Dag 2. Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00.
|
|
|
- Mathias Kristiansen
- 8 år siden
- Visninger:
Transkript
1 Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer

2 Flere Værktøjer Flere værktøjer
3 Værktøjskassen Værktøjerne hjælper os med at se hvor problemerne er Standard Arbejde Målstyring Årsagsanalyse Visualisering 5S Kaizen PDCA SMED Kanban Værdistrømsanalyse A3

4 5 S Link til download af gratis 5S vejledning: Industriens Branchearbejdsmiljøråd Søg Materialet.: Søg i Fri Tekst: 5S Kan rekvireres i Arbejdsmiljøbutikken Varenr.: Kilde: Industriens Branchearbejdsmiljøråd

5 5S Kan i mange tilfælde være godt som det første i et Lean initiativ

6 Hvorfor skal der indføres 5S? Vi kan bedre se hvor problemerne er Skabe en overskuelig, struktureret og ren arbejdsplads Arbejdsgange og procedurer er kendte og følges af alle Løbende arbejde med forbedring af arbejdspladsen Frigiver energi, signalerer orden og styr på tingene

7 5S består af 5 trin 1. Sortér Behold det væsentlige, kasser resten 2. System i tingene Alt har en entydig (markeret) plads 3. Systematisk rengøring Integreret del af vedligeholdelse 4. Standardisering Alle arbejdsgange standardiseres 5. Selvdisciplin Forankring af de 4 første principper En arbejdsplads, der er mere behagelig

8

9 Praktisk gennemførelse af 5S Start med informationer i systemerne 5S hos Toyota:
10 Sådan kommer I i gang: 1. Sørg for at ledelsen er aktivt med i projektet både i opstarten, styringen og opfølgning på projektet. 2. Find ud af om alle, eller kun en udvalgt gruppe, medarbejdere skal være med fra starten. 3. Laven tidsplan og fastsæt en startdato, der passer både ledelse og medarbejdere. 5. Lad ledelsen orientere alle medarbejdere om projektet. 6. Giv medarbejderne mulighed for at stille spørgsmål. 7. Sæt tidsplanen op på et sted, hvor alle kan se den. 8. Lav klare aftaler om gennemførelsen af hvert af de fem S'er. 9. Tag fotos af processen og af arbejdspladsen før, under og efter projektet. Kilde: Industriens Branchearbejdsmiljøråd

11 1. Sortér og smid væk væsentligt og uvæsentligt Aktiviteter: 1. Fastlæg frekvens for brug af alle værktøjer og materialer m.m. på arbejdspladsen 2. Markering af alle de ting, som ikke anvendes. 3. Brug farvede lapper eget område andres område. En lap stiller altid følgende spørgsmål: Skal denne ting være i området? Hvis ja, skal den være på denne plads? Hvis ja, skal pladsen afmærkes, så man ved at dette er tingens plads? 4. Smid uvæsentlige ting væk. Dette inkluderer genbrug, overføre til andre afdelinger, auktioner eller tag med hjem. 5. Fjern evt. kilder til rodet og uønskede værktøjer og materialer

12 2. System i tingene find en plads Aktiviteter: 1. I foregående fase (sortering) er værktøjer og materialer blevet opdelt efter anvendelsesfrekvens. I denne fase placeres værktøjer og materialer efter anvendelsesfrekvens 2. Simplificering af adgangsforhold omhandler reorganisering af værktøjer og materialer samt etablering af retningslinjer

13 3. Systematisk rengøring Aktiviteter: 1. Rengøring/oprydning af arbejdspladsen for at sikre at alt er på den rigtige plads. En oprydning af arbejdspladsen fortæller med det samme, om noget mangler eller er fejlplaceret 2. Fysiske oprydning for senere at kunne identificere og udføre korrektioner på gentagne overtrædelser 3. Oprydning for at identificere og udføre korrektioner på gentagne brud på ordensreglerne. Værktøjer fjernet fra sin plads, manualer og instruktioner i forkert rækkefølge, materialer placeret det forkerte sted

14 4. Standardisering af rengøring og vedligeholdelse Aktiviteter: 1. Standardisering gør placering mere genkendelig. Hvis alle labels på en hylde/reol har samme format, er det lettere at holde den visuelle ryddelighed 2. Hvis procedurer til at genanskaffe materialer, samt genplacering af værktøjer, er faste, er det lettere for alle at lokalisere/finde materialer og værktøjer hurtigt

15 5. Selvdisciplin fasthold og vedligeholdelse Aktiviteter: 1. Selvdisciplin er de rutiner, der sikrer, at den ny orden fastholdes 2. Selvdisciplin er, at medarbejdere udfører deres del af 5S-aktiviteter som er besluttet i fællesskab, herunder også løbende kontrol og målstyring

16 5S-Tjekliste til kontorer Gulve Vægge Opslagstavler Gange, indgange og flugtveje Kontorudstyr Informationssøgning Indretning af arbejdspladsen Belysning og sikkerhed

17 Eksempel på auditplan Ugentlig 5S audit - adm. kontor uge nr. Nr. Beskrivelse 1 Er alle aktiviteter udført iht. rengøringsplanen for seneste uge x Ja (x) Nej (x) Korrigerende handling Ansvarli g Dead-line 2 Er alle skriveborde iht. standarden x 3 Er alle "værktøjer" mv. placeret på faste, markerede pladser x 4 Er alle reoler iht. standarden x 5 Er vindueskarme ryddet x 6 Er gulvarealet ryddet og iht. standarden x 7 Er der orden på white boards x 8 Er der lavet action plan på sidste uges afvigelser i denne audit x Audit gennemført af: Dato: Tidspunkt: Hvordan anvendes 5S audits? - Hver uge gennemgås området, og der svares "Ja" eller "Nej" til ovenstående spørgsmål - Hvis der svares "Nej" til et spørgsmål skal der tilføjes en kommentar med korrigerende handling - Antallet af "Ja" aflæses og plottes ind på grafen

18 Eksempel på målopfølgning audit Resultat Mål Uge 20 Uge 21 Uge 22 Uge 23 Uge 24 Uge 25 Uge 26 Uge 27 Uge 28 Uge 29 Uge 30

19 5S hos Toyota Kontorområde. Bemærk arbejde udføres stående til at understøtte tid anvendt ved Gemba. Der er stole, men de er stillet til side og benyttes til hvile.

20 5S hos Toyota Gulv Indikationer Hver farve har en mening

21 5S hos Toyota Bemærk al vægplads benyttes til tavler Bemærk små markeringer af hvad der skal stå Selv her finder du 5S
22 Standard Arbejde Vi standardiserer for at nedbringe variation og for at få en baseline for forbedringer
23 Standard Arbejde Vi kan ikke forbedre en proces, hvis der ikke er en standard/jobinstruktion for processen!.. Without a standard, there is no kaizen. Taiichi Ohno
24 Standard Arbejde Definition; Arbejde designet og formuleret på en sådan måde at; 1. Læring er indbygget 2. Læring finder sted. Hvad lærer vi? Hvordan vi kan gøre det bedre i morgen Henry Ford; Hvis vi ser standarder som noget statisk, så kommer vi ingen vegne. Ser vi dem som noget der kan forbedres i morgen, så kommer vi nogen vegne.
25 Med Standardisering: Gør resultatet forudsigeligt Sikrer at forbedringer forankres Sikre en kontinuerlig forbedring frem for en gentagelse Standardisering Små forbedringer Mange små forbedringer giver STORT udbytte over tid
26 3 elementer af standard arbejde 1. Takt tid 2. Arbejdssekvens (rækkefølge) 3. Standard Lager ved processen
27 Takt tid Den tid en medarbejder skal kunne udføre opgaven på Tak-tiden hjælper med at etablere et tempo i produktionen så kundens efterspørgsel imødekommes. Hjælper med at identificere flaskehalse Tak Tid = Netto Tilgængelig Tid til arbejdet (Arbejdstid per periode) Efterspørgsel (Efterspurgte enheder per periode) Eksempel: Tilgængelig Tid = 450 Min (7,5 time) Efterspørgsel = 450 Stk /dag Tak Tid = 450 Min/dag 450 Stk /dag = 1 min/stk
28 Godt Standard Arbejde Med godt standard arbejde kan vi rotere medarbejdere uden at vi får variation i opgaveløsningen. Ovenstående er også et godt mål for kvaliteten af standard arbejde
29 Eksempler på standard arbejde Jobinstruktioner Tjeklister relateret til processer Definition af værdistrømme Brugsanvisning Kompetencematrix Målstyringstavler Indhold på ugentlige team/tavlemøder 5S Billeder Standardisering er først gennemført, når den nye standard er nedskrevet i en job instruktion, så materialet kan benyttes til at træne kolleger! dette er ikke enkelt og tager tid. Det mangler på de fleste arbejdspladser!
30 Hvad skal en enkel standard/ jobinstruktion indeholde: Version: Dato: Godkendt: Vigtige skridt - Hvad Nøglepunkter - Hvorledes Hvorfor Hvad skal gøres: En logisk sammenhængende opdeling og beskrivelse af opgaven. Beskriver fremdrift 1 Hvorledes skal det gøres: Hver vigtig aktivitet beskrevet med få simple, men vigtige ord. Hvorfor skal det gøres: Hver vigtig aktivitet beskrevet med få simple, men vigtige ord Kig også på: for inspiration
31 Jobinstruktion
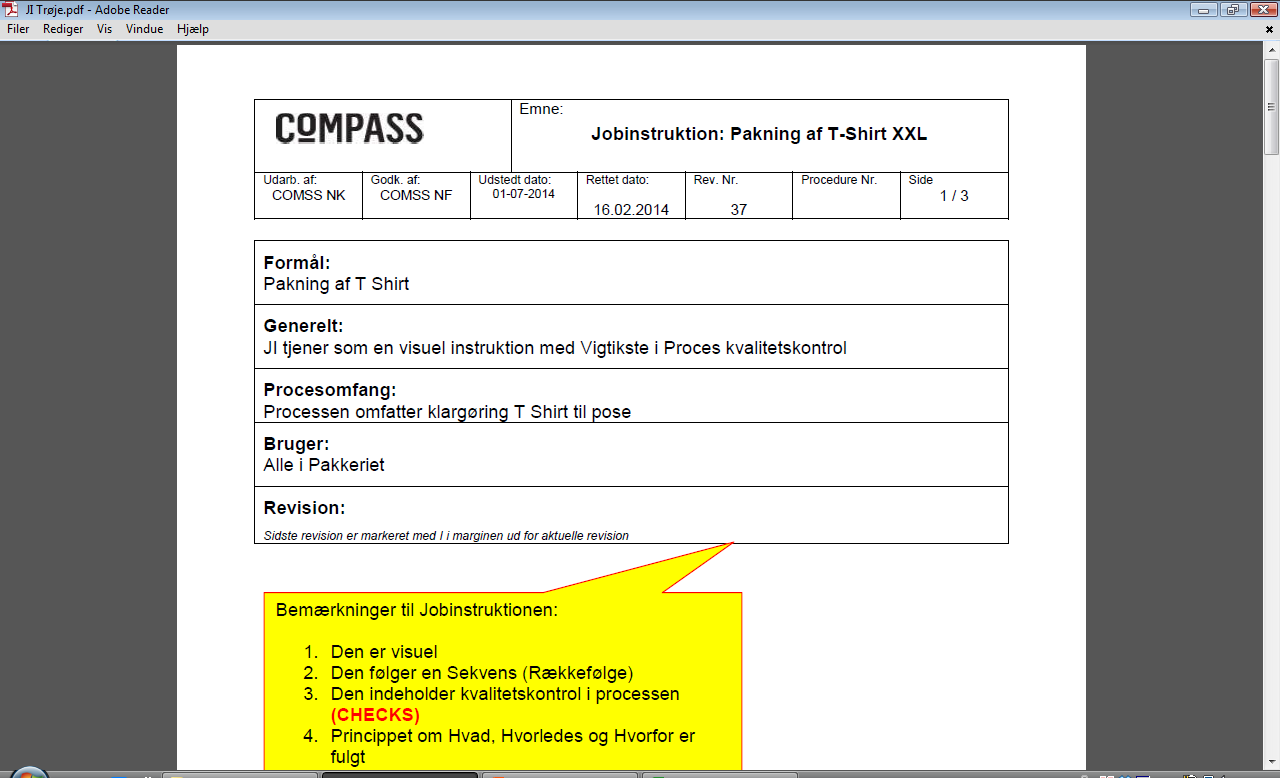
32 Jobinstruktion
33 Hvordan standardiserer man? Proces ABC Proces ABC Medarbejdere med kendskab til processen deltager = specialister Processen gennemgås minutiøst Der opsamles idéer Afprøvning af idéer Valg af forbedringer Implementering Træning Dokumentation
34 Kaizen Tænk småt, Tag små skridt, Løs små problemer
35 Kaizen At Ændre På Den Gode Måde KAI = Ændre/Forny/Reformere/Rette til ZEN = Godt Kontinuerlige, små forbedringer Nægter at være tilfredse med status quo Anvendes af alle hver dag En vanedannende måde at arbejde på Samurai Leveregel: Træning var tilrettelagt, så de dag for dag, livet igennem, blev en anelse bedre til at kæmpe og til at bedømme deres egne fejl.


