Hvad er C-akse egentlig? 2. Værktøjsholdere 3. Koblingssystemer 4. Værktøjsopmåling 5. C-akse programmering 6. Bolthulcirkel 6.
|
|
|
- Gregers Hedegaard
- 8 år siden
- Visninger:
Transkript
1 INDHOLDSFORTEGNELSE Hvad er C-akse egentlig? 2 Værktøjsholdere 3 Koblingssystemer 4 Værktøjsopmåling 5 C-akse programmering 6 Bolthulcirkel 6 Not-fræsning 6 Spiral fræsning 7 Boring med udspåning aksialt 8 Fræsning af spor i endefladen med brug af C-akse 9 Planvalg på CNC maskine 10 Konturfræsning med C-akse 11 Radiuskompensering 13 Opgave 1 14 Opgave 2 15 Problemløsning på Haas med C-akse 16

2 Hvad er C-akse egentlig? På de tidligere kurser eller gennem din erhvervserfaring, har du beskæftiget dig med almindelig drejning til at fremstille kontur, stik og gevind indvendigt og udvendigt. Disse bearbejdninger kan fremstilles på alle almindelige CNC drejebænke, og kræver kun bevægelse i X og Z aksen, samt en roterende patron hvori emnet er fastspændt. Det særlige ved CNC drejebænke med C-akse er, at patronen nu kan styres i rotationen, enten i grader eller som polære koordinater (ligesom en CNC fræsemaskine) altså i lige linjer og buer. C-aksen er en roterende bevægelse over Z-aksen Ved at kunne styre den roterende bevægelse over Z-aksen, og samtidig have mulighed for at sætte roterende værktøjer i maskinens værktøjsrevolver, giver det mulighed for at udføre fræse, bore og gevindskære operationer på emnet i maskinen. Der er dog den begrænsning, at værktøjets midt-akse altid vil være over maskinens centerlinje, enten parallelt eller vinkelret alt efter holder type. Se illustration ved værktøjsholdere. side 2 / 16

3 Værktøjsholdere De to grundholder typer er den radiale holder til venstre, og den aksiale holder til højre. Aksial = parallel med Z-aksen Radial = vinkelret på Z-aksen Ved brug af den radiale holder skal man som operatør være meget opmærksom på, om der er gearudveksling i holderen, da dette kan give en anden omløbsretning end forventet!!! Altså en M133 kan give en rotation mod uret!! Og derved ødelægge emne og værktøj. Vær altid opmærksom på dette ved indkøring af program, hvor der bruges radial holder, da det ikke umiddelbart kan ses på holderen. Prøv evt. at starte værktøjet med 150 o/min i MDI mode, da det hurtigt vil kunne ses, om det skærende værktøj drejer den rigtige vej rundt. På en Haas maskine skal der vælges MDI. Vælg MDI Tastes: M133 P150 Write/Enter Tryk Cyklus Start (Husk døren skal være lukket) side 3 / 16

4 Koblingssystemer Som operatør er det vigtigt, at man kontrollerer hvilket koblingssystem der bruges på den enkelte maskine. De mest udbredte systemer er: DIN 1809 (Dublomatic) DIN 5480 DIN 5482 STEPPED-(Findes i flere varianter alt efter maskinproducent) BMT55 Her vist DIN 5482 kobling Udover selve koblingen, skal man også være helt sikker på at længden (X) på selve drivakslen bagud af VDI holderen er rigtig. Selv ved forskellige maskiner fra samme fabrikant, kan denne længde variere!!. Er akslen for lang kan man beskadige både værktøj og maskine. Er længden for kort, vil det roterende værktøj ikke køre rundt, og dermed beskadige emne og værktøj! side 4 / 16

5 Værktøjsopmåling side 5 / 16

6 C-akse programmering CNC drejebænke med C-akse giver mulighed for at bore huller, gevindskære med tap og fræse kontur på emnet, samt gravere i emnet. C-aksen har som alle andre akser et nulpunkt C 0, eller G28 H0. Programmeres der med brug af C programmeres der absolutte værdier fra C0. Inkrementelle værdier på spindlen gives med en H værdi. Normalt programmeres boring af huller i polære koordinater, det vil sige, at der programmeres en X- værdi og en C-værdi. X-værdien er hulcirklens diameter og C-værdien er vinklen på hullerne. Bolthulcirkel Hvis der skal bores 4 huller i en flange kan hullerne placeres på følgende måde. G98 (Tilspænding i mm/min) M154 (Tilkobling af C-akse) M113 P2500 (Start af roterende værktøj) G00 Z2. C0. G00 X100. (Delediameter) G81 Z-10. R2. F150. C90. C180. C270. G80 M155 (Frakobling af C-akse) M135 (Stop roterende spindel) Not-fræsning Ved not-fræsning skal man være opmærksom på at X programmeres i diametermål. I følgende eksempel kan du se, hvordan et notspor programmeres. G98 (Tilspænding i mm/min) M154 (Tilkobling af C-akse) M113 P2500 (Start af roterende værktøj, husk at kontrollere værktøjets omløbsretning) G00 Z-15. C0. G00 X35. (Sikkerhedsafstand 2.5mm) G1 X20. F50. G01 Z-45. F150. G01 X35. M155 (Frakobling af C-akse) M135 (Stop roterende spindel) side 6 / 16
 M154 (Tilkobling af C-akse) M113 P2500 (Start af roterende værktøj) G00 Z2.")
7 Spiral fræsning Skal der laves et snoet spor kan sporets længde programmeres i Z, og antallet af omgange der skal køres programmeres i C. Eksempelvis: G00 X50. Z10. G01 Z-30. C720. (Her er det to omgange fordelt over 40mm) Det viste eksempel vil give en spiral med en stigning på 20mm pr. omgang. Bemærk dette stykke er plant i bunden (Radius af fræser) Hvis der samtidig gives et nyt X mål i linjen med C-aksebevægelsen, laves der et konisk spiralspor. Ved brug af radiale værktøjer skal det altid holdes godt øje med det drivende værktøj, da værktøjsholderen kommer længere ind i Z retningen end værktøjet!! Pas på ikke at lave indekseringer med patronen hvis du er mellem kløerne med værktøjet, dette vil give ret store skader på værktøj og maskine!! side 7 / 16

8 Boring med udspåning aksialt T505 G19 (Planvalg YZ Plan) G98 (Tilspænding i mm/min) M154 G97 P1500 M133 G00 G54 X85. C0. Z10. M08 G00 Z-15. G19 G75 X50. I5. F100. (Udspåning hver 5mm) G00 C45. G19 G75 X50. I5. G00 C180. G19 G75 X50. I5. G00 G80 M09 G18 (Planvalg XZ plan, normalt til drejning) G99 (Tilspænding i mm pr. omdrejning) M135 M155 HUSK AT SKIFTE TILBAGE TIL G18 og G99 side 8 / 16

9 Fræsning af spor i endefladen med brug af C-akse G98 (Tilspænding i mm/min) M154 (Tilkobling af C-akse) M113 P2500 (Start af roterende værktøj) G00 Z2. C0. G00 X80. (Start punkt ) G01 X40. F150. G01 C270. G01 X80. M155 (Frakobling af C-akse) M135 (Stop roterende spindel) OBS OBS Når der fræses ind i endeflade, beregnes tilspændingen på C-aksen ud fra værdien i Setting 102 på en Haas maskine. Denne setting kan være mellem 25.4 og Hvis ikke andet er sat, beregnes tilspændingen ud fra en standard diameter på 25.4 (Setting 102 må ikke være mindre end 25.4). Denne setting bør altid kontrolleres inden fræsning, hvor C-aksen programmeres polært. side 9 / 16

10 Planvalg på CNC maskine CNC maskinen skal vide hvilket plan, der skal laves kontur i, når der programmeres. Dette vælges med en G-kode. Normalt er fræsning G17 da der programmeres i XY koordinater, og alle linjer og buer ligger i dette plan. Normalt er drejning G18 da konturen programmeres i XZ koordinater. Da man med C-akse kan fræse kontur med et drevet værktøj, får man også brug for at kunne skifte bearbejdningsplan til XY (G17). Ved at skifte plan til G17 kan C-aksen programmeres som en almindelig fræsemaskine. Bemærk at mange C-akse maskiner ikke har så meget effekt, og ikke er så stabile som en fræsemaskine. Det kan derfor være nødvendigt, at dele spånerne op og tage en sletspån til sidst for at overholde mål og geometriske tolerancer. side 10 / 16

11 Konturfræsning med C-akse Da det vil være noget besværligt at programmere i X og C, hvis der skal laves kontur har de fleste C- akse maskiner også en nemmere måde at udføre denne programmering på. G112 giver mulighed for at programmere i X-Y koordinater som på en almindelig fræsemaskine. Koden omsætter de programmerede cartetiske koordinater til de polære koordinater som maskinen arbejder med, uden operatøren skal tænke mere over det. Ved brug af G112 får man mulighed for at bruge radius kompensering på det roterende værktøj. G113 afslutter den cartetiske programmering. Efter G113 skifter maskinen tilbage til almindelig polær programmering (X-C) Når der skal programmeres kontur med cartetiske koordinater, skal man huske at skifte plan til G17, og så derefter skifte til cartetisk programmering med G112. Da man normalt ikke har meget effekt på C-aksen, vil det ofte være en fordel at bruge medfræsning. Det vil sige at udvendig kontur bør køres med uret rundt. side 11 / 16

12 N110 T1010 (10mm endefræser) N120 G54 N130 M154 N140 G97 P2500 M133 N150 G00 Z2. M8 N160 G00 X35. N170 G01 G98 Z-10. F75. N180 G17 (Planvalg) N190 G112 (Cartetisk programmering) N200 G1 G41 X5. Y0. N210 G01 X5. Y5. N220 G01 X-5. Y5. N230 G01 X-5. Y-5. N240 G01 X5. Y-5. N250 G01 X5. Y0. N260 G01 G40 X17.5 (G40 skal komme inden G113) N270 G00 Z2. N280 G113 (Polær programmering) N290 G18 (Planvalg) N300 M9 N310 M155 N320 M135 N330 G28 U0. N340 G28 W0. H0. N350 M30 N160 N200 N210 N220 N230 N240 N250 N260 side 12 / 16
 N290 G18 (Planvalg) N300 M9 N310 M155 N320 M135 N330 G28 U0. N340 G28 W0. H0.")
