Certificering af svejsere og svejseoperatører
|
|
|
- Nora Astrup
- 9 år siden
- Visninger:
Transkript
1 Certificering af svejsere og svejseoperatører Revideret

2 Forord Inspecta har udarbejdet denne vejledning til hjælp for virksomheder og andre instanser som anvender certificering af svejsere i stål og metalliske materialer. Denne vejledning er et tiltænkt hjælpeværktøj til certificering af svejsere i henhold til ISO , 2, 3, 4, 5 og ISO 14732, denne vejledning kan ikke erstatte selve standarderne, men skal ene og alene ses som et supplement til selve standarden. Inspecta har et internetbaseret system designet for at lette administrationen af svejsercertifikater, hvilket betyder at overskueligheden og opdatering af svejsercertifikater samt at udskrive certifikater er enkelt og bekvemt. Inspecta er akkrediteret af DANAK til personcertificering i henhold til ovennævnte standarder. Nogle kunder og fremstillingsstandarder stiller krav om udstedelse af akkrediterede svejsercertifikater, ligesom det i mange tilfælde er et krav såfremt der skal svejses på trykbærende udstyr skal disse certifikater være akkrediterede. Indhold Side Certificering 2 Eksempel på certifikat i henhold til ISO ISO kvalificering af svejsere 5-8 ISO , 3, 4, 5 Øvrige metaller Aluminium, kobber, nikkel og titan 9-10 ISO Kvalificering af svejseoperatører Eventuelle forhold i forbindelse med certificeringen

3 Certificering Certificeringen kan gennemføres i egen virksomhed eller hos en af Inspectas samarbejdspartnere og kan bla. foregå som følgende efter vurdering af svejserens faglige kvalifikationer: Derudover kan en svejser, der svejser prøvesvejsningen ved kvalifikation til en svejseprocedureprøve også certificeres, forudsat at svejseprøven godkendes. NDT og mekanisk prøvning I ISO 9606 fremgår der hvilke krav der er til NDT og mekanisk prøvning ved certificering af svejsere. Prøvningsomfanget kan eksempelvis være: 100 % visuel inspektion 100 % radiografisk eller ultralyd prøvning bøje og eller brudprøvning, 2 stk. makroslib kan evt. erstatte brudprøvning Opdatering og fornyelse af svejsercertifikat Certifikatet er gyldigt, såfremt arbejdsgiveren eller en svejseansvarlig hver 6. måned med sin underskrift bekræfter at svejseren har udført svejsearbejde med den specifikke svejseproces inden for de sidste 6 måneder. Ved certificering i henhold til ISO er der 3 muligheder for forlængelse af certifikatet, dette skal fastlægges ved udstedelse af certifikatet: a) Svejseren/re certificeres hvert 3. år, for ISO dog hvert 6. år b) Efter 2 år skal 2 svejsninger prøves med radiografi, ultralyd eller destruktiv prøvning. Svejseprøven skal være i overensstemmelse med de oprindelige prøvningsbetingelser bortset fra godstykkelse og diameter, ved tilfredsstillende resultat kan et certifikat forlænges for en periode for yderligere 2 år, dog gælder forlængelsen 3 år for ISO c) Svejsercertifikatet er gyldigt uden tidsbegrænsning, hvis det bekræftes hver 6. mdr at svejseren arbejder for den samme virksomhed, at virksomheden er certificeret i henhold til ISO eller 3 og at virksomheden fører svejselog, der bekræfter at svejseren producerer fejlfrie svejsninger. Metode c indgår ikke i Inspectas certificeringsprogram. 2

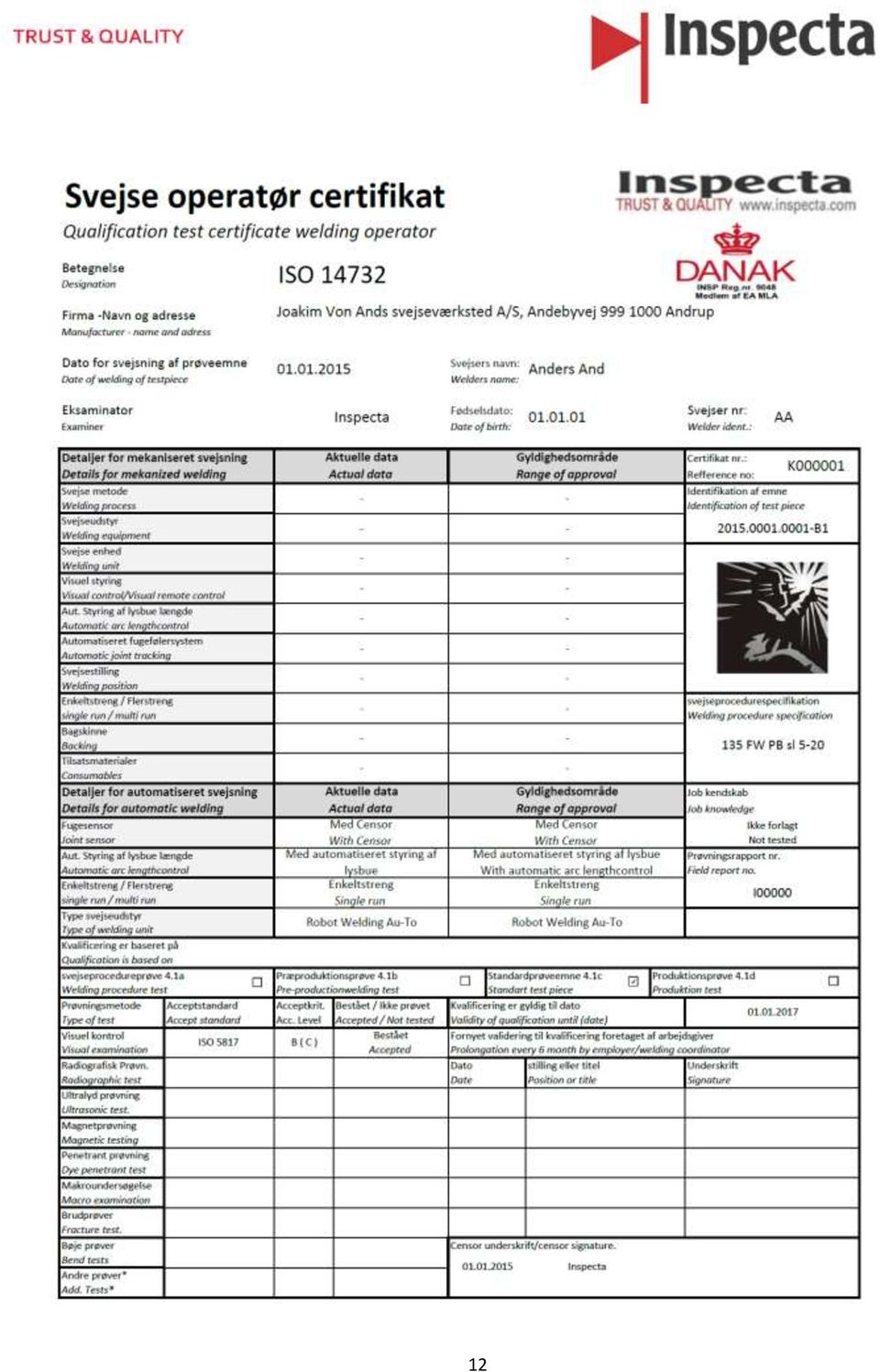
4 Eksempel på certifikat i henhold til ISO I tabellerne fra 1-10 fastlægges gyldighedsområderne for et svejsercertifikat med udgangspunk i et certifikat svejst rør på plade proces 135, med de aktuelle data der er anvendt ved svejseprøven. 3

5 Tabel 1: Svejsemetoder Der tillades svejsning med metoden der er anvendt ved certificeringen samt som vist i tabellen (135, 138) Tabel 2: Dråbeovergange Svejses der med kortbue, tillades der også svejsning med blandbue og spraybue, blandbue og spraybue dækker ikke kortbue. Tabel 3: Plade eller rør Da der svejses i et rør/plade tillades der svejsning i rør og plade. Tabel 4: Fugetyper Der er svejst i kantsøm FW, dette giver tilladelse til svejsning i kantsømme. Tabel 5: grundmaterialegrupper i henhold til ISO Når der anvendes tilsatsmateriale tillades alle materialegrupper i stål. Tabel 6: Tilsatsmaterialegrupper Når der anvendes tilsatsmaterialegruppe FM1, tillades også svejsning med grupperne FM1 og FM2. Tabel 7: Tilsatsmateriale Når der er anvendt massiv tråd, tillades der også svejsning med metalfyldt tråd. Tabel 8: Dimensioner Indsættes de aktuelle dimensioner i tabellen fremgår det at der må svejses i materialer > 3 mm godstykkelse og > 79,5 mm diameter. Tabel 9: Svejsestillinger Anvendes stillingen PB, tillades svejsning med PA, PB. Tabel 10: Svejsedetaljer Er der svejst ml, må der svejses ml, sl. Overføres disse data til et svejsercertifikat, fås følgende betegnelse: ISO P/T FW 1.1 FM1 S t10 D159 PB ml Væsentlige data Aktuelle data Godkendelsesområde Svejsemetode , 138 Dråbeovergang D D, G, S Plade/rør P/T P, T Fugetype FW FW Grundmaterialegruppe Tilsatsmaterialegruppe FM1 FM1, FM2 Tilsatsmaterialetype S S, M Nedsmeltet tykkelse Godstykkelse (mm) 10 > 3 Udvendig rørdiameter 159 > 79,5 Svejsestilling PB PA, PB svejsedetaljer ml sl, ml 4

6 ISO kvalificering af svejsere Tabel 1: Svejsemetoder Nr. Gyldighedsområde Svejsning med beklædt elektrode Svejsning med fluxfyldt rørtråd Pulversvejsning med massiv tråd (delvis mekaniseret) , 125 Pulversvejsning med rørtråd (delvis mekaniseret) , 125 MIG svejsning med massiv tråd MAG svejsning med massiv tråd , 138 MAG svejsning med fluxfyldt rørtråd MAG svejsning med metalfyldt rørtråd , 138 TIG svejsning med massiv tråd , 142, 143, 145 TIG svejsning uden tilsatsmateriale TIG svejsning med pulverfyldt rørtråd , 142, 143, 145 TIG svejsning med reducerende gas og massiv tråd , 142, 143, 145 Plasmasvejsning 15 Gassvejsning med oxygen og acetylen 311 Ved kombination af svejseprocesser feks. Ved bundstreng med proces 138 og opfyldning med proces 136 kvalificeres begge metoder med svejste tykkelser ifølge tabel 8 Tabel 2: Dråbeovergange Type Gyldighedsområde Svejsemetoder 131, 135, 138 D: Kortbue D, G, S G: Blandbue G, S S: Spraybue G, S Tabel 3: Plade eller rør Type Gyldighedsområde Plade P P (i nogle tilfælde også rør, se tabel 8) Rør T T, P Tabel 4: Fugetyper Sømtype Gyldighedsområde Kantsøm FW FW Stumpsøm BW BW* Det tillades at svejse 2 arbejdsprøver med hver sin svejsesømstype forudsat, at de øvrige data er de samme. Derudover kan en svejser, der har lavet en stumpsømprøve, kvalificeres til kantsømme, der udføres som en supplerende enkeltstrengs kantsømsprøve i op til 10 mm godstykkelse. Yderlige tillades det at kvalificere både stump og kantsømme med en arbejdsprøve, der laves som ensidig stumpsøm mod backing i min 10 mm godstykkelse. *) Omfatter stumpsømme ved grenrørssamling > 60. Grenrørssamlinger < 60 kvalificeres særskilt Tabel 5: materialegrupper iht ISO Gruppe Gyldighedsområde Svejseprocesser svejst med tilsatsmateriale Den anvendte 1-11 Svejseprocesser svejst uden tilsatsmateriale Den anvendte Den anvendte materialegruppe 5