36 Kaizen Miljø I et ægte Kaizen miljø, vil de bedste ideer altid komme fra de mennesker som udfører arbejdet
37 Kaizen The road to success is always under construction Progress is impossible without the ability to admit mistakes Imai The Toyota style is not to create results by working hard. It is a system that says there is no limit to people s creativity. People don t go to Toyota to work they go there to think.taiichi Ohno
38 Kaizen Kaizen..Yes, I understand that, but what was your assignment.. Kaizen. Kaizen I will do the best I can every day Suga tomotsu, Toyota, skrevet da han var 18 år gammel
39 Har vi en Udviklingskultur? Undersøgelse, CfL. Børsen, 14 Januar 2014
40 Visuel Ledelse Skab et visuelt miljø så alle kan se/høre hvad der er vigtigt og hvordan det går. Ingen behøver at gætte sig hertil alle gå i kafferummet for at få sandheden.
41 Brug Lokale Visuelle Tavler Konsistent Lokalt Synligt Aktuelt Ejerskab Forståeligt Auditeret!!!
42 Visuelle Tavler Bemærk hvorledes vægen benyttes til visuelle tavler
43 Den Visuelle Arbejdsplads En ledelsesfilosofi baseret på synliggørelse Et billede er bedre end 1000 ord Synliggørelse af status hjælper medarbejdere, der af den ene eller anden grund ikke kan løse opgaverne til tiden, og det bliver derved muligt at drøfte årsag til problem og finde korrigerende foranstaltninger.
44 Visuel Ledelse Definition; Et enkelt sæt værktøjer der hjælper os med at identificere Normalt kontra Anormalt Proces eksistens? Hænger processen sammen med foregående og næste? Er processen effektiv?
45 Skab et godt arbejdsmiljø Synliggør teamets opgaveløsning Synliggør om vi løser vores opgaver Synliggør forbedringsaktiviteter Synliggør på detaljeret niveau pr. proces pr. uge/dag/time. Overordnede aggregerede nøgletal har kun ringe værdi for teamet!
46 Målstyring
47 Kvalitets sektion af Målstyring
48 Målstyring Hvad måler vi på? Mennesker Kvalitet Løbende Forbedringer Service/Levering/Ventelister Omkostninger 1. Er der standard Arbejde? 2. Er der flow?
49 Godt Overblik Rullende periode kombineret med detalje Mål Ad Hoc for sent Behandlet Sager tot Overblik f.eks. Rullende måned og målsætning Grid med detaljerede data
50 Visualisering af Sagsbehandling - Produktion Analysetavle - Levering Team/Celle Kundeservice Forespørgsel Teamleder: Henrik Ho Dato: Uge Planlagt Kvantitet 690 stk. Per dag Takttid: 3 min./stk. Akkumuler Team: A Antal Medarbejdere: 3 Dag Plan/Faktisk Plan/Faktisk Problem/Årsag Godkendt Mandag 90/90 90/90 Peter Tirsdag 90/88 180/178 Mindre stop i kontrol Peter Onsdag 90/90 270/268 Henrik Torsdag 90/85 360/353 Ekstra forespørgsel Henrik Fredag 90/90 450/443 Peter Mandag 90/90 540/533 Sahra Tirsdag 90/86 630/619 Manglende data Sahra Onsdag 60/60 690/679 Sahra Torsdag 0/0 690/679 Sahra Fredag 0/0 690/679 Sahra Overtid 11/11 690/690 Sahra
51 Kvalitet Team/Celle Kundeservice Forespørgsel Teamleder: Henrik Ho Dato: Uge Antal fejl målsætning 0 stk. Per dag Takttid: 3 min./stk. Akkumuler Team: A Antal Medarbejdere: 3 Dag Plan/Faktisk Plan/Faktisk Problem/Årsag Godkendt Mandag 0/0 0/0 Peter Tirsdag 0/1 0/1 Mindre stop i kontrol Peter Onsdag 0/0 0/1 Henrik Torsdag 0/1 0/2 Ekstra forespørgsel Henrik Fredag 0/0 0/2 Peter Mandag 0/0 0/2 Sahra Tirsdag 0/1 0/3 Manglende data Sahra Onsdag 0/0 0/3 Sahra Torsdag 0/0 0/3 Sahra Fredag 0/0 0/3 Sahra
52 Belønning og Målstyring Mennesker agerer efter, hvad de bliver målt på Beløn medarbejdere på de rigtige ting, og du vil opnå de rigtige resultater...men husk......cirka rigtigt er bedre end præcis uinteressant! Beløn de forkerte resultater, og du vil få de forkerte resultater
53 Målstyring You should not need an MBA to understand the numbers in your company. Jean Cunningham
54 Syretesten på Visualisering / Målstyring Forstår alle medarbejdere tavlen med nøgletal? Har teamet direkte indflydelse på nøgletallene? Er data lette at indsamle? Bliver data justeres til det bedre i regnearket? Er målsætning med til at fokusere forbedringer? Bliver tavlen auditeret løbende?
55 PDCA Den vigtigste mentale model i Lean
 Tilpas og Standardiser")

56 Fra pdpd (try-fail-try-fail) til PDCA cyklus (1 min til flere år) Tilpas og Standardiser Udvikling af en hypotese Act Plan Forstå Situationen Analyser resultatet Refleksion Check Do Prøv det Pilot
57 PDCA Hvert Skridt er en PDCA Cyklus En PDCA cyklus kan tage alt mellem et minut og.lang tid. Tag skridtet, og observer at resultatet ikke blev som forventet. Men så opdager vi noget andet som kan generere den ønskede effekt. Det er hvad PDCA går ud på. Target Condition Current Condition For hvert trin: Definer hvad du forventer der vil ske Observer hvad der faktisk sker Reflekter og justér om nødvendigt
58 Årsagsanalyser It is more important to know-why than know-how Shigeo Shingo
59 Gå til GEMBA...der hvor det sker Real waste lurks in places that don t look like waste. Shigeo Shingo Kilde: Managing to Learn, John Shook
60 ...og spørg HVORFOR indtil du forstår de sande årsager/roden til problemet Det er ikke manden, men bolden du går efter. Det er ikke for at genere eller være uhøflig.derfor vigtigt med formalisering af 5*hvorfor Kilde: Managing to Learn, John Shook

