableres ved indretning af arbejdspladsen. Indretningen skal være sådan, at det vil være unaturligt at afvige fra standarden. Copyright by DI 73
74 Skemaet findes i Excel-filen til BSA. I denne fil er den viste kobling lavet. Copyright by DI 74
75 Skemaet findes i Excel-filen til BSA. Der er en vejledning til skemaet. Copyright by DI 75
76 Copyright by DI 76

77 Skemaet findes i Excel-filen til BSA. Der er en vejledning til skemaet. Copyright by DI 77

78 Skemaet findes i Excel-filen til BSA. Der er en vejledning til skemaet. Copyright by DI 78
79 StandardRuten placeres sammen med skemaet for StandardAktivitet. De beskriver til sammen den opgave, medarbejderen skal udføre. De placeres normalt, hvor StandardRuten starter. Copyright by DI 79
80 SVA (Standardvare i Arbejde). Det er det lager, der er mellem processerne, for at arbejdet kan genoptages af alle på samme tid. Copyright by DI 80

81 Copyright by DI 81
82 SVA (Standardvare i Arbejde). Det er det lager, der er mellem processerne, for at arbejdet kan genoptages af alle på samme tid. Skemaet findes i Excel-filen til BSA. Der er en vejledning til skemaet. Copyright by DI 82
83 Nøgletal svarer til den økonomiske opfølgning, hvor der gøres status, når perioden er gået. Nøgletal kan måles på de parametre, som ledelsen finder interessante. Nøgletal kan udarbejdes fra en statistisk kontrol, hvor et begrænset antal kontrolleres. Nøgletal kan også udarbejdes fra en måling på alle leveringer fra processen. Nøgletal kan udarbejdes for alle ydelser. Copyright by DI 83
84 Procesindikatorer måler på processen. Det udvælges på forhånd, hvilke forhold der skal overvåges. Overvågningen kan udføres ved en regelmæssig eller en løbende måling. For at følge processen aflæses målingen ofte med faste intervaller og vises grafisk. Herved kan langsomme ændringer i resultaterne gøres synlige. Målingen gøres synlig for, at resultatet af målingerne kan anvendes til at styre processen, så den vedbliver med at være i kontrol. Med procesindikatorer kan processen styres inden for snævrere tolerancer, end der normalt kan opnås med en efterfølgende kontrol. Copyright by DI 84
85 Når processen skal korrigeres, anses det som en afvigelse, selv om processen herved holdes i kontrol. Hvis det er muligt at finde årsagen til en korrektion, skal årsagen registreres. Når årsagerne registreres, kan disse informationer anvendes til at forbedre processen, så den bliver mere stabil. Copyright by DI 85

86 Hvis det ikke er muligt at måle på processen, kan processen overvåges ved at måle på resultatet af processen. Denne måling skal udføres så hurtigt som muligt for at få det bedst mulige billede af processens øjeblikkelige tilstand. Hvis der optræder en afvigelse, skal årsagen findes og registreres. Hvis årsagen er synlig, er den ofte kun synlig i kort tid. Årsagen skal derfor findes med det samme, når afvigelsen er erkendt. Når årsagerne opsamles, kan de anvendes til at forbedre processen, så den bliver mere stabil. Copyright by DI 86
87 Det skal afklares, hvorledes procesindikatorerne skal måles og vises. Hvis der inden for målingens tidsinterval leveres mange enheder, kan målingen udføres ved et nøgletal for leveringerne. Hvis tiden mellem leverancer fra processen er flere tidsintervaller for målingen, skal målingen udføres med en procesindikator. Mål og opfølgning kan være for perioden eller akkumuleret for dagen. Målemetoden besluttes, inden målingen etableres. Den løbende opfølgning anvendes af lederen til at styre i ansvarsområdet, så kundernes behov opfyldes. Lederen sikrer, at kunden holdes skadesløs ved at kompensere for problemet, indtil det er løst. Copyright by DI 87
88 For at se, at vi følger planen for dagens opgaver, etableres der en synlig timeopfølgning. Ved afvigelser kan alle se, hvor der er brug for hjælp. Pitch er et antal gange TAKT-tiden. Pitch anvendes til at flytte samme arbejdsmængde hver gang. Pitch anvendes til at følge op på, at samme mængde arbejde udføres i et tidsinterval. Copyright by DI 88
89 Et eksempel på en opfølgning, hvor der i samme skema er forskellige niveauer for kapacitet. Ved afkrydsning i hvert interval er det meget synligt, om vi følger standardtiden. Copyright by DI 89
90 Et eksempel på en opfølgning, hvor kapaciteten er konstant, men kan påvirkes af produktionsforholdene. Copyright by DI 90
91 Rettidig levering måles på procesindikatorer. Hvis det ikke er muligt, måles rettidig levering som et nøgletal ved andelen af leverancer, som er modtaget til det ønskede tidspunkt. Årsagerne til afvigelser fra målet skal altid være procesrelaterede. Resultatet for rettidig levering fra den daglige produktion angives både i skemaet og i figuren R. Hver dag anføres, hvor mange fejl af de valgte årsager, der har været. Den sidste kategori er summen af alle andre årsager. Copyright by DI 91
92 Produktivitet måles på procesindikatorer. Hvis det ikke er muligt, måles produktivitet som et nøgletal ved standardtiden i forhold til den anvendte tid. Årsagerne til afvigelser fra målet skal altid være procesrelaterede. Produktivitet for den daglige produktion angives både i skemaet og i figuren P. Hver dag anføres, hvor mange fejl af de valgte årsager, der har været. Den sidste kategori er summen af alle andre årsager. Copyright by DI 92

93 Ledere, medarbejdere og ledelsen skal lære at anvende tavler til opfølgning og styring. Gennem fasen Konvertering opbygges en tavle for en afdeling. Arbejdet med konvertering udføres ved processerne i et afgrænset område. Det medfører, at tavlen alene indeholder data for den eller de processer, hvor vi gennemfører konverteringen. Efterhånden som tavlen opbygges, lærer ledere, medarbejdere og ledelsen at anvende de opsamlede informationer, så de bliver i stand til at se informationerne i sammenhæng. Når konverteringen er gennemført for det afgrænsede område, etableres en ny og sammenhængende tavlestruktur med det første trin i fasen Stabilisering, Lederens StandardArbejde. Herefter holdes tavlemøder på mindst to niveauer i organisationen. Inden tavlemøderne opsamles informationerne fra processerne og opad. Tavlemøder holdes oppefra og nedad. Herved etableres der et overblik ud fra, hvad der aktuelt foregår. Formåen opgøres for helheden, og forhindringer gøres synlige for helheden. Helheden beslutter prioritering og indsats. Beslutninger for helheden formidles ud i organisationen. Copyright by DI 93