. Det vil sige at alle X mål er i diametermål.")
13 Radiuskompensering Når der ved aksialfræsning bruges radiuskompensering, skal der som ved anden drejning og fræsning bruges G41 og G42 samt G40 for at annullere. Når man bevæger sig mod emnet, er man normalt i polær programmerings mode(x-c). Det vil sige at alle X mål er i diametermål. Når man som i eksemplet nedenfor vil bevæge sig til en given startposition 2mm uden for emnets diameter, skal man huske at værktøjets størrelse skal tænkes som 2 gange radius. Skiftes der til værktøj med større diameter, skal der altid regnes efter, om der stadig er frit til emnet, da der ellers vil være kollision med emnet. Efter skift til G112 vil der skulle programmeres i XY koordinater: Normalt vil det være en fordel at bruge radiuskompencering på værktøjet. Husk at tooltip skal være 0, og radius skal indgives i tooloffset. En 12mm endefræser som bruges til flade fræsning på en Ø40 aksel, skal positioneres til X56. for at være 2mm fri af emnet. side 13 / 16

14 Opgave 1 side 14 / 16

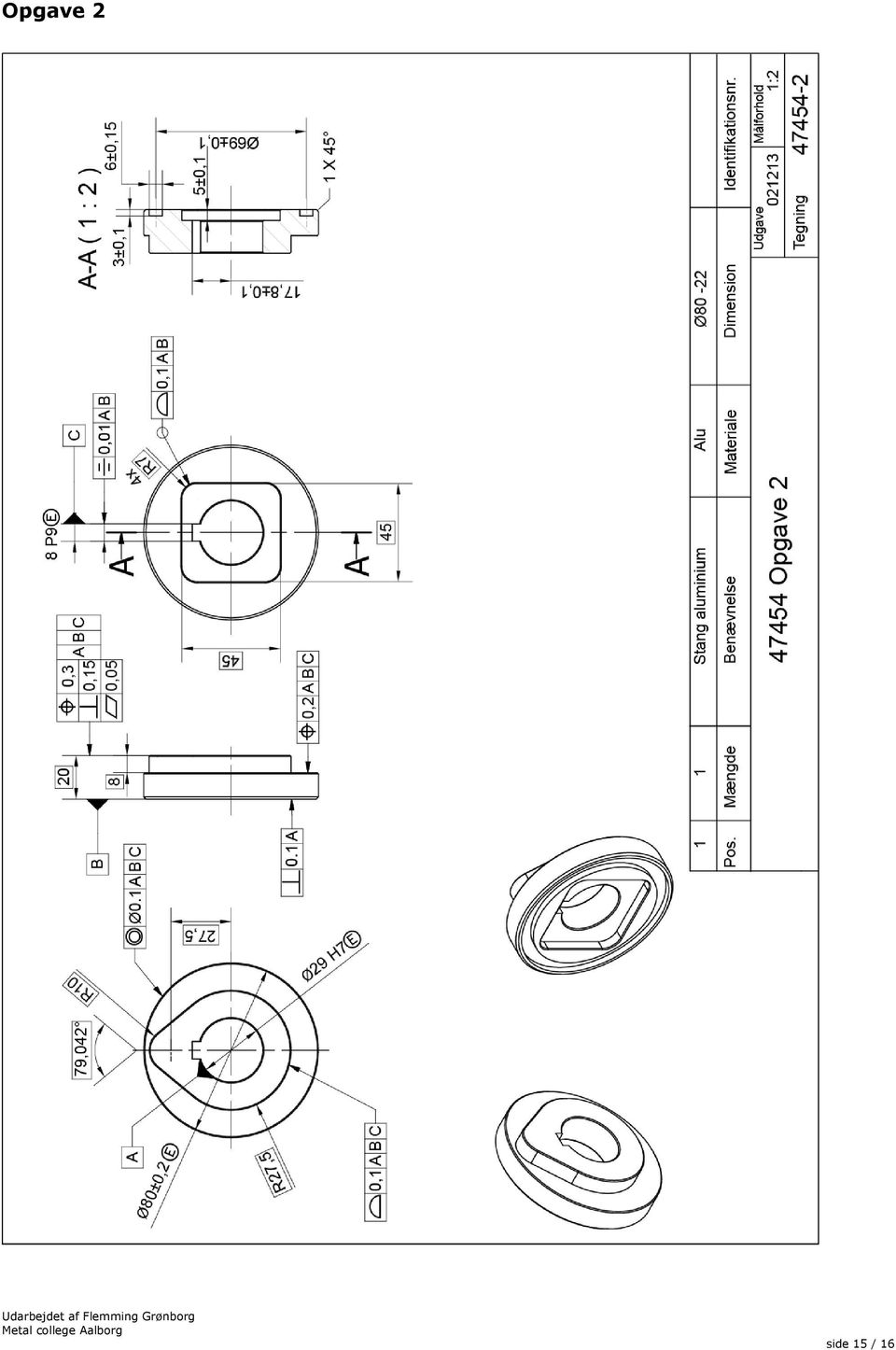
15 Opgave 2 side 15 / 16
16 Problemløsning på Haas med C-akse Der er programmeret en G81/G82/G83 hvor der bores aksialt: Der er ingen tilspænding i Z retningen. Tjek at der er en G98 inden cyklus, og feed i mm f.eks F150. Maskinen går i alarm. Tjek Parameter 315 Bit 1 (NO SPINDEL CAN CYCLE) Der er programmeret polærfræsning: Fræseværktøjet bevæger sig langsomt Tjek Setting 102 skal være lig med den diameter der fræses. Fræseværktøjet bevæger sig for hurtigt Tjek Setting 102 skal være lig med den diameter der fræses. Der skal fræses flere buer Skift til G112 og programmer cartetisk programmering. Der er programmeret M133: Værktøjet kører ikke rundt Værktøjet kører den forkerte vej rundt Værktøjet kører ikke rundt Tjek at omdrejningstallet er sat som P f.eks P1500 Tjek om værktøjet har udveksling, skift til M134 Forkert længde på kobling side 16 / 16

CNC drejning med C-akse AMU nr.: 47454
 CNC drejning med C-akse AMU nr.: INDHOLDSFORTEGNELSE Forord 3 Hvad er C-akse egentligt? 4 Værktøjsholdere 5 Koblingssystemer 6 Værktøjsopmåling 7 C-akse programmering 8 Bolthulcirkel 8 Not-fræsning 8 Spiral
CNC drejning med C-akse AMU nr.: INDHOLDSFORTEGNELSE Forord 3 Hvad er C-akse egentligt? 4 Værktøjsholdere 5 Koblingssystemer 6 Værktøjsopmåling 7 C-akse programmering 8 Bolthulcirkel 8 Not-fræsning 8 Spiral
Fremstilling af værktøjskomponenter Fræsning. AMU nr
 Fremstilling af værktøjskomponenter Fræsning AMU nr. 47611 INDHOLDSFORTEGNELSE Forord 2 Koordinatsystemet. 3 3D koordinatsystem 3 De fire kvadranter 4 Koordinat øvelse. 4 Emnenulpunkt. 5 Værktøjslængde
Fremstilling af værktøjskomponenter Fræsning AMU nr. 47611 INDHOLDSFORTEGNELSE Forord 2 Koordinatsystemet. 3 3D koordinatsystem 3 De fire kvadranter 4 Koordinat øvelse. 4 Emnenulpunkt. 5 Værktøjslængde
Fremstilling af værktøjskomponenter Drejning. AMU nr
 Fremstilling af værktøjskomponenter Drejning AMU nr. 47597 INDHOLDSFORTEGNELSE Forord 3 Koordinatsystemet på en CNC drejebænk 4 Oversigt over de mest brugte G koder og M koder 7 Værktøjs geometri og opmåling
Fremstilling af værktøjskomponenter Drejning AMU nr. 47597 INDHOLDSFORTEGNELSE Forord 3 Koordinatsystemet på en CNC drejebænk 4 Oversigt over de mest brugte G koder og M koder 7 Værktøjs geometri og opmåling
Eksempel på CNC-fræseprogram
 Industrieknologi ræsning Eksempel på CC-fræseprogram Eksempel på CC-fræseprogram I det følgende gennemgås et eksempel på fremstilling af et CC-fræseprogram til en VP2000-fræser med Siemensstyring. CC-programmet
Industrieknologi ræsning Eksempel på CC-fræseprogram Eksempel på CC-fræseprogram I det følgende gennemgås et eksempel på fremstilling af et CC-fræseprogram til en VP2000-fræser med Siemensstyring. CC-programmet
CNC drejning med C-akse, avanceret (2-sidet) AMU nr.:47455
 AMU nr.:47455") CNC drejning med C-akse, avanceret (2-sidet) AMU nr.: INDHOLDSFORTEGNELSE Forord 3 Opretning af radiale C-akse værktøjer 4 Drejning med pinolstøtte 5 Drejning mellem pinoler 6 Valg af værktøj ved pinoldrejning
CNC drejning med C-akse, avanceret (2-sidet) AMU nr.: INDHOLDSFORTEGNELSE Forord 3 Opretning af radiale C-akse værktøjer 4 Drejning med pinolstøtte 5 Drejning mellem pinoler 6 Valg af værktøj ved pinoldrejning
Betjeningsvejledning. For HAAS SL20
 Betjeningsvejledning For HAAS SL20 Maskinspecifikationer for M122, HAAS SL20 Aksevandring X-aksen 215 mm Z-aksen 508 mm Arbejdsrum Sving over vangen Ø 584 mm Sving over tværslæden Ø 241 mm Afstand mellem
Betjeningsvejledning For HAAS SL20 Maskinspecifikationer for M122, HAAS SL20 Aksevandring X-aksen 215 mm Z-aksen 508 mm Arbejdsrum Sving over vangen Ø 584 mm Sving over tværslæden Ø 241 mm Afstand mellem
AMU, maskin og værktøj Produktionstekniske Beregninger for CNC Kursusnummer 44821
 AMU, maskin og værktøj Produktionstekniske Beregninger for CNC Kursusnummer 44821 Udviklet af EUCSyd, Sønderborg AMU, maskin og værktøj Produktionstekniske beregninger for CNC Målgruppe: Uddannelsen henvender
AMU, maskin og værktøj Produktionstekniske Beregninger for CNC Kursusnummer 44821 Udviklet af EUCSyd, Sønderborg AMU, maskin og værktøj Produktionstekniske beregninger for CNC Målgruppe: Uddannelsen henvender
AMU, maskin og værktøj. CNC-Drejeteknik, Operatør. Kursusnummer Udviklet af EUCSyd, Sønderborg 1
 CNC-Drejeteknik, Operatør Kursusnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 CNC-værktøjsmaskinen... 4 Koordinatsystemet... 5 Øvelse
CNC-Drejeteknik, Operatør Kursusnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 CNC-værktøjsmaskinen... 4 Koordinatsystemet... 5 Øvelse
EMCO PC MILL 300. Med pil-tasterne (C) kan man bladre i de forskellige menuer og derved navigere.