61 Grundlæggende Problemløsning 5 * Hvorfor Spørg 5 * Hvorfor for at komme ned til problemets rod Vi kan ikke levere den som lovet! Vi kan ikke levere den som lovet Hvorfor? Fordi vi mangler kvalitetsgodkendelse Hvorfor? Fordi QC ikke har leveret den Hvorfor? Fordi Henrik er syg og ingen andre har testet Hvorfor? Fordi ingen andre har fået træning i testapparatet...lad os forenkle hans proces og træne flere i testen
62 Årsagsanalyse - Fiskeben Procedurer/ Instruktioner System Templates 4 M Menneske Maskine (IT system) Materiale Metode (proces) Spørg Hvorfor? Uklar instruks 3. Årsag Problem = Forsinket leverance 2, Kategori 1. Problem Mennesker, roller og ansvar Metode/ processer Materialer
63 Pareto-Analyse Analyse
64 Pareto-Analyse Enkel optælling af hvor mange gange den enkelte hændelse/årsag optræder Typisk er 20% af årsagerne årsag til 80% af fejlene Eksempel: 80% af fejl i sagsbehandling kan relateres til 20% af årsagerne Dette er Root Cause!!!!! 20% svarer til 80% Årsager til manglende godkendelse Antal
65 Pareto-Analyse Årsager til sen leverance Antal
66 A3 Værktøj til Projektledelse og Kommunikation
67 A3. Titel: Hvad taler du om A3 Ejer: Niels Fester Dato: XXX I. Baggrund V. Korrektioner - Handlinger Hvorfor taler du om dette? Hvad er dit forslag til at komme frem til den ønskede tilstand. II. Nuværende Situation Hvorledes ser det ud i dag? Skitser visuelt grafer, tabeller, tegninger osv. Hvad er Problemet? - Problemformulering III. Målsætninger Hvad skal vi have ud af dette? IV. Analyse Hvad er årsag til problemet? Vælg det mest enkle problemløsnings- værktøj der tydeligt beviser årsag og virkning Hvilke anbefalinger har du til at komme til den ønskede fremtidige tilstand? VI. Plan Hvilke aktiviteter er nødvendige, og hvem er ansvarlig for dem og hvornår? Hvilke indikatorer skal vi benytte til at måle succes og fremdrift? Indsæt Gantt kort eller lignende der skitserer tidsplan og ansvar. VII. Opfølgning Hvilke udfordringer må vi forvente? Benyt løbende PDCA Registrer og del erfaringer Typiske mangler: Mangelfuld årsagsanalyse
68 SMED
69 SMED Single Minute Exchange of Die Hurtig Omstilling During a pitstop, these guys don t mess around M.Schoemacher
70 SMED Når vi går ned i batchstørrelser kommer omstillingstiden til at fylde uforholdsmæssigt meget af maskinens belægning Derved opstår behovet for hurtig omstilling SMED: en systematisk metodik til nedbringelse af omstillingstiden Som en første observation af omstillingsprocessen skelnes mellem: Indre Omstilling : Omstillingsaktiviteter der kun kan udføres mens maskinen står stille Ydre Omstilling (: Omstillingsaktiviteter der kan udføres mens maskinen kører =ikke nedetid
71 SMED I Y 1. Kortlæg (film) omstillingsaktiviteterne. Og noter samtlige omstillingsaktiviteter. Noter for hver aktivitet om det er en Indre Omstilling eller en Ydre Omstillings aktivitet 2. Konverter indre tid til ydre tid = Hvilke aktiviteter kan vi udføre mens maskinen kører? I Y 3. Gennemfør mange små forbedringer nemmere og smartere I Y 4. Større forbedringer og investeringer
72 Kanban
73 Træk - Systemets Karakteristika Signal (kanban) for Genopfyldning Fikseret øvre niveau for lagerbeholdning (Antal stk.) Mekanisme der sikrer First - In First Out (FIFO) Visuel gennemsigtighed ved den producerende proces
74 Træk - Systemets Karakteristika Tydelig Identifikation af Kanban - Materialer Entydig og enkelt Kanban der indikerer: Dette er et kanban kort Item nummer og beskrivelse Kvantitet Producent (Proces) Bruger KANBAN Item: Vindusliste Produceres af: Extruder Nr. 4 Leveres til: Celle 21 Antal: 20 Stk
75 Værktøjernes anvendelighed - værdi Værktøjernes anvendelighed og værdi 80 % - Visualisering Tavleledelse Kontinuerlig forbedring (PDCA og Kaizen) Standardisering af opgaver 5S SMED Kanban A3 Ledelse, Coaching Menneskesyn...og så sund fornuft Fokus på processer værdistrømsanalyse Så kom vi igennem nogle af de vigtige.. Værktøj - metodeapparat
76 Dag 2 Review dag 1 Flere Værktøjer Paus Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Værdistrømsanalyse To Be
77 Værdistrømsanalyse To Be Værdistrømsanalyse To Be
78 Dag 2 Review dag 1 Flere Værktøjer Paus Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Værdistrømsanalyse To Be
79 Værdistrømsanalyse To Be Værdistrømsanalyse To Be
80 FASER I VSA TIL FORBEDRING AF FORRETNINGSPROCES Forberedelse As Is Nuværende To Be Fremtidig Planlægning Hvilken værdistrøm skal vi kortlægge (produkt-/ service familie), hvilken teknik anvendes, hvem skal deltage og logistik? Opnå enighed om hvorledes vores værdistrøm ser ud i dag Opnå enighed om en tværorganisatorisk accepteret fremtidig vision for værdistrøm Blive enige om hvorledes vi implementerer den fremtidige værdistrøm Implementering Det gælder om at blive enige. Det er en social øvelse
81 FREMTIDSTILSTANDEN TO BE En kortlægning af fremtidig værdistrøm Meget konkret og realistisk! I fremtidsbilledet hersker: Kunden i centrum (Omk/Pris, Leveringstid og servicekvalitet) Flow Høj kvalitet Godt arbejdsmiljø (ikke stress) Gruppen erkender ofte her at skulle forholde sig til dybt strategiske problemstillinger som kræver topledelsens inddragelse. Pris/Omk. Leveringstid Servicekvalitet
82 FREMTIDSTILSTANDEN KUNDENS OPLEVEDE VÆRDI Hvis vi ikke har gjort os klart hvad kunderne efterspørger (Pris/omk, leveringstid og servicekvalitet), så vil det være vanskeligt at designe den nye forretningsproces. Ofte vil denne definition af kundens oplevelse af hvad der har værdi (fra differentierede kundesegmenter) medføre, at værdistrømmen splittes i flere værdistrømme med hver deres krav til omkost, leveringstid og servicekvalitet
83 START MED VISIONEN VI KALDER DET EN CHALLENGE Hvad skal vores værdistrøm producere? Beskriv i få ord, hvor I ønsker at være henne om X måneder (f.eks. 3 måneder eller 2 år afhængig) Leveringstid Kvalitet Pris/Omk. Kog det ned til tekst - maks. 15 ord - 3 bullet s
84 CASE: MÅLSÆTNINGER TIL VÆRDISTRØM 1. Kunderne skal have klar besked ved ordreafgivelse 2. GT på maks. 1 uge 3. Overarbejde i sagsbehandling/produktion og Jura/kvalitetsafdeling: 0 timer 4. Kan vi udnytte frie ressourcer i Reception/Salgsassistenter bedre? 5. 0 tilbageløb fra jura/kvalitetskontrol 6. 0 kundeforespørgsler i sagsbehandling/produktion
85 Optimering af Processer 3 Love 1. Little s Lov: Jo flere flowenheder og jo længere cyklustid, jo længere er gennemløbstiden. Gennemløbstid = Antal flowenheder i arbejde * Cyklustid (PT) 2. Loven om Flaskehalse: Gennemløbstiden (GT) øges når vi har flaskehalse 3. Loven om Variation: Jo større variation, jo længere gennemløbstid. Variation har vi i: 1. Ressourcer (materiel, medarbejdere) 2. Flowenheder (mennesker, materiale,information)
86 Hvordan kan vi skabe flow og undgå kø eller ventetider? 1. Undgå tilbageløb/forespørgsler rigtig første gang = frontloading (brug checklister og specificerede felter regneark) 2. Fjern ventetider/sagsbunker/udjævne flaskehalse 3. Enkeltstyksproduktion i praksis går vi ned i batchstørrelse (mindre samle til bunke) 4. Decentraliser godkendelser hvor muligt 5. Revurder hvem der gør hvad organisering i team frem for traditionelle funktioner, og hvor team A løser standardordrer og team B tager kompleks/speciel ordre Fokuser på at undgå bunker, lager og kø
87 Hvordan kan vi skabe flow og undgå kø eller ventetider? 6. Rigtig ressourceallokering ved flaskehalse 7. Parallel opgaveløsning 8. Regler for flow f.eks. FIFO (First In First Out) 9. Oplæring så flere medarbejdere kan løse samme opgave/proces skaber fleksibilitet 10. Ordrene må ikke stå stille: Visualisering af bunker, tilbageløb, gennemløbstider synliggør hvorledes vores ordrebehandling forløber Fokuser på at undgå bunker, lager og kø
88 2* SÆRLIG VIGTIGT? 2. Der hvor opgaverne ligger og venter rigtig længe. Typisk ifm. organisatorisk ansvarsskift. 1. Tilbageløb, forespørgsler, brok = dårlig kvalitet og det slider hårdt på organisationen. Kvalitet Først!!! Med fokus på disse to særlig vigtige vil du løse 80% af problemerne i din forretningsværdistrøm
89 Inddel værdistrøm i 3 IND PROD UD Få data og informationer (=udfyldte felter) rigtigt og tidligt ind i systemet
90 OPSÆT MÅLENE FOR DIN VÆRDISTRØM I HØJRE SIDE SIDE Håndtering af kunde henvend. Ordrebekræft 1 time GT = 1 UGE 0 tilbageløb/ brok 0 forespørgsler 0 kronisk overarbejde
91 ØVELSE: TO BE VÆRDISTRØM 1. Noter 3-5 vigtigste Hot Spots på As-Is VSA en 2. Nedskriv individuelt ideer til forbedring på gule Post-It s 3. Gå bordet rundt og drøft ideerne, og sæt dem på As-Is VSA en 4. Put løbende de gule lapper med forbedringer på As Is VSA 5. Påfør grønne Post It - Målsætninger på To Be VSA en (så vi er enige): 1. Omkostninger 2. Leveringstider 3. Servicekvalitet 6. Kortlæg den nye To-Be VSA: 1. Udregn PT(Sum) 2. Udregn GTn 3. Udregn Floweffektivitet = PT(sum)*100%/ GTn
92 ØVELSE Kortlæg fremtidstilstanden
93 EN LØSNING TIL CASE FREMTIDIG VÆRDISTRØM
94 Forbedret Flow Effektivitet Flow Effektivitet = PT (Sum)*100% GT Floweffektivitet er densiteten af overførsel af værdi fra ressourcer til flowenhed Floweffektivitet = Tidsummen af de værdiskabende aktiviteter i forhold til gennemløbstiden PT(Sum) = Tidssum af de enkelte aktiviteter i hele proces GT = Gennemløbstid for hele processen
95 En forbedret Floweffektivitet? GT As Is = 2 uger GT To Be = 6 Timer Flow Enhed Proce s Proce s Proce s Proce s Proce s Proce s Kunde 10 min 10 min 10 min 10 min 10 min 70 min Flow Effektivitet = PT (Sum)*100% GT Floweffektivitet As Is = 1,2 time* 100% 2uger*7dage*24 timer = 0,35% Floweffektivitet To Be = 1,2 time*100% = 20% 6 timer
96 FASER I VSA TIL FORBEDRING AF FORRETNINGSPROCES Forberedelse As Is Nuværende To Be Fremtidig Planlægning Hvilken værdistrøm skal vi kortlægge (produkt-/ service familie), hvilken teknik anvendes, hvem skal deltage og logistik? Opnå enighed om hvorledes vores værdistrøm ser ud i dag Opnå enighed om en tværorganisatorisk accepteret fremtidig vision for værdistrøm Blive enige om hvorledes vi implementerer den fremtidige værdistrøm Implementering Det gælder om at blive enige. Det er en social øvelse
97 Nogle Forbedrings ideer til casen 1. Udvikling af ny og præcis vejledning til kunder 2. Udvikling af nyt inddatalayout med de rigtige felter (rød asterix) 3. Udvikling af checkliste ved ordre registrering i reception 4. Udvikling af ny svar mail (med relevant info) til kunde ved ordremodtagelse 5. Udvikling af målstyringstavler i afdelinger/teams 6. Videresend ordre med det samme Éen ad gangen (eller i små batches) 7. Regler for, og synliggørelse af, hvor lang tid sagerne ligger 8. Regler for hvilke sager, og hvornår, sagerne plukkes 9. Slå flere af processerne sammen mens sagen alligevel behandles 10. Sagsbehandlere plukker løbende af sagsstakken 11. Opdeling i A og B sager. Kun B sager til jura. 12. Udvikling af checkliste til sagsbehandlere inden videresend til jura 13. Faktura og svar sendes samtidig fra hhv. sagsbehandling og jura 14. Fælles arkivering i reception 15. Måling og synliggørelse af start-til-slut sagsbehandlingstid og sags bunker 16. Dokumentation af værdistrøm og job instruktioner. Træning i brug af nye tjeklister og kontrolmekanismer..eller placer alle i et rum-et team, og just do it