94 En tavle for procesindikatorer indeholder normalt disse informationer eller noget tilsvarende. Ved etableringen i fasen Konvertering tages udgangspunkt i, hvordan vi kan overvåge processerne med procesindikatorer. Hvis der er nøgletal til rådighed, som viser, hvorledes processerne vurderes af omgivelserne (kunder og ejer), anvendes de som den sekundære måling. I fasen Stabilisering tages der udgangspunkt i medarbejdernes vilkår, samt i opfyldelse af kundens og ejernes behov. Formålet er fortsat, at alle skal bidrage til, at virksomheden konstant forbedrer sin konkurrenceevne. Copyright by DI 94

95 Her er vist eksempler på målinger i en produktion. Ved denne kaizenevent skal etableres de procesmålinger, som er markeret med gul baggrund. Procesmålingerne i felterne med hvid baggrund er etableret tidligere: 5S er etableret ved trinet 5S og flow K er etableret ved trinet 5S og flow R er etableret ved trinet Kanban L er etableret ved trinet Kanban Målingerne for R kan redefineres ved implementeringen af BSA. Standarden for tavlemødet opdateres efter implementeringen af BSA. Når der er opnået selvdisciplin for 5S, måles der i stedet daglig på sikkerhed. Copyright by DI 95
96 Skemaet findes i en Excel-fil. Der er en vejledning til skemaet. Copyright by DI 96

97 Repetérs hvad de forskellige skemaer bruges til. De er alle led i en kæde! Copyright by DI 97
Noter til underviser
 Slide 2-9 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser SAS anvendes for at lære organisationen at følge en aftalt arbejdsstandard. Der måles efter denne kaizenevent på
Slide 2-9 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser SAS anvendes for at lære organisationen at følge en aftalt arbejdsstandard. Der måles efter denne kaizenevent på
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist
 Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Inden der udføres SMED, skal der være udført 5S og flow i området. Flowet er etableret for de gældende arbejdsrutiner.
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Inden der udføres SMED, skal der være udført 5S og flow i området. Flowet er etableret for de gældende arbejdsrutiner.
Version: 2015-12-15. Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist.
 Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist. Noter til underviser FAS anvendes for at lære organisationen at holde en aftalt standard (5S) og for at etablere trækstyring for en proces.
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist. Noter til underviser FAS anvendes for at lære organisationen at holde en aftalt standard (5S) og for at etablere trækstyring for en proces.
TPM (Total Productive Maintenance) Forebyggende vedligeholdelse. Ledelsens vejledning. DI-version
 Forebyggende vedligeholdelse. Ledelsens vejledning. DI-version") DI-version 2014-05-26 TPM (Total Productive Maintenance) Forebyggende vedligeholdelse Ledelsens vejledning Alle rettigheder tilhører DI 2-5-3 - TPM - Ledelsens Vejledning - 2014-05-2626 side 1 af 6 Instruktion
DI-version 2014-05-26 TPM (Total Productive Maintenance) Forebyggende vedligeholdelse Ledelsens vejledning Alle rettigheder tilhører DI 2-5-3 - TPM - Ledelsens Vejledning - 2014-05-2626 side 1 af 6 Instruktion
TPM. Version: 2015-07-22
 Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist. Noter til underviser Anvendelsen af udstyr og maskiner er afgørende for kravene til overvågning og vedligeholdelse. Hvis udstyret anvendes
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist. Noter til underviser Anvendelsen af udstyr og maskiner er afgørende for kravene til overvågning og vedligeholdelse. Hvis udstyret anvendes
VSM-p - Fase 2 Version: 2015-07-15
 Fremtidig værdistrøm. Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers
Fremtidig værdistrøm. Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers
DI version 2015-01-13. 5S og Flow. Ledelsens vejledning. 2-3-1-5S Og Flow - Ledelsens Vejledning - 2015-01-13 Alle rettigheder tilhører DI side 1 af 6
 DI version 2015-01-13 5S og Flow 2-3-1-5S Og Flow - Ledelsens Vejledning - 2015-01-13 Alle rettigheder tilhører DI side 1 af 6 Rettigheder DI ejer alle rettigheder til denne instruktion. For filer i formatet
DI version 2015-01-13 5S og Flow 2-3-1-5S Og Flow - Ledelsens Vejledning - 2015-01-13 Alle rettigheder tilhører DI side 1 af 6 Rettigheder DI ejer alle rettigheder til denne instruktion. For filer i formatet
FAS Flow i Administration og Service
 DI-version 2015-08-25 FAS Flow i Administration og Service Alle rettigheder tilhører DI 2-3-2 - FAS - Ledelsens Vejledning - 2015-08-25 side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle
DI-version 2015-08-25 FAS Flow i Administration og Service Alle rettigheder tilhører DI 2-3-2 - FAS - Ledelsens Vejledning - 2015-08-25 side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle
SAS Standardarbejde i Administration og Service
 DI-version 2014-12-17 SAS Standardarbejde i Administration og Service Alle rettigheder tilhører DI 2-5-4 - SAS - Ledelsens Vejledning - 2014-12-17 side 1 af 8 Instruktion til kaizenleder Rettigheder DI
DI-version 2014-12-17 SAS Standardarbejde i Administration og Service Alle rettigheder tilhører DI 2-5-4 - SAS - Ledelsens Vejledning - 2014-12-17 side 1 af 8 Instruktion til kaizenleder Rettigheder DI