 kan man bladre i de forskellige menuer og derved navigere.") EMCO PC MILL 300 Denne fræser har en Siemensstyring af typen Sinumerik 840D. Den har et display med forskellige trykknapper soft keys, et keyboard og en mus. Siemensstyringen på denne maskine er baseret
EMCO PC MILL 300 Denne fræser har en Siemensstyring af typen Sinumerik 840D. Den har et display med forskellige trykknapper soft keys, et keyboard og en mus. Siemensstyringen på denne maskine er baseret
AMU, maskin og værktøj CNC-teknik Kursusnummer 45186
 CC-teknik Kursusnummer 45186 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Historisk tilbageblik... 4 rincippet i en cnc-styring... 5 Tallinien...
CC-teknik Kursusnummer 45186 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Historisk tilbageblik... 4 rincippet i en cnc-styring... 5 Tallinien...
Vi skal således finde en metode til:
 Vi skal således finde en metode til: 1. At anvende maskinen som målemaskine til at finde det forudbestemte startpunkt. 2. At finde programmeringskoordinatsystemets afstand til startpunktet. 3. At indføre
Vi skal således finde en metode til: 1. At anvende maskinen som målemaskine til at finde det forudbestemte startpunkt. 2. At finde programmeringskoordinatsystemets afstand til startpunktet. 3. At indføre
CNC Flexværksted 2014
 CNC Flexværksted 2014 CNC Flexværksted Mangler du viden om CNC? Åbent i perioden 17. februar - 21. maj 2014 CNC kurserne på Uddannelsescenter Holstebro gennemføres i vores flexværksted, hvilket vil sige,
CNC Flexværksted 2014 CNC Flexværksted Mangler du viden om CNC? Åbent i perioden 17. februar - 21. maj 2014 CNC kurserne på Uddannelsescenter Holstebro gennemføres i vores flexværksted, hvilket vil sige,
AMU, maskin og værktøj. CNC-Drejeteknik, Produktion/opstiller. Kursusnummer Udviklet af EUCSyd, Sønderborg 1
 CNC-Drejeteknik, Produktion/opstiller Kursusnummer 45188 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Flangeholder... 4 Tegning 4518_10... 5 Tegning
CNC-Drejeteknik, Produktion/opstiller Kursusnummer 45188 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Flangeholder... 4 Tegning 4518_10... 5 Tegning
Dreje/Fræse-værktøjsbane
 Øvelse Mastercam X Dreje-Fræse-Værktøjsbane Dreje/Fræse-værktøjsbane C-akse og roterende værktøj Drejning 1 2 Drejning Øvelse Mastercam X Dreje-Fræse-Værktøjsbane Dreje/Fræse-værktøjsbane I denne øvelse
Øvelse Mastercam X Dreje-Fræse-Værktøjsbane Dreje/Fræse-værktøjsbane C-akse og roterende værktøj Drejning 1 2 Drejning Øvelse Mastercam X Dreje-Fræse-Værktøjsbane Dreje/Fræse-værktøjsbane I denne øvelse
Underlagsplatte og skærleje. Fastspændingsskruer. Kontaktflader. GENERELLE OPLYSNINGER Praktiske tips Vedligeholdelse af værktøj
 Vedligeholdelse af værktøj Underlagsplatte og skærleje Kontrollér underlagsplatten for skader. Rengør skærlejet og kontrollér at værktøjet er intakt. Vend eller udskift om nødvendigt underlagsplatten.
Vedligeholdelse af værktøj Underlagsplatte og skærleje Kontrollér underlagsplatten for skader. Rengør skærlejet og kontrollér at værktøjet er intakt. Vend eller udskift om nødvendigt underlagsplatten.
Valgfag 1. skoleperiode Byg en indgribningscirkel
 Valgfag 1. skoleperiode Byg en indgribningscirkel af Michael Petersen 2005 Se farvebilleder på: G: Urmagerskolen/H1/Valgfag/byg en indgribningscirkel 1 af 22 Indholdsfortegnelse: Emne Side Indholdsfortegnelse:...
Valgfag 1. skoleperiode Byg en indgribningscirkel af Michael Petersen 2005 Se farvebilleder på: G: Urmagerskolen/H1/Valgfag/byg en indgribningscirkel 1 af 22 Indholdsfortegnelse: Emne Side Indholdsfortegnelse:...
Dynamisk fræsning optimerer fræsestrategier for skrubbearbejdning.
 Dynamisk fræsning optimerer fræsestrategier for skrubbearbejdning. Dynamisk fræsning optimerer fræsestrategier for skrubbearbejdning. Hvad er dynamisk fræsning? Dynamisk fræsning er CAM-baseret fræsestrategi
Dynamisk fræsning optimerer fræsestrategier for skrubbearbejdning. Dynamisk fræsning optimerer fræsestrategier for skrubbearbejdning. Hvad er dynamisk fræsning? Dynamisk fræsning er CAM-baseret fræsestrategi
Bøjninger og afgreninger i mejerirør
 VVS-branchens efteruddannelse Bøjninger og afgreninger i mejerirør 100 Bøjninger og afgreninger i mejerirør Bøjninger og afgreninger i mejerirør Bøjninger Ved rørinstallationer i mejerirør forekommer det,
VVS-branchens efteruddannelse Bøjninger og afgreninger i mejerirør 100 Bøjninger og afgreninger i mejerirør Bøjninger og afgreninger i mejerirør Bøjninger Ved rørinstallationer i mejerirør forekommer det,
Dreje/Fræse-værktøjsbane
 Dreje/Fræse-værktøjsbane Dreje/Fræse 1 2 Dreje/Fræse Dreje/Fræse-værktøjsbane I denne øvelse vises, hvordan man med følgende funktioner frembringer en drejefræse værktøjsbane: NC-Prog, Operationen Værktøjsbaner,
Dreje/Fræse-værktøjsbane Dreje/Fræse 1 2 Dreje/Fræse Dreje/Fræse-værktøjsbane I denne øvelse vises, hvordan man med følgende funktioner frembringer en drejefræse værktøjsbane: NC-Prog, Operationen Værktøjsbaner,
Fremstilling af værktøjskomponenter Trådgnist. Evt
 Fremstilling af værktøjskomponenter Trådgnist Evt. 47624 INDHOLDSFORTEGNELSE Forord 2 Arbejds planlægning: 3 Trådgnistmaskinen : 3 Gennemgang af tegning 4 Valg af emnemateriale 5 Bearbejdning af emne 5
Fremstilling af værktøjskomponenter Trådgnist Evt. 47624 INDHOLDSFORTEGNELSE Forord 2 Arbejds planlægning: 3 Trådgnistmaskinen : 3 Gennemgang af tegning 4 Valg af emnemateriale 5 Bearbejdning af emne 5
EDGECAM ESSENTIAL MILLING
 EDGECAM ESSENTIAL MILLING Vores Essential fræse kursus henvender sig til dig, som ønsker en god opstart i Edgecam. Vi starter fra bunden, lærer selve brugerfladen Workflow og opbygningen af programmet
EDGECAM ESSENTIAL MILLING Vores Essential fræse kursus henvender sig til dig, som ønsker en god opstart i Edgecam. Vi starter fra bunden, lærer selve brugerfladen Workflow og opbygningen af programmet
skærende værktøj 2013 / 14
 skærende værktøj 2013 / 14 Hulsave i sæt Hulsave HSS M3 Bi-Metal Combitand 4/6. Til hulskæring i legeret og ulegeret stål, aluminium, støbejern, rustfri, kobber, bronze, træ og plast. 60 261 125 60 261
skærende værktøj 2013 / 14 Hulsave i sæt Hulsave HSS M3 Bi-Metal Combitand 4/6. Til hulskæring i legeret og ulegeret stål, aluminium, støbejern, rustfri, kobber, bronze, træ og plast. 60 261 125 60 261
Drejning Øvelsesvejledning
 Drejning Øvelsesvejledning Lundtoftegårdsvej 97 2800 Kgs. Lyngby Tlf.: +45 4585 6050 2 Indhold: Drejeprogrammering...5 Indledning....5 Opsætning af system...5 Valg af maskintype...6 Tilpas konfigurationsfilen...6
Drejning Øvelsesvejledning Lundtoftegårdsvej 97 2800 Kgs. Lyngby Tlf.: +45 4585 6050 2 Indhold: Drejeprogrammering...5 Indledning....5 Opsætning af system...5 Valg af maskintype...6 Tilpas konfigurationsfilen...6
AMU, maskin og værktøj CNC Fræsning Opstiller/indkøring Kursusnummer 45631
 CNC Fræsning Opstiller/indkøring Kursusnummer 4631 CNC-Fræsning, Opstiller/indkøring Kursus indhold. Foretage planlægning, programmering, opstilling, indkøring og gennemførelse af egne NC-programmer på
CNC Fræsning Opstiller/indkøring Kursusnummer 4631 CNC-Fræsning, Opstiller/indkøring Kursus indhold. Foretage planlægning, programmering, opstilling, indkøring og gennemførelse af egne NC-programmer på
Drejning Øvelsesvejledning
 Drejning Øvelsesvejledning Mastercam X L1-6. udg. Vermundsgade 38 2100 København Tlf.: (+45) 4585 6050 2 Indhold: Drejeprogrammering... 5 Indledning.... 5 Opsætning af system... 5 Valg af maskintype...