98 Planlægning af forbedringsaktiviteter Aktivitet Afsluttet Dato? Ansvarlig Status Opdatering af Blanket B547 i SOFUS 1.maj 2013 hp Jobinstruktion dataudtræk fra SOFUS 7. nov 2013 na Koordiner Leverandørkontakt med indkøb for rigtigt instruktion til system LAGOS 10. Dec 13 llp.....
99 FREMTIDSTILSTANDEN I PRAKSIS Tidshorisont? Milepæl 1 Milepæl 2 Milepæl 3 Milepæl 4 NU FREMTID mdr. 3 mdr.
100 Hvad er en Lean Værdistrøm? Opsummering Værdi Set fra kundens synspunkt Flow Ingen Om mere Ingen ventetid Arbejde Standardiseret Indbygget kvalitetskontrol Forbedringsaktiviteter og læring Visuelle Milepæle og checkpoints Indbygget læring
101 Tænk På Din Egen Organisation Set fra kundens synspunkt, så er en organisation lig med summen af processer, både primære og supporterende processer Processer forløber horisontalt mod kunderne, på tværs af afdelinger og funktioner På trods af dette, er organisationer orienteret vertikalt i siloer med fokus opad mod ledelsen..og organisationen er tilbøjelig til at måle sig selv på funktionelle økonomiske nøgletal og ikke processernes kapabilitet
102 Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Lean Ledelse
103 Lean Ledelse Lean Ledelse
104 At finde et problem er som at finde en skattekiste Problemet kan betragtes som en kærkommen mulighed for at forbedre vores proces, og dermed gøre os bedre end konkurrenterne Kilde: John Shook, Managing to Learn
105 Lean Ledere gør to ting Får den enkelte medarbejder til at tage initiativ til at løse problemer og forbedre sit job Sikrer, at hver medarbejders job skaber værdi for kunden og virksomheden There are three kinds of leaders. Those that tell you what to do. Those that allow you to do what you want. And Lean leaders that come down to the work and help you figure it out. John Shook
106 I en virksomhed med 500 ansatte får hver medarbejder måske 2 gode ideer per måned. Det giver 2880 ideer på nederste niveau; Antal medarbejdere Antal ideer Pr. medarbejder Pr. kvartal Totalt antal ideer CEO Ledelse Mellemledere Teamledere Operatører Hvad sker der med de 2880 ideer i din virksomhed?
107 Både Top Down og Bottom Up Traditionel autokratisk model Servent Leadership Model Lean model Operatører CEO Ledelse Mellemledere Teamledere Teamledere Mellemleere Ledelse CEO Operatører
108 Tavleledelse
109 Målstyringstavle Kaizentavle Levering 14 dage 4 Måneder MÅL Fremdrift Log (Excel Regneark) Excel Deadl ine Ansva rlig Venteliste 14 dage 4 måneder MÅL Kvalitet 14 dage 4 måneder MÅL Prioritering af ideer Virkning Hot Lige Nu Succes'er 5S Lager Kontor Lille Indsats Stor Agenda Fokus områder Målstyring Ugens Forslag Just Do It Afventer Status Nye forslag Aktuelt / PSN Opsumering
110 Kilde: Med venlig tilladelse fra Post Danmark Tavlemøde
111 Modtag Ordre Kontrol af ordre data Intern godkend ordre Planlæg service Ressource check Allokering Kunde Ordre Accept Scannong 1 Scannong 2 Scanning 3 Scanning Resultat Kontrol af Resultat Retur til Kunde Fakturer Proceserfaring og Uddannelse Kompetencetrænings- Kan generelt: Certificeret: Afdeling: Dato: skema Kan fint: Kan træne: Godkendt: Processer # Medarbejder 1 Lene S. 2 Anders 3 Pernille apr apr apr jun jun maj maj aug sep sep sep aug feb feb feb feb feb sep sep sep
112 Litteraturliste Litteraturliste
113 Litteraturliste Den bedste litteratur på området kommer fra Jim Womack og Daniel Jones eget forlag. De fleste af bøgerne kan købes over nettet på Amazon,og hos guruerne Jones (UK): Womack(USA): samt på Børsens forlag og hos Dansk Industri. Her en liste over den litteratur der var udstillet i kursuslokalet: Titel Forfatter Indhold / Fokus Lean i Service og Administration (Pensum Lean Værktøjer, Service & Adm) Don Tapping og Tom Shuker (Dansk Industri) Drejebog med 8 trin. Værdistrømsanalyse duer ikke. The Machine that Changed the world J.P.Womac, D.T.Jones Første Lean findings af hvorledes Toyota arbejder Lean Thinking J.P.Womac, D.T.Jones Klassikeren om Lean som koncept. De 5 lean principper Langsigtet Lean Ledelse, Kultur, Forbedring Anders Nørgaard God bog om lean ledelse Learning to See (Pentum Lean Værktøjer, Produktion) Rike Rother, John Shook Værdistrømsanalyse I Produktion Supplerende Pensum Lean Værktøjer Lean Administration I og II Bodo Wiegand, Philip Franck Værdistrømsanalyse I service og administration Pensum Diplomuddannelse Tilvalgsmoduler, Se i dit informationslink for pensum til modulerne Litteraturliste
114 Litteraturliste Fortsat Six Sigma og Kvalitets- John Bicheno & Philip Catherwood Six Sigma værktøjskassen (Pensum Six Sigma Managing to Learn (Pensum Lean Ledelse) John Shook ( A3, PDCA og gemba ledelse (Pensum til eksamen) Pensum Lean Værktøjer Lean Lexicon Lean Enterprice institute Forklaring til Lean termer Kaizen Robert Maurer Fremragende og let læst bog om kaizen 7 Gode Vaner Stephen R. Covey Personlig Ledelse Den gode Leanleder Hansen, Normand og Simonsen Let læst og kortfattet introduktion til Lean Toyota Kata Mike Rother Super bog om lederens rolle som coach. (Pensum Lean Konsulent) Pensum Lean Konsulent Lean Turnaround Art Burne Toplederens guide til en Lean Transformation I Spidsen for forandring (Pensum Lean Ledelse) John P.Kotter Bedste bog om forandringsledelse Pensum Lean Ledelse This Is Lean Modig og Åhlström Fantastisk kortfattet, præcis, underholdende og let læselig bog om Lean The Toyota way Jeffrey K. Liker Bedste bog om Toyotas 14 ledelsesprincipper Pensum Lean Ledelse Toyota Culture (Pensum Lean Ledelse) Jeffrey K. Liker. Michael Hoseus Fremragende bog om Lean Pensum Lean Ledelse The Toyota Way Jeffrey K. Liker. Liker s første bog med 14 Lean ledelsprincipper (Pensum Lean Værktøjer) Toyota Talent Jeffrey K. Liker. David P. Meier Fremragende bog om Lean / Toyota udvikling og træning af medarbejdere. Pensum Diplomuddannelse Tilvalgsmoduler
115 Diplomuddannelse Moduler Eksamen Akademiets uddannelser er modulopbygget og du kan bygge videre på din Lean uddannelse i det tempo der passer dig bedst Diplomuddannelse Eksamen
116 Diplomuddannelse Moduler Eksamen Akademiets uddannelser er modulopbygget og du kan bygge videre på din Lean uddannelse i det tempo der passer dig bedst Diplomuddannelse Eksamen
117 Hvor finder jeg vejledninger Du kan se mere i dit informationslink - vejledninger til eksamener mm.
118 Moduler Diplomuddannelse - Lean Compass Uddannelser Tilvalgsmoduler Diplomuddannelser Intensiv Lean Manager 5 dg = Lean Manager 8 dg = Lean Værktøjer 5 ECTS Lean Værktøjer 5 ECTS, og Lean Ledelse 5 ECTS 10 ECTS Lean Konsulent 12 dg = Lean Værktøjer 5 ECTS, og Lean Ledelse 5 ECTS, og Lean Konsulent 5 ECTS 15 ECTS
119 Moduler Diplomuddannelse Lean Six Sigma Compass Uddannelser Lean Six Sigma Green Belt 8 dage (Modul A, B, F) Lean Six Sigma Black Belt 13 dage = (Modul A, B, C, F, G) Lean Six Sigma Master Black Belt 17 dage = (Modul A, B, C, D, E, F, G) Tilvalgsmoduler Diplomuddannelser Lean Værktøjer 5 ECTS Six Sigma 5 ECTS 10 ECTS Lean Værktøjer 5 ECTS Lean Ledelse 5 ECTS Six Sigma 5 ECTS 15 ECTS Lean Værktøjer 5 ECTS Lean Ledelse 5 ECTS Six Sigma 5 ECTS Lean Konsulent 5 ECTS 20 ECTS
120 Eksamensform For alle 4 Tilvalgsmoduler i diplomuddannelse; Hver giver 5 ECTS point. For hver afleveres skriftlig projektopgave. De 4 opgaver hedder; Lean Værktøjer 5 ECTS Lean Ledelse 5 ECTS Lean Konsulent 5 ECTS Six Sigma 5 ECTS.Maks 5 sider plus bilag Intet mundtligt forsvar
121 Indholdsfortegnelse 5 sider eksklusiv indholdsfortegnelse og bilag. 1. Indledning 2. Problemformulering: 3 meget konkrete linjer om problemet. F.eks; Gennemløbstid er for lang, omkostninger er 20% for høje, eller 10% for mange tilbageløb (Kvalitetsproblemer) eller en kombination af disse ting. 3. Metodevalg: 10 linjer om hvorfor du vælger f.eks. Værdistrømsanbalyse, fiskeben, pareto og A3 4. Analyse: Refleksioner over hvad du finder ud af. Relater det til den virkelige verden. Analysen må ikke være en beskrivelse af nogle Lean værktøjer. 5. Konklusion: Hvad har du fundet ud af? Vær sikker på at du konkluderer på det problem du har formuleret i din problemformulering og at konklusion og problemformulering således hænger sammen. 6. Perspektivering: Efterfølgende refleksioner i et større perspektiv. 7. Bilag: VSA-as is og to be. Fiskeben, pareto, tavledesign, A3 osv. Litteratur; Den gode opgave. Rienicker og Jørgensen Kr. 139,-
122 Problemformulering Lean Værktøjer: Husk at et godt forretningsproblem er relateret til: For høje omkostninger For lange leveringstider Problemer med produkt eller servicekvalitet Send lige problemformulering til din vejleder og få det tjekket inden du skriver/afleverer din opgave. Formuler problemet skarpt og præcist.
123 Eksempel Problemformuleringer (Kan med fordel stilles som spørgsmål der så svares på i konklusion) 1. Eksempel Lean Værktøjer: Kan jeg ved hjælp af Lean værktøjerne Værdistrøm- Fiskeben og Pareto analyse identificere hvorledes jeg kan nedbringe gennemsøbstid fra uacceptable 3 uger til 2 dage? 2. Eksempel Lean Ledelse: Hvilke organisatoriske udfordringer må jeg være forberedt på, og hvorledes kan jeg på en social sund måde bedst komme i gang med Lean? 3. Lean Konsulent: Hvilke komponenter i Lean Ledelsessystemet (modul D) eksisterer ikke i dag, og hvilke af disse kan med fordel og stor effekt implementeres? 4. Lean Six Sigma Green: Se vejledning i dit kursus informationslink 5. Lean Six Sigma Black: Se vejledning i dit kursus informationslink 6. Lean Six Sigma MBB: Hvilke komponenter i Lean Six Sigma Ledelsessystemet (modul D) eksisterer ikke i dag, og hvilke af disse kan med fordel og stor effekt implementeres?
124 NB: Tilmeldingsblanket: Udfyld, Udskriv og vedlæg denne blanket dine 3 opgaver rent fysisk når du afleverer dine eksamensopgaver. Blanketten finder du i dit informationslink
125 Hjemmeopgave Modul B Hjemmeopgave Modul B
126 Hjemmeopgave Modul B Egen Værdistrøm Hjemmeopgave Modul B
127 Særlig Vigtigt? 2. Der hvor sagerne ligger og venter rigtig længe. Typisk i.f.m. organisatorisk ansvarsskift. 1. Tilbageløb og Forespørgsler = Dårlig kvalitet og det slider hårdt på organisationen. Kvalitet Først!!!