Auditbeskrivelser for SAS
 2-5-4 V01 2-5-4 V02 2-5-4 V03 2-5-4 V04 2-5-4 V05 2-5-4 V06 2-5-4 V07 2-5-4 V08 2-5-4 V09 Er der for administrative opgaver: Opgjort TAKT for den enkelte administrative opgave (ydelse)? Punktet er opfyldt,
2-5-4 V01 2-5-4 V02 2-5-4 V03 2-5-4 V04 2-5-4 V05 2-5-4 V06 2-5-4 V07 2-5-4 V08 2-5-4 V09 Er der for administrative opgaver: Opgjort TAKT for den enkelte administrative opgave (ydelse)? Punktet er opfyldt,
Noter til underviser
 Noter til underviser Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne
Noter til underviser Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne
GLM. GenbaLedelse og Moral
 DI-version 2014-09-23 GLM GenbaLedelse og Moral Alle rettigheder tilhører DI 3-3-1 - GLM - Ledelsens Vejledning - 2014-09-233 side 1 af 5 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
DI-version 2014-09-23 GLM GenbaLedelse og Moral Alle rettigheder tilhører DI 3-3-1 - GLM - Ledelsens Vejledning - 2014-09-233 side 1 af 5 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
Balancering og StandardArbejde
 DI-version 2015-12-16 Balancering og StandardArbejde Alle rettigheder tilhører DI 2-5-1 - BSA - Kaizenlederens Vejledning - 2015-12-16 side 1 af 15 Instruktion til kaizenlederen Rettigheder Balancering
DI-version 2015-12-16 Balancering og StandardArbejde Alle rettigheder tilhører DI 2-5-1 - BSA - Kaizenlederens Vejledning - 2015-12-16 side 1 af 15 Instruktion til kaizenlederen Rettigheder Balancering
Auditbeskrivelser for TPM
 2-5-3 V01 Udføres vedligeholdelse: Forebyggende på udstyr? Punktet er opfyldt, hvis det kan verificeres, at der udføres forebyggende vedligeholdelse på udstyr. Verifikationen kan opfyldes ved, at der er
2-5-3 V01 Udføres vedligeholdelse: Forebyggende på udstyr? Punktet er opfyldt, hvis det kan verificeres, at der udføres forebyggende vedligeholdelse på udstyr. Verifikationen kan opfyldes ved, at der er
I denne forberedelse til værdistrømsanalysen guides områdets ledelse gennem de forhold, der bør overvejes inden eventen.
 Identifikation af kundeværdi er den første aktivitet i fasen Konvertering i virksomhedens leanrejse. Ved denne kaizenevent identificeres den værdi, virksomhedens ydelser har for kunderne. I fasen Konvertering
Identifikation af kundeværdi er den første aktivitet i fasen Konvertering i virksomhedens leanrejse. Ved denne kaizenevent identificeres den værdi, virksomhedens ydelser har for kunderne. I fasen Konvertering
DI-version 2015-03-23 SMED. Kaizenlederens vejledning. Alle rettigheder tilhører DI 2-5-2 - SMED - Kaizenlederens Vejledning - 2015-03-23 side 1 af 15
 DI-version 2015-03-23 SMED Alle rettigheder tilhører DI 2-5-2 - SMED - Kaizenlederens Vejledning - 2015-03-23 side 1 af 15 Instruktion til kaizenlederen Rettigheder DI ejer alle rettigheder til denne instruktion.
DI-version 2015-03-23 SMED Alle rettigheder tilhører DI 2-5-2 - SMED - Kaizenlederens Vejledning - 2015-03-23 side 1 af 15 Instruktion til kaizenlederen Rettigheder DI ejer alle rettigheder til denne instruktion.
TPM (Total Productive Maintenance) Forebyggende vedligeholdelse. Kaizenlederens vejledning. DI-version 2015-12-17
 Forebyggende vedligeholdelse. Kaizenlederens vejledning. DI-version 2015-12-17") DI-version 2015-12-17 TPM (Total Productive Maintenance) Forebyggende vedligeholdelse Alle rettigheder tilhører DI 2-5-3 - TPM - Kaizenlederens Vejledning - 2015-12-17 side 1 af 15 Instruktion til kaizenlederen
DI-version 2015-12-17 TPM (Total Productive Maintenance) Forebyggende vedligeholdelse Alle rettigheder tilhører DI 2-5-3 - TPM - Kaizenlederens Vejledning - 2015-12-17 side 1 af 15 Instruktion til kaizenlederen
Noter til underviser
 Noter til underviser Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne
Noter til underviser Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne
Strategiudrulning. Ledelsens vejledning. DI-version
 DI-version 2013-11-20 Ledelsens vejledning 1-1-1 - STU - Ledelsens Vejledning - 2013-11-2011-20 Alle rettigheder tilhører DI side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
DI-version 2013-11-20 Ledelsens vejledning 1-1-1 - STU - Ledelsens Vejledning - 2013-11-2011-20 Alle rettigheder tilhører DI side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
Noter til underviser
 Slide 2-7 præsenteres af kaizenlederen, resten af kaizenspecialisten. Noter til underviser Det er en forudsætning, at der i forvejen er lavet 5S og flow i området. Det besluttes på forhånd, om der laves
Slide 2-7 præsenteres af kaizenlederen, resten af kaizenspecialisten. Noter til underviser Det er en forudsætning, at der i forvejen er lavet 5S og flow i området. Det besluttes på forhånd, om der laves
Flow øvelse. Version: 2015-01-13
 Denne øvelse skal vise, hvilken effekt 1 styks-produktion i flow har. Der spilles i tre runder: 1. runde - Batch-produktion 2. runde - Flow-produktion 3. runde - 1 styks-flow-produktion Spillereglerne
Denne øvelse skal vise, hvilken effekt 1 styks-produktion i flow har. Der spilles i tre runder: 1. runde - Batch-produktion 2. runde - Flow-produktion 3. runde - 1 styks-flow-produktion Spillereglerne
Brugerlicens DI ejer alle rettigheder til denne præsentation
 VSM - Fase 0 Adobe full screen = Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder. Brugerlicensen giver
VSM - Fase 0 Adobe full screen = Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder. Brugerlicensen giver
Kundeværdi og værdistrømme
 LEANREJSEN - Kundeværdi og værdistrømme Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder
LEANREJSEN - Kundeværdi og værdistrømme Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder
Audit beskrivelser for PL
 3-4-1 V01 3-4-1 V02 3-4-1 V03 3-4-1 V04 3-4-1 V05 Er der etableret et system til regelmæssig kontrol af processerne? Punktet er opfyldt, hvis der er en synlig regelmæssig måling for processen med acceptgrænser.
