CNC PILOT 4290 NC Software xx V7. Bruger-håndbog
|
|
|
- Bo Ludvigsen
- 10 år siden
- Visninger:
Transkript
1 CNC PILOT 4290 NC Software xx V7 Bruger-håndbog Dansk (da) 8/2004

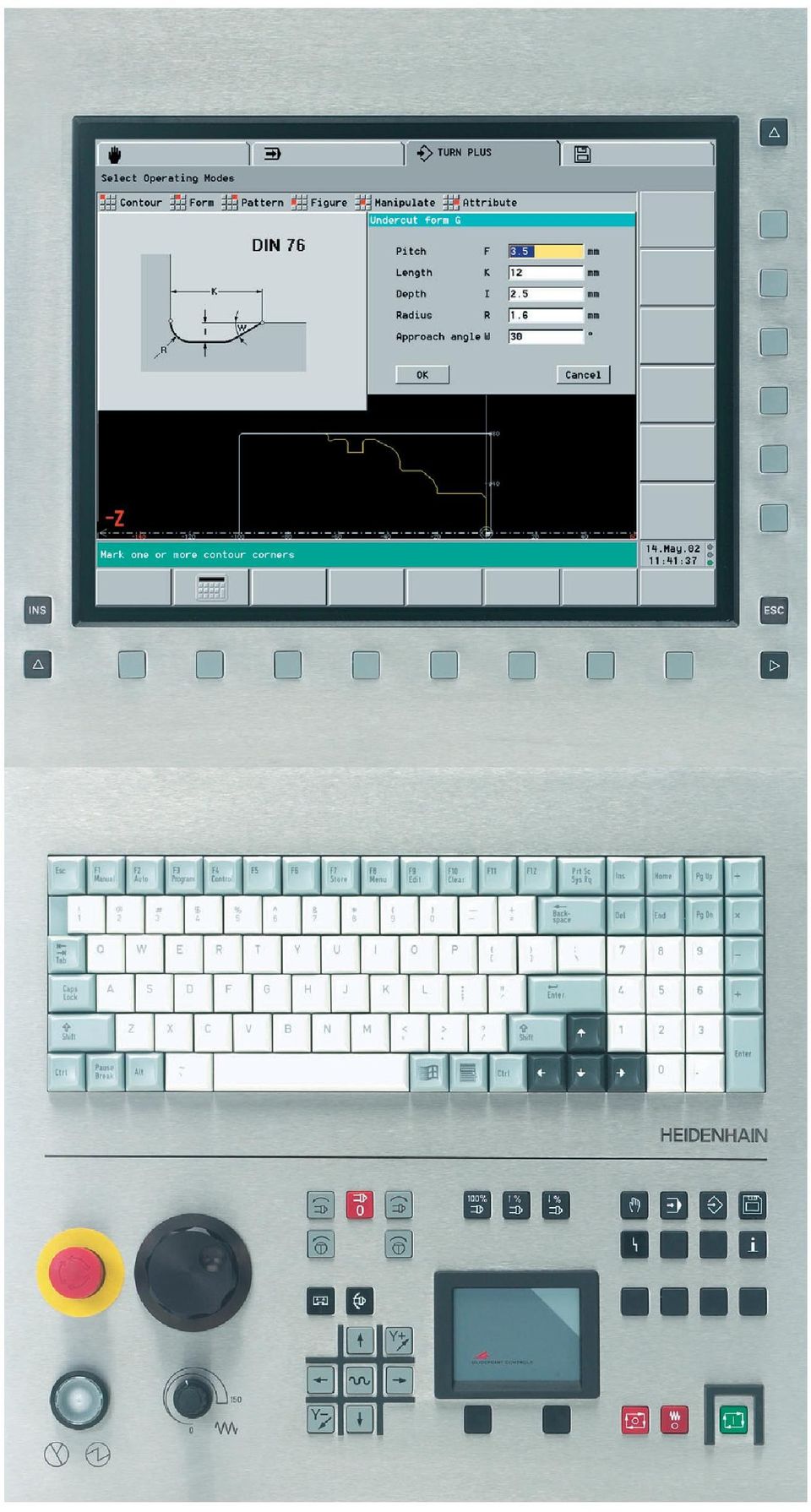
2 Dataindlæsetastatur Driftsart manuel styring Driftsart automatik Programmerings-driftsarter (DIN PLUS, Simulering, TURN PLUS) Organisations-driftsarter (Parametre, Service, Transfer) Visning af fejlstatus Kald af Info-system ESC (escape = engelsk flygte) ét menutrin tilbage Afslutte dialogbox, Ej gemme data INS (insert = engelsk indføje) Indføje listeelement Afslutte dialogbox, Gemme data ALT (alter = engelsk ændre) Ændre listeelement DEL (delete = engelsk slette) Sletter listeelementet Sletter det valgte hhv. tegnet til venstre for cursoren... Cifre for værdiindlæsning og softkey-valg Decimalpunkt Minus for fortegnsangivelse Maskinbetjeningsfelt Cyklus start Cyklus stop Tilspændings stop Spindel stop Spindel inde M3/M4-retning Spindel tippe M3/M4-retning (Spindelen drejer sålænge, som De trykker tasten.) Håndretningstaster +X/ X Håndretningstaster +Z/ Z Håndretningstaster +Y/ Y Ilgangstaste Slædeskiftetaste Spindelskiftetaste Spindelomfr.tal på den programmerede værdi Spindelomdr.tal forhøje/formindske med 5% Videre-taste for specialfunktioner (f.eks. markering) Cursor-tasten Override-drejeknap for tilspændingsoverlejring Side frem, side tilbage Skift til foregående/efterfølgende billedskærmside Skift til foregående/efterfølgende dialogbox Skift mellem indlæsevinduer Touch-Pad med højre og venstre musetaste Enter Afslut en værdiindlæsning