Drejning Øvelsesvejledning Mastercam X L1-6. udg. Vermundsgade 38 2100 København Tlf.: (+45) 4585 6050 2 Indhold: Drejeprogrammering... 5 Indledning.... 5 Opsætning af system... 5 Valg af maskintype...
EDGECAM ESSENTIAL MILLING
 EDGECAM ESSENTIAL MILLING Vores Essential fræse kursus henvender sig til dig, som ønsker en god opstart i Edgecam. Vi starter fra bunden, lærer selve brugerfladen Workflow og opbygningen af programmet
EDGECAM ESSENTIAL MILLING Vores Essential fræse kursus henvender sig til dig, som ønsker en god opstart i Edgecam. Vi starter fra bunden, lærer selve brugerfladen Workflow og opbygningen af programmet
NEO-PHS NEO-CR-PHS NEO-EMS NEO-CR-EMS PRODUKT INFORMATION VOL.2. NEO Serien - Endefræsere med variabel helix. Nyhed
 PRODUKT INFORMATION NEO-PHS NEO-CR-PHS NEO-EMS NEO-CR-EMS NEO Serien - Endefræsere med variabel helix VOL.2 Nyhed Variabel helix - Endefræser NEO Serien Stabil og effektiv fræsning takket være den innovative
PRODUKT INFORMATION NEO-PHS NEO-CR-PHS NEO-EMS NEO-CR-EMS NEO Serien - Endefræsere med variabel helix VOL.2 Nyhed Variabel helix - Endefræser NEO Serien Stabil og effektiv fræsning takket være den innovative
CNC-maskiner. Typer. CNC-maskiner. Programmerbar overfræser - Fabrikat WADKIN. Fig. 1
 CNC-maskiner Indledning Programmerbare overfræsere - eller som de også kaldes CNC-overfræsere - kan være opbygget efter mange principper, som alle har deres fordele og ulemper. Derfor er det vigtigt, når
CNC-maskiner Indledning Programmerbare overfræsere - eller som de også kaldes CNC-overfræsere - kan være opbygget efter mange principper, som alle har deres fordele og ulemper. Derfor er det vigtigt, når
Spåntagningsdage. Igen præsenterer vi en masse nyheder...
 Opgradér dine kompetencer og styrk dit netværk på Spåntagningsdage 26.-27. november Igen præsenterer vi en masse nyheder... 5-akset bearbejdning UR generation 3.0 ISCAR Generation 2.0 Vind firmatur Vi
Opgradér dine kompetencer og styrk dit netværk på Spåntagningsdage 26.-27. november Igen præsenterer vi en masse nyheder... 5-akset bearbejdning UR generation 3.0 ISCAR Generation 2.0 Vind firmatur Vi
Oversigt over sikkerhedsinstruktioner
 Metal Sikkerhedsinstruktioner Oversigt over sikkerhedsinstruktioner Udleveret: Emne: Side Generel brug af el-værktøj 0011 Drejebænk 15 år ingen uv-pligt 0069 Søjle boremaskine 15 år ingen uv-pligt 0070
Metal Sikkerhedsinstruktioner Oversigt over sikkerhedsinstruktioner Udleveret: Emne: Side Generel brug af el-værktøj 0011 Drejebænk 15 år ingen uv-pligt 0069 Søjle boremaskine 15 år ingen uv-pligt 0070
EDGECAM ESSENTIAL MILLING
 EDGECAM ESSENTIAL MILLING Vores Essential fræse kursus henvender sig til dig, som ønsker en god opstart i Edgecam. Vi starter fra bunden, lærer selve brugerfladen Workflow og opbygningen af programmet
EDGECAM ESSENTIAL MILLING Vores Essential fræse kursus henvender sig til dig, som ønsker en god opstart i Edgecam. Vi starter fra bunden, lærer selve brugerfladen Workflow og opbygningen af programmet
573101, 1 STK. C.L. EASY-W, 3000x1250x120 mm NUMERISK STYRET BEARBEJDNINGSCENTER TIL BORING, FRÆSNING OG LINEÆRE SNIT.
 573101, 1 STK. C.L. EASY-W, 3000x1250x120 mm NUMERISK STYRET BEARBEJDNINGSCENTER TIL BORING, FRÆSNING OG LINEÆRE SNIT. Maskinbasen er konstrueret I forstærket stålkonstruktion for at opnå en ensartet kompakt
573101, 1 STK. C.L. EASY-W, 3000x1250x120 mm NUMERISK STYRET BEARBEJDNINGSCENTER TIL BORING, FRÆSNING OG LINEÆRE SNIT. Maskinbasen er konstrueret I forstærket stålkonstruktion for at opnå en ensartet kompakt
CNC Fræsning Praktikopgave
 CNC Fræsning Praktikopgave Kantstyr Udviklet af EUCSyd, Sønderborg Indholdsfortegnelse PRAKTIKOPGAVE KANTSTYR... 2 TEGNING KANTSTYR... 3 OPSTILLERKORT KANTSTYR... 4 MÅLESKEMA KANTSTYR... 5 SKÆREDATAKORT
CNC Fræsning Praktikopgave Kantstyr Udviklet af EUCSyd, Sønderborg Indholdsfortegnelse PRAKTIKOPGAVE KANTSTYR... 2 TEGNING KANTSTYR... 3 OPSTILLERKORT KANTSTYR... 4 MÅLESKEMA KANTSTYR... 5 SKÆREDATAKORT
Niels Bohrs Vej 41, 8660 Skanderborg, Stilling Tlf
 Mc Uldall Maskinfabrik A/S Niels Bohrs Vej 41 8660 Skanderborg Tlf +45 8657 2011 Benyt Mc Uldall Maskinfabrik som en effektiv og hurtig kvalitets leverandør hvor kvaliteten er i top og leveringstiden overholdes.
Mc Uldall Maskinfabrik A/S Niels Bohrs Vej 41 8660 Skanderborg Tlf +45 8657 2011 Benyt Mc Uldall Maskinfabrik som en effektiv og hurtig kvalitets leverandør hvor kvaliteten er i top og leveringstiden overholdes.
Skrubbearbejdning. Sletbearbejdning/profilfræsning. Aluminium. Vælg den rigtige fræser til opgaven. FRÆSNING CoroMill til enhver operation
 FRÆIG Coroill til enhver operation Vælg den rigtige fræser til opgaven IO/AI Coroill 245 Coroill 200 krubbearbejdning Coroill 390 Coroill 245 letbearbejdning/profilfræsning Coroill 210 Coroill 300 Coroill
FRÆIG Coroill til enhver operation Vælg den rigtige fræser til opgaven IO/AI Coroill 245 Coroill 200 krubbearbejdning Coroill 390 Coroill 245 letbearbejdning/profilfræsning Coroill 210 Coroill 300 Coroill
itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 12/2005
 12/2005") p= h" itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 12/2005 smart.nc-lods... er programmerings-hjælpen for den nye driftsart smart.nc i itnc 530 i kortfattet udgave.
p= h" itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 12/2005 smart.nc-lods... er programmerings-hjælpen for den nye driftsart smart.nc i itnc 530 i kortfattet udgave.