3-4-1 V01 3-4-1 V02 3-4-1 V03 3-4-1 V04 3-4-1 V05 Er der etableret et system til regelmæssig kontrol af processerne? Punktet er opfyldt, hvis der er en synlig regelmæssig måling for processen med acceptgrænser.
DI-version Kanban. Ledelsens vejledning Kanban - Ledelsens Vejledning Alle rettigheder tilhører DI side 1 af 6
 DI-version 2013-10-08 Kanban 2-4-1 - Kanban - Ledelsens Vejledning - 2013-10-08 Alle rettigheder tilhører DI side 1 af 6 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder til denne instruktion.
DI-version 2013-10-08 Kanban 2-4-1 - Kanban - Ledelsens Vejledning - 2013-10-08 Alle rettigheder tilhører DI side 1 af 6 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder til denne instruktion.
Introduktion til Standardarbejde
 LEANREJSEN - Introduktion til Standardarbejde Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - Introduktion til Standardarbejde Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
Audit. Kaizenlederens vejledning. DI-version 2015-04-14
 DI-version 2015-04-14 Audit Alle rettigheder tilhører DI 3-2-1 - Audit - Kaizenlederens Vejledning - 2015-04-14 side 1 af 11 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder til denne instruktion.
DI-version 2015-04-14 Audit Alle rettigheder tilhører DI 3-2-1 - Audit - Kaizenlederens Vejledning - 2015-04-14 side 1 af 11 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder til denne instruktion.
Adobe full screen = Crtl + L
 Adobe full screen = Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder. Brugerlicensen giver virksomheden
Adobe full screen = Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder. Brugerlicensen giver virksomheden
VSM-s - Fase 2. Version: 2015-07-17. Fremtidig værdistrøm.
 Fremtidig værdistrøm. Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers
Fremtidig værdistrøm. Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers
Audit beskrivelser VSM
 2-2 V01 Er der for virksomheden: Kortlagt hvilke værdistrømme, der er i virksomheden? Punktet er opfyldt, hvis kortlægningen er dokumenteret og kendt af lederen, så den kan fremvises (den behøver ikke
2-2 V01 Er der for virksomheden: Kortlagt hvilke værdistrømme, der er i virksomheden? Punktet er opfyldt, hvis kortlægningen er dokumenteret og kendt af lederen, så den kan fremvises (den behøver ikke
Auditbeskrivelser for GLM
 3-3-1 V01 3-3-1 V02 3-3-1 V03 3-3-1 V04 Er der for processerne synlige forbindelser for information mellem dem (også til støtteprocesser)? Punktet er opfyldt, hvis vejen for information mellem adskilte
3-3-1 V01 3-3-1 V02 3-3-1 V03 3-3-1 V04 Er der for processerne synlige forbindelser for information mellem dem (også til støtteprocesser)? Punktet er opfyldt, hvis vejen for information mellem adskilte
LSA. Lederens StandardArbejde
 DI-version 2015-12-15 LSA Lederens StandardArbejde Alle rettigheder tilhører DI 3-1-1 - LSA - Kaizenlederens Vejledning - 2015-12-15 side 1 af 14 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
DI-version 2015-12-15 LSA Lederens StandardArbejde Alle rettigheder tilhører DI 3-1-1 - LSA - Kaizenlederens Vejledning - 2015-12-15 side 1 af 14 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
GLM. GenbaLedelse og Moral
 DI-version 2015-04-28 GLM GenbaLedelse og Moral Alle rettigheder tilhører DI 3-3-1 - GLM - Kaizenlederens Vejledning - 2015-04-28 side 1 af 14 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
DI-version 2015-04-28 GLM GenbaLedelse og Moral Alle rettigheder tilhører DI 3-3-1 - GLM - Kaizenlederens Vejledning - 2015-04-28 side 1 af 14 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
Auditbeskrivelser for Kanban
 2-4-1 V01 Anvendes kanban for: 80% af værdien af indkøbte materialer i området (A-varer)? indkøbte materialer, der er A-varer. Hvis der er enkelte undtagelser, er punktet stadig opfyldt. Hvis varernes
2-4-1 V01 Anvendes kanban for: 80% af værdien af indkøbte materialer i området (A-varer)? indkøbte materialer, der er A-varer. Hvis der er enkelte undtagelser, er punktet stadig opfyldt. Hvis varernes
Kaizenevent En introduktion til metoden
 : LEANREJSEN - Kaizenevent En introduktion til metoden Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle
: LEANREJSEN - Kaizenevent En introduktion til metoden Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle
Lederens standardarbejde og tavler
 og tavler : LEANREJSEN - Lederens standardarbejde og tavler Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens
og tavler : LEANREJSEN - Lederens standardarbejde og tavler Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens
Intro - Std.Arb. Version: 2014-12-11
 Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne erfaringer og oplevelser
Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne erfaringer og oplevelser
Leankonvertering Den rette start på leanudviklingen
 LEANREJSEN - En guide til leanledelse Leankonvertering Den rette start på leanudviklingen HÆFTE 4 Stabilisering Organisation Kultur Den adrætte, innovative og produktive virksomhed Konvertering Strategiudrulning
LEANREJSEN - En guide til leanledelse Leankonvertering Den rette start på leanudviklingen HÆFTE 4 Stabilisering Organisation Kultur Den adrætte, innovative og produktive virksomhed Konvertering Strategiudrulning
LEANREJSEN Broen Lab Division
 Assens uge 43-2012 LEANREJSEN Broen Lab Division Små skridt på vejen mod perfektion 1 Indholdsfortegnelse Indholdsfortegnelse...2 Forord...3 Resultat af Broen Lab Divisions Leanrejse...4 5s og Flow...4
Assens uge 43-2012 LEANREJSEN Broen Lab Division Små skridt på vejen mod perfektion 1 Indholdsfortegnelse Indholdsfortegnelse...2 Forord...3 Resultat af Broen Lab Divisions Leanrejse...4 5s og Flow...4
Lederens standardarbejde og tavler
 LEANREJSEN - Lederens standardarbejde og tavler Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - Lederens standardarbejde og tavler Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
GLM. Version:
 Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Konverteringen blev udført med fokus på processer. Ledelsen overtog ejerskabet til processerne og medarbejderne følger