7 Tabel 6: Tilsatsmaterialegrupper materiale Standarder for Gruppe Gyldighedsområde tilsatsmateriale Ulegeret stål og finkornsstål ISO 2560, ISO 14341, ISO 636, FM1 FM1, FM2 ISO 14171, ISO Højstyrkestål ISO 18275, ISO 16834, FM2 FM1, FM2 ISO 26304, ISO Krybefast stål med Cr <3,75% ISO 3580, ISO 21952, ISO FM3* FM1, FM2, FM , ISO Krybefast stål med 3,75 < Cr < 12% ISO 3580, ISO 21952, ISO FM4* FM1, FM2, FM3, FM , ISO Rustfrit og varmefast stål ISO 3581, ISO 14343, ISO FM5 FM Nikkel og nikkellegeringer ISO 14172, ISO FM6 FM6 *) FM3 og FM4 refererer til samme standarder, der vælges tilsatsmateriale der matcher materialegruppen der svejses i. Tabel 7: tilsatsmaterialer Type Gyldighedsområde 111 sur A A, R, RE, RB, RC, RR Basisk B A, B, R, RE, RB, RC, RR Cellulose C C Rutil R A, R, RE, RB, RC, RR Rutil-sur RA A, R, RE, RB, RC, RR Rutil-basisk RB A, R, RE, RB, RC, RR Rutil-cellulose RC A, R, RE, RB, RC, RR Rutil (tyk beklædt) RR A, R, RE, RB, RC, RR 121 Massiv tråd S S, M. nm for processer 15 og Metalfyldt rørtråd M M, S Basisk B 125 Rutil, langsom størknende slagge R 136 Rutil, hurtig størknende slagge P Rutil eller basisk/fluroid V Basisk/fluroid, langsom størknende slagge W Basisk/fluroid, hurtig størknende slagge Y Andre typer Z Uden tilsatsmateriale nm nm Kun det anvendte tilsatsmateriale ved bundstreng ss nb for beklædte elektroder og fluxfyldte tilsatsmateriale er kvalificeret for bundstrenge. 6

8 Tabel 8: Dimensioner Stumpsømme med nedsmeltet tykkelse = s (mm) Ved 311 Gassvejsning s < er gyldighedsområdet s til 1,5 x s Og for 3 < s < 12 er gyldighedsområdet 3 til 1,5 x s Ved s > 12 skal der svejses mindst 3 lag. Udvendig rørdiameter = D (mm) For hule firkantprofiler svarer mindste side til D Rørprøve D > 25 kvalificere også plade Pladeprøve i alle stillinger kvalificerer D > 500 i fast position og D > 75 for PA, PB, PC og PD ved roterende svejsning Gyldighedsområde s < 3 s til 3 eller s til 2 x s Hvor største værdi gælder 3 < s < 12 3 til 2 x s s > 12 > 3 D < 25 D > 25 d til 2 x D > 0,5 x D (min. D =25 mm) Kantsømme med godstykkelse = t (mm) t < 3 t til 3 eller t til 2 x t t > 3 > 3 For to prøveemner med forskellig dimensioner er svejseren kvalificeret fra mindste tilladte dimension. Feks vil prøveemnerne i rør ø 12x1 og ø 60x5,6 give gyldighed til svejsning af godstykkelser fra 1 mm til 11,2 mm og diametre fra 12 mm og opefter, under forudsætning af at øvrige data er de samme for de to prøveemner. Tabel 9: Svejsestillinger Typer Gyldighedsområde Stumpsømme Kantsømme 7

9 Tabel 10: Svejsedetaljer Type Gyldighedsområde Ensidig svejsning uden backing ss nb ss nb, ss mb, bs, ss gb, ss fb Ensidig svejsning med backing ss mb ss mb, bs Tosidig svejsning bs Baggas ss gb ss mb, bs, ss gb Indsat tilsatsmateriale ci ss mb, bs, ci Fluxbacking ss fb ss mb, bs, ss fb Kantsømme FW: Enkelt lag sl sl Kantsømme FW: Fler lag ml sl, ml Metode 311: Frasvejsning lw lw Metode 311: Modsvejsning rw rw Dimensioner af prøveemner til svejsning af kant og stumpsømme 8

10 Øvrige metaller: Aluminium, kobber, nikkel og titan ISO , aluminium og aluminiumslegeringer ISO , kobber og kobberlegeringer ISO , nikkel og nikkellegeringer ISO , titan og titanlegeringer Svjseprocesser (tilladte) Materialer og svejsemetoder Aluminium og legeringer x x*/** x Kobber og legeringer) x x x x x Nikkel og legeringer x x x x x x Titan og legeringer x x x *Omfatter også zirkonrium og zirkonrium legeringer. **Svejsning med jævnstrøm kvalificerer ikke vekselstrøm og omvendt. Materialer (ISO 15608) Materialer Gruppe Gyldighed Aluminium Ren aluminium med max. 1 % legering eller urenhed 21 21, 22 Naturhårde legeringer, AlMg-legeringer 22 21, 22 Hærd bare legeringer 23 21, 22, 23 Al-Si legeringer, AlMg-legeringer 24 24, 25 Al-Si-Cu legeringer med 5%< Si <14%, 1%< Cu <5% og Mg 25 24, 25 <0,8% Az-Cu legeringer med 2% < Cu < 6% 26 24, 25, 26 Kobber Ren kobber legeringer W31 W31, 33, 34, 35 Kobber-zink legeringer W32 W32, 36 Kobber-tin legeringer W33 W 33 Kobber-nikkel legeringer W34 W34, 365 Kobber-aluminium legeringer W35 W34, 365 Kobber-nikkel-zink legeringer W36 W32, 36 Nikkel Ren nikkel W41 W41-47, W11 Nikkel-kobber legeringer (Ni > 45%, Cu > 10%) W42 W41-47, W11 Nikkel-krom legeringer (Ni > 40%) W43 W41-47, W11 Nikkel-molybdæn legeringer (Ni > 45%, Mo < 30%) W44 W41-47, W11 Nikkel-jern-krom legeringer (Ni > 45%) W45 W41-47, W11 Nikkel-krom-kobolt legeringer (Ni > 40%, Co > 10%) W46 W41-47, W11 Nikkel-jern-krom- legeringer (Ni > 45%) W47 W41-47, W11 Titan Ren titan W51 W51-54, W61-62 α titanlegeringer W52 W51-54, W61-62 α -β titanlegeringer W53 W51-54, W61-62 Lignende α -β titanlegeringer W54 W51-54, W61-62 Ren zirkonium W61 W51-54, W61-62 Zirkonium med 2,5% niob W62 W51-54, W61-62 Materialer, bemærkninger Aluminium og aluminiumlegeringer Kobber og kobberlegeringer Nikkel og nikkellegeringer Kombination af et prøveemne fra materialegrupperne og et fra tillader følgende kombinationer: 21/24, 21/25, 22/25, 23/24 og 23/25. kombinationen med materialegruppe 26 og kræver specifik test. Ved andre grupper eller ved materialekombinationer laves en arbejdsprøve, der kun giver gyldighed til gruppen eller kombinationen. Hvis der anvendes tilsatsmateriale fra grupperne W41-47, må svejseren også svejse stålkombinationer W01-04, W11 og 9
 Materialer Gruppe Gyldighed Aluminium Ren aluminium med max.")