128 Oplæg Modul B Hjemmeopgave På dag 5 skal vi arbejde videre med værdistrømsanalyse, og opgaven går ud på at tegne en værdistrøm fra din egen hverdag: 1. As Is 2. To Be På dag 5 skal du endvidere, i små grupper af 3-5, fortælle om din værdistrømsanalyse, og vi vil måske få mulighed for at gennemgå et par værdistrømsanalyser i plenum. Vær specifik på de 3-5 vigtigste forbedringer (Hot Spots) i din værdistrøm, og hvorledes din virksomhed helt konkret kan forbedre værdistrømmen. Du vil opleve, at du formentlig ikke kender til hele din værdistrøm. Der hvor du ikke ved hvorledes den hænger sammen må du gætte dig frem. Ligeledes med tider: GÆT og GÆT igen du mangler Gemba så det bliver ikke bedre.
129 Øvelse 1 As Is Tegn en værdistrøm fra din egen virksomhed eller fagområde svarende til kursus dag 1 1. Optegn kasser med afdelinger/roller 2. Optegn processer 3. Noter gættede procestider (PT) 4. Noter gættede ventetider ved processer 5. Udregn gættede gennemløbs (GT) worst case og gennemsnit 6. Noter gættede problemer med forespørgsler, tilbageløb osv. 7. Identificer Hot Spots
130 Øvelse 2 To Be Tegn en værdistrøm fra din egen virksomhed eller fagområde svarende til kursus dag 2 1. Optegn kasser med afdelinger/roller 2. Optegn processer 3. Noter gættede procestider (PT) 4. Noter gættede ventetider ved processer 5. Udregn gættede gennemløbs (GT) worst case og gennemsnit 6. Noter gættede problemer med forespørgsler, tilbageløb osv.
131 Øvelse 3 - Forbedringsforslag Optegn liste over dine vigtigste forbedringstiltag (Hot Spots) i din værdistrøm, og prioriter dem med de vigtigste først. Overvej: 1. Hvorfor du prioriterer din tiltag som du gør - effekten? 2. Hvorledes vil du måle på/visualiserer levering og kvalitet? 3. Hvorledes vil du i praksis kontrollere at opgaver ikke ligger og venter, og hvad er reglerne for at der kommer flow
132 Opgave Dag 5
133 Opgave Dag 5 (I din lille gruppe 3-5 personer) Værdistrøm 1. Fortæl om din As Is værdistrøm 2. Fortæl om din To Be værdistrøm 3. Forklar din gruppe om hot spots og hvorledes du forestiller dig at du i praksis kan skabe flow. 4. Forklar din gruppe om de vigtigste ændringer du kunne forestille dig. 5. Forklar om hvor og hvorledes du vil visualiserer.
AGENDA TOYOTA KATA. Dag 1: Domino Spil Improvement Kata. Dag 2: Hvad kan vi lære fra kampsport Coaching Kata Domino Spil Kata i din egen verden
 AGENDA TOYOTA KATA Dag 1: Domino Spil Improvement Kata Dag 2: Hvad kan vi lære fra kampsport Coaching Kata Domino Spil Kata i din egen verden PDCA og Overraskelse Overraskelse er måden hvorpå PDCA hjælper
AGENDA TOYOTA KATA Dag 1: Domino Spil Improvement Kata Dag 2: Hvad kan vi lære fra kampsport Coaching Kata Domino Spil Kata i din egen verden PDCA og Overraskelse Overraskelse er måden hvorpå PDCA hjælper
Dag 2. Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00.
 Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper
Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper
Dag 2. Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00.
 Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper
Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper
Dag 2. Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00.
 Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper
Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper
Dag 2. Review dag 1 Flere Værktøjer Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00. Flere Værktøjer
 Dag 2 Review dag 1 Flere Værktøjer Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper os med at se hvor problemerne
Dag 2 Review dag 1 Flere Værktøjer Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper os med at se hvor problemerne
Dag 2. Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00.
 Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper
Dag 2 Review dag 1 Flere Værktøjer Pause Værdistrømsanalyse To Be Frokost Værdistrømsanalyse To Be Lean Ledelse Slut: 16:00 Flere Værktøjer Flere Værktøjer Flere værktøjer Værktøjskassen Værktøjerne hjælper
Lean Virksomhed og Tavleledelse
 Lean Virksomhed og Tavleledelse "Clear awareness of problems and a very low tolerance for the current condition is the proper attitude and the right starting point for Lean." Lean Ledelse Agenda Hvad er
Lean Virksomhed og Tavleledelse "Clear awareness of problems and a very low tolerance for the current condition is the proper attitude and the right starting point for Lean." Lean Ledelse Agenda Hvad er
Hands on dag Mer Værdistrømsanalyse
 Hands on dag Mere Værdistrømsanalyse Mer Værdistrømsanalyse Agenda Hands On dag Lidt erfaringer Værdistrømsanalyse fysisk produktion Værdistrømsanalyse administration og service Fredagsøvelse Egen værdistrømsanalyse
Hands on dag Mere Værdistrømsanalyse Mer Værdistrømsanalyse Agenda Hands On dag Lidt erfaringer Værdistrømsanalyse fysisk produktion Værdistrømsanalyse administration og service Fredagsøvelse Egen værdistrømsanalyse
Lean Virksomhed og Visuel Ledelse
 Lean Virksomhed og Visuel Ledelse "Clear awareness of problems and a very low tolerance for the current condition is the proper attitude and the right starting point for Lean." Lean Ledelse Opbygning af
Lean Virksomhed og Visuel Ledelse "Clear awareness of problems and a very low tolerance for the current condition is the proper attitude and the right starting point for Lean." Lean Ledelse Opbygning af
Lean Virksomhed og Tavleledelse
 Lean Virksomhed og Tavleledelse "Clear awareness of problems and a very low tolerance for the current condition is the proper attitude and the right starting point for Lean." Lean Ledelse Agenda Hvad er
Lean Virksomhed og Tavleledelse "Clear awareness of problems and a very low tolerance for the current condition is the proper attitude and the right starting point for Lean." Lean Ledelse Agenda Hvad er
KARATE KATA KIHON KUMITE
 Marcus Goodarzi KARATE KATA DO KIHON KUMITE KATA provides a sphere where details and wholeness meets KATA KATA is the most essential aspect of physical, technical and mental education of Martial Arts.
Marcus Goodarzi KARATE KATA DO KIHON KUMITE KATA provides a sphere where details and wholeness meets KATA KATA is the most essential aspect of physical, technical and mental education of Martial Arts.
Hands on dag Mer Værdistrømsanalyse
 Hands on dag Mere Værdistrømsanalyse Mer Værdistrømsanalyse Agenda Hands On dag Lidt erfaringer Værdistrømme og Effektivitet Værdistrømsanalyse fysisk produktion Værdistrømsanalyse administration og service
Hands on dag Mere Værdistrømsanalyse Mer Værdistrømsanalyse Agenda Hands On dag Lidt erfaringer Værdistrømme og Effektivitet Værdistrømsanalyse fysisk produktion Værdistrømsanalyse administration og service
Lean Virksomhed. Få et hurtigt overblik over Lean. En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation
 Lean Virksomhed Få et hurtigt overblik over Lean. En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation 2013 Lean Akademiet - Danmark Få et hurtigt overblik over Lean. En vej til
Lean Virksomhed Få et hurtigt overblik over Lean. En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation 2013 Lean Akademiet - Danmark Få et hurtigt overblik over Lean. En vej til
Lean og arbejdsmiljø - prøv Lean på egen krop
 Lean Konceptet 18. sep. 08 Lean og arbejdsmiljø - prøv Lean på egen krop Hvad og hvorfor Lean? - Hvad er Lean og hvad kan det bruges til? Agenda Hvad er Lean? Hvorfor Lean? Hvad er konsekvenserne for medarbejderne?
Lean Konceptet 18. sep. 08 Lean og arbejdsmiljø - prøv Lean på egen krop Hvad og hvorfor Lean? - Hvad er Lean og hvad kan det bruges til? Agenda Hvad er Lean? Hvorfor Lean? Hvad er konsekvenserne for medarbejderne?
BILAG til vejledning af IKV. Vejledende svar til dialogspørgsmål i IKV-værktøjet Industriens LEAN-kørekort
 BILAG til vejledning af IKV Vejledende svar til dialogspørgsmål i IKV-værktøjet Industriens LEAN-kørekort Vejledende svar til dialogspørgsmål i IKV-værktøjet Nedenfor ses oversigt over vejledende svar
BILAG til vejledning af IKV Vejledende svar til dialogspørgsmål i IKV-værktøjet Industriens LEAN-kørekort Vejledende svar til dialogspørgsmål i IKV-værktøjet Nedenfor ses oversigt over vejledende svar
En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation
 Lean virksomhed Få et hurtigt overblik over Lean En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation Af Egon Kjær Jensen og Ann Møller Svendsen www.leanakademiet.dk - t: 70277909
Lean virksomhed Få et hurtigt overblik over Lean En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation Af Egon Kjær Jensen og Ann Møller Svendsen www.leanakademiet.dk - t: 70277909
Lean Ledelse. The Biggest room, is the room for improvement. Kinesisk Ordsprog. Lean Moment
 Lean Ledelse The Biggest room, is the room for improvement Kinesisk Ordsprog Lean Moment Lean Ledelse Indhold Sammendrag Dag 1: Hjemmeopgave til i over morgen Lean virksomheder og ledelse PDCA: Hands On
Lean Ledelse The Biggest room, is the room for improvement Kinesisk Ordsprog Lean Moment Lean Ledelse Indhold Sammendrag Dag 1: Hjemmeopgave til i over morgen Lean virksomheder og ledelse PDCA: Hands On
Ledelsesmæssige udfordringer ved implementering af Lean. Appendiks A Værktøjskassen
 Ledelsesmæssige udfordringer ved implementering af Lean Værktøjskassen Afhandling HD (R) Forfatter: Lene Johannsen Vejleder: Bent Høgsted Dato: 1. december 2010 Værktøjskassen Begreber: Gemba Gemba betyder
Ledelsesmæssige udfordringer ved implementering af Lean Værktøjskassen Afhandling HD (R) Forfatter: Lene Johannsen Vejleder: Bent Høgsted Dato: 1. december 2010 Værktøjskassen Begreber: Gemba Gemba betyder
Lean filosofien og administrative Lean-værktøjer
 Lean filosofien og administrative Lean-værktøjer Hvad er Lean? Lean er en produktions- og ledelsesfilosofi, der oprindeligt stammer fra den japanske bilindustri (Toyota). Lean produktion er trimmet produktion.
Lean filosofien og administrative Lean-værktøjer Hvad er Lean? Lean er en produktions- og ledelsesfilosofi, der oprindeligt stammer fra den japanske bilindustri (Toyota). Lean produktion er trimmet produktion.
1. Forord:... 2. LivingLean i dagligdagen er... 3. 2. LivingLean NCC intro... 4
 1. Forord:... 2 LivingLean i dagligdagen er.... 3 2. LivingLean NCC intro... 4 Tillid og samarbejde... 4 Værdi og spild... 5 Opstart nye pladser... 6 3. Værktøjskassen... 7 Tavlemøder... 7 5S... 8 Værdistrømsanalyser...
1. Forord:... 2 LivingLean i dagligdagen er.... 3 2. LivingLean NCC intro... 4 Tillid og samarbejde... 4 Værdi og spild... 5 Opstart nye pladser... 6 3. Værktøjskassen... 7 Tavlemøder... 7 5S... 8 Værdistrømsanalyser...
Lean gammel vin på nye flasker SCKK Excellence om Lean og arbejdsgange
 Lean gammel vin på nye flasker SCKK Excellence om Lean og arbejdsgange 3. april 2006 Jørgen Kjærgaard Lean i historisk perspektiv en del af kvalitetstraditionen med TQM og Excellence 2 Toyota Production
Lean gammel vin på nye flasker SCKK Excellence om Lean og arbejdsgange 3. april 2006 Jørgen Kjærgaard Lean i historisk perspektiv en del af kvalitetstraditionen med TQM og Excellence 2 Toyota Production