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Konverteringen blev udført med fokus på processer. Ledelsen overtog ejerskabet til processerne og medarbejderne følger
Noter til underviser. Version: Intro - PL i praksis
 Noter til underviser Kort introduktion til problemløsning for nyansatte. Præsentationen er et udklip af værktøjet PL - Problemløsning. Copyright by DI 1 Dette materiale er en del af Leanrejsen - En guide
Noter til underviser Kort introduktion til problemløsning for nyansatte. Præsentationen er et udklip af værktøjet PL - Problemløsning. Copyright by DI 1 Dette materiale er en del af Leanrejsen - En guide
Audit beskrivelser for MUT
 3-5-1 V01 3-5-1 V02 3-5-1 V03 3-5-1 V04 3-5-1 V05 3-5-1 V06 3-5-1 V07 Er alle opgaver og for hvert element taget stilling til, hvor stor variation der må være under udførelsen? Punktet er opfyldt, hvis
3-5-1 V01 3-5-1 V02 3-5-1 V03 3-5-1 V04 3-5-1 V05 3-5-1 V06 3-5-1 V07 Er alle opgaver og for hvert element taget stilling til, hvor stor variation der må være under udførelsen? Punktet er opfyldt, hvis
VSM Forberedelse til værdistrømsanalyse Fase 0
 Værdistrømsanalysen (Value Stream Mapping - VSM) er den første aktivitet i fasen Konvertering i virksomhedens leanrejse. I fasen Konvertering ændres varestrømmen, arbejdspladsernes og maskinernes placering,
Værdistrømsanalysen (Value Stream Mapping - VSM) er den første aktivitet i fasen Konvertering i virksomhedens leanrejse. I fasen Konvertering ændres varestrømmen, arbejdspladsernes og maskinernes placering,
Medarbejderuddannelse og træning
 DI version 2015-06-19 Medarbejderuddannelse og træning Kaizenlederens vejledning Alle rettigheder tilhører DI 3-5-1 - MUT - Kaizenlederens Vejledning - 2015-06-19 side 1 af 13 Rettigheder DI ejer alle
DI version 2015-06-19 Medarbejderuddannelse og træning Kaizenlederens vejledning Alle rettigheder tilhører DI 3-5-1 - MUT - Kaizenlederens Vejledning - 2015-06-19 side 1 af 13 Rettigheder DI ejer alle
Kanban. Kaizenlederens vejledning. DI-version 2014-12-11
 DI-version 2014-12-11 Kanban Kaizenlederens vejledning Alle rettigheder tilhører DI 2-4-1 - Kanban - Kaizenlederens Vejledning - 2014-12-11 side 1 af 13 Rettigheder DI ejer alle rettigheder til denne instruktion.
DI-version 2014-12-11 Kanban Kaizenlederens vejledning Alle rettigheder tilhører DI 2-4-1 - Kanban - Kaizenlederens Vejledning - 2014-12-11 side 1 af 13 Rettigheder DI ejer alle rettigheder til denne instruktion.
VSM. Værdistrømsanalyse. Ledelsens vejledning. DI version
 DI version 2012-02-05 VSM Værdistrømsanalyse 2-1-1 - VSM - Ledelsens Vejledning - 2012-02-059 Alle rettigheder tilhører DI side 1 af 5 Instruktion til ledelsen Rettigheder DI ejer alle rettigheder til
DI version 2012-02-05 VSM Værdistrømsanalyse 2-1-1 - VSM - Ledelsens Vejledning - 2012-02-059 Alle rettigheder tilhører DI side 1 af 5 Instruktion til ledelsen Rettigheder DI ejer alle rettigheder til
5S og flow. Kaizenlederens vejledning. DI version
 DI version 2015-12-15 5S og flow Kaizenlederens vejledning 2-3-1-5S Og Flow - Kaizenlederens Vejledning - 2015-12-15 Alle rettigheder tilhører DI side 1 af 14 Rettigheder DI ejer alle rettigheder til denne
DI version 2015-12-15 5S og flow Kaizenlederens vejledning 2-3-1-5S Og Flow - Kaizenlederens Vejledning - 2015-12-15 Alle rettigheder tilhører DI side 1 af 14 Rettigheder DI ejer alle rettigheder til denne
Kundeværdi og værdistrømme
 DI-version 2014-11-26 KV Kundeværdi og værdistrømme 2-1-1 - KV - Kaizenlederens Vejledning - 2014-11-26 Alle rettigheder tilhører DI. side 1 af 9 Instruktion til kaizenlederen Rettigheder DI ejer alle
DI-version 2014-11-26 KV Kundeværdi og værdistrømme 2-1-1 - KV - Kaizenlederens Vejledning - 2014-11-26 Alle rettigheder tilhører DI. side 1 af 9 Instruktion til kaizenlederen Rettigheder DI ejer alle
Strategiudrulning 2 - Opfølgning
 LEANREJSEN - Strategiudrulning 2 - Opfølgning Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - Strategiudrulning 2 - Opfølgning Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
SAS Standardarbejde i Administration og Service
 DI-version 2015-12-16 SAS Standardarbejde i Administration og Service Kaizenlederens vejledning Alle rettigheder tilhører DI 2-5-4 - SAS - Kaizenlederens Vejledning - 2015-12-16 side 1 af 18 Rettigheder
DI-version 2015-12-16 SAS Standardarbejde i Administration og Service Kaizenlederens vejledning Alle rettigheder tilhører DI 2-5-4 - SAS - Kaizenlederens Vejledning - 2015-12-16 side 1 af 18 Rettigheder
Strategiudrulning 2 - Opfølgning
 LEANREJSEN - Strategiudrulning 2 - Opfølgning Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - Strategiudrulning 2 - Opfølgning Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist
 Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Produktfamilien til værdistrømsanalysen skal være væsentlig for virksomheden, og vareflowet skal være så komplekst,
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Produktfamilien til værdistrømsanalysen skal være væsentlig for virksomheden, og vareflowet skal være så komplekst,
VSM-t Værdistrømsanalyse, tidsvinduer Fase 2 - Fremtidig værdistrøm
 LEANREJSEN - VSM-t Værdistrømsanalyse, tidsvinduer Fase 2 - Fremtidig værdistrøm Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver
LEANREJSEN - VSM-t Værdistrømsanalyse, tidsvinduer Fase 2 - Fremtidig værdistrøm Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver
Svømmebaner - Tillæg til VSM-t Værdistrømsanalyse tidsvinduer
 LEANREJSEN - Svømmebaner - Tillæg til VSM-t Værdistrømsanalyse tidsvinduer Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en
LEANREJSEN - Svømmebaner - Tillæg til VSM-t Værdistrømsanalyse tidsvinduer Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en
VSM-p. Kaizenlederens vejledning
 DI-version 2015-01-12 VSM-p Værdistrømsanalyse - Produktion 2-2-1 - VSM-P - Kaizenlederens Vejledning - 2015-01-12 Alle rettigheder tilhører DI. side 1 af 16 Instruktion til kaizenlederen Rettigheder DI