11 Titan og titanlegeringer kombinationer mellem stålgrupper til W41-47 Hvor svejsearbejdet overvejende består af zirkonium, skal godkendelsprøven udføres i zirkonium. Dimensioner Materialer Godstykkelse t i mm Gyldighedsområde Aluminium t < 6 (stumpsøm) 0,5 x t til 2 x t (stump- og kantsøm) t > 6 (stumpsøm) > 6 (stump- og kantsøm) t < 3 (kantsøm) t til 3 (kantsøm) t > 3 (kantsøm) > 3 (kantsøm) Kobber og kobberlegeringer t 0,5 x t til 1,5 x t* Nikkel og nikkellegeringer t < 3 t til 2 x t 3 < t < 12 3 til 2 x t t > 12 > 5 Aluminium, kobber, nikkel og titan Diameter D** i mm Gyldighedsområde samt deres legeringer D < 25 D til 2 x D D > 25 > 0,5 x D (min. 25) Svejsestillinger Prøve- Gyldighedsområde emner PA PB PC PD PE PF(P) PF (T) PG (P) PG (T) H-L045 J-L045 PA A-K-T-N A-K-T-N PB A-K-T-N A-K-T-N PC A-K-T-N A-K-T-N A-K-T-N PD A-K-T-N A-K-T-N A A-K-T-N A A-N PE A-K-T-N A-K-T-N A-K-T-N A-K-T-N A-K-T-N A-K-T-N PF (P) A-K-T-N A-K-T-N A-K-T-N PF (T) A-K-T-N A-K-T-N A-K-T-N A-K-T-N A-K-T-N A-K-T-N PG (P) A-N PG (T) A A A A A-N A-N H-L045 A-K-T-N A-K-T-N A-K-T-N A-K-T-N A-K-T-N A-K-T-N A-K-T-N A-K-T-N J-L045 N N A: Aluminium K: Kobber N: Nikkel T: Titan 10

12 ISO Kvalificering af svejseoperatører Anvendelsesområde ISO kan anvendes ved godkendelse af svejseoperatører til fuldt mekaniseret svejsning og svejseopstillere til fuldt mekaniseret og automatisk svejsning. I modsætning til tidligere omtalte ISO 9606 standarder er der her tale om ikke håndholdte svejsning Mekaniserings-/automatiseringsgrad Type Eksempler Type af bevægelse Standard Svejsning TIG MIG/MAG Føring af pistol/håndtag Tilsætning af tilsatsmat. Håndtering af emne Manuel Manuel Manuel Manuel ISO 9606 svejsning Delvist Manuel Mekaniseret Manuel ISO 9606 mekaniseret Fuldt mekaniseret Mekaniseret Mekaniseret Manuel ISO Automatiseret Mekaniseret Mekaniseret Mekaniseret ISO Svejseoperatører, der udelukkende foretager betjening af udstyr behøver ikke godkendelse i henhold til ISO Svejseprocesser, grundmaterialer, dimensioner Denne standard omfatter smeltesvejsning og modstanssvejsning af metalliske materialer. Ved svejsearbejdets udførsel må kun bruges den eller de svejseprocesser som er anvendt ved svejseprøven Svejseprocesser nummereres ifølge ISO 4063, se tabel 1 med svejseprocesser for smeltesvejsning Materialer kan anvendes som beskrevet i gældende WPS, ingen begrænsninger ej heller til materialetykkelser og diametre. Definitioner Svejseenhed: Den samlede mængde udstyr der anvendes ved svejsningen, dette skal identificeres på certifikatet for automatiseret svejsning Betjening: Start og evt. stop af produktionscyklus, evt. ilægning og nedtagning af emner. Opstilling: Korrekt indstilling af svejseenhed før svejsning ifølge WPS, evt. indlæsning af program i styreenhed. Automatiseret svejsning: Alle operationer udføres uden svejseoperatørens medvirken, og manuel justering af procesparametre under automatiseret svejsning er ikke mulig. Mekaniseret svejsning: De nødvendige betingelser styres med mekaniske eller elektroniske midler, og kan justeres manuelt af operatøren under svejseprocessen. Metoder for kvalifikation: a) I forbindelse med svejseprocedureprøve i henhold til ISO x b) I forbindelse med præproduktionsprøve i henhold til ISO og (15614-x) c) Afprøvning af arbejdsemne i henhold til ISO 9606 d) I forbindelse med produktions-/produktionsstikprøve 11

13 12
14 Eventuelle forhold i forbindelse med certificeringen Evt. teoriprøver. Såfremt dette er et ønske eller krav. Indgår der som en del af certificeringen en multisvarprøve hvor følgende forhold: Svejsemaskinens funktioner Forståelse af WPS Materiale kendskab Tilsatsmateriale Svejsefejl Personlige værnemidler Gyldighedsområdet for certificering Teoriprøven arkiveres, mindst 60% af spørgsmålene skal besvares korrekt. Under svejsningen Svejseprøven overvåges af en eksaminator fra Inspecta, der sikre at svejseprøven udføres i overensstemmelse med kravene beskrevet i ISO ,2,3,4,5, svejseren skal have min 2 forsøg ved prøveaflæggelsen. Ved certificeringen kontrolleres følgende: Svejserens identitet (kørekort eller sygesikringsbevis) At svejsebetingelserne er opfyldt i henhold til aktuel standard Tilsatsmateriale type Grundmateriale Mærkning af prøveemne Top mærke Tilgængelig WPS Mindst et start/stop i svejseprøven 13

15 14

16 Vi beskæftiger os med: Certificering af svejsere iht. ISO ,2,3,4,5 ASME IX, ISO og øvrige relevante standarder Udarbejdelse af svejseprocedurer specifikationer, WPS og WPQR i henhold til ISO , PED og øvrige relevante standarder NDT metoder ISO 9001, ISO 3834 Svejseteknologi Svejserobotter, optimering og certificering Kvalitetsledelsessystemer Konstruktionsgodkendelse af beholder og tryk udstyr Certificering af kvalitetssystemer ISO 3834, ISO 9000 og EN

Certificering af svejsere og svejseoperatører
 Certificering af svejsere og svejseoperatører Revideret 20-3-2014 Indhold Anvendelse af denne guide til gyldighed for svejsercertifikater... 3 Svejsning af prøveemne... 4 NDT og mekanisk prøvning... 4
Certificering af svejsere og svejseoperatører Revideret 20-3-2014 Indhold Anvendelse af denne guide til gyldighed for svejsercertifikater... 3 Svejsning af prøveemne... 4 NDT og mekanisk prøvning... 4
Certificering af svejsere
 Dansk standard DS 322 7. udgave 2014-06-02 Certificering af svejsere Approval testing of welders DS 322 København DS projekt: M286309 ICS: 25.160.01 Første del af denne publikations betegnelse er: DS,
Dansk standard DS 322 7. udgave 2014-06-02 Certificering af svejsere Approval testing of welders DS 322 København DS projekt: M286309 ICS: 25.160.01 Første del af denne publikations betegnelse er: DS,
Guide til svejseprocedure
 Guide til svejseprocedure Revideret 4-3-04 INDHOLDSFORTEGNELSE: Anvendelse af denne guide til svejseprocedure... Standarder for svejseprocedureprøver... 3 Kvalificering af svejseprocedure for stål (WPS)...
Guide til svejseprocedure Revideret 4-3-04 INDHOLDSFORTEGNELSE: Anvendelse af denne guide til svejseprocedure... Standarder for svejseprocedureprøver... 3 Kvalificering af svejseprocedure for stål (WPS)...