Brugte maskiner. Maskiner, Tlf. 36954900, e-mail: maskiner@lemu.dk, www.lemu.dk/maskiner
 Brugte maskiner Pladebearbejdning Pressere Stenhøj LP 40/25 T hydraulisk presse Pressekraft 40 tons, slaglængde 300 mm, tilhoderkraft 25 tons, årgang 1996, vægt 2000 kg, motor str. 5,5 kw kr. 75.000,-
Brugte maskiner Pladebearbejdning Pressere Stenhøj LP 40/25 T hydraulisk presse Pressekraft 40 tons, slaglængde 300 mm, tilhoderkraft 25 tons, årgang 1996, vægt 2000 kg, motor str. 5,5 kw kr. 75.000,-
Niels Bohrs Vej 41, 8660 Skanderborg, Stilling Tlf
 Mc Uldall Maskinfabrik A/S Niels Bohrs Vej 41 8660 Skanderborg Tlf +45 8657 2011 Benyt Mc Uldall Maskinfabrik som en effektiv og hurtig kvalitets leverandør hvor kvaliteten er i top og leveringstiden overholdes.
Mc Uldall Maskinfabrik A/S Niels Bohrs Vej 41 8660 Skanderborg Tlf +45 8657 2011 Benyt Mc Uldall Maskinfabrik som en effektiv og hurtig kvalitets leverandør hvor kvaliteten er i top og leveringstiden overholdes.
Spindelgear Manual. Gear og lineære produkter siden 1964
 Spindelgear Manual /// Side 2 Spindelgearets opbygning /// Side Montagevejledning /// Side Igangsætningsvejledning og valg af olie /// Side 6 Unikt gearnummer /// Side 7 Reservedelstegning /// Side 8 Reservedelsliste
Spindelgear Manual /// Side 2 Spindelgearets opbygning /// Side Montagevejledning /// Side Igangsætningsvejledning og valg af olie /// Side 6 Unikt gearnummer /// Side 7 Reservedelstegning /// Side 8 Reservedelsliste
Delvis udskiftning af gulvbrædder parket samlet uden lim
 Nr. 527 Delvis udskiftning af gulvbrædder parket samlet uden lim A Beskrivelse I dette anvendelseseksempel beskrives, hvordan parketbrædder udskiftes i et parketgulv. Hvis et parketgulv beskadiges, er
Nr. 527 Delvis udskiftning af gulvbrædder parket samlet uden lim A Beskrivelse I dette anvendelseseksempel beskrives, hvordan parketbrædder udskiftes i et parketgulv. Hvis et parketgulv beskadiges, er
SNEHOLT & NILSEN A/S VÆRKTØJ MASKINER ENGROS MEDLEM AF V.O.V DJ TOOL. Installation Instruktioner. Målestave. mod. Galileo
 SNEHOLT & NILSEN A/S VÆRKTØJ MASKINER ENGROS MEDLEM AF V.O.V DJ TOOL Installation Instruktioner Målestave mod. Galileo Ådalen 9 4600 Køge Danmark Tel. +45 46154600 Fax. +45 46154225 http://www.sneholt-nilsen.dk
SNEHOLT & NILSEN A/S VÆRKTØJ MASKINER ENGROS MEDLEM AF V.O.V DJ TOOL Installation Instruktioner Målestave mod. Galileo Ådalen 9 4600 Køge Danmark Tel. +45 46154600 Fax. +45 46154225 http://www.sneholt-nilsen.dk
CAD- og CAD kurser Flexværksted. 2011-2012 Beskrivelse af kurser
 CAD- og CAD kurser Flexværksted 2011-2012 Beskrivelse af kurser Flexværksted er både for dig der er i job og ledig Uddannelsescenter Holstebro tilbyder: Flexværksted Alle kurserne gennemføres i flexværksted,
CAD- og CAD kurser Flexværksted 2011-2012 Beskrivelse af kurser Flexværksted er både for dig der er i job og ledig Uddannelsescenter Holstebro tilbyder: Flexværksted Alle kurserne gennemføres i flexværksted,
Cam-modulet. ud: Udfyldning af felter for råemnedimentioner Udfyld felterne således:
 side 1 side 1 side 1 side 2 side 3 side 4 side 5 side 11 side 15 side 18 side 21 side 22 side 23 side 24 side 26-28 side 29 side 31 Indholdsfortegnelse Cam-modulet Om cam-nodulet Sådan aktiveres cam-modulet
side 1 side 1 side 1 side 2 side 3 side 4 side 5 side 11 side 15 side 18 side 21 side 22 side 23 side 24 side 26-28 side 29 side 31 Indholdsfortegnelse Cam-modulet Om cam-nodulet Sådan aktiveres cam-modulet
Betjening/programmering Udgave 06/2003
 Betjening/prograering Udgave 06/2003 ShopTurn SINUMERIK 840D/840Di/810D Introduktion 1 Justering af maskine 2 SINUMERIK 840D/840Di/810D ShopTurn Bearbejd arbejdsstykke Fremstil et ShopTurnprogram 3 4
Betjening/prograering Udgave 06/2003 ShopTurn SINUMERIK 840D/840Di/810D Introduktion 1 Justering af maskine 2 SINUMERIK 840D/840Di/810D ShopTurn Bearbejd arbejdsstykke Fremstil et ShopTurnprogram 3 4
Det produktive valg. Gevindbearbejdning til ethvert behov
 Det produktive valg Gevindbearbejdning til ethvert behov Et værktøj til enhver lejlighed Vores gevindbearbejdningsløsninger er din nøgle til højere produktivitet flere steder end nogensinde før. Tag for
Det produktive valg Gevindbearbejdning til ethvert behov Et værktøj til enhver lejlighed Vores gevindbearbejdningsløsninger er din nøgle til højere produktivitet flere steder end nogensinde før. Tag for
PolyJet teknologien printer med PHOTOPOLYMER FullCure materialer i ultra-tynde lag (16μ) lag på lag på en byggeplatform indtil 3D model er færdig.
 lag på lag på en byggeplatform indtil 3D model er færdig.") Stand: Firma: Adresse: By: Telefon: www: Kontakt: C-3906 TL MaskinPartner A/S Rødengvej 20 4180 Sorø 36 86 06 00 www.tl-maskinpartner.com Thomas Lundsteen TL MaskinPartner A/S Stand C-3906 Pressemateriale
Stand: Firma: Adresse: By: Telefon: www: Kontakt: C-3906 TL MaskinPartner A/S Rødengvej 20 4180 Sorø 36 86 06 00 www.tl-maskinpartner.com Thomas Lundsteen TL MaskinPartner A/S Stand C-3906 Pressemateriale
Mastercam Øvelsesvejledning
 Mastercam Øvelsesvejledning Fræsning og Design version 9 MASTERCAM V9 ØVELSER 1 2 MASTERCAM V9 ØVELSER Indhold: 1. Indledning 5 1.1. Konfiguration 5 1.2. Brugerfladen 6 1.3. Menuerne 7 1.3.1. Analyser
Mastercam Øvelsesvejledning Fræsning og Design version 9 MASTERCAM V9 ØVELSER 1 2 MASTERCAM V9 ØVELSER Indhold: 1. Indledning 5 1.1. Konfiguration 5 1.2. Brugerfladen 6 1.3. Menuerne 7 1.3.1. Analyser
CNC-Calc v7 Brugervejledning
 CNC-Calc v7 Brugervejledning 1 CNC-Calc v7 Brugervejledning Maj 2014 Copyright 1991-2014 CIMCO A/S www.cimco.com E-mail: info@cimco.com Indholdsfortegnelse 2 Indholdsfortegnelse CNC-Calc v7 Brugervejledning...
CNC-Calc v7 Brugervejledning 1 CNC-Calc v7 Brugervejledning Maj 2014 Copyright 1991-2014 CIMCO A/S www.cimco.com E-mail: info@cimco.com Indholdsfortegnelse 2 Indholdsfortegnelse CNC-Calc v7 Brugervejledning...
Skabeloner. Skabeloner. På de nedenstående billeder er der vist skabelontyper og arbejder, som overfræseren kan udføre.