DI-version 2015-01-12 VSM-p Værdistrømsanalyse - Produktion 2-2-1 - VSM-P - Kaizenlederens Vejledning - 2015-01-12 Alle rettigheder tilhører DI. side 1 af 16 Instruktion til kaizenlederen Rettigheder DI
Værktøjet Flow i Administration og Service (FAS)
") DI version 2015-12-15 Værktøjet Flow i Administration og Service (FAS) Kaizenlederens vejledning Alle rettigheder tilhører DI 2-3-2 - FAS - Kaizenlederens Vejledning - 2015-12-15 side 1 af 16 Rettigheder
DI version 2015-12-15 Værktøjet Flow i Administration og Service (FAS) Kaizenlederens vejledning Alle rettigheder tilhører DI 2-3-2 - FAS - Kaizenlederens Vejledning - 2015-12-15 side 1 af 16 Rettigheder
Værdistrømsanalyse - Produktion Fase 2 Fremtidig værdistrøm
 : LEANREJSEN - Værdistrømsanalyse - Produktion Fase 2 Fremtidig værdistrøm Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en
: LEANREJSEN - Værdistrømsanalyse - Produktion Fase 2 Fremtidig værdistrøm Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en
Værdistrømsanalyse - Produktion Fase 2 Fremtidig værdistrøm
 LEANREJSEN - Værdistrømsanalyse - Produktion Fase 2 Fremtidig værdistrøm Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en
LEANREJSEN - Værdistrømsanalyse - Produktion Fase 2 Fremtidig værdistrøm Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en
Ledelsens vejledning
 DI-version 2015-03-19 PL Problemløsning Alle rettigheder tilhører DI 3-4-1 - PL - Ledelsens Vejledning - 2015-03-19 side 1 af 5 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder til denne
DI-version 2015-03-19 PL Problemløsning Alle rettigheder tilhører DI 3-4-1 - PL - Ledelsens Vejledning - 2015-03-19 side 1 af 5 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder til denne
STU - Opfølgning. Version: 2015-02-12
 Hvis denne del udføres i forlængelse af del 1 startes med side 4 (indledning til undervisningen) Side 2-3 præsenteres af kaizenleder og resten af kaizenspecialist Copyright by DI 1 Copyright by DI 2 Få
Hvis denne del udføres i forlængelse af del 1 startes med side 4 (indledning til undervisningen) Side 2-3 præsenteres af kaizenleder og resten af kaizenspecialist Copyright by DI 1 Copyright by DI 2 Få
Auditbeskrivelse for S og Flow
 2-3-1 V01 Er der for den kortlagte værdistrøm: En plan for at udføre 5S og flow i dette område, eller er der anvendt tilsvarende kriterier (VLPR)? Punktet er relevant i konverteringsfasen, hvor der ikke
2-3-1 V01 Er der for den kortlagte værdistrøm: En plan for at udføre 5S og flow i dette område, eller er der anvendt tilsvarende kriterier (VLPR)? Punktet er relevant i konverteringsfasen, hvor der ikke
Problemløsning. kaizenlederens vejledning. DI-version 2015-03-19
 DI-version 2015-03-19 PL Problemløsning Alle rettigheder tilhører DI 3-4-1 - PL - Kaizenlederens Vejledning - 2015-03-19 side 1 af 14 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder til
DI-version 2015-03-19 PL Problemløsning Alle rettigheder tilhører DI 3-4-1 - PL - Kaizenlederens Vejledning - 2015-03-19 side 1 af 14 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder til
DI s Guide til Leanledelse 13-04-04
 Kom godt i gang med DI s Guide til Leanledelse DI har samlet en værktøjskasse til dig, der vil have produktivitetsforbedringer med lean. DI s Guide til Leanledelse bygger på modellen Leanrejsen, der er
Kom godt i gang med DI s Guide til Leanledelse DI har samlet en værktøjskasse til dig, der vil have produktivitetsforbedringer med lean. DI s Guide til Leanledelse bygger på modellen Leanrejsen, der er
VSM-t. Kaizenlederens vejledning
 DI version 2015-02-13 VSM-t Værdistrømsanalyse 2-2-4 - VSM-T - Kaizenlederens Vejledning - 2015-02-13 Alle rettigheder tilhører DI side 1 af 15 Instruktion til kaizenlederen Rettigheder VSM-t Værdistrømsanalyse
DI version 2015-02-13 VSM-t Værdistrømsanalyse 2-2-4 - VSM-T - Kaizenlederens Vejledning - 2015-02-13 Alle rettigheder tilhører DI side 1 af 15 Instruktion til kaizenlederen Rettigheder VSM-t Værdistrømsanalyse
VSM. Kaizenlederens vejledning
 DI version 2012-02-05 VSM Værdistrømsanalyse 2-1-1 - VSM-P - Kaizenlederens Vejledning - 2011-08-3019 Alle rettigheder tilhører DI. side 1 af 13 Instruktion til kaizenlederen Rettigheder DI ejer alle rettigheder
DI version 2012-02-05 VSM Værdistrømsanalyse 2-1-1 - VSM-P - Kaizenlederens Vejledning - 2011-08-3019 Alle rettigheder tilhører DI. side 1 af 13 Instruktion til kaizenlederen Rettigheder DI ejer alle rettigheder
Lean i administration og salg
 Christina Villefrance Møller DI's Leanmodel 5. sep. 13 Lean i administration og salg Hvorfor er lean interessant for salg? Lean er: At reducere tiden i den samlede proces, der skal føre frem til at opfylde
Christina Villefrance Møller DI's Leanmodel 5. sep. 13 Lean i administration og salg Hvorfor er lean interessant for salg? Lean er: At reducere tiden i den samlede proces, der skal føre frem til at opfylde
Noter til underviser
 Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Underviser udskriver et eksemplar til hver deltager af eksemplet med "5 x Hvorfor?" og kaizenrapporten. Undervisningen
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Underviser udskriver et eksemplar til hver deltager af eksemplet med "5 x Hvorfor?" og kaizenrapporten. Undervisningen
Introduktion af nye medarbejdere og ledere
 LEANREJSEN - duktion af nye medarbejdere og ledere Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle
LEANREJSEN - duktion af nye medarbejdere og ledere Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle
SAS - Standardarbejde i Administration og Service
 : LEANREJSEN - - Standardarbejde i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens
: LEANREJSEN - - Standardarbejde i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens
Lean filosofien og administrative Lean-værktøjer
 Lean filosofien og administrative Lean-værktøjer Hvad er Lean? Lean er en produktions- og ledelsesfilosofi, der oprindeligt stammer fra den japanske bilindustri (Toyota). Lean produktion er trimmet produktion.