Kemppi Universal WPS-pakkerne til MIG/MAG og MMA-svejsning
 Kemppi Universal WPS-pakkerne til MIG/MAG og MMA-svejsning Kom på forkant med EN 1090 sammen med Kemppi Fordele Markedets mest komplette løsning, der både kan bruges til værkstedsbrug samt montage i forbindelse
Kemppi Universal WPS-pakkerne til MIG/MAG og MMA-svejsning Kom på forkant med EN 1090 sammen med Kemppi Fordele Markedets mest komplette løsning, der både kan bruges til værkstedsbrug samt montage i forbindelse
Grafisk Workflow. Amer Z. Obeid Mediegrafiker H1 portfoilio
 Grafisk Workflow Amer Z. Obeid Mediegrafiker H1 portfoilio Svejsecertifikat plakat Jeg fik til opgave at re-designe plakaten Guide til forståelse af dine svejsecertifikater til svejseuddannelsen på Aarhus
Grafisk Workflow Amer Z. Obeid Mediegrafiker H1 portfoilio Svejsecertifikat plakat Jeg fik til opgave at re-designe plakaten Guide til forståelse af dine svejsecertifikater til svejseuddannelsen på Aarhus
Gas svejsning Rør Alle Pos Max 10 dage
 Navn: Kabinenr. Elevtype: IA nr. 76 Dato: Firma: Gas svejsning Rør Alle Pos Max 0 dage Målbeskrivelse: nr. 76 Mål: Du kan med svejseproces, gassvejsning, svejse stumpsømme i rør i positioner på niveau
Navn: Kabinenr. Elevtype: IA nr. 76 Dato: Firma: Gas svejsning Rør Alle Pos Max 0 dage Målbeskrivelse: nr. 76 Mål: Du kan med svejseproces, gassvejsning, svejse stumpsømme i rør i positioner på niveau
Guide til kvalifikation af svejseprocedureprøvning
 Guide til kvalifikation af svejseprocedureprøvning Revideret 18.01.2016 Indhold Anvendelse af denne guide.. 2 Standarder for svejseprocedureprøver 3 Kvalificering af svejseprocedure for stål (WPS). 3 NDT
Guide til kvalifikation af svejseprocedureprøvning Revideret 18.01.2016 Indhold Anvendelse af denne guide.. 2 Standarder for svejseprocedureprøver 3 Kvalificering af svejseprocedure for stål (WPS). 3 NDT
Proces 141. TIG svejsning U- lavtlegeret Kantsøm Plade/Rør Max 5 dage. Målbeskrivelse: nr
 Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 4004 Proces 4 TIG svejsning U- lavtlegeret Kantsøm Plade/Rør 4004 Max 5 dage Målbeskrivelse: nr. 4004 Mål: Du kan selvstændigt TIG-svejse kantsømme i
Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 4004 Proces 4 TIG svejsning U- lavtlegeret Kantsøm Plade/Rør 4004 Max 5 dage Målbeskrivelse: nr. 4004 Mål: Du kan selvstændigt TIG-svejse kantsømme i
Svejsning. Efteruddannelse 2016. Jobrettet uddannelse for ledige Landsdækkende positivliste - Svejsning Regionale positivliste - Svejsning
 Svejsning Efteruddannelse 2016 Jobrettet uddannelse for ledige Landsdækkende positivliste - Svejsning Regionale positivliste - Svejsning Kursusoversigt JOBRETTET UDDANNELSE - DEN LANDSDÆKKENDE POSITIVLISTE,
Svejsning Efteruddannelse 2016 Jobrettet uddannelse for ledige Landsdækkende positivliste - Svejsning Regionale positivliste - Svejsning Kursusoversigt JOBRETTET UDDANNELSE - DEN LANDSDÆKKENDE POSITIVLISTE,
Certificering af EN 1090, ISO 9001 og ISO 3834 Kvalitetssystemer Svejsning
 Certificering af EN 1090, ISO 9001 og ISO 3834 Kvalitetssystemer Svejsning Revideret 24-3-2014 Baggrund Inspecta Denmark (tidl. Jebru Inspektion A/S) blev grundlagt i 2005 af Jens Bruun. Fra 1987 arbejdede
Certificering af EN 1090, ISO 9001 og ISO 3834 Kvalitetssystemer Svejsning Revideret 24-3-2014 Baggrund Inspecta Denmark (tidl. Jebru Inspektion A/S) blev grundlagt i 2005 af Jens Bruun. Fra 1987 arbejdede
Side Forord 1 Certificering iht. EN 13133 2 Væsentlige parametre 2 Prøvning og acceptkriterier
 Nøgle til hårdlodning Certificering af loddeoperatører iht. DS/EN 13133 Forord Kvaliteten af en manuel udført lodning afhænger primært af lodderens håndværksmæssige kvalifikationer og aktuelle træning
Nøgle til hårdlodning Certificering af loddeoperatører iht. DS/EN 13133 Forord Kvaliteten af en manuel udført lodning afhænger primært af lodderens håndværksmæssige kvalifikationer og aktuelle træning
Proces 141. TIG svejsning Rustfri Kantsøm Plade/Rør Max 5 dage. Målbeskrivelse: nr
 Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 400 Proces 4 TIG svejsning Rustfri Kantsøm Plade/Rør 400 Max 5 dage Målbeskrivelse: nr. 400 Mål: Du kan selvstændigt TIG-svejse kantsømme i rustfri plade
Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 400 Proces 4 TIG svejsning Rustfri Kantsøm Plade/Rør 400 Max 5 dage Målbeskrivelse: nr. 400 Mål: Du kan selvstændigt TIG-svejse kantsømme i rustfri plade
Mag svejsning Proces 136 Kantsøm plade/plade Max 5 dage
 Navn: Kabinenr. Elevtype: I nr. 4009 Dato: Firma: Mag svejsning Proces 6 Kantsøm plade/plade Max 5 dage Målbeskrivelse: nr. 4009 Mål: Du kan MG svejse proces 6 kantsømme i de fleste positioner i ulegeret
Navn: Kabinenr. Elevtype: I nr. 4009 Dato: Firma: Mag svejsning Proces 6 Kantsøm plade/plade Max 5 dage Målbeskrivelse: nr. 4009 Mål: Du kan MG svejse proces 6 kantsømme i de fleste positioner i ulegeret
IWE. International Welding Engineer, svejseingeniør
 IWE International Welding Engineer, svejseingeniør IWE - International Welding Engineer, svejseingeniør I de nye EN standarder for stålkonstruktioner og trykbærende anlæg, stilles der krav til en omfattende
IWE International Welding Engineer, svejseingeniør IWE - International Welding Engineer, svejseingeniør I de nye EN standarder for stålkonstruktioner og trykbærende anlæg, stilles der krav til en omfattende
Mag svejsning Proces 135 Kantsøm plade/plade Max 5 dage
 Navn: Kabinenr. Elevtype: I nr. 4009 Dato: Firma: Mag svejsning Proces 5 Kantsøm plade/plade Max 5 dage Målbeskrivelse: nr. 4009 Mål: Du kan MG svejse proces 5 kantsømme i de fleste positioner i ulegeret
Navn: Kabinenr. Elevtype: I nr. 4009 Dato: Firma: Mag svejsning Proces 5 Kantsøm plade/plade Max 5 dage Målbeskrivelse: nr. 4009 Mål: Du kan MG svejse proces 5 kantsømme i de fleste positioner i ulegeret
Vingsted 2012 ISO 9606-1 versus DS/EN 287-1
 Vingsted 2012 ISO 9606-1 versus DS/EN 287-1 I dag er den gældende danske og europæiske standard DS/EN 287-1:2011 I flere omgange har man forsøgt at skabe fælles fodslag mellem det europæiske standardiseringsorgan
Vingsted 2012 ISO 9606-1 versus DS/EN 287-1 I dag er den gældende danske og europæiske standard DS/EN 287-1:2011 I flere omgange har man forsøgt at skabe fælles fodslag mellem det europæiske standardiseringsorgan
Udvalg af standardprocedurer. Mag svejsning massiv tråd proces 135 : Standard dækningsområder iht. godstykkelser og diameter for WPS i stålgruppe 1.
 Standard dækningsområder iht. godstykkelser og diameter for WPS i stålgruppe 1. Der kan eventuelt tilpasses dækningsområder efter aftale. Der laves separate WPS ere til de forskellige svejsestillingerne.
Standard dækningsområder iht. godstykkelser og diameter for WPS i stålgruppe 1. Der kan eventuelt tilpasses dækningsområder efter aftale. Der laves separate WPS ere til de forskellige svejsestillingerne.
Lader du ozon angribe dit helbred?
 3 ODOROX MISON beskyttelsesgas odorized oxygen Lader du ozon angribe dit helbred? 02 MISON beskyttelsesgas Undgå skadelig ozon. brug MISON beskyttelsesgas hver gang du svejser. Hver gang du svejser, udvikles
3 ODOROX MISON beskyttelsesgas odorized oxygen Lader du ozon angribe dit helbred? 02 MISON beskyttelsesgas Undgå skadelig ozon. brug MISON beskyttelsesgas hver gang du svejser. Hver gang du svejser, udvikles
5.2 PU, temaopgave som del af grundforløbsprojekt
 5.2 PU, temaopgave som del af grundforløbsprojekt Opgaveeksempel udarbejdet på Aalborg tekniske skole. Tegninger: Erhvervsskolernes Forlag. Type: Niveau: Indhold: Indgang: Kernekompetence: Opgave Tværgående
5.2 PU, temaopgave som del af grundforløbsprojekt Opgaveeksempel udarbejdet på Aalborg tekniske skole. Tegninger: Erhvervsskolernes Forlag. Type: Niveau: Indhold: Indgang: Kernekompetence: Opgave Tværgående
Funktionalligninger - løsningsstrategier og opgaver
 Funktionalligninger - løsningsstrategier og opgaver Altså er f (f (1)) = 1. På den måde fortsætter vi med at samle oplysninger om f og kombinerer dem også med tidligere oplysninger. Hvis vi indsætter =
Funktionalligninger - løsningsstrategier og opgaver Altså er f (f (1)) = 1. På den måde fortsætter vi med at samle oplysninger om f og kombinerer dem også med tidligere oplysninger. Hvis vi indsætter =
Åbent værksted. Proces 111
 Åbent værksted Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 446 Proces Lysbue reparationssvejsning 446 Max 5 dage Målbeskrivelse: nr. 446 Mål: Du kan på forsvarlig vis selvstændigt udføre mindre
Åbent værksted Navn: Kabine nr. Dato: Slut: Elevtype: Firma: I nr. 446 Proces Lysbue reparationssvejsning 446 Max 5 dage Målbeskrivelse: nr. 446 Mål: Du kan på forsvarlig vis selvstændigt udføre mindre
SVEJSNING - Jobrettet uddannelse P SITIVLISTEN JOBRETTET UDDANNELSE VOKSENUDDANNELSE FOR ALLE KOLDING
 206 SVEJSNING - Jobrettet uddannelse JSNING SVE P SITIVLISTEN JOBRETTET UDDANNELSE VOKSENUDDANNELSE FOR ALLE KOLDING SVEJSNING - POSITIVLISTEN JOBRETTET UDDANNELSE - DEN LANDSDÆKKENDE POSITIVLISTE, GÆLDER
206 SVEJSNING - Jobrettet uddannelse JSNING SVE P SITIVLISTEN JOBRETTET UDDANNELSE VOKSENUDDANNELSE FOR ALLE KOLDING SVEJSNING - POSITIVLISTEN JOBRETTET UDDANNELSE - DEN LANDSDÆKKENDE POSITIVLISTE, GÆLDER
Formål: Arbejdsmiljø og sikkerhed ved svejsning og termisk skæring - 17-kursus, tidligere benævnt 26-kursus
 Svejsning Svejsning Åbentværksted svejsning Åbentværksted svejsning Arbejdsmiljø og sikkerhed, svejsning/termisk Kursusnr.: 44530 Varighed: 1,0 dage Ufaglærte og faglærteuddannelsen er lovpligtig i henhold
Svejsning Svejsning Åbentværksted svejsning Åbentværksted svejsning Arbejdsmiljø og sikkerhed, svejsning/termisk Kursusnr.: 44530 Varighed: 1,0 dage Ufaglærte og faglærteuddannelsen er lovpligtig i henhold
Undervisningsmateriale Til Asymmetriske fuger Proces 111/
 Undervisningsmateriale Til Asymmetriske fuger Proces 111/136 48342 Carsten Sehested Andersen, Tine Mathiesen Hagen, Kaj Kærsig Christensen AMU-FYN Indhold Målbeskrivelse... 1 Målgruppe... 1 Teoriafsnit...