 Skabeloner Anvendelse Mange af operationerne på overfræseren bliver udført ved, at emnet fastholdes i en skabelon, og den bearbejdning, der skal finde sted, er bestemt af et negativ under skabelonen, der
Skabeloner Anvendelse Mange af operationerne på overfræseren bliver udført ved, at emnet fastholdes i en skabelon, og den bearbejdning, der skal finde sted, er bestemt af et negativ under skabelonen, der
Terrasseoverdækning/ Carport Monteringsvejledning
 Terrasseoverdækning/ Carport Monteringsvejledning NØDVENDIGT VÆRKTØJ BESTANDDELE Tegningen viser en 3,0 meter bred udførelse. Antallet af bestanddele varierer efter størrelsen (se listen på næste side)
Terrasseoverdækning/ Carport Monteringsvejledning NØDVENDIGT VÆRKTØJ BESTANDDELE Tegningen viser en 3,0 meter bred udførelse. Antallet af bestanddele varierer efter størrelsen (se listen på næste side)
Manual til Dæk - 291 Nimalift.dk Manual, installations- og monteringsvejledning
 Nimalift 2014 Manual til Dæk - 291 Nimalift.dk Manual, installations- og monteringsvejledning Nimalift.dk, Søgårdparken 20, 7250 Hejnsvig 2 FORSIKRING)OM)OVERENSSTEMMELSE)) Søgårdparken20 7250Hejnsvig
Nimalift 2014 Manual til Dæk - 291 Nimalift.dk Manual, installations- og monteringsvejledning Nimalift.dk, Søgårdparken 20, 7250 Hejnsvig 2 FORSIKRING)OM)OVERENSSTEMMELSE)) Søgårdparken20 7250Hejnsvig
CNC-Teknik Praktikopgave 1. Leadweel V301/V30 SIEMENS 840D
 CNC-Teknik Praktikopgave 1 Leadweel V301/V30 SIEMENS 840D Indholdsfortegnelse Opgavebeskrivelse 2 Tegning 5170_18 3 Opstillerkort Tegning 5170_18 4 Måleskema Tegning 5170_18 5 Skæredatakort 1 6 Skæredatakort
CNC-Teknik Praktikopgave 1 Leadweel V301/V30 SIEMENS 840D Indholdsfortegnelse Opgavebeskrivelse 2 Tegning 5170_18 3 Opstillerkort Tegning 5170_18 4 Måleskema Tegning 5170_18 5 Skæredatakort 1 6 Skæredatakort
Din brugermanual HEIDENHAIN ITNC 530 http://da.yourpdfguides.com/dref/3203786
 Du kan læse anbefalingerne i brugervejledningen, den tekniske guide eller i installationsguiden. Du finder svarene til alle dine spørgsmål i i brugermanualen (information, specifikationer, sikkerhedsråd,
Du kan læse anbefalingerne i brugervejledningen, den tekniske guide eller i installationsguiden. Du finder svarene til alle dine spørgsmål i i brugermanualen (information, specifikationer, sikkerhedsråd,
Hjemmebygget CNC-fræser del 3 (software)
") Hjemmebygget CNC-fræser del 3 (software) Der er behov for tre stykker software for at komme fra ide til fræst emne 1. 2. 3. Machine controller det software der styrer stepmotorerne og sikrer at fræsebord
Hjemmebygget CNC-fræser del 3 (software) Der er behov for tre stykker software for at komme fra ide til fræst emne 1. 2. 3. Machine controller det software der styrer stepmotorerne og sikrer at fræsebord
Manual Smart Trykluft passepartout maskine. Version 1 dk
 Manual Smart Trykluft passepartout maskine Version 1 dk Oversat af Lista Bella April 2011 Indholds fortegnelse. Klargøring 3 Montering på gulvstativ (Tilkøb) 4 Oversigt Smart mat-cutter 7 Montering væghængt
Manual Smart Trykluft passepartout maskine Version 1 dk Oversat af Lista Bella April 2011 Indholds fortegnelse. Klargøring 3 Montering på gulvstativ (Tilkøb) 4 Oversigt Smart mat-cutter 7 Montering væghængt
AMU, maskin og værktøj CNC Fræseteknik Operatør Kursusnummer 45191
 CNC Fræseteknik Operatør Kursusnummer 45191 Udarbejdet af EUCSYD. 1 Indholdsfortegnelse INDHOLDSFORTEGNELSE... 2 KURSUSINFORMATION... 3 PROGRAMMERINGS OVERSIGT DREJNING OG FRÆSNING... 4 G-KODER... 4 G-KODER
CNC Fræseteknik Operatør Kursusnummer 45191 Udarbejdet af EUCSYD. 1 Indholdsfortegnelse INDHOLDSFORTEGNELSE... 2 KURSUSINFORMATION... 3 PROGRAMMERINGS OVERSIGT DREJNING OG FRÆSNING... 4 G-KODER... 4 G-KODER
INSTRUKTION Leg med vind vindmølleværksted. Vejledning til fremstilling af vindmølle:
 INSTRUKTION Leg med vind vindmølleværksted I dette værksted skal I bygge en vindmølle med en dynamo, som kan give strøm nok til at en el-pære kan lyse Vejledning til fremstilling af vindmølle: Tag skabelonen
INSTRUKTION Leg med vind vindmølleværksted I dette værksted skal I bygge en vindmølle med en dynamo, som kan give strøm nok til at en el-pære kan lyse Vejledning til fremstilling af vindmølle: Tag skabelonen
W1000 TÆLLEREN BRUGERHÅNDBOG
 W1000 TÆLLEREN BRUGERHÅNDBOG W1000 Taste layout 1 Visningsområde 2 Softkey 3 Lys-indikater for tæller tændt 4 Piltaster: Brug tasterne OP/NED for at justere skærm kontrasten. 5 Akse-taster 6 Numerisk
W1000 TÆLLEREN BRUGERHÅNDBOG W1000 Taste layout 1 Visningsområde 2 Softkey 3 Lys-indikater for tæller tændt 4 Piltaster: Brug tasterne OP/NED for at justere skærm kontrasten. 5 Akse-taster 6 Numerisk
Arbejde med 3D track motion
 Arbejde med 3D track motion Gary Rebholz I sidste måneds Tech Tip artikel gennemgik jeg det grundlæggende i track motion. Selv om vi ikke gennemgår alle værktøjer i Track Motion dialog box vil du alligevel
Arbejde med 3D track motion Gary Rebholz I sidste måneds Tech Tip artikel gennemgik jeg det grundlæggende i track motion. Selv om vi ikke gennemgår alle værktøjer i Track Motion dialog box vil du alligevel
Bekendtgørelse om erhvervsuddannelsen til CNC-tekniker
 BEK nr 437 af 13/04/2015 (Gældende) Udskriftsdato: 16. januar 2017 Ministerium: Ministeriet for Børn, Undervisning og Ligestilling Journalnummer: Undervisningsmin., j.nr.008.08t.541 Senere ændringer til
BEK nr 437 af 13/04/2015 (Gældende) Udskriftsdato: 16. januar 2017 Ministerium: Ministeriet for Børn, Undervisning og Ligestilling Journalnummer: Undervisningsmin., j.nr.008.08t.541 Senere ændringer til
itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx
 Lods Klartext-dialog itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 2/2005 Lodsen... er en programmerings-hjælp for HEIDENHAIN-styringen itnc 530 i kortfattet udgave.
Lods Klartext-dialog itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 2/2005 Lodsen... er en programmerings-hjælp for HEIDENHAIN-styringen itnc 530 i kortfattet udgave.
Frihåndsfræsning med overfræseren
 Nr. 111 Frihåndsfræsning med overfræseren A Beskrivelse Overfræseren kan anvendes til kreativ/kunstnerisk bearbejdning af træoverflader. Maskinen føres så med fri hånd uden anslag. Det ønskede motiv tegnes
Nr. 111 Frihåndsfræsning med overfræseren A Beskrivelse Overfræseren kan anvendes til kreativ/kunstnerisk bearbejdning af træoverflader. Maskinen føres så med fri hånd uden anslag. Det ønskede motiv tegnes
Båndsav - Fareklasse Mellem
 Båndsav - Fareklasse Mellem Husk at afstemme materialehøjden med styr og afskærmning. Løsen håndtag på højreside og skru op/ned på store dreje hjule bag på båndsaven. Tænd/sluk på via den lyseplastkasse.
Båndsav - Fareklasse Mellem Husk at afstemme materialehøjden med styr og afskærmning. Løsen håndtag på højreside og skru op/ned på store dreje hjule bag på båndsaven. Tænd/sluk på via den lyseplastkasse.
Brugsanvisningen skal være let tilgængelig for brugeren
 Tekniske Bordfræsemaskiner hjælpemidler Indledning Anvendelse af tekniske hjælpemidler, herunder bordfræsemaskiner skal ske i henhold til Arbejdstilsynets bestemmelser, samt fabrikantens anvisninger. Kravene
Tekniske Bordfræsemaskiner hjælpemidler Indledning Anvendelse af tekniske hjælpemidler, herunder bordfræsemaskiner skal ske i henhold til Arbejdstilsynets bestemmelser, samt fabrikantens anvisninger. Kravene
Indholdsfortegnelse. side 1 side 2 side 4 side 4 side 4 side 5 side 5 side 6 side 6 side 6 side 6 side 7 side 8 side 8 side 9
 side 1 side 2 side 4 side 4 side 4 side 5 side 5 side 6 side 6 side 6 side 6 side 7 side 8 side 8 side 9 side 10 side 11,13 side 13 side 14 side 14 side 14 side 14 side 15 side 15 side 16 side 17 side
side 1 side 2 side 4 side 4 side 4 side 5 side 5 side 6 side 6 side 6 side 6 side 7 side 8 side 8 side 9 side 10 side 11,13 side 13 side 14 side 14 side 14 side 14 side 15 side 15 side 16 side 17 side
Sæt reolen sammen af kasser
 HER ESTEMMER DU LT SELV: Sæt reolen sammen af kasser Du kan købe en rektangulær reol. Og du kan købe en kvadratisk reol. Synes du, at begge dele er kedeligt? Så læs videre, for her er reolen, du kan sammensætte
HER ESTEMMER DU LT SELV: Sæt reolen sammen af kasser Du kan købe en rektangulær reol. Og du kan købe en kvadratisk reol. Synes du, at begge dele er kedeligt? Så læs videre, for her er reolen, du kan sammensætte
AMU, maskin og værktøj CNC Fræseteknik Produktion/opstiller Kursusnummer 45192
 CNC Fræseteknik Produktion/opstiller Kursusnummer 45192 Udviklet af EUCSYD. Sønderborg 1 Indholdsfortegnelse INDHOLDSFORTEGNELSE... 2 KURSUSINFORMATION... 3 REPETITIONSOPGAVE... 4 TEGNING 45192_01... 5
CNC Fræseteknik Produktion/opstiller Kursusnummer 45192 Udviklet af EUCSYD. Sønderborg 1 Indholdsfortegnelse INDHOLDSFORTEGNELSE... 2 KURSUSINFORMATION... 3 REPETITIONSOPGAVE... 4 TEGNING 45192_01... 5
INDUSTRITEKNIKER HOVEDFORLØB 1