Lean filosofien og administrative Lean-værktøjer Hvad er Lean? Lean er en produktions- og ledelsesfilosofi, der oprindeligt stammer fra den japanske bilindustri (Toyota). Lean produktion er trimmet produktion.
Reduktion af arbejdskapitalen
 Leanrejsen 03. maj. 11 Leanrejsen Formål med lean Reduktion af arbejdskapitalen (Lagre + kredit til kunder - kredit fra leverandører) 2 1 Formål med lager Lager bruges til at sikre leveringer ved skift
Leanrejsen 03. maj. 11 Leanrejsen Formål med lean Reduktion af arbejdskapitalen (Lagre + kredit til kunder - kredit fra leverandører) 2 1 Formål med lager Lager bruges til at sikre leveringer ved skift
Strategiudrulning. Kaizenlederens vejledning. DI-version 2014-11-26
 DI-version 2014-11-26 Strategiudrulning Kaizenlederens vejledning 1-1-1 - STU - Kaizenlederens Vejledning - 2014-11-26 Alle rettigheder tilhører DI side 1 af 15 Rettigheder DI ejer alle rettigheder til
DI-version 2014-11-26 Strategiudrulning Kaizenlederens vejledning 1-1-1 - STU - Kaizenlederens Vejledning - 2014-11-26 Alle rettigheder tilhører DI side 1 af 15 Rettigheder DI ejer alle rettigheder til
Opfølgning og Auditering
 DI version 2015-01-13 5S Opfølgning og Auditering 2-3-1-5S - Opfølgning Og Auditering - 2015-03-03 Alle rettigheder tilhører DI side 1 af 6 5S Opfølgning og Auditering Rettigheder DI ejer alle rettigheder
DI version 2015-01-13 5S Opfølgning og Auditering 2-3-1-5S - Opfølgning Og Auditering - 2015-03-03 Alle rettigheder tilhører DI side 1 af 6 5S Opfølgning og Auditering Rettigheder DI ejer alle rettigheder
Kopi fra DBC Webarkiv
 Kopi fra DBC Webarkiv Kopi af: Leanstabilisering : etablering af en forbedringskultur Dette materiale er lagret i henhold til aftale mellem DBC og udgiveren. www.dbc.dk e-mail: dbc@dbc.dk LEANREJSEN -
Kopi fra DBC Webarkiv Kopi af: Leanstabilisering : etablering af en forbedringskultur Dette materiale er lagret i henhold til aftale mellem DBC og udgiveren. www.dbc.dk e-mail: dbc@dbc.dk LEANREJSEN -
SAS - Standardarbejde i Administration og Service
 LEANREJSEN - - Standardarbejde i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til
LEANREJSEN - - Standardarbejde i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist
 Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Produktfamilien til værdistrømsanalysen skal være væsentlig for virksomheden, og vareflowet skal være så komplekst,
Slide 2-7 præsenteres af kaizenleder og resten af kaizenspecialist Noter til underviser Produktfamilien til værdistrømsanalysen skal være væsentlig for virksomheden, og vareflowet skal være så komplekst,
LUT. Lederuddannelse og træning. Kaizenlederens vejledning. DI-version
 DI-version 2015-07-20 LUT Lederuddannelse og træning Alle rettigheder tilhører DI 3-5-2 - LUT - Kaizenlederens Vejledning - 2015-07-20 side 1 af 13 Instruktion til kaizenleder Rettigheder DI ejer alle
DI-version 2015-07-20 LUT Lederuddannelse og træning Alle rettigheder tilhører DI 3-5-2 - LUT - Kaizenlederens Vejledning - 2015-07-20 side 1 af 13 Instruktion til kaizenleder Rettigheder DI ejer alle
BSA - Balancering og StandardArbejde
 : LEANREJSEN - - Balancering og StandardArbejde Adobe full screen: Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
: LEANREJSEN - - Balancering og StandardArbejde Adobe full screen: Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
BSA - Balancering og StandardArbejde
 LEANREJSEN - - Balancering og StandardArbejde Adobe full screen: Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - - Balancering og StandardArbejde Adobe full screen: Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
FAS Flow i Administration og Service
 : LEANREJSEN - Flow i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
: LEANREJSEN - Flow i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
Værdistrømsanalyse - Produktion Fase 1 Nuværende værdistrøm
 LEANREJSEN - Værdistrømsanalyse - Produktion Fase 1 Nuværende værdistrøm Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en
LEANREJSEN - Værdistrømsanalyse - Produktion Fase 1 Nuværende værdistrøm Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en
Genba Ledelse og Moral - GLM
 : LEANREJSEN - Genba Ledelse og Moral - Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder
: LEANREJSEN - Genba Ledelse og Moral - Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder
Værdistrømsanalyse - Service Fase 2 Fremtidig værdistrøm
 LEANREJSEN - Værdistrømsanalyse - Service Fase 2 Fremtidig værdistrøm Adobe full screen: Ctrl + L Værdistrømsanalyse - Service Fase 2 Fremtidig værdistrøm Undervisning 2 Brugerlicens DI ejer alle rettigheder
LEANREJSEN - Værdistrømsanalyse - Service Fase 2 Fremtidig værdistrøm Adobe full screen: Ctrl + L Værdistrømsanalyse - Service Fase 2 Fremtidig værdistrøm Undervisning 2 Brugerlicens DI ejer alle rettigheder
Genba Ledelse og Moral - GLM
 LEANREJSEN - Genba Ledelse og Moral - Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder
LEANREJSEN - Genba Ledelse og Moral - Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder
Dis Guide For Leanledelse - Leanrejsen - 2010-08-16 Copyright by the Confederation of Danish Industry page 1 of 9
 DI s guide til Leanledelse Introduktion Danske virksomheder efterspørger en guide, der viser dem, hvordan de forankrer lean i deres virksomhed. Med et konstant behov for at forbedre deres konkurrenceevne
DI s guide til Leanledelse Introduktion Danske virksomheder efterspørger en guide, der viser dem, hvordan de forankrer lean i deres virksomhed. Med et konstant behov for at forbedre deres konkurrenceevne