Undervisningsmateriale Til Asymmetriske fuger Proces 111/136 48342 Carsten Sehested Andersen, Tine Mathiesen Hagen, Kaj Kærsig Christensen AMU-FYN Indhold Målbeskrivelse... 1 Målgruppe... 1 Teoriafsnit...
Rammeaftale vedrørende. AD HOC TV inspektion og spuling. Københavns Kommune. Økonomiforvaltningen. Københavns Ejendomme, Drift og Service
 Københavns Kommune Økonomiforvaltningen Københavns Ejendomme, Drift og Service Rammeaftale vedrørende AD HOC TV inspektion og spuling Geografisk Område: 3 Nørrebro / Brønshøj 1. Aftalens Parter Mellem
Københavns Kommune Økonomiforvaltningen Københavns Ejendomme, Drift og Service Rammeaftale vedrørende AD HOC TV inspektion og spuling Geografisk Område: 3 Nørrebro / Brønshøj 1. Aftalens Parter Mellem
Grafteori, Kirsten Rosenkilde, september 2007 1. Grafteori
 Grafteori, Kirsten Rosenkilde, september 007 1 1 Grafteori Grafteori Dette er en kort introduktion til de vigtigste begreber i grafteori samt eksempler på opgavetyper inden for emnet. 1.1 Definition af
Grafteori, Kirsten Rosenkilde, september 007 1 1 Grafteori Grafteori Dette er en kort introduktion til de vigtigste begreber i grafteori samt eksempler på opgavetyper inden for emnet. 1.1 Definition af
Kvalitetshåndbog. for. Åbybro Maskinfabrik A/S Limfjordsgade 61, Gjøl DK-9440 Aabybro
 Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Åbybro Maskinfabrik A/S Limfjordsgade 61, Gjøl DK-9440 Aabybro Kvalitetshåndbogen Side 2 af 6 1. Om Åbybro Maskinfabrik A/S Åbybro Maskinfabrik A/S i
Kvalitetshåndbogen Side 1 af 6 Kvalitetshåndbog for Åbybro Maskinfabrik A/S Limfjordsgade 61, Gjøl DK-9440 Aabybro Kvalitetshåndbogen Side 2 af 6 1. Om Åbybro Maskinfabrik A/S Åbybro Maskinfabrik A/S i
Vejledning om ikke erhvervsmæssig jernbanedrift Veteranbanebekendtgørelsen
 Vejledning om ikke erhvervsmæssig jernbanedrift Veteranbanebekendtgørelsen 9. maj 2011 3 Vejledning om ikke Forord Forord Generelt Bekendtgørelsen kan ses under Lovstof på Trafikstyrelsens hjemmeside.
Vejledning om ikke erhvervsmæssig jernbanedrift Veteranbanebekendtgørelsen 9. maj 2011 3 Vejledning om ikke Forord Forord Generelt Bekendtgørelsen kan ses under Lovstof på Trafikstyrelsens hjemmeside.
Skolecertificering EN ISO 9606-1 versus DS/EN 287-1
 Skolecertificering EN ISO 9606-1 versus DS/EN 287-1 DS/EN ISO 9606-1, status DS/EN ISO 9606-1, væsentlige forskelle i forhold til DS/EN 287-1 Forventet forløb for ny SBC 244 og DS 322 Igangsættelse af
Skolecertificering EN ISO 9606-1 versus DS/EN 287-1 DS/EN ISO 9606-1, status DS/EN ISO 9606-1, væsentlige forskelle i forhold til DS/EN 287-1 Forventet forløb for ny SBC 244 og DS 322 Igangsættelse af
NatioNal SvejSekoordiNator
 NatioNal SvejSekoordiNator CE-mærkning er et lovkrav fra juli 2014. Bliv klar og bliv opkvalificeret med uddannelsesforløbet til National svejsekoordinator Nyt attraktivt uddannelsesforløb national svejsekoordinator
NatioNal SvejSekoordiNator CE-mærkning er et lovkrav fra juli 2014. Bliv klar og bliv opkvalificeret med uddannelsesforløbet til National svejsekoordinator Nyt attraktivt uddannelsesforløb national svejsekoordinator
JOBRETTET UDDANNELSE SVEJSNING POSITIVLISTEN 2016
 JOBRETTET UDDANNELSE SVEJSNING POSITIVLISTEN 06 Find flere kurser på www.learnmark.dk/amu JOBRETTET UDDANNELSE Denne liste indeholder de kurser og uddannelsesforløb, du som ledig, kan deltage på fra. ledighedsdag,
JOBRETTET UDDANNELSE SVEJSNING POSITIVLISTEN 06 Find flere kurser på www.learnmark.dk/amu JOBRETTET UDDANNELSE Denne liste indeholder de kurser og uddannelsesforløb, du som ledig, kan deltage på fra. ledighedsdag,
Bekendtgørelse sikkerhedsrådgivere for transport af farligt gods
 Bekendtgørelse nr. 543 af 12. juni 2012 Bekendtgørelse sikkerhedsrådgivere for transport af farligt gods Oversigt (indholdsfortegnelse) Kapitel 1 Anvendelsesområde og definitioner Kapitel 2 Sikkerhedsrådgiverens
Bekendtgørelse nr. 543 af 12. juni 2012 Bekendtgørelse sikkerhedsrådgivere for transport af farligt gods Oversigt (indholdsfortegnelse) Kapitel 1 Anvendelsesområde og definitioner Kapitel 2 Sikkerhedsrådgiverens
Grundforløb Uddannelsesrelateret Smedefag
 Undervisningsplan for Vejle Tekniske Skole/Grindsted Tekniske Skole Uddannelsesrelateret Smedefag Dækker følgende uddannelser: Klejnsmed Plade- og konstruktion smed Bygnings og landbrug smed Aluminium
Undervisningsplan for Vejle Tekniske Skole/Grindsted Tekniske Skole Uddannelsesrelateret Smedefag Dækker følgende uddannelser: Klejnsmed Plade- og konstruktion smed Bygnings og landbrug smed Aluminium
Din samarbejdspartner inden for
 Din samarbejdspartner inden for Optræk i alle formbare materialer Rørføring Stålkonstruktioner Bejdsning Tegning- og konstruktionsarbejde Montage Et ord er et ord Hos Kurt Jensen Maskinfabrik A/S betyder
Din samarbejdspartner inden for Optræk i alle formbare materialer Rørføring Stålkonstruktioner Bejdsning Tegning- og konstruktionsarbejde Montage Et ord er et ord Hos Kurt Jensen Maskinfabrik A/S betyder
Vi arbejder med rustfri stål samt sort stål. Vores kompetencer dækker det meste inden for faget herunder: Eksempler på firmaets arbejder
 Firmaprofil "MT Service" er et ungt, dynamisk og kreativt firma, der leverer klejnsmede arbejder indenfor enkeltstående mindre arbejder samt større totalløsninger og så er firmaet desuden åbent for alle
Firmaprofil "MT Service" er et ungt, dynamisk og kreativt firma, der leverer klejnsmede arbejder indenfor enkeltstående mindre arbejder samt større totalløsninger og så er firmaet desuden åbent for alle
Røntgen-Ultralyd-Magnetprøvning-Penetrant-Visuel kontrol af svejsninger Notified body no. 1727
 Røntgen-Ultralyd-Magnetprøvning-Penetrant-Visuel kontrol af svejsninger Notified body no. 1727 Revideret 28-3-2014 Inspecta Denmark (tidl.jebru Inspektion A/S) blev grundlagt i 2005 af Jens Bruun. Fra
Røntgen-Ultralyd-Magnetprøvning-Penetrant-Visuel kontrol af svejsninger Notified body no. 1727 Revideret 28-3-2014 Inspecta Denmark (tidl.jebru Inspektion A/S) blev grundlagt i 2005 af Jens Bruun. Fra
NATIONAL SVEJSEKOORDINATOR
 NATIONAL SVEJSEKOORDINATOR NATIONAL SVEJSEKOORDINATOR UDDANNELSESFORLØB MED ATTRAKTIVE MULIGHEDER 8 UDDANNELSESMODULER, 28 DAGE Uddannelsesforløbet til National svejsekoordinator er et attraktivt tilbud
NATIONAL SVEJSEKOORDINATOR NATIONAL SVEJSEKOORDINATOR UDDANNELSESFORLØB MED ATTRAKTIVE MULIGHEDER 8 UDDANNELSESMODULER, 28 DAGE Uddannelsesforløbet til National svejsekoordinator er et attraktivt tilbud
BOLTESVEJSNING EN OVERBEVISENDE TEKNIK
 BOLTESVEJSNING EN OVERBEVISENDE TEKNIK Fordelene ved KÖCO-Boltesvejseteknik 2 KÖCO-Boltesvejsning er en sikker og meget stærk befæstigelsesmetode, der ydermere tilbyder enorme besparelses muligheder. Ved
BOLTESVEJSNING EN OVERBEVISENDE TEKNIK Fordelene ved KÖCO-Boltesvejseteknik 2 KÖCO-Boltesvejsning er en sikker og meget stærk befæstigelsesmetode, der ydermere tilbyder enorme besparelses muligheder. Ved
Oversættelse af NDT krav
 Oversættelse af NDT krav Revideret 2432014 Indhold Forord...2 Forkortelser...2 EN 1090 2...3 EN 10903...5 EN 134805...6 EN ISO 19902...8 DNV OS C401:2013...9 MOTS12... 10 MOTS31... 13 MOTS33... 15 Diverse...