Certificeret 11 dage. Certificeret uddannelse
 Lean KONSULENT UddannelseN Certificeret 11 dage Lean Konsulent Lean Leder Lean Specialist Service Produktion Support Support Produktion IT og Udvikling Forretningsudvikling HR Strategisk Implementering
Lean KONSULENT UddannelseN Certificeret 11 dage Lean Konsulent Lean Leder Lean Specialist Service Produktion Support Support Produktion IT og Udvikling Forretningsudvikling HR Strategisk Implementering
VEJLEDNING til faglærere. Afholdelse af Individuel Kompetence Vurdering (IKV) Industriens LEAN-kørekort
 Industriens LEAN-kørekort") VEJLEDNING til faglærere Afholdelse af Individuel Kompetence Vurdering (IKV) Industriens LEAN-kørekort INDLEDNING Denne vejledning er målrettet faglærere og omhandler retningslinjer for merit og afkortning
VEJLEDNING til faglærere Afholdelse af Individuel Kompetence Vurdering (IKV) Industriens LEAN-kørekort INDLEDNING Denne vejledning er målrettet faglærere og omhandler retningslinjer for merit og afkortning
LEAN support i produktionen
 LEAN support i produktionen Modul 1 Grundlæggende LEAN og præsentation af værktøjer De 8 spildtyper Virksomhedsbesøg Modul 2 LEAN kulturen Visualisering ved brug af tavler VSM Online Afprøve VSM som hjemmeopgave
LEAN support i produktionen Modul 1 Grundlæggende LEAN og præsentation af værktøjer De 8 spildtyper Virksomhedsbesøg Modul 2 LEAN kulturen Visualisering ved brug af tavler VSM Online Afprøve VSM som hjemmeopgave
VSA. Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer for hele værdikæden
 VSA Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer for hele værdikæden 2013 Lean Akademiet - Danmark Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer
VSA Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer for hele værdikæden 2013 Lean Akademiet - Danmark Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer
Hvordan du kan skabe orden og struktur, som gør din arbejdsdag mere effektiv
 5S Hvordan du kan skabe orden og struktur, som gør din arbejdsdag mere effektiv 2013 Lean Akademiet - Danmark Hvordan du kan skabe orden og struktur, som gør din arbejdsdag mere effektiv. 2013 Lean Akademiet
5S Hvordan du kan skabe orden og struktur, som gør din arbejdsdag mere effektiv 2013 Lean Akademiet - Danmark Hvordan du kan skabe orden og struktur, som gør din arbejdsdag mere effektiv. 2013 Lean Akademiet
DI version 2015-01-13. 5S og Flow. Ledelsens vejledning. 2-3-1-5S Og Flow - Ledelsens Vejledning - 2015-01-13 Alle rettigheder tilhører DI side 1 af 6
 DI version 2015-01-13 5S og Flow 2-3-1-5S Og Flow - Ledelsens Vejledning - 2015-01-13 Alle rettigheder tilhører DI side 1 af 6 Rettigheder DI ejer alle rettigheder til denne instruktion. For filer i formatet
DI version 2015-01-13 5S og Flow 2-3-1-5S Og Flow - Ledelsens Vejledning - 2015-01-13 Alle rettigheder tilhører DI side 1 af 6 Rettigheder DI ejer alle rettigheder til denne instruktion. For filer i formatet
Hvad skal vi skal i gennem de næste 2 timer
 Hvad skal vi skal i gennem de næste 2 timer Introduktion til LEAN De 5 grundprincipper Lean Værktøjer Spild Presentation af de 7 spildtyper Hvordan finder man spild 5 S Gennemgang af 5 S 5 S Spillet Hvad
Hvad skal vi skal i gennem de næste 2 timer Introduktion til LEAN De 5 grundprincipper Lean Værktøjer Spild Presentation af de 7 spildtyper Hvordan finder man spild 5 S Gennemgang af 5 S 5 S Spillet Hvad
Lean Konsulent Lean kursus med certificering
 info@howbiz.dk www.centerforlean.dk Tlf. 31 10 90 00 Center for lean Landets bedste lean kurser Lean Konsulent Lean kursus med certificering Modul 1 Om uddannelsen Uddannelsen består udover de 11 kursusdage
info@howbiz.dk www.centerforlean.dk Tlf. 31 10 90 00 Center for lean Landets bedste lean kurser Lean Konsulent Lean kursus med certificering Modul 1 Om uddannelsen Uddannelsen består udover de 11 kursusdage
Audit beskrivelser VSM
 2-2 V01 Er der for virksomheden: Kortlagt hvilke værdistrømme, der er i virksomheden? Punktet er opfyldt, hvis kortlægningen er dokumenteret og kendt af lederen, så den kan fremvises (den behøver ikke
2-2 V01 Er der for virksomheden: Kortlagt hvilke værdistrømme, der er i virksomheden? Punktet er opfyldt, hvis kortlægningen er dokumenteret og kendt af lederen, så den kan fremvises (den behøver ikke
Kilde: Personlig Effekt. Personlig Effekt
 Kilde: Personlig Effekt Personlig Effekt Personlig Effekt Covey s Vaner Kilde: Personlig Effekt Effektfulde mennesker Med hvilke personlige værdier og vaner kan jeg bedst understøtte denne kultur? Hvad
Kilde: Personlig Effekt Personlig Effekt Personlig Effekt Covey s Vaner Kilde: Personlig Effekt Effektfulde mennesker Med hvilke personlige værdier og vaner kan jeg bedst understøtte denne kultur? Hvad
VEJLEDNING til faglærere. Afholdelse af Individuel Kompetence Vurdering (IKV) Industriens LEAN-kørekort
 Industriens LEAN-kørekort") VEJLEDNING til faglærere Afholdelse af Individuel Kompetence Vurdering (IKV) Industriens LEAN-kørekort INDLEDNING Denne vejledning er målrettet faglærere og omhandler retningslinjer for merit og afkortning
VEJLEDNING til faglærere Afholdelse af Individuel Kompetence Vurdering (IKV) Industriens LEAN-kørekort INDLEDNING Denne vejledning er målrettet faglærere og omhandler retningslinjer for merit og afkortning
Målet er at skabe et roligt flow uden ventetid og bunker som i trafikken. Lean ideen. service og administration. Manager Bo Nielsen Rambøll Management
 Målet er at skabe et roligt flow uden ventetid og bunker som den grønne bølge b i trafikken Lean ideen service og administration Manager Bo Nielsen Lean i service og administration Lean er oprindeligt
Målet er at skabe et roligt flow uden ventetid og bunker som den grønne bølge b i trafikken Lean ideen service og administration Manager Bo Nielsen Lean i service og administration Lean er oprindeligt
Uddannelse i Lean. Implement Consulting Group
 Uddannelse i Lean Implement Consulting Group Information om uddannelsen Målgruppe Uddannelsen henvender sig til interne Lean konsulenter, ledere, projektledere og specialister, der skal i gang med eller
Uddannelse i Lean Implement Consulting Group Information om uddannelsen Målgruppe Uddannelsen henvender sig til interne Lean konsulenter, ledere, projektledere og specialister, der skal i gang med eller
Velkommen til WEBINAR i Systematisk problemløsning
 Velkommen til WEBINAR i Systematisk problemløsning Præsentation af mig Hanne Lundquist Faglærer EUC Lillebælt 5½ år KURSER, JEG BL.A. HAR UDVIKLET OG UNDERVIST I: Kundeservice, kundefokus, Voice of the
Velkommen til WEBINAR i Systematisk problemløsning Præsentation af mig Hanne Lundquist Faglærer EUC Lillebælt 5½ år KURSER, JEG BL.A. HAR UDVIKLET OG UNDERVIST I: Kundeservice, kundefokus, Voice of the
LEANREJSEN Broen Lab Division
 Assens uge 43-2012 LEANREJSEN Broen Lab Division Små skridt på vejen mod perfektion 1 Indholdsfortegnelse Indholdsfortegnelse...2 Forord...3 Resultat af Broen Lab Divisions Leanrejse...4 5s og Flow...4
Assens uge 43-2012 LEANREJSEN Broen Lab Division Små skridt på vejen mod perfektion 1 Indholdsfortegnelse Indholdsfortegnelse...2 Forord...3 Resultat af Broen Lab Divisions Leanrejse...4 5s og Flow...4
SAS Standardarbejde i Administration og Service
 DI-version 2014-12-17 SAS Standardarbejde i Administration og Service Alle rettigheder tilhører DI 2-5-4 - SAS - Ledelsens Vejledning - 2014-12-17 side 1 af 8 Instruktion til kaizenleder Rettigheder DI
DI-version 2014-12-17 SAS Standardarbejde i Administration og Service Alle rettigheder tilhører DI 2-5-4 - SAS - Ledelsens Vejledning - 2014-12-17 side 1 af 8 Instruktion til kaizenleder Rettigheder DI
TPM (Total Productive Maintenance) Forebyggende vedligeholdelse. Ledelsens vejledning. DI-version
 Forebyggende vedligeholdelse. Ledelsens vejledning. DI-version") DI-version 2014-05-26 TPM (Total Productive Maintenance) Forebyggende vedligeholdelse Ledelsens vejledning Alle rettigheder tilhører DI 2-5-3 - TPM - Ledelsens Vejledning - 2014-05-2626 side 1 af 6 Instruktion
DI-version 2014-05-26 TPM (Total Productive Maintenance) Forebyggende vedligeholdelse Ledelsens vejledning Alle rettigheder tilhører DI 2-5-3 - TPM - Ledelsens Vejledning - 2014-05-2626 side 1 af 6 Instruktion
FAS Flow i Administration og Service
 DI-version 2015-08-25 FAS Flow i Administration og Service Alle rettigheder tilhører DI 2-3-2 - FAS - Ledelsens Vejledning - 2015-08-25 side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle
DI-version 2015-08-25 FAS Flow i Administration og Service Alle rettigheder tilhører DI 2-3-2 - FAS - Ledelsens Vejledning - 2015-08-25 side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle
Uddannelse i Lean for service- og administrative miljøer
 Uddannelse i Lean for service- og administrative miljøer Lean-basiskursus med særligt fokus på procesoptimering til interne konsulenter og ledere, som har brug for dybere indsigt i værdistrømsanalysen
Uddannelse i Lean for service- og administrative miljøer Lean-basiskursus med særligt fokus på procesoptimering til interne konsulenter og ledere, som har brug for dybere indsigt i værdistrømsanalysen
Om Lean. Per Langaa Jensen, DTU. Projekt Leanus:
 Om Lean Per Langaa Jensen, DTU Lidt historie Begrebet er formuleret i USA I 80 erne Forskningsprogram om automobilindustriens fremtid Sammenfatter erfaringer fra Japansk bilindustri specielt Toyota Toyota
Om Lean Per Langaa Jensen, DTU Lidt historie Begrebet er formuleret i USA I 80 erne Forskningsprogram om automobilindustriens fremtid Sammenfatter erfaringer fra Japansk bilindustri specielt Toyota Toyota
Skab orden og overblik ved hjælp af 5S. - Sortér - Sæt i system - Støv af - Standardisér - Selvdisciplin
 Skab orden og overblik ved hjælp af 5S - Sortér - Sæt i system - Støv af - Standardisér - Selvdisciplin Vi har for lidt plads! Mange sygehuse er opført for år tilbage og ikke dimensioneret til at rumme
Skab orden og overblik ved hjælp af 5S - Sortér - Sæt i system - Støv af - Standardisér - Selvdisciplin Vi har for lidt plads! Mange sygehuse er opført for år tilbage og ikke dimensioneret til at rumme
Modul 4 LEAN support i produktionen
 Modul 4 LEAN support i produktionen Program Dag 1: Opsamling problemløsningsøvelse Den helstøbte ambassadør Kommunikation Situationskort Dag 2: Virksomhedsbesøg Opfølgning og plan for virksomhed Præsentationsteknik
Modul 4 LEAN support i produktionen Program Dag 1: Opsamling problemløsningsøvelse Den helstøbte ambassadør Kommunikation Situationskort Dag 2: Virksomhedsbesøg Opfølgning og plan for virksomhed Præsentationsteknik
Kaizenevent En introduktion til metoden
 : LEANREJSEN - Kaizenevent En introduktion til metoden Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle
: LEANREJSEN - Kaizenevent En introduktion til metoden Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle
Lederens ressourceoptimering
 Lederens ressourceoptimering 44568 5S Sortere Sætte i orden Skure Standardisere Selvdisciplin 1 Derfor skal der indføres 5S Eksempler på forventede resultater ved succesfuld 5S implementering: Reducerede
Lederens ressourceoptimering 44568 5S Sortere Sætte i orden Skure Standardisere Selvdisciplin 1 Derfor skal der indføres 5S Eksempler på forventede resultater ved succesfuld 5S implementering: Reducerede
Audit beskrivelser for PL
 3-4-1 V01 3-4-1 V02 3-4-1 V03 3-4-1 V04 3-4-1 V05 Er der etableret et system til regelmæssig kontrol af processerne? Punktet er opfyldt, hvis der er en synlig regelmæssig måling for processen med acceptgrænser.
3-4-1 V01 3-4-1 V02 3-4-1 V03 3-4-1 V04 3-4-1 V05 Er der etableret et system til regelmæssig kontrol af processerne? Punktet er opfyldt, hvis der er en synlig regelmæssig måling for processen med acceptgrænser.
Kom godt i gang med Lean
 Målet er at skabe et roligt flow uden ventetid og bunker som den grønne bølge b i trafikken Kom godt i gang med Lean Manager Bo Nielsen Rambøll Management 8 trin til forandring 1 Etablering af en oplevelse
Målet er at skabe et roligt flow uden ventetid og bunker som den grønne bølge b i trafikken Kom godt i gang med Lean Manager Bo Nielsen Rambøll Management 8 trin til forandring 1 Etablering af en oplevelse
Lean i administration og salg
 Christina Villefrance Møller DI's Leanmodel 5. sep. 13 Lean i administration og salg Hvorfor er lean interessant for salg? Lean er: At reducere tiden i den samlede proces, der skal føre frem til at opfylde
Christina Villefrance Møller DI's Leanmodel 5. sep. 13 Lean i administration og salg Hvorfor er lean interessant for salg? Lean er: At reducere tiden i den samlede proces, der skal føre frem til at opfylde
5S i produktion. 5S kan trods det simple mål om system og orden skabe markante forbedringer. 5S er typisk et af de første skridt mod Lean.
 5S i produktion 5S er typisk et af de første skridt mod Lean. 5S kan trods det simple mål om system og orden skabe markante forbedringer. side 1 Om Flexkom Lean sparring og konsulenthjælp. Interne kurser
5S i produktion 5S er typisk et af de første skridt mod Lean. 5S kan trods det simple mål om system og orden skabe markante forbedringer. side 1 Om Flexkom Lean sparring og konsulenthjælp. Interne kurser
Adobe full screen = Crtl + L
 Adobe full screen = Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder. Brugerlicensen giver virksomheden
Adobe full screen = Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder. Brugerlicensen giver virksomheden
Introduktion til Standardarbejde
 LEANREJSEN - Introduktion til Standardarbejde Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - Introduktion til Standardarbejde Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
Brugerlicens DI ejer alle rettigheder til denne præsentation
 VSM - Fase 0 Adobe full screen = Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder. Brugerlicensen giver
VSM - Fase 0 Adobe full screen = Crtl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske virksomheder. Brugerlicensen giver
Velkommen til. www.bischoff-academy.dk. The Visible Way. Kursus 1 Lean light. Focus Action Complete Practice. Lean light the best way
 www.bischoff-academy.dk Velkommen til The Visible Way Focus Action Complete Practice www.bischoff-academy.dk, bischoff@bischoff-academy.dk Kursus 1 Lean light Lidt historik Tiden før Lean rigtigt startede
www.bischoff-academy.dk Velkommen til The Visible Way Focus Action Complete Practice www.bischoff-academy.dk, bischoff@bischoff-academy.dk Kursus 1 Lean light Lidt historik Tiden før Lean rigtigt startede
Lean i Arbejdsskadestyrelsen. Flemming Bentzen Kontorchef Rikke Cumberland - Leanmanager
 Lean i Arbejdsskadestyrelsen Flemming Bentzen Kontorchef Rikke Cumberland - Leanmanager Agenda Hvorfor Lean? Lean og Strategi Lean værktøjer Resultater Fremtiden Spørgsmål og debat Hvorfor Lean? New Public
Lean i Arbejdsskadestyrelsen Flemming Bentzen Kontorchef Rikke Cumberland - Leanmanager Agenda Hvorfor Lean? Lean og Strategi Lean værktøjer Resultater Fremtiden Spørgsmål og debat Hvorfor Lean? New Public
Six Sigma gammel vin på nye flasker, eller? Hvorledes træffer man sine valg, når det gælder produktionskoncepter? 08/02/2010 Michael Vaag 1
 Six Sigma gammel vin på nye flasker, eller? Hvorledes træffer man sine valg, når det gælder produktionskoncepter? 08/02/2010 Michael Vaag 1 Indhold Meget kort om Ingeniørhøjskolen i Århus Kvalitet er også
Six Sigma gammel vin på nye flasker, eller? Hvorledes træffer man sine valg, når det gælder produktionskoncepter? 08/02/2010 Michael Vaag 1 Indhold Meget kort om Ingeniørhøjskolen i Århus Kvalitet er også
Strategiudrulning 2 - Opfølgning
 LEANREJSEN - Strategiudrulning 2 - Opfølgning Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - Strategiudrulning 2 - Opfølgning Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
Auditbeskrivelser for SAS
 2-5-4 V01 2-5-4 V02 2-5-4 V03 2-5-4 V04 2-5-4 V05 2-5-4 V06 2-5-4 V07 2-5-4 V08 2-5-4 V09 Er der for administrative opgaver: Opgjort TAKT for den enkelte administrative opgave (ydelse)? Punktet er opfyldt,
2-5-4 V01 2-5-4 V02 2-5-4 V03 2-5-4 V04 2-5-4 V05 2-5-4 V06 2-5-4 V07 2-5-4 V08 2-5-4 V09 Er der for administrative opgaver: Opgjort TAKT for den enkelte administrative opgave (ydelse)? Punktet er opfyldt,
Auditbeskrivelser for TPM
 2-5-3 V01 Udføres vedligeholdelse: Forebyggende på udstyr? Punktet er opfyldt, hvis det kan verificeres, at der udføres forebyggende vedligeholdelse på udstyr. Verifikationen kan opfyldes ved, at der er
2-5-3 V01 Udføres vedligeholdelse: Forebyggende på udstyr? Punktet er opfyldt, hvis det kan verificeres, at der udføres forebyggende vedligeholdelse på udstyr. Verifikationen kan opfyldes ved, at der er
Strategiudrulning. Ledelsens vejledning. DI-version
 DI-version 2013-11-20 Ledelsens vejledning 1-1-1 - STU - Ledelsens Vejledning - 2013-11-2011-20 Alle rettigheder tilhører DI side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
DI-version 2013-11-20 Ledelsens vejledning 1-1-1 - STU - Ledelsens Vejledning - 2013-11-2011-20 Alle rettigheder tilhører DI side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle rettigheder
Strategiudrulning 2 - Opfølgning
 LEANREJSEN - Strategiudrulning 2 - Opfølgning Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
LEANREJSEN - Strategiudrulning 2 - Opfølgning Adobe full screen: Ctrl + L Brugerlicens DI ejer alle rettigheder til denne præsentation For filer i formatet Adobe giver DI en brugerlicens til alle danske
Auditbeskrivelser for Kanban
 2-4-1 V01 Anvendes kanban for: 80% af værdien af indkøbte materialer i området (A-varer)? indkøbte materialer, der er A-varer. Hvis der er enkelte undtagelser, er punktet stadig opfyldt. Hvis varernes
2-4-1 V01 Anvendes kanban for: 80% af værdien af indkøbte materialer i området (A-varer)? indkøbte materialer, der er A-varer. Hvis der er enkelte undtagelser, er punktet stadig opfyldt. Hvis varernes
INDUSTRIENS LEAN-KØREKORT. Forretningsforståelse gennem brug værdistrømanalyse
 INDUSTRIENS LEAN-KØREKORT Forretningsforståelse gennem brug værdistrømanalyse Program LEAN kørekortet og værdistrømanalyse Værdistrømanalyse med svømmebaner Formål med værdistrømanalyse Før værdistrømanalyse
INDUSTRIENS LEAN-KØREKORT Forretningsforståelse gennem brug værdistrømanalyse Program LEAN kørekortet og værdistrømanalyse Værdistrømanalyse med svømmebaner Formål med værdistrømanalyse Før værdistrømanalyse
Du kan håndtere værktøjerne: Tavlemøder 5S Standardisering Værdistrømsanalyser TPM Kanban
 PROGRAM for: En uddannelse med certificering og kombineret teori og implementering på konkrete bedrifter med mulighed for professionel supervision. Med denne uddannelse får du mulighed for at kombinere
PROGRAM for: En uddannelse med certificering og kombineret teori og implementering på konkrete bedrifter med mulighed for professionel supervision. Med denne uddannelse får du mulighed for at kombinere
Agenda. Hvad er LEAN 5S - LEGO Tavle og tavlemøder
 Agenda Hvad er LEAN 5S - LEGO Tavle og tavlemøder Hvad er LEAN? LEAN principper: Specificer, hvad der skaber værdi for kunden. Identificer værdistrømme, og fjern ikke-værdiskabende aktiviteter. Skab flow
Agenda Hvad er LEAN 5S - LEGO Tavle og tavlemøder Hvad er LEAN? LEAN principper: Specificer, hvad der skaber værdi for kunden. Identificer værdistrømme, og fjern ikke-værdiskabende aktiviteter. Skab flow
Lean. Af Janni Nielsen & Rasmus Bukkehave. Forsvar af speciale: 27. februar 2007. - Fasthold forbedringer & løbende forbedringer
 Lean - Fasthold forbedringer & løbende forbedringer Forsvar af speciale: 27. februar 2007 Af Janni Nielsen & Rasmus Bukkehave 1 Agenda Introduktion Rapports anbefalinger Input fra Toyota i Bruxelles Kulturelle
Lean - Fasthold forbedringer & løbende forbedringer Forsvar af speciale: 27. februar 2007 Af Janni Nielsen & Rasmus Bukkehave 1 Agenda Introduktion Rapports anbefalinger Input fra Toyota i Bruxelles Kulturelle
Tips og Tricks fra rejseholdene nr. 1
 Tips og Tricks fra rejseholdene nr. 1 Principper for optimering af arbejdsgange I samtlige kommuner, hvor Rejseholdene har arbejdet med at beskrive og forbedre arbejdsgangen for udarbejdelse af husdyrgodkendelser,
Tips og Tricks fra rejseholdene nr. 1 Principper for optimering af arbejdsgange I samtlige kommuner, hvor Rejseholdene har arbejdet med at beskrive og forbedre arbejdsgangen for udarbejdelse af husdyrgodkendelser,
Velkommen til. Lær at se lean som metode til udvikling i køkkenet! Ulla Lundstrøm 41 89 04 27 ulm@bdo.dk INDLEVELSE SKABER UDVIKLING
 Velkommen til Lær at se lean som metode til udvikling i køkkenet! Ulla Lundstrøm 41 89 04 27 ulm@bdo.dk Forudsætninger for udvikling Viden Handle Reflektere Sætte fokus! Vurdere erfaring Fordele ved lean
Velkommen til Lær at se lean som metode til udvikling i køkkenet! Ulla Lundstrøm 41 89 04 27 ulm@bdo.dk Forudsætninger for udvikling Viden Handle Reflektere Sætte fokus! Vurdere erfaring Fordele ved lean
Viden, værdi og samspil
 Viden, værdi og samspil Lean for svin hvorfor bruge Lean? Merete Lehmann Andersen Hvad kan Lean? Øge effektiviteten Færre fejl Mindre spild Frigøre tid til at blive endnu bedre Inddragelse af medarbejderne
Viden, værdi og samspil Lean for svin hvorfor bruge Lean? Merete Lehmann Andersen Hvad kan Lean? Øge effektiviteten Færre fejl Mindre spild Frigøre tid til at blive endnu bedre Inddragelse af medarbejderne
Økonomi og arbejdsmiljø
 Økonomi og arbejdsmiljø Produktivitet, kvalitet og arbejdsmiljø Jan Toft Rasmussen Dansk Metal Produktivitet, kvalitet og arbejdsmiljø Industriens Branchearbejdsmiljøråd PKA-værktøjets formål Virksomhedens