 INDUSTRITEKNIKER HOVEDFORLØB 1 Hovedforløb 1 På dette skoleophold beskæftiger vi os med: Cad-program Vi tegner en dunkraft i Cad-program ud fra et udleveret materiale. Her fremstilles tegninger, hvor der
INDUSTRITEKNIKER HOVEDFORLØB 1 Hovedforløb 1 På dette skoleophold beskæftiger vi os med: Cad-program Vi tegner en dunkraft i Cad-program ud fra et udleveret materiale. Her fremstilles tegninger, hvor der
Beskrivelse af jobområdet
 Side 1 af 5 Nummer: 2787 Titel: Spåntagende metalindustri Kort titel: Spåntagning Status: GOD Godkendelsesperiode: 02-06-2009 og fremefter Beskrivelse af jobområdet Definition af jobområdet Jobområdet
Side 1 af 5 Nummer: 2787 Titel: Spåntagende metalindustri Kort titel: Spåntagning Status: GOD Godkendelsesperiode: 02-06-2009 og fremefter Beskrivelse af jobområdet Definition af jobområdet Jobområdet
AMU, maskin og værktøj CNC-Drejning, Manuel programmering Kursusnummer 44816
 CNC-Drejning, Manuel programmering Kursusnummer 44816 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse...2 Kursusinformation...3 Øvelse 1...4 Øvelse 2...5 Øvelse 3...6 Koordinatbestemmelse
CNC-Drejning, Manuel programmering Kursusnummer 44816 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse...2 Kursusinformation...3 Øvelse 1...4 Øvelse 2...5 Øvelse 3...6 Koordinatbestemmelse
Cirkulær hyperboloide (snoet trætårn i Camp Adventure ved Gisselfeld Kloster v/ Haslev)
") Cirkulær hyperboloide (snoet trætårn i Camp Adventure ved Gisselfeld Kloster v/ Haslev) https://en.wikipedia.org/wiki/quadric#euclidean_space Ligning og parametrisering https://en.wikipedia.org/wiki/hyperboloid
Cirkulær hyperboloide (snoet trætårn i Camp Adventure ved Gisselfeld Kloster v/ Haslev) https://en.wikipedia.org/wiki/quadric#euclidean_space Ligning og parametrisering https://en.wikipedia.org/wiki/hyperboloid
AMU, maskin og værktøj CNC-Drejning opstiller/ indkøring Kursusnummer 45627
 CNC-Drejning opstiller/ indkøring Kursusnummer 45627 Udviklet af EUCSyd, Sønderborg 1 CNC-Drejning, Opstiller/indkøring Målgruppe: Uddannelsen henvender sig til personer, som har beskæftigelse inden for
CNC-Drejning opstiller/ indkøring Kursusnummer 45627 Udviklet af EUCSyd, Sønderborg 1 CNC-Drejning, Opstiller/indkøring Målgruppe: Uddannelsen henvender sig til personer, som har beskæftigelse inden for
Elevark 6: Prøv at kode en produktionsproces
 Elevark 6: Prøv at kode en produktionsproces De følgende sider handler om at kode en produktionsproces i Scratch. Det minder på mange måder om den måde man koder en maskine på en virksomhed, når man sætter
Elevark 6: Prøv at kode en produktionsproces De følgende sider handler om at kode en produktionsproces i Scratch. Det minder på mange måder om den måde man koder en maskine på en virksomhed, når man sætter
1 Geometri & trigonometri
 1 Geometri & trigonometri 1.0.1 Generelle forhold Trigonometri tager sit udgangspunkt i trekanter, hvor der er visse generelle regler: vinkelsum areal A trekant = 1 2 h G A B C = 180 o retvinklet trekant
1 Geometri & trigonometri 1.0.1 Generelle forhold Trigonometri tager sit udgangspunkt i trekanter, hvor der er visse generelle regler: vinkelsum areal A trekant = 1 2 h G A B C = 180 o retvinklet trekant
CNC Fræsning CNC manuel programmering
 CNC Fræsning CNC manuel programmering 44817 Udarbejdet af EUCSYD. 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Tegning 44817_13... 4 Tegning 44817_13 Opgave 1... 5 Tegning 44817_13
CNC Fræsning CNC manuel programmering 44817 Udarbejdet af EUCSYD. 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Tegning 44817_13... 4 Tegning 44817_13 Opgave 1... 5 Tegning 44817_13
VUE TÆLLER BRUGERHÅNDBOG
 VUE TÆLLER BRUGERHÅNDBOG VUE Tastlayout Pil tasterop/ned bruges ogå til at justere skærm kontrasten. Display Område Aksetaster Numerisk Tastatur ENTER taste Softkey Lys-indikater for tæller tændt SLETTE
VUE TÆLLER BRUGERHÅNDBOG VUE Tastlayout Pil tasterop/ned bruges ogå til at justere skærm kontrasten. Display Område Aksetaster Numerisk Tastatur ENTER taste Softkey Lys-indikater for tæller tændt SLETTE
Original brugermanual for Kropstromle
 Original brugermanual for Kropstromle 1. Overensstemmelseserklæring EU-overensstemmelseserklæring Fabrikant: Jasopels A/S Tlf. +45 76 94 35 00 Adresse: Fabriksvej 19, DK-7441 Bording Maskine: Kropstromle
Original brugermanual for Kropstromle 1. Overensstemmelseserklæring EU-overensstemmelseserklæring Fabrikant: Jasopels A/S Tlf. +45 76 94 35 00 Adresse: Fabriksvej 19, DK-7441 Bording Maskine: Kropstromle
VED KØB AF SKUR TIL CARPORT
 TILLÆG TIL MONTAGE VEJLEDNING. VED KØB AF SKUR TIL CARPORT Det er kun nødvendigt at læse denne vejledning, hvis du også har valgt skur på din carport. Du SKAL dog også læse vejledning fra carporten, da
TILLÆG TIL MONTAGE VEJLEDNING. VED KØB AF SKUR TIL CARPORT Det er kun nødvendigt at læse denne vejledning, hvis du også har valgt skur på din carport. Du SKAL dog også læse vejledning fra carporten, da
Kampagnepriser STÆRKE TILBUD STÆRKE TILBUD. MG pladevalser KAMPAGNEPRISER. MG Srl. En af de store aktører indenfor pladevalsning og profiljensvalsning
 STÆRKE TILBUD Kampagnepriser STÆRKE TILBUD MG pladevalser MH serien er en række valser med 4 valser, som gennem en årrække er blevet forbedret gennem omfattende forskning og udvikling og betragtes som
STÆRKE TILBUD Kampagnepriser STÆRKE TILBUD MG pladevalser MH serien er en række valser med 4 valser, som gennem en årrække er blevet forbedret gennem omfattende forskning og udvikling og betragtes som
CMT650. Fræseskabelon til bordsamling BRUGERMANUAL
 CMT650 Fræseskabelon til bordsamling BRUGERMANUAL Indholdsfortegnelse Indholdsfortegnelse....side 2 Hvad indeholder sættet.....side 3 Hvad skal man ellers bruge......side 4 Generelle sikkerheds forskrifter
CMT650 Fræseskabelon til bordsamling BRUGERMANUAL Indholdsfortegnelse Indholdsfortegnelse....side 2 Hvad indeholder sættet.....side 3 Hvad skal man ellers bruge......side 4 Generelle sikkerheds forskrifter
565108, 1 STK. C.L. UNIVERSAL BASE 3200x1320x220 mm NUMERISK STYRET BEARBEJDNINGSCENTER TIL BORING, FRÆSNING OG LINEÆRE SNIT.
 565108, 1 STK. C.L. UNIVERSAL BASE 3200x1320x220 mm NUMERISK STYRET BEARBEJDNINGSCENTER TIL BORING, FRÆSNING OG LINEÆRE SNIT. Maskinbasen er konstrueret I forstærket stålkonstruktion for at opnå en ensartet
565108, 1 STK. C.L. UNIVERSAL BASE 3200x1320x220 mm NUMERISK STYRET BEARBEJDNINGSCENTER TIL BORING, FRÆSNING OG LINEÆRE SNIT. Maskinbasen er konstrueret I forstærket stålkonstruktion for at opnå en ensartet
C300 5 KOMBI MASKINE. Afretter. Tykkelseshøvl. Langhulsbor. Fræser. Rundsav. 5 maskiner samlet i én alsidig maskine.
 5 KOMBI MASKINE 5 maskiner samlet i én alsidig maskine. I Sicar finder man præcision og betjeningskomfort kombineret med kort omstillingstid. En komplet løsning på et begrænset område uden at gå på kompromis
5 KOMBI MASKINE 5 maskiner samlet i én alsidig maskine. I Sicar finder man præcision og betjeningskomfort kombineret med kort omstillingstid. En komplet løsning på et begrænset område uden at gå på kompromis
Lods. Software-udgave 6.4/7.0. Dansk (dk) 8/2003
 8/2003") Lods CNC PILOT 4290 Software-udgave 6.4/7.0 Dansk (dk) 8/2003 CNC PILOT 4290 V7.0 dataindlæsetastatur Driftsart manuel styring Driftsart automatik Programmerings-driftsarter (DIN PLUS, simulatering, TURN
Lods CNC PILOT 4290 Software-udgave 6.4/7.0 Dansk (dk) 8/2003 CNC PILOT 4290 V7.0 dataindlæsetastatur Driftsart manuel styring Driftsart automatik Programmerings-driftsarter (DIN PLUS, simulatering, TURN
AMU, maskin og værktøj CNC-Drejning opstiller/ Bearbejdningscykler Kursusnummer 45625
 CNC-Drejning opstiller/ Bearbejdningscykler Kursusnummer 45625 Ud af EUCSyd, Sønderborg 1 CNC-Drejning, Opstiller/Bearbejdningscykler Målgruppe: Uddannelsen henvender sig til personer, som har beskæftigelse
CNC-Drejning opstiller/ Bearbejdningscykler Kursusnummer 45625 Ud af EUCSyd, Sønderborg 1 CNC-Drejning, Opstiller/Bearbejdningscykler Målgruppe: Uddannelsen henvender sig til personer, som har beskæftigelse
ÅRG. 2009. Optimering fra AAGE PEDERSEN VÆRKTØJ A/S. Nyhedernes mekka. - vi viser dig vejen. Nr. 3
 ÅRG. 2009 Optimering fra AAGE PEDERSEN VÆRKTØJ A/S Nyhedernes mekka - vi viser dig vejen Nr. 3 Ruth Petersen 25 års jubilæum 25 Vi vil gerne benytte lejligheden til at sige TAK for opmærksomheden i forbindelse
ÅRG. 2009 Optimering fra AAGE PEDERSEN VÆRKTØJ A/S Nyhedernes mekka - vi viser dig vejen Nr. 3 Ruth Petersen 25 års jubilæum 25 Vi vil gerne benytte lejligheden til at sige TAK for opmærksomheden i forbindelse
Byg din fladskærm. ind i væggen. Flot ser den ud, den nye fladskærm,
 Byg din fladskærm ind i væggen Lad dit fladskærms-tv sidde helt i plan med væggen, og skjul samtidig alle ledninger fra tv et til spillemaskiner, optagere og stikkontakt. lot ser den ud, den nye fladskærm,
Byg din fladskærm ind i væggen Lad dit fladskærms-tv sidde helt i plan med væggen, og skjul samtidig alle ledninger fra tv et til spillemaskiner, optagere og stikkontakt. lot ser den ud, den nye fladskærm,
Så mødes branchen igen!