FAS Flow i Administration og Service
 LEANREJSEN - Flow i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - Flow i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
Lean Virksomhed. Få et hurtigt overblik over Lean. En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation
 Lean Virksomhed Få et hurtigt overblik over Lean. En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation 2013 Lean Akademiet - Danmark Få et hurtigt overblik over Lean. En vej til
Lean Virksomhed Få et hurtigt overblik over Lean. En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation 2013 Lean Akademiet - Danmark Få et hurtigt overblik over Lean. En vej til
FAS Flow i Administration og Service
 LEANREJSEN - Flow i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - Flow i Administration og Service Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
Infoblad. ISO/TS 16949 - Automotive
 Side 1 af 5 ISO/TS 16949 - Automotive Standarden ISO/TS 16949 indeholder særlige krav gældende for bilindustrien og for relevante reservedelsvirksomheder. Standardens struktur er opbygget som strukturen
Side 1 af 5 ISO/TS 16949 - Automotive Standarden ISO/TS 16949 indeholder særlige krav gældende for bilindustrien og for relevante reservedelsvirksomheder. Standardens struktur er opbygget som strukturen
Lean gammel vin på nye flasker SCKK Excellence om Lean og arbejdsgange
 Lean gammel vin på nye flasker SCKK Excellence om Lean og arbejdsgange 3. april 2006 Jørgen Kjærgaard Lean i historisk perspektiv en del af kvalitetstraditionen med TQM og Excellence 2 Toyota Production
Lean gammel vin på nye flasker SCKK Excellence om Lean og arbejdsgange 3. april 2006 Jørgen Kjærgaard Lean i historisk perspektiv en del af kvalitetstraditionen med TQM og Excellence 2 Toyota Production
1. Forord:... 2. LivingLean i dagligdagen er... 3. 2. LivingLean NCC intro... 4
 1. Forord:... 2 LivingLean i dagligdagen er.... 3 2. LivingLean NCC intro... 4 Tillid og samarbejde... 4 Værdi og spild... 5 Opstart nye pladser... 6 3. Værktøjskassen... 7 Tavlemøder... 7 5S... 8 Værdistrømsanalyser...
1. Forord:... 2 LivingLean i dagligdagen er.... 3 2. LivingLean NCC intro... 4 Tillid og samarbejde... 4 Værdi og spild... 5 Opstart nye pladser... 6 3. Værktøjskassen... 7 Tavlemøder... 7 5S... 8 Værdistrømsanalyser...
Agenda. Hvad er LEAN 5S - LEGO Tavle og tavlemøder
 Agenda Hvad er LEAN 5S - LEGO Tavle og tavlemøder Hvad er LEAN? LEAN principper: Specificer, hvad der skaber værdi for kunden. Identificer værdistrømme, og fjern ikke-værdiskabende aktiviteter. Skab flow
Agenda Hvad er LEAN 5S - LEGO Tavle og tavlemøder Hvad er LEAN? LEAN principper: Specificer, hvad der skaber værdi for kunden. Identificer værdistrømme, og fjern ikke-værdiskabende aktiviteter. Skab flow
VSA. Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer for hele værdikæden
 VSA Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer for hele værdikæden 2013 Lean Akademiet - Danmark Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer
VSA Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer for hele værdikæden 2013 Lean Akademiet - Danmark Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer
Lederens ressourceoptimering
 Lederens ressourceoptimering 44568 5S Sortere Sætte i orden Skure Standardisere Selvdisciplin 1 Derfor skal der indføres 5S Eksempler på forventede resultater ved succesfuld 5S implementering: Reducerede
Lederens ressourceoptimering 44568 5S Sortere Sætte i orden Skure Standardisere Selvdisciplin 1 Derfor skal der indføres 5S Eksempler på forventede resultater ved succesfuld 5S implementering: Reducerede
Problemløsning i praksis
 LEANREJSEN - Problemløsning i praksis Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder
LEANREJSEN - Problemløsning i praksis Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder
VSM-a - Fase 2. Version:
 Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne erfaringer og oplevelser
Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne erfaringer og oplevelser
Implementering og fastholdelse Det er ikke nok med de flotte planer!
 LEANREJSEN - En guide til leanledelse Implementering og fastholdelse Det er ikke nok med de flotte planer! HÆFTE 2 Stabilisering Organisation Kultur Den adrætte, innovative og produktive virksomhed Konvertering
LEANREJSEN - En guide til leanledelse Implementering og fastholdelse Det er ikke nok med de flotte planer! HÆFTE 2 Stabilisering Organisation Kultur Den adrætte, innovative og produktive virksomhed Konvertering
Værdistrømsanalyse administration Fase 2 - Fremtidig værdistrøm
 LEANREJSEN - Værdistrømsanalyse administration Fase 2 - Fremtidig værdistrøm Adobe full screen: Ctrl + L 1 Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver
LEANREJSEN - Værdistrømsanalyse administration Fase 2 - Fremtidig værdistrøm Adobe full screen: Ctrl + L 1 Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver
Øvelse i tidtagning 2014-06-20
 Formål Øvelsen skal give deltagerne mulighed for at øve: Opdeling af en opgave i arbejdsprocesser Aflæsning af tiden for arbejdsprocesserne Registrering af tiden i skemaet for Observationer kort tid Anvendelse
Formål Øvelsen skal give deltagerne mulighed for at øve: Opdeling af en opgave i arbejdsprocesser Aflæsning af tiden for arbejdsprocesserne Registrering af tiden i skemaet for Observationer kort tid Anvendelse