Økonomi og arbejdsmiljø Produktivitet, kvalitet og arbejdsmiljø Jan Toft Rasmussen Dansk Metal Produktivitet, kvalitet og arbejdsmiljø Industriens Branchearbejdsmiljøråd PKA-værktøjets formål Virksomhedens
Lean Six Sigma i service
 Hvorfor du både bør anvende og i procesoptimering i servicevirksomheder Lene Tolstrup Christensen & Rune Josefsen, Kvalitor København 2007 Introduktion Vi kender alle historierne om store internationale
Hvorfor du både bør anvende og i procesoptimering i servicevirksomheder Lene Tolstrup Christensen & Rune Josefsen, Kvalitor København 2007 Introduktion Vi kender alle historierne om store internationale
Reduktion af arbejdskapitalen
 Leanrejsen 03. maj. 11 Leanrejsen Formål med lean Reduktion af arbejdskapitalen (Lagre + kredit til kunder - kredit fra leverandører) 2 1 Formål med lager Lager bruges til at sikre leveringer ved skift
Leanrejsen 03. maj. 11 Leanrejsen Formål med lean Reduktion af arbejdskapitalen (Lagre + kredit til kunder - kredit fra leverandører) 2 1 Formål med lager Lager bruges til at sikre leveringer ved skift
LEAN i stor skala. Patientoplevet kvalitet DSKS 10 01 2015
 LEAN i stor skala Patientoplevet kvalitet DSKS 10 01 2015 Baggrund Driftsledelse Budgetoverholdelse Fagligledelse Høj Kvalitet Høj Produktivitet Begrænset ledelsesrum Andre sætter dagsorden Defensiv adfærd
LEAN i stor skala Patientoplevet kvalitet DSKS 10 01 2015 Baggrund Driftsledelse Budgetoverholdelse Fagligledelse Høj Kvalitet Høj Produktivitet Begrænset ledelsesrum Andre sætter dagsorden Defensiv adfærd
Øget produktivitet. med it-støttede arbejdsprocesser. Med inspiration fra Lean-værktøjskassen. Manager Bo Nielsen bni@r-m.com, +45 29 48 82 74
 Øget produktivitet med it-støttede arbejdsprocesser Med inspiration fra Lean-værktøjskassen Manager Bo Nielsen bni@r-m.com, +45 29 48 82 74 Management Consulting Forandringens dilemma nye it-systemer gør
Øget produktivitet med it-støttede arbejdsprocesser Med inspiration fra Lean-værktøjskassen Manager Bo Nielsen bni@r-m.com, +45 29 48 82 74 Management Consulting Forandringens dilemma nye it-systemer gør
5S Orden og ryddelighed. Georg Jensen, Hjørring, 2009
 5S Orden og ryddelighed Georg Jensen, Hjørring, 2009 x x x x x x 5S- orden og ryddelighed 2 5S handler om at indrette sin arbejdsplads på den mest hensigtsmæssige måde 1S - Sortér 2S - Systematisér Japanske
5S Orden og ryddelighed Georg Jensen, Hjørring, 2009 x x x x x x 5S- orden og ryddelighed 2 5S handler om at indrette sin arbejdsplads på den mest hensigtsmæssige måde 1S - Sortér 2S - Systematisér Japanske
Hvordan skaber vi gode resultater?
 Hvordan skaber vi gode resultater? Hvor gode er vi? LEDERNES NETVÆRK I NORDEN Fredag, den 4. maj 2012 1 Agenda Hvem er 2improve Hvad skaber gode resultater? Hvordan takler vi fremtidens udfordringer? Hvilke
Hvordan skaber vi gode resultater? Hvor gode er vi? LEDERNES NETVÆRK I NORDEN Fredag, den 4. maj 2012 1 Agenda Hvem er 2improve Hvad skaber gode resultater? Hvordan takler vi fremtidens udfordringer? Hvilke
Workshops til Vækst. - Modul 4: Intern indsigt. Indholdsfortegnelse
 Workshops til Vækst - Modul 4: Intern indsigt Indholdsfortegnelse Mentale modeller... 2 Samarbejdskort SKABELON... 3 Kompetencer SKABELON... 4 Den samarbejdende organisation... 5 Praktiske forberedelser...
Workshops til Vækst - Modul 4: Intern indsigt Indholdsfortegnelse Mentale modeller... 2 Samarbejdskort SKABELON... 3 Kompetencer SKABELON... 4 Den samarbejdende organisation... 5 Praktiske forberedelser...
Lean Six Sigma Green Belt-uddannelse
 Lean Six Sigma Green Belt-uddannelse For dig der har lyst til at gennemføre et Lean Six Sigma DMAIC-projekt på en konkret problemstilling i egen organisation 1 Dit udbytte En Lean Six Sigma Green Belt-uddannelse
Lean Six Sigma Green Belt-uddannelse For dig der har lyst til at gennemføre et Lean Six Sigma DMAIC-projekt på en konkret problemstilling i egen organisation 1 Dit udbytte En Lean Six Sigma Green Belt-uddannelse
LEAN. Et lykkeligt liv er det som leves i overensstemmelse med ens inderste natur Lucius Annaeus Seneca. Niels Fester Compass Lean Akademi
 LEAN Et lykkeligt liv er det som leves i overensstemmelse med ens inderste natur Lucius Annaeus Seneca Niels Fester Compass Lean Akademi LEAN HISTORIE Bog nr. 1 1990 Bog nr. 2 1996 Prof. Dan Jones University
LEAN Et lykkeligt liv er det som leves i overensstemmelse med ens inderste natur Lucius Annaeus Seneca Niels Fester Compass Lean Akademi LEAN HISTORIE Bog nr. 1 1990 Bog nr. 2 1996 Prof. Dan Jones University
Lean Six sigma black belt Uddannelse - 13 dage
 Lean Six sigma black belt Uddannelse - 13 dage Lean Six Sigma Projektleder Lean Leder Service Support Administration Produktion Support produktion IT og Udvikling Forretningsudvikling Udvikling Akkrediteret
Lean Six sigma black belt Uddannelse - 13 dage Lean Six Sigma Projektleder Lean Leder Service Support Administration Produktion Support produktion IT og Udvikling Forretningsudvikling Udvikling Akkrediteret
SKAB EN FORBEDRINGSKULTUR
 SKAB EN FORBEDRINGSKULTUR ØG KVALITETEN OG SPAR TID LEAN MANAGER FINANS ARBEJD MERE EFFEKTIVT, ØG DIN TRIVSEL OG KUNDERNES TILFREDSHED Finansielle virksomheder har færre ressourcer til at løse stadigt
SKAB EN FORBEDRINGSKULTUR ØG KVALITETEN OG SPAR TID LEAN MANAGER FINANS ARBEJD MERE EFFEKTIVT, ØG DIN TRIVSEL OG KUNDERNES TILFREDSHED Finansielle virksomheder har færre ressourcer til at løse stadigt
LEAN. Et lykkeligt liv er det som leves i overensstemmelse med ens inderste natur Lucius Annaeus Seneca. Niels Fester Compass Lean Akademi
 LEAN Et lykkeligt liv er det som leves i overensstemmelse med ens inderste natur Lucius Annaeus Seneca Niels Fester Compass Lean Akademi Lean Historie Bog nr. 1 1990 Bog nr. 2 1996 Prof. Dan Jones University
LEAN Et lykkeligt liv er det som leves i overensstemmelse med ens inderste natur Lucius Annaeus Seneca Niels Fester Compass Lean Akademi Lean Historie Bog nr. 1 1990 Bog nr. 2 1996 Prof. Dan Jones University
Workshops til Vækst. - Modul 3: Eksternt fokus. Indholdsfortegnelse
 Workshops til Vækst - Modul 3: Eksternt fokus Indholdsfortegnelse Workshops til Vækst... 1 Eksternt fokus... 2 Praktiske forberedelser... 3 Mentale modeller... 5 Indbydelse... 6 Program... 7 Opsamling
Workshops til Vækst - Modul 3: Eksternt fokus Indholdsfortegnelse Workshops til Vækst... 1 Eksternt fokus... 2 Praktiske forberedelser... 3 Mentale modeller... 5 Indbydelse... 6 Program... 7 Opsamling
Lean Six Sigma Green Belt-uddannelse. For dig der har lyst til at afprøve Lean Six Sigma-metoden på en konkret problemstilling i egen organisation.
 Lean Six Sigma Green Belt-uddannelse For dig der har lyst til at afprøve Lean Six Sigma-metoden på en konkret problemstilling i egen organisation. 1 Dit udbytte En Lean Six Sigma Green Belt-uddannelse
Lean Six Sigma Green Belt-uddannelse For dig der har lyst til at afprøve Lean Six Sigma-metoden på en konkret problemstilling i egen organisation. 1 Dit udbytte En Lean Six Sigma Green Belt-uddannelse
Lean Six Sigma Green Belt til Black Belt-uddannelsen
 For dig, der arbejder med meget komplekse problemstillinger og derfor har behov for et højt kompetenceniveau til at udføre komplekse forbedringsprojekter, der involverer store mængder data og forandringsledelse.
For dig, der arbejder med meget komplekse problemstillinger og derfor har behov for et højt kompetenceniveau til at udføre komplekse forbedringsprojekter, der involverer store mængder data og forandringsledelse.
Lean Six Sigma Black Belt-uddannelse
 Lean Six Sigma For dig, der arbejder med meget komplekse problemstillinger og derfor har behov for et højt kompetenceniveau til at udføre komplekse forbedringsprojekter, der involverer store mængder data
Lean Six Sigma For dig, der arbejder med meget komplekse problemstillinger og derfor har behov for et højt kompetenceniveau til at udføre komplekse forbedringsprojekter, der involverer store mængder data
Fokus på. forbedringer. En praktisk guide til samarbejde i virksomheden og flow på byggepladsen
 Fokus på forbedringer En praktisk guide til samarbejde i virksomheden og flow på byggepladsen SÅDAN BRUGER I GUIDEN Denne guide hjælper jer i gang med at skabe fokus på forbedringer. For at få succes skal
Fokus på forbedringer En praktisk guide til samarbejde i virksomheden og flow på byggepladsen SÅDAN BRUGER I GUIDEN Denne guide hjælper jer i gang med at skabe fokus på forbedringer. For at få succes skal
Hvorfor den Syddanske Forbedringsmodel
 Storbymøde, Dansk Sygeplejeråd, Odense 21. juni 2018 Hvorfor den Syddanske Forbedringsmodel Arne Poulstrup Kommitteret, læge, Ph.d. Fremtidens rammevilkår fordrer nytænkning! Ydre udfordringer: Der vil
Storbymøde, Dansk Sygeplejeråd, Odense 21. juni 2018 Hvorfor den Syddanske Forbedringsmodel Arne Poulstrup Kommitteret, læge, Ph.d. Fremtidens rammevilkår fordrer nytænkning! Ydre udfordringer: Der vil
Visuel Ledelse i udviklingsprojekter
 Visuel Ledelse 23. nov. 10 Visuel Ledelse i udviklingsprojekter Visuel planlægning og styring af udviklingsprojekter Visuelle midler Lean i udviklingsafdelingen Lean i mødekulturen Etablering af fælles
Visuel Ledelse 23. nov. 10 Visuel Ledelse i udviklingsprojekter Visuel planlægning og styring af udviklingsprojekter Visuelle midler Lean i udviklingsafdelingen Lean i mødekulturen Etablering af fælles
PROCESKONFIRMERING! - hvordan du som leder kan facilitere løbende forbedring og fastholde en standard!
 PROCESKONFIRMERING - hvordan du som leder kan facilitere løbende forbedring og fastholde en standard Proceskonfirmering er ikke et udbredt fænomen i danske virksomheder, hvilket kan skyldes, at det minder
PROCESKONFIRMERING - hvordan du som leder kan facilitere løbende forbedring og fastholde en standard Proceskonfirmering er ikke et udbredt fænomen i danske virksomheder, hvilket kan skyldes, at det minder
Lektionsplan for Industriens LEAN-kørekort
 Lektionsplan for Industriens LEAN-kørekort 1 Dag 1: Modul 1 40658 Produktionsoptimering for operatører vha. LEAN 1,0 dag Deltageren kan i samarbejde med andre faggrupper planlægge og prioritere LEAN produktionsoptimering.
Lektionsplan for Industriens LEAN-kørekort 1 Dag 1: Modul 1 40658 Produktionsoptimering for operatører vha. LEAN 1,0 dag Deltageren kan i samarbejde med andre faggrupper planlægge og prioritere LEAN produktionsoptimering.
Lean Administration 5S-Audit
 Lean Administration S-Audit Praktisk auditeringsskema. Praktisk betyder at skemaet er udviklet til at blive udfyldt under audit. Point tælles op på stedet og overføres omgående til måleskema. Intet regneark
Lean Administration S-Audit Praktisk auditeringsskema. Praktisk betyder at skemaet er udviklet til at blive udfyldt under audit. Point tælles op på stedet og overføres omgående til måleskema. Intet regneark