3
4 CNC PILOT 4290, Software og Funktioner Denne håndbog beskriver funktioner, som er til rådighed i CNC PILOT 4290 med NC-software-nummer xx (Udgave 7.0). Programmering af Y-aksen er ikke en del af denne håndbog, det bliver belyst i bruger-håndbogen CNC PILOT 4290 med Y-akse. Maskinfabrikanten tilpasser det anvendelige brugsomfang af styringen med parametre til de enkelte drejebænke. Derfor er der i denne håndbog også beskrevet funktioner, der ikke er til rådighed i alle CNC PILOT er. CNC PILOT-funktioner, som ikke er til rådighed i alle maskiner, er eksempelvis: Bearbejdninger med C-aksen Bearbejdninger med Y-aksen Komplet bearbejdning Værktøjsovervågning Grafisk interaktiv konturdefinition Automatisk eller grafisk interaktiv DIN PLUS programfremstilling Sæt Dem venligst i forbindelse med maskinleverandøren, for at høre om den individuelle hjælp til den styrede maskine. Mange maskinfabrikanter og HEIDENHAIN tilbyder programmeringskurser for CNC PILOT. Deltagelse i et sådant kursus er anbefalelsesværdigt, for intensivt at blive fortrolig med CNC PILOTfunktionerne. Afstemt til CNC PILOT 4290 tilbyder HEIDENHAIN softwarepakken DataPilot 4290 til PC ere. DataPilot en er egnet til brug i maskinværkstedet, i værkførerkontoret, arbejdsforberedelsen og til uddannelse. DataPilot en bliver indsat på PC ere med styresystem WINDOWS 95, WINDOWS 98, WINDOWS ME, WINDOWS NT 4.0 eller WINDOWS Forudset anvendelsessted CNC PILOT svarer til klasse A ifølge EN og er hovedsageligt forudset for brug i industrielle områder.

5 Indhold Introduktion und grundlaget Anvisninger for betjening Manuel- og automatikdrift DIN PLUS Grafisk simulering TURN PLUS Parametre Driftsmidler Service og diagnose Transfer Tabeller og oversigter Indhold HEIDENHAIN CNC PILOT 4290 I

6 Indhold 1 Introduktion und grundlaget CNC PILOT Driftsarterne Udbygningstrin (optioner) Grundlaget Værktøjsmål Anvisninger for betjening Brugerflade Billedskærms display Betjeningselementer Driftsartvalg Funktionsudvalg, dataindlæsninger Info-systemet Fejlsystemet Direkte fejlmeldingen Fejlvisning, PLC-display Datasikring Forklaring af anvendte begreber Manuel- og automatikdrift Indkobling, Udkobling, Referencekørsel Indkobling og referencekørsel Udkobling Driftsart manuel styring Indlæsning af maskindata M-kommandoer Manuel drejebearbejdning Håndhjul Spindel- og håndretningstaster Slæde- og spindelskiftetaste Værktøjslister, styring af brugstid Indretning af værktøjsliste Sammenligne værktøjslisten med NC-programmet Overtage værktøjsliste fra NC-program Styring af brugstid Indretnings-funktioner Fastlæg værktøjsskiftepunkt Forskyde emne-nulpunkt Fastlægge beskyttelseszone Indretning af spændejernstabel Indretning af maskinmål Værktøjs opmåling II Indhold