Oversættelse af NDT krav Revideret 2432014 Indhold Forord...2 Forkortelser...2 EN 1090 2...3 EN 10903...5 EN 134805...6 EN ISO 19902...8 DNV OS C401:2013...9 MOTS12... 10 MOTS31... 13 MOTS33... 15 Diverse...
Hypotese test. Repetition fra sidst Hypoteser Test af middelværdi Test af andel Test af varians Type 1 og type 2 fejl Signifikansniveau
 ypotese test Repetition fra sidst ypoteser Test af middelværdi Test af andel Test af varians Type 1 og type fejl Signifikansniveau Konfidens intervaller Et konfidens interval er et interval, der estimerer
ypotese test Repetition fra sidst ypoteser Test af middelværdi Test af andel Test af varians Type 1 og type fejl Signifikansniveau Konfidens intervaller Et konfidens interval er et interval, der estimerer
L A B O R ATO RIE R GASVALG VERSION 2012/08
 JERN- & MASKININDUSTRIEN SUNDHEDSSEKTOREN LAB LINE L A B O R ATO RIE R FARMACEUTISK INDUSTRI LEVNEDSMIDDELINDUSTRIEN GASVALG Oversigt Vi har stærke referencer over indenfor alle svejsegasser vores 5 forretningsområder:
JERN- & MASKININDUSTRIEN SUNDHEDSSEKTOREN LAB LINE L A B O R ATO RIE R FARMACEUTISK INDUSTRI LEVNEDSMIDDELINDUSTRIEN GASVALG Oversigt Vi har stærke referencer over indenfor alle svejsegasser vores 5 forretningsområder:
Svejsesymboler DS/EN MetalCraft Grundforløb
 Svejsesymboler DS/EN 22553 MetalCraft Grundforløb Svejsesymboler DS/EN 22553 Symboler I-søm,stumpsøm Y-søm,stumpsøm V-søm,stumpsøm 1/2 Y-søm,stumpsøm 1/2V-søm,stumpsøm U-søm,stumpsøm Svejsesymboler DS/EN
Svejsesymboler DS/EN 22553 MetalCraft Grundforløb Svejsesymboler DS/EN 22553 Symboler I-søm,stumpsøm Y-søm,stumpsøm V-søm,stumpsøm 1/2 Y-søm,stumpsøm 1/2V-søm,stumpsøm U-søm,stumpsøm Svejsesymboler DS/EN
arbejdsmarkeds uddannelse (amu) Svejsning jobrettet uddannelse positivlisten 2016
 Svejsning jobrettet uddannelse positivlisten 2016") arbejdsmarkeds uddannelse (amu) Svejsning jobrettet uddannelse positivlisten 2016 Positivliste :: svejsning 6 UGERS JOBRETTET UDDANNELSE - DEN LANDSDÆKKENDE POSITIVLISTE - GÆLDER FOR HELE 2016 Her kan
arbejdsmarkeds uddannelse (amu) Svejsning jobrettet uddannelse positivlisten 2016 Positivliste :: svejsning 6 UGERS JOBRETTET UDDANNELSE - DEN LANDSDÆKKENDE POSITIVLISTE - GÆLDER FOR HELE 2016 Her kan
Modul 5: Test for én stikprøve
 Forskningsenheden for Statistik ST01: Elementær Statistik Bent Jørgensen Modul 5: Test for én stikprøve 5.1 Test for middelværdi................................. 1 5.1.1 t-fordelingen.................................
Forskningsenheden for Statistik ST01: Elementær Statistik Bent Jørgensen Modul 5: Test for én stikprøve 5.1 Test for middelværdi................................. 1 5.1.1 t-fordelingen.................................
Materiale til behandling af brev fra 12 private børnepassere
 Materiale til behandling af brev fra 12 private børnepassere Info om: Kommunal dagpleje - der er d.d. 57 kommunale dagplejere. Godkendes og ansættes af Tønder Kommune til pasning af 4 børn med mulighed
Materiale til behandling af brev fra 12 private børnepassere Info om: Kommunal dagpleje - der er d.d. 57 kommunale dagplejere. Godkendes og ansættes af Tønder Kommune til pasning af 4 børn med mulighed
Borgerrådgiverens hovedopgave er først og fremmest dialog med borgerne i konkrete sager en mediatorrolle, hvor det handler om at:
 BORGER RÅDGIVEREN Det kan du bruge borgerrådgiveren til Er du utilfreds med behandlingen af din sag i Hvidovre Kommune eller med kommunens behandling af dig, kan du henvende dig til borgerrådgiveren. Borgerrådgiverens
BORGER RÅDGIVEREN Det kan du bruge borgerrådgiveren til Er du utilfreds med behandlingen af din sag i Hvidovre Kommune eller med kommunens behandling af dig, kan du henvende dig til borgerrådgiveren. Borgerrådgiverens
Nøgle til hårdlodning
 Nøgle til hårdlodning Certificering af loddeoperatører iht. DS/EN 13133 Forord Kvaliteten af en manuel udført lodning afhænger primært af lodderens håndværksmæssige kvalifikationer og aktuelle træning
Nøgle til hårdlodning Certificering af loddeoperatører iht. DS/EN 13133 Forord Kvaliteten af en manuel udført lodning afhænger primært af lodderens håndværksmæssige kvalifikationer og aktuelle træning
SPØRGESKEMAUNDERSØGELSE
 SPØRGESKEMAUNDERSØGELSE Sådan ser du svarprocenten og rykker for eller tilbagekalder besvarelser I denne vejledning kan du læse, hvordan du kan følge arbejdspladsens svarprocent på spørgeskemaundersøgelsen
SPØRGESKEMAUNDERSØGELSE Sådan ser du svarprocenten og rykker for eller tilbagekalder besvarelser I denne vejledning kan du læse, hvordan du kan følge arbejdspladsens svarprocent på spørgeskemaundersøgelsen
TI-B 103 (94) Prøvningsmetode Aktiveringsenergi i den relative hastighedsfunktion
 Prøvningsmetode Aktiveringsenergi i den relative hastighedsfunktion") TI-B 03 (94) Aktiveringsenergi i den relative hastighedsfunktion Teknologisk Institut, Byggeri TI-B 03 (94) Aktiveringsenergi i den relative hastighedsfunktion Deskriptorer: beton, egenskaber, modenhed,
TI-B 03 (94) Aktiveringsenergi i den relative hastighedsfunktion Teknologisk Institut, Byggeri TI-B 03 (94) Aktiveringsenergi i den relative hastighedsfunktion Deskriptorer: beton, egenskaber, modenhed,
Hvordan. normalkontrakter og aftaler
 Hvordan tilpasses normalkontrakter og aftaler i takt med virksomhedernes udvikling? Vejledning til overenskomsterne mellem DJ og DDFF 2004-2007 Se ordbog bagest. Se også den særskilte vejledning i forståelsen
Hvordan tilpasses normalkontrakter og aftaler i takt med virksomhedernes udvikling? Vejledning til overenskomsterne mellem DJ og DDFF 2004-2007 Se ordbog bagest. Se også den særskilte vejledning i forståelsen
Sundhedskartellets guidelines for fleksjobberes løn- og ansættelsesvilkår.
 Sundhedskartellets guidelines for fleksjobberes løn- og ansættelsesvilkår. Nye regler for fleksjobbere pr. 1. januar 2013 Lov om en aktiv beskæftigelsesindsats, som gennemfører fleksjobreformen, er vedtaget
Sundhedskartellets guidelines for fleksjobberes løn- og ansættelsesvilkår. Nye regler for fleksjobbere pr. 1. januar 2013 Lov om en aktiv beskæftigelsesindsats, som gennemfører fleksjobreformen, er vedtaget
Bekendtgørelse om EU- og EØS-statsborgeres adgang til udøvelse af virksomhed som autoriseret sundhedsperson 1)
") BEK nr 49 af 13/01/2010 (Gældende) Udskriftsdato: 20. september 2016 Ministerium: Ministeriet for Sundhed og Forebyggelse Journalnummer: Ministeriet for Sundhed og Forebyggelse, j.nr. 0905127 Senere ændringer
BEK nr 49 af 13/01/2010 (Gældende) Udskriftsdato: 20. september 2016 Ministerium: Ministeriet for Sundhed og Forebyggelse Journalnummer: Ministeriet for Sundhed og Forebyggelse, j.nr. 0905127 Senere ændringer
Den bedste dåse, en optimeringsopgave
 bksp-20-15e Side 1 af 7 Den bedste dåse, en optimeringsopgave Mange praktiske anvendelser af matematik drejer sig om at optimere en variabel ved at vælge en passende kombination af andre variable. Det
bksp-20-15e Side 1 af 7 Den bedste dåse, en optimeringsopgave Mange praktiske anvendelser af matematik drejer sig om at optimere en variabel ved at vælge en passende kombination af andre variable. Det
Vejledning til AT-eksamen 2016
 Sorø Akademis Skole Vejledning til AT-eksamen 2016 Undervisningsministeriets læreplan og vejledning i Almen Studieforberedelse kan findes her: http://www.uvm.dk/uddannelser/gymnasiale-uddannelser/fag-og-laereplaner/fagpaa-stx/almen-studieforberedelse-stx
Sorø Akademis Skole Vejledning til AT-eksamen 2016 Undervisningsministeriets læreplan og vejledning i Almen Studieforberedelse kan findes her: http://www.uvm.dk/uddannelser/gymnasiale-uddannelser/fag-og-laereplaner/fagpaa-stx/almen-studieforberedelse-stx
Præcisions messingstænger
 Præcisions messingstænger W5000 Den lige vej til succes Produktionen fra et parti Vi har opført et moderne produktionsanlæg til messingstænger egnet til høj-kvalitet præcisionsdele. Alle arbejdsgange,
Præcisions messingstænger W5000 Den lige vej til succes Produktionen fra et parti Vi har opført et moderne produktionsanlæg til messingstænger egnet til høj-kvalitet præcisionsdele. Alle arbejdsgange,
Anneks F: Kriterier for visuel bedømmelse af svejste plastkonstruktioner
 Side 0 Ajourført 2002.10.10 : Kriterier for visuel bedømmelse af svejste plastkonstruktioner Dette anneks har samme status som SBC 243. This anneks forms an integral part of SBC 243. Forord Kriterier for
Side 0 Ajourført 2002.10.10 : Kriterier for visuel bedømmelse af svejste plastkonstruktioner Dette anneks har samme status som SBC 243. This anneks forms an integral part of SBC 243. Forord Kriterier for
Dambrug. Anlægning af land baserede - Kar og rør installationer. Henvendelse. BS Teknik Design Aps. Tlf +4525263280. Mail tanke@bsteknik.