 Så mødes branchen igen! INVITATION Så byder vi for 7. gang velkommen til med fokus på ny teknologi og fagligt input. VELKOMMEN 10.-11. november 12. november For erhvervsskoler Jeg deltager på for at følge
Så mødes branchen igen! INVITATION Så byder vi for 7. gang velkommen til med fokus på ny teknologi og fagligt input. VELKOMMEN 10.-11. november 12. november For erhvervsskoler Jeg deltager på for at følge
gudmandsen.net 1 Parablen 1.1 Grundlæggende forhold y = ax 2 bx c eksempelvis: y = 2x 2 2x 4 y = a x 2 b x 1 c x 0 da x 1 = x og x 0 = 1
 gudmandsen.net Ophavsret Indholdet stilles til rådighed under Open Content License[http://opencontent.org/openpub/]. Kopiering, distribution og fremvisning af dette dokument eller dele deraf er fuldt ud
gudmandsen.net Ophavsret Indholdet stilles til rådighed under Open Content License[http://opencontent.org/openpub/]. Kopiering, distribution og fremvisning af dette dokument eller dele deraf er fuldt ud
Gevindskæring på drejebænk
 Gevindskæring på drejebænk Gevindskæring med snittap og skærebakke Anvendelse Mindre gevindstørrelser med rimelige krav til nøjagtighed fremstilles som regel med snittap og skærebakke. Opstilling Snittap
Gevindskæring på drejebænk Gevindskæring med snittap og skærebakke Anvendelse Mindre gevindstørrelser med rimelige krav til nøjagtighed fremstilles som regel med snittap og skærebakke. Opstilling Snittap
TROLLA ATV Slagleklipper 13 HK
 TROLLA ATV Slagleklipper 13 HK Artikel nr.: 12025 DK montagevejledning 2009/12 Kære kunde, Tillykke med dit nye Trolla produkt. Vi håber du vil få stor glæde af det. Kassen med dit nye Trolla produkt kan
TROLLA ATV Slagleklipper 13 HK Artikel nr.: 12025 DK montagevejledning 2009/12 Kære kunde, Tillykke med dit nye Trolla produkt. Vi håber du vil få stor glæde af det. Kassen med dit nye Trolla produkt kan
Brugervejledning til CNC-fræsning i XLab
 Brugervejledning til CNC-fræsning i XLab Version 1 Udarbejdet af: Anders Djernæs Bech d. 29-10-2017 a.bech@post.au.dk Introduktion til Carvey (CNC-fræsning) Maskinen er tilknyttet computeren som står ved
Brugervejledning til CNC-fræsning i XLab Version 1 Udarbejdet af: Anders Djernæs Bech d. 29-10-2017 a.bech@post.au.dk Introduktion til Carvey (CNC-fræsning) Maskinen er tilknyttet computeren som står ved
Løsning til aflevering - uge 12
 Løsning til aflevering - uge 00/nm Opg.. Længden af kilerem til drejebænk. Hjælp mig med at beregne den udvendige, længde af kileremmen, der er anvendt på min ældre drejebænk. Største diameter på det store
Løsning til aflevering - uge 00/nm Opg.. Længden af kilerem til drejebænk. Hjælp mig med at beregne den udvendige, længde af kileremmen, der er anvendt på min ældre drejebænk. Største diameter på det store
Produktionsteknolog søger udfordringer
 F I N N M A N D A U G Y V E L V E J 7 6 5 00 V O J E N S T E L E F O N N U M M E R : 2 1 6 9 3 0 9 1 E - M A I L : F I N N @ M A N D A U. D K Produktionsteknolog søger udfordringer Da min nu tidligere
F I N N M A N D A U G Y V E L V E J 7 6 5 00 V O J E N S T E L E F O N N U M M E R : 2 1 6 9 3 0 9 1 E - M A I L : F I N N @ M A N D A U. D K Produktionsteknolog søger udfordringer Da min nu tidligere
Kompendie til CAM programmering Nr
 Kompendie til CM programmering Nr. 4488 Kompendie til CM programmering Nr. 4488 Kursus indhold: CNC-teknik og databaseproblematik CNC-dataoverførsel Programmeringsmetodik CM-systemet Programsimulering
Kompendie til CM programmering Nr. 4488 Kompendie til CM programmering Nr. 4488 Kursus indhold: CNC-teknik og databaseproblematik CNC-dataoverførsel Programmeringsmetodik CM-systemet Programsimulering
LuK reparationsløsning til koblingsmoduler
 LuK reparationsløsning til koblingsmoduler Teknik Specialværktøj/Afmontering og montering Enkeltpladekoblingsmodul 6-trins gearkasse, 0B1, 0B2, 0B3 fra Audi A4, A5, Q5 og A6 Flerpladekoblingsmodul 6-trins
LuK reparationsløsning til koblingsmoduler Teknik Specialværktøj/Afmontering og montering Enkeltpladekoblingsmodul 6-trins gearkasse, 0B1, 0B2, 0B3 fra Audi A4, A5, Q5 og A6 Flerpladekoblingsmodul 6-trins
Kompendium til CAD/CAM redigering og overførsel til bearbejdning Nr
 CD/CM redigering og overførsel til bearbejdning Udarbejdet af Københavns Tekniske Skole og EUC-Syd, Sønderborg, for Undervisningsministeriet 1 CD/CM redigering og overførsel til bearbejdning Kursusbeskrivelse:
CD/CM redigering og overførsel til bearbejdning Udarbejdet af Københavns Tekniske Skole og EUC-Syd, Sønderborg, for Undervisningsministeriet 1 CD/CM redigering og overførsel til bearbejdning Kursusbeskrivelse:
fakta 2.1 2-motors gear Lejer og tryklejer er af samme type som enkeltmotor gearet og som regel sker smøringen af lejerne med olie fra en påbygget
 19 Der er ofte uoverensstemmelse mellem en skibsmotors omløbstal og det omløbstal, som skibets propel skal arbejde med. Det betyder, at der skal indskydes noget mekanik, der kan ændre dette forhold. Mekanikken
19 Der er ofte uoverensstemmelse mellem en skibsmotors omløbstal og det omløbstal, som skibets propel skal arbejde med. Det betyder, at der skal indskydes noget mekanik, der kan ændre dette forhold. Mekanikken
HAAS makroprogrammering
 Introduktion... 2 Undersøgelser... 3 Aliasing... 4 M kode aliasing... 5 Alfabetisk adressering...5 Alternativ alfabetisk adressering... 5 Macro konstanter... 6 Macro variabler... 6 Variabel brug... 6 Lokale
Introduktion... 2 Undersøgelser... 3 Aliasing... 4 M kode aliasing... 5 Alfabetisk adressering...5 Alternativ alfabetisk adressering... 5 Macro konstanter... 6 Macro variabler... 6 Variabel brug... 6 Lokale
CAD/CAM. Her uddanner vi handlekraft. Velkommen til Sønderjyllands kraftcenter. Kontakt en kursussekretær. Tlf. 7412 4242
 Her uddanner vi handlekraft Velkommen til Sønderjyllands kraftcenter Med adresser i Haderslev, Aabenraa, Sønderborg og Tønder er EUC Syd Sønderjyllands største uddannelsesinstitution og vi mener det, når
Her uddanner vi handlekraft Velkommen til Sønderjyllands kraftcenter Med adresser i Haderslev, Aabenraa, Sønderborg og Tønder er EUC Syd Sønderjyllands største uddannelsesinstitution og vi mener det, når
HYDROSCAND SPECIAL HOSES - HVOR INTET ER UMULIGT
 METALSLANGE METALSLANGER - TIL HØJE HYDROSCAND SPECIAL HOSES - HVOR INTET ER UMULIGT At montere koblinger og komponenter på specialslanger som metalslanger, Spire Star-slanger og kompositslanger kræver
METALSLANGE METALSLANGER - TIL HØJE HYDROSCAND SPECIAL HOSES - HVOR INTET ER UMULIGT At montere koblinger og komponenter på specialslanger som metalslanger, Spire Star-slanger og kompositslanger kræver