7 3.5 Automatisk drift Programvalg Startbloksøgning Influere på programafviklingen Korrekturer Styring af brugstid Inspektionsdrift Blokdisplay Grafisk display Status postproces-måling Maskindisplay Belastningsovervågning Referencebearbejdning Produktion med belastningsovervågning Editering af grænseværdier Analysere referencebearbejdning Arbejde med belastningsovervågning Parametre for belastningsovervågning DIN PLUS DIN-programmering Introduktion DIN PLUS billedskærm Lineær- og rundakser Måleenheder Elementer i DIN-programmet Anvisninger ved programmering Parallel-editering Adresseparameter Kontur-programmering Værktøjsprogrammering Bearbejdningscykler NC-underprogrammer Forlæg styring NC-programoversættelse DIN PLUS editor Hovedmenu Menu geometri Menu bearbejdning Blokmenu Indhold HEIDENHAIN CNC PILOT 4290 III

8 Indhold 4.4 Programafsnit-kendetegn PROGRAMHOVED REVOLVER SPÆNDEJERN Konturbeskrivelse BEARBEJDNING UNDERPROGRAM Geometri-kommando Råemnebeskrivelse Grundelement drejekontur Formelement for drejekontur Hjælpekommando for konturbeskrivelse Stedet for konturen Ende-/bagfladekontur Cylinderfladekontur Cirkulært mønster med cirkulære noter Værktøjsbevægelser uden bearbejdning Bearbejdnings-kommandoer Indordne kontur bearbejdning Enkle lineær- og cirkulærbevægelser Tilspænding, omdrejningstal Skærradiuskompensation (SRK/FRK) Nulpunkt-forskydninger Sletspån, sikkerhedsafstande Værktøjer, korrekturer Drejecykler Konturhenførte drejecykler Enkle drejecykler Gevindcykler Borecykler C-akse-bearbejdning Generelle C-akse-funktioner Ende-/bagfladebearbejdning Cylinderfladebearbejdning Fræsecykler Specialfunktioner Spændejern ved simulering Slædesynkronisering Spindelsynkronisering, emneoverdragelse Konturefterføring In-procesmåling IV Indhold
... 115 4.6.6 Nulpunkt-forskydninger... 116 4.6.7 Sletspån, sikkerhedsafstande.")
9 4.12.6Postprocesmmåling Belastningsovervågning Øvrige G-funktioner Dataindlæsning, dataudlæsning Ind-/udlæsning af #-variable Ind-/udlæsning af V-variable Variabelprogrammering #-Variable V-variable Forgrening, gentagelse, betinget blokudførsel Underprogrammer M-funktioner Eksempler og anvisninger Programmering af bearbejdningscyklus Konturgentagelser Komplet bearbejdning Grafisk simulering Driftsart simulering Fremstillingselementer, visning Anvisninger for betjening Hovedmenu Kontur-simulering Funktioner for kontur-simulering Opmåling Bearbejdnings-simulering Bevægelses-simulering Lup D-billede Kontrollere NC-programafvikling Tidsberegning Synkronpunktanalyse TURN PLUS Driftsart TURN PLUS Programstyring TURN PLUS filer Programhoved Emnebeskrivelse Indlæsning af råemnekontur Indlæsning af færdigdelkontur Overlappe formelementer Overlappe konturkæde Indhold HEIDENHAIN CNC PILOT 4290 V

10 Indhold Indlæsning af C-aksekonturer Anvisninger for betjening Hjælpefunktioner for elementindlæsning Råemnekonturer Færdigdelkontur Elementer i grundkonturen Formelementer Overlapningselementer C-akse-konturer Konturer for ende- og bagflade Konturer på cylinderflade Manipulering af konturer Ændre råemnekontur Trimme Ændre: Slette Indføje Transformationer Forbinde Opløse Importere DXF-konturer Grundlaget Konfigurering af DXF-import DXF-Import Transferere og organisere DXF-filer Tilordne attribute Råemne-attribute Sletspån Tilspænding/grovdybde Præc.stop Skillepunkter Bearbejdningsattribute Betjeningshjælp Lommeregner Digitalisering Inspektor kontrollere konturelementer Uløste konturelementer Fejlmeldinger Klargøring Opspænd emne Indretning af værktøjsliste VI Indhold