 0 Anlægning af land baserede - Dambrug Kar og rør installationer. Henvendelse BS Teknik Design Aps. Tlf +4525263280 Mail [email protected] Web. www.bsteknik.com Stålkar med PE Inder liner. Størrelse tilpasset
0 Anlægning af land baserede - Dambrug Kar og rør installationer. Henvendelse BS Teknik Design Aps. Tlf +4525263280 Mail [email protected] Web. www.bsteknik.com Stålkar med PE Inder liner. Størrelse tilpasset
TERMISK HÆRDET GLAS DS/EN 12150
 TERMISK HÆRDET GLAS DS/EN 12150 DATABLAD Generelt Termisk hærdet sodakalksilikatsikkerhedsglas er varmebehandlet floatglas med permanent indbyggede overfladespændinger, fremstillet i en proces hvor glasset
TERMISK HÆRDET GLAS DS/EN 12150 DATABLAD Generelt Termisk hærdet sodakalksilikatsikkerhedsglas er varmebehandlet floatglas med permanent indbyggede overfladespændinger, fremstillet i en proces hvor glasset
Notat om håndtering af aktualitet i matrikulære sager
 Notat om håndtering af aktualitet i matrikulære sager Ajourføring - Ejendomme J.nr. Ref. lahni/pbp/jl/ruhch Den 7. marts 2013 Introduktion til notatet... 1 Begrebsafklaring... 1 Hvorfor er det aktuelt
Notat om håndtering af aktualitet i matrikulære sager Ajourføring - Ejendomme J.nr. Ref. lahni/pbp/jl/ruhch Den 7. marts 2013 Introduktion til notatet... 1 Begrebsafklaring... 1 Hvorfor er det aktuelt
Samarbejde om arbejdsmiljø på midlertidige eller skiftende arbejdssteder på bygge- og anlægsområdet
 Samarbejde om arbejdsmiljø på midlertidige eller skiftende arbejdssteder på bygge- og anlægsområdet At-vejledning F.3.4 Maj 2011 Erstatter At-vejledning F.2.7 Sikkerheds- og sundhedsarbejde på midlertidige
Samarbejde om arbejdsmiljø på midlertidige eller skiftende arbejdssteder på bygge- og anlægsområdet At-vejledning F.3.4 Maj 2011 Erstatter At-vejledning F.2.7 Sikkerheds- og sundhedsarbejde på midlertidige
TALTEORI Wilsons sætning og Euler-Fermats sætning.
 Wilsons sætning og Euler-Fermats sætning, marts 2007, Kirsten Rosenkilde 1 TALTEORI Wilsons sætning og Euler-Fermats sætning. Disse noter forudsætter et grundlæggende kendskab til talteori som man kan
Wilsons sætning og Euler-Fermats sætning, marts 2007, Kirsten Rosenkilde 1 TALTEORI Wilsons sætning og Euler-Fermats sætning. Disse noter forudsætter et grundlæggende kendskab til talteori som man kan
SORØ KOMMUNE POLITIK FOR MØDET MED BORGEREN. Sorø Kommune Byrådet
 SORØ KOMMUNE POLITIK FOR MØDET MED BORGEREN Sorø Kommune Byrådet Sorø Kommune - Politik for mødet med borgeren. Indledning og formålsbeskrivelse God servicering af borgerne handler om Mødet med borgeren
SORØ KOMMUNE POLITIK FOR MØDET MED BORGEREN Sorø Kommune Byrådet Sorø Kommune - Politik for mødet med borgeren. Indledning og formålsbeskrivelse God servicering af borgerne handler om Mødet med borgeren
MIG-svejsning 45904. Aluminium. Kantsømme tynd plade
 MIG-svejsning 45904 Aluminium Kantsømme tynd plade MIG-Svejsning Aluminium, Kantsømme tynd plade 1. udgave 2014 Erhvervsskolernes Forlag 2014 Forlagsredaktør: Jens Brønd, [email protected] Omslag: Jørgen Strunge,
MIG-svejsning 45904 Aluminium Kantsømme tynd plade MIG-Svejsning Aluminium, Kantsømme tynd plade 1. udgave 2014 Erhvervsskolernes Forlag 2014 Forlagsredaktør: Jens Brønd, [email protected] Omslag: Jørgen Strunge,
Spørgsmål og svar om håndtering af udenlandsk udbytteskat marts 2016
 Indhold AFTALENS FORMÅL... 2 Hvilken service omfatter aftalen?... 2 Hvad betyder skattereduktion, kildereduktion og tilbagesøgning?... 2 AFTALENS INDHOLD OG OPBYGNING... 3 Hvilke depoter er omfattet af
Indhold AFTALENS FORMÅL... 2 Hvilken service omfatter aftalen?... 2 Hvad betyder skattereduktion, kildereduktion og tilbagesøgning?... 2 AFTALENS INDHOLD OG OPBYGNING... 3 Hvilke depoter er omfattet af
Svejsning uden anløbsfarve Hver gang!
 Svejsning uden anløbsfarve Hver gang! Patentnumre: DK198389, US 4956537, US 5126526, US 5217156, CA 1322229, Aust 617189, HK1005926, EP 348125, 328131, EP 486420, 592055, 1005927, Baggas værktøj til alle
Svejsning uden anløbsfarve Hver gang! Patentnumre: DK198389, US 4956537, US 5126526, US 5217156, CA 1322229, Aust 617189, HK1005926, EP 348125, 328131, EP 486420, 592055, 1005927, Baggas værktøj til alle
Handlingsplan for bedre behandling af fortrolige oplysninger om personer og virksomheder
 Den 12. november 2014 J.nr. 2014103514 Ref.: kj Handlingsplan for bedre behandling af fortrolige oplysninger om personer og virksomheder Sundhedsstyrelsens opfølgning på Rigsrevisionens beretning af 5.
Den 12. november 2014 J.nr. 2014103514 Ref.: kj Handlingsplan for bedre behandling af fortrolige oplysninger om personer og virksomheder Sundhedsstyrelsens opfølgning på Rigsrevisionens beretning af 5.
1. Send Digitalt knappen anvendes til at afsende meddelelsen til de valgte modtagere. (Alt- S)
") Send Digitalt. Elementerne i Send Digitalt vinduet 1. Send Digitalt knappen anvendes til at afsende meddelelsen til de valgte modtagere. (Alt- S) 2. Tjek kan anvendes til at kontrollere, om der kan sendes
Send Digitalt. Elementerne i Send Digitalt vinduet 1. Send Digitalt knappen anvendes til at afsende meddelelsen til de valgte modtagere. (Alt- S) 2. Tjek kan anvendes til at kontrollere, om der kan sendes
RIDSEHÅRDHEDSMÅLER Erichsen model 239 I/II
 STRENOMETER INFORMATION RIDSEHÅRDHEDSMÅLER Erichsen model 239 I/II STRENOMETER ApS KONGEVEJEN 213, DK-2830 VIRUM 45 95 07 00 E-MAIL: [email protected] www.strenometer.dk ERICHSEN MODEL 239 I/II FORMÅL
STRENOMETER INFORMATION RIDSEHÅRDHEDSMÅLER Erichsen model 239 I/II STRENOMETER ApS KONGEVEJEN 213, DK-2830 VIRUM 45 95 07 00 E-MAIL: [email protected] www.strenometer.dk ERICHSEN MODEL 239 I/II FORMÅL
Lodning. Lodning anvendt til vandarmatur. Ved fremstillingen af en cykel anvendes bl.a. lodning. Lodning anvendt til reparationer.
 Lodning 7 Ved fremstillingen af en cykel anvendes bl.a. lodning. Anvendelse og udbredelse Lodning er en af de ældste samlingsmetoder, man kender til. Metoden anvendes til sammenføjning af metaller. Man
Lodning 7 Ved fremstillingen af en cykel anvendes bl.a. lodning. Anvendelse og udbredelse Lodning er en af de ældste samlingsmetoder, man kender til. Metoden anvendes til sammenføjning af metaller. Man
Svejse traktor WELDYCAR
 Svejse traktor WELDYCAR 1/11 1 -Beskrivelse Weldycar er en 4-hjulstrukken transportabel svejsetraktor, som er specielt designet for mekaniseret svejsning i forskellige positioner (vandret, skrå eller lodret).