11 6.12 Interaktiv arbejdsplangenerering (IAG) Værktøjskald Snitdata Cyklus-specifikation Bearbejdningsart skrubning Bearbejdningsart stikning Bearbejdningsart boring Bearbejdningsart sletning Bearbejdningsart gevind (G31) Bearbejdningsart fræsning Specialbearbejdninger (SB) Automatisk arbejdsplangenerering (AAG) Arbejdsplangenerering Bearbejdningsfølge Kontrolgrafik Konfigurering Bearbejdningsanvisninger Værktøjsvalg, revolverbestykning Snitværdier Kølemiddel Udfræsning Indvendige konturer Boring Komplet bearbejdning Akselbearbejdning Eksempel Parametre Driftsart parameter Parametergrupper Editere parametre Styrings-parametre Indretnings-parametre Bearbejdnings-parametre Indhold HEIDENHAIN CNC PILOT 4290 VII

12 Indhold 8 Driftsmidler Værktøjs-databank Værktøjs-editor Værktøjstyper (oversigt) Værktøjsparametre Multi-værktøjer, brugstidsovervågning Anvisninger for værktøjsdata Værktøjsholder, optageposition Spændejerns-databank Spændejerns-editor Spændejernsdata Teknologi-databank (snitværdier) Service og diagnose Driftsart service Service-funktioner Brugerberettigelse System-service Fastordliste Servicesystem Diagnose Transfer Driftsart transfer Overførselsprocedure Generelt Installation af dataoverførsel Dataoverførsel Frigivelse, filtyper Sende og modtage filer Parametre og driftsmidler Konvertere parametre og driftsmidler Sikre parametre og driftsmidler Fil-organisation Tabeller og oversigter Frigang- og gevind-parametre Frigangs-parameter DIN Frigangs-parameter DIN 509 E Frigangs-parameter DIN 509 F Gevind-parametre Gevindstigning Tekniske informationer Periferi interface VIII Indhold

13 1 Introduktion und grundlaget

14 1.1 CNC PILOT 1.1 CNC PILOT CNC PILOT en er en banestyring til drejebænke og drejecentre. Udover drejebearbejdninger kan De udføre fræse- og borebearbejdninger med C- eller Y- akse. CNC PILOT en understøtter den parallelle bearbejdning af indtil 4 emner i programmering, test og produktion. Kompletbearbejdningen bliver understøttet ved drejebænke med: roterende udtageindretning transportabel modspindel flere spindler, slæder og værktøjsholdere CNC PILOT en styrer indtil 6 slæder, 4 spindler og 2 C-akser. Programmering Afhængig af delspektrum og afhængig af Deres organisering vælger De den gunstigste form for programmering. I TURN PLUS beskriver De rå- og færdigdelkonturen på Deres emne grafisk interaktivt. Herefter kalder De den automatiske arbejdsplan generering (AAG) og får NC-programmet helt automatisk ved tastetryk. Alternativt står den interaktive arbejdsplan generering (IAG) til rådighed. Med IAG bestemmer De rækkefølgen af bearbejdningen, gennemfører værktøjsvalget og influerer på teknologien af bearbejdningen. Alle arbejdsskridt bliver fremstillet i kontrollgrafik en og er straks mulig at korrigere. Resultatet af programfremstillingen med TURN PLUS er et struktureret DIN PLUS program. TURN PLUS minimerer indlæsningen men sætter beskrivelsen af værktøjer og snitdata forud. Frembringer TURN PLUS på grund af teknologike krav ikke det optimale NC-program eller er for Dem reducering af produktionstiden vigtigere, programmerer De NC-Programmet i DIN PLUS eller optimerer det af TURN PLUS frembragte DIN PLUS program. DIN PLUS understøtter adskillelsen af den geometriske beskrivelse fra bearbejdningen af emnet. I DIN PLUS står effektive bearbejdningscykler til rådighed. Den forenklede geometri-programmering overtager beregningen af koordinater, hvis tegningen ikke er NC-korrekt målsat. Alternativt bearbeiter De i DIN PLUS emnet med lineær- og cirkulærbevægelser og enkle drejecykler, som ved den sædvanlige DIN-programmering. Såvel TURN PLUS som også DIN PLUS understøtter bearbejdninger med C- eller Y-akse og den komplette bearbejdning. I den grafiske simulering kontrollerer De NC-programmeet under realistiske betingelser. CNC PILOT en fremstiller bearbejdningen af indtil 4 emner i arbejdsrummet. Herved bliver råemner og færdigdele, spændejern og værktøjer vist målestokskorrekt. Programmeringen og testen af NC-programmer foretager De direkte på maskinen også parallelt med produktionsdrift. Uafhængig heraf, om De producerer enkle eller komplekse dele, enkeltdele, producerer en serie eller store serier på drejecentre, tilbyder CNC PILOT altid den rigtige understøttelse. 2 1 Introduktion und grundlaget

15 C-aksen Med C-aksen gennemfører De bore- og fræsebearbejdninger på endefladen- og bagfladen såvel som på cylinderflader. Ved brug af C-aksen interpolerer en akse lineært eller cirkulært i det forudgivne bearbejdningsplan med spindelen, medens den tredie akse interpolerer lineært. CNC PILOT understøtter NC-program fremstillingen med C-aksen i: DIN PLUS TURN PLUS konturdefinition TURN PLUS arbejdsplanfremstilling 1.1 CNC PILOT Y-aksen Med C-aksen gennemfører De bore- og fræsebearbejdninger på endefladen- og bagfladen såvel som på cylinderflader. Ved brug af Y-akse interpolerer to akser lineært eller cirkulært i forudgivne bearbejdningsplan, medens den tredie akse interpolerer liniært. Herved kan for eksempel udfærdige noter eller lommer med plane grundflader og lodrette notkanter. Ved forud angivelse af spindelvinkel bestemmer De stedet for fræsekonturen på emnet. CNC PILOT en understøtter NC-program fremstillingen med Y-aksen i: DIN PLUS TURN PLUS konturdefinition TURN PLUS arbejdsplanfremstilling HEIDENHAIN CNC PILOT

16 1.1 CNC PILOT Komplet bearbejdning CNC PILOT understøtter den komplette bearbejdning for alle almindelige maskinkoncepter. Herfor står funktioner som vinkelsynkron delovergivelse ved drejende spindel, kørsel til fast anslag, kontrolleret afstikning og kordinat- transformation til rådighed. Hermed er såvel en tidsoptimal komplet bearbejdning som også en enkel programmering garanteret. CNC PILOT understøtter en komplet bearbejdning i: DIN PLUS TURN PLUS konturdefinition TURN PLUS arbejdsplanfremstilling 4 1 Introduktion und grundlaget

17 1.2 Driftsarterne Funktionerne i CNC PILOT er opdelt i følgende driftsarter: Driftsart Manuel styring I manuel styring indretter De maskinen og kører akserne manuelt. Driftsart Automatik I Automatikdrift bliver NC-programmerne afviklet. De styrer og overvåger fremstillingen af emnet. Den egentlige styring forbliver skjult for brugeren. Men De skal vide, at indlæste TURN PLUS- og DIN PLUS-programmer bliver gemt på den integrerede harddisk. Det har den fordel, at ekstremt mange programmer kan gemmes. For dataudveksling og for datasikring står Ethernet interfacet til rådighed. En dataudveksling på basis af det serielle interface (RS232) ert ligeledes mulig. 1.2 Driftsarterne Programmerings-driftsart DIN PLUS I DIN PLUS fremstiller De strukturerede NC-programmer. De beskriver først rå- og færdigdelkonturen og programmerer der efter de enkelte bearbejdninger. Programmerings-driftsart Simulering Simuleringen fremstiller programmerede konturer, kørselsbevægelser og afspåningsforløb grafisk. CNC PILOT en tager hensyn til arbejdsrum, værktøjer og spændejern med korrekt målestok. Under simuleringen beregner CNC PILOT en hoved- og bitider for hvert værktøj. Ved drejebænke med flere slæder understøtter synkronpunktanalysen optimeringen af NCprogrammet. Programmerings-driftsart TURN PLUS I TURN PLUS beskriver de emnekonturen grafisk interaktiv. Ved automatisk arbejdsplangenerering (AAG) definerer De materialet og spændejern CNC PILOT en fremstiller NCprogrammet pr. tastetryk. Alternativt fremstiller De arbejdsplanen grafisk interaktiv (IAG). Organisations-driftsart Parameter Systemforholdene for CNC PILOT en bliver styret med parametre. I denne driftsart indstiller De parametre og tilpasser således styringen til de givne forhold. Yderligere beskriver De i denne driftsart driftsmidlerne (værktøjer og spændejern) og snitværdierne. Organisations-driftsart Service I Service gennemfører De brugeranmeldelse for password-beskyttede funktioner, vælger dialogsprog og foretager systemeindstillinger. Yderligere står diagnosefunktioner for idriftsættelse og kontrol af systemer til rådighed. Organisations-driftsart Transfer I Transfer ombytter De data med andre systemer, organiserer Deres programmer og gennemfører datasikring. HEIDENHAIN CNC PILOT
 ert ligeledes mulig. 1.")
18 1.3 Udbygningstrin (optioner) 1.3 Udbygningstrin (optioner) Maskinfabrikanten konfigurerer CNC PILOT en svarende til de givne ting ved drejebænken. Fortsat står følgende udvidelsestrin (optioner) til rådighed, med hvilke De kan tilpasse styringen til Deres behov: TURN PLUS Grafisk interaktiv konturdefinition Grafisk emnebeskrivelse for rå- og færdigdel Geometriprogram for beregning og fremstilling af ikke målsatte konturpunkter Simpel indlæsning af normerede formelementer som affasning, rundinger, indstikning, frigang, gevind eller pasninger Enkel håndtering af transformeringer som forskydning, drejning, spejling eller kopiering Grafisk-interaktiv DIN PLUS programfremskaffelse Individuelt valg af bearbejdningsart Valg af værktøjer og fastlæggelse af snitdata Direkte grafisk kontrol af spåntagning Direkte korrekturmulighed Automatisk DIN PLUS programfremskaffelse Automatisk værktøjsvalg Automatisk generering af arbejdsplan TURN PLUS C- og Y-akse-udvidelse C-akse: Fremstilling af programmering i billederne: XC-plan (endeflade-/bagflade) og ZC-plan (cylinderfladeafviklin) Y-akse: Fremstilling af programmering i billederne: XY-plan (endeflade-/bagflade) YZ-plan (set ovenfra) Bore- og figurmønstre Bearbejdningscykler Interaktiv eller automatisk generering af arbejdsplan også for C- og Y-aksebearbejdning TURN PLUS modspindel-udvidelse Transformere med ekspertprogram Interaktiv eller automatisk generering af arbejdsplan også for transformering og den anden opspænding Måling under processen Med kontakt måletaster For indretning af værktøjer For måling af emner Postprocesmåling Kobling af måleindretning via RS232-interface Udnyttelse af måleresultat i automatikdrift I regelen kan optionen efterudrustes. Sæt Dem herfor i forbindelse med leverandøren. Den foreliggende beskrivelse tager hensyn til alle optioner. Af denne grund kan der gives afvigelser fra de her beskrevne betjeningsforløb på Deres maskine, hvis en option ikke er til rådighed på Deres system. 6 1 Introduktion und grundlaget

19 1.4 Grundlaget Aksebetegnelser Tværslæden bliver betegnet som X-akseog hovedslæden som Z- akse. Alle viste og indlæste X-værdier bliver betragtet som diameter. I TURN PLUS indstiller De, o m X-værdier skal tolkes som diametereller som radius-værdier. Drejebænke med Y-akse: Y-aksen står lodret på X- og Z-aksen (det kartesiske system). For kørselsbevægelser gælder: Bevægelser i + retning går væk fra emnet Bevægelser i retning går mod emnet 1.4 Grundlaget Koordinatsystem Koordinatangivelserne for hovedakserne X, Y og Z henfører sig til emne-nulpunktet afvigelser fra denne regel bliver omtalt. Vinkelangivelser for C-aksen henfører sig til nulpunktet for C- aksen (forudsætning: C-aksen er konfigureret som hovedakse). Absolutte koordinater Når koordinaterne til en position henfører sig til emne-nulpunktet, bliver de betegnet som absolutte koordinater. Hver position på et emne er med absolutte koordinater entydigt fastlagt. HEIDENHAIN CNC PILOT

20 1.4 Grundlaget Inkrementale koordinater Inkrementale koordinater henfører sig til den sidst programmerede position. Inkrementale koordinater angiver målet mellem den sidste og den derefter følgende position. Hver position på et emne er med absolutte koordinater entydigt fastlagt. Polarkoordinater Positionsangivelser på endeflade- eller cylinderflade kan De enten indlæse i kartesiske koordinater eller polarkoordinater. Ved en målsætning med polarkoordinater er en