Svejse traktor WELDYCAR 1/11 1 -Beskrivelse Weldycar er en 4-hjulstrukken transportabel svejsetraktor, som er specielt designet for mekaniseret svejsning i forskellige positioner (vandret, skrå eller lodret).
Anvendelse af forbud og strakspåbud
 Anvendelse af forbud og strakspåbud Kvalitetsprocedure: G-207 Anvendelsesområde: Generelt for tilsyn Ansvarlig enhed: AFC, Metoder og virkemidler Ikrafttræden: 1. januar 2016 Denne kvalitetsprocedure beskriver,
Anvendelse af forbud og strakspåbud Kvalitetsprocedure: G-207 Anvendelsesområde: Generelt for tilsyn Ansvarlig enhed: AFC, Metoder og virkemidler Ikrafttræden: 1. januar 2016 Denne kvalitetsprocedure beskriver,
TRYGHED OGSÅ HVIS JOBBET ER USIKKERT
 TRYGHED OGSÅ HVIS JOBBET ER USIKKERT GIV DIG SELV LIDT MERE TRYGHED I HVERDAGEN DAGPENGE + er et tilbud til dig, der ønsker dig lidt mere tryghed både når det går godt, og hvis du skulle blive ledig. NÅR
TRYGHED OGSÅ HVIS JOBBET ER USIKKERT GIV DIG SELV LIDT MERE TRYGHED I HVERDAGEN DAGPENGE + er et tilbud til dig, der ønsker dig lidt mere tryghed både når det går godt, og hvis du skulle blive ledig. NÅR
Notat. Spørgsmål og svar på orienteringsmøde mandag den 11. januar 2016 på Ballerup Rådhus kl. 15.00.
 BALLERUP KOMMUNE Dato: 14. januar 2016 Notat Udbud af håndværkerydelser: Spørgsmål og svar på orienteringsmøde mandag den 11. januar 2016 på Ballerup Rådhus kl. 15.00. 1. Velkomst og indledning Vil socialt
BALLERUP KOMMUNE Dato: 14. januar 2016 Notat Udbud af håndværkerydelser: Spørgsmål og svar på orienteringsmøde mandag den 11. januar 2016 på Ballerup Rådhus kl. 15.00. 1. Velkomst og indledning Vil socialt
Svejseteknik - rørtråd
 Svejseteknik - rørtråd Rutil rørtråd for svejsning i alle stillinger For ulegerede og lavtlegerede stål STRENGTH THROUGH COOPERATION Indhold Indledning 3 Før du begynder at svejse 4 Kontakt- og gasdyse
Svejseteknik - rørtråd Rutil rørtråd for svejsning i alle stillinger For ulegerede og lavtlegerede stål STRENGTH THROUGH COOPERATION Indhold Indledning 3 Før du begynder at svejse 4 Kontakt- og gasdyse
KONVERTERINGSTABEL MIGATRONIC / ESAB / THYSSEN / FILARC
 SÅ NEMT ER DET AT SKIFTE TIL ORIGINALT MIGATRONIC TILSATSMATERIALE Migatronic udvikler, producerer og sælger nog le af verdens bedste svejsemaskiner. Og da det perfekte svejseresultat er afhængig af det
SÅ NEMT ER DET AT SKIFTE TIL ORIGINALT MIGATRONIC TILSATSMATERIALE Migatronic udvikler, producerer og sælger nog le af verdens bedste svejsemaskiner. Og da det perfekte svejseresultat er afhængig af det
Vejledning til rapport om udbud af spil 1/5
 Vejledning til rapport om udbud af spil 1/5 Generelt Rapporten skal udarbejdes i henhold til 43, stk. 1 i lov om spil, og skal redegøre for, om indehavere af tilladelse til at udbyde online væddemål og/eller
Vejledning til rapport om udbud af spil 1/5 Generelt Rapporten skal udarbejdes i henhold til 43, stk. 1 i lov om spil, og skal redegøre for, om indehavere af tilladelse til at udbyde online væddemål og/eller
De 2D Constraints, der findes i programmet, er vist herunder (dimension er også en form for 2D Constraint). Fig. 298
. Fig. 298") Inventor 2011 - Del 1 Featuren Circular Pattern 2D Constraints Constraints er bindinger, der kan oprettes mellem de forskellige elementer i fx en Sketch. Du har allerede arbejdet med nogle af dem, programmet
Inventor 2011 - Del 1 Featuren Circular Pattern 2D Constraints Constraints er bindinger, der kan oprettes mellem de forskellige elementer i fx en Sketch. Du har allerede arbejdet med nogle af dem, programmet
Ansøgning om, at opholdstilladelse ikke skal anses for bortfaldet
 Ansøgningspakke FO/BF2_da_030616 Ansøgning om, at opholdstilladelse ikke skal anses for bortfaldet Hvad kan dette skema bruges til? Du kan bruge dette skema til at søge om, at din opholdstilladelse ikke
Ansøgningspakke FO/BF2_da_030616 Ansøgning om, at opholdstilladelse ikke skal anses for bortfaldet Hvad kan dette skema bruges til? Du kan bruge dette skema til at søge om, at din opholdstilladelse ikke
EKSAMENSBESTEMMELSER FOR VALGFRIE MODULER. Kommunomuddannelsen på akademiniveau. Gældende fra august 2015
 EKSAMENSBESTEMMELSER FOR VALGFRIE MODULER Kommunomuddannelsen på akademiniveau Gældende fra august 2015 Kommunomuddannelsen www.cok.dk 04-06-2015 INDHOLDSFORTEGNELSE 1. Eksamen... 3 1.1 Eksamensformer...
EKSAMENSBESTEMMELSER FOR VALGFRIE MODULER Kommunomuddannelsen på akademiniveau Gældende fra august 2015 Kommunomuddannelsen www.cok.dk 04-06-2015 INDHOLDSFORTEGNELSE 1. Eksamen... 3 1.1 Eksamensformer...
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 15091-02
 Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 15091-02 For VA-godkendelse af armaturer med elektronisk åbne-lukkefunktion Page 1 of 11 INDHOLDSFORTEGNELSE FORORD... 3 ÆNDRINGER OG TILFØJELSER...
Specifikke VA-Prøvnings- og Godkendelsesbetingelser VA PG 15091-02 For VA-godkendelse af armaturer med elektronisk åbne-lukkefunktion Page 1 of 11 INDHOLDSFORTEGNELSE FORORD... 3 ÆNDRINGER OG TILFØJELSER...
Klippe- og afisoleringsværktøj 0,02-10 mm² (16 mm²) Embla El-nr. 2997101670
 Embla El-nr. 2997101670") Klippe- og afisoleringsværktøj 0,02 - mm² (16 mm²) EMBLA Embla El-nr. 29971670 Elpress værktøj for klipning og afisolering. Afisoleringskapacitet: - standardkassette i PVC med lige knive 0,02 - mm² (AWG
Klippe- og afisoleringsværktøj 0,02 - mm² (16 mm²) EMBLA Embla El-nr. 29971670 Elpress værktøj for klipning og afisolering. Afisoleringskapacitet: - standardkassette i PVC med lige knive 0,02 - mm² (AWG
NATIONAL SVEJSEKOORDINATOR
 NATIONAL SVEJSEKOORDINATOR CE-mærkning af konstruktioner udført i stål eller aluminium er et lovkrav fra juli 2014. Uddannelsen til National svejsekoordinator giver dig de nødvendige kompetencer Attrak
NATIONAL SVEJSEKOORDINATOR CE-mærkning af konstruktioner udført i stål eller aluminium er et lovkrav fra juli 2014. Uddannelsen til National svejsekoordinator giver dig de nødvendige kompetencer Attrak
Din ansøgning. Tab af erhvervsevne Bidragsfritagelse Invalidesum Personlige oplysninger. Navn CPR-nr. - Stilling. . Kommune. Tlf.nr.
 in ansøgning Tab af erhvervsevne Bidragsfritagelse Invalidesum Personlige oplysninger Navn PRnr. Stilling Email Kommune Tlf.nr. Oplysninger om eventuelle børn under 21 år Navn PRnr. Navn PRnr. 1. Sygdom
in ansøgning Tab af erhvervsevne Bidragsfritagelse Invalidesum Personlige oplysninger Navn PRnr. Stilling Email Kommune Tlf.nr. Oplysninger om eventuelle børn under 21 år Navn PRnr. Navn PRnr. 1. Sygdom
Regler vedr. brug af varmtvandskedler
 Regler vedr. brug af varmtvandskedler Bo Ransfort Marine Engineer Inspector Pressure equipment Direct: +45 43 26 70 00 Mobile: +45 22 69 73 58 4. marts 2011 Bekendtgørelser 4 væsentlige bekendtgørelser:
Regler vedr. brug af varmtvandskedler Bo Ransfort Marine Engineer Inspector Pressure equipment Direct: +45 43 26 70 00 Mobile: +45 22 69 73 58 4. marts 2011 Bekendtgørelser 4 væsentlige bekendtgørelser:
Ændringsforslag. til. Forslag til: Landstingsforordning nr. xx af xx måned 2008 om ændring af landstingsforordning om hjælp til børn og unge.
 3. november 2008 EM2008/10 Ændringsforslag Forslag til: Landstingsforordning nr. xx af xx måned 2008 om ændring af landstingsforordning om hjælp til børn og unge Fremsat af Landsstyret til anden behandling.
3. november 2008 EM2008/10 Ændringsforslag Forslag til: Landstingsforordning nr. xx af xx måned 2008 om ændring af landstingsforordning om hjælp til børn og unge Fremsat af Landsstyret til anden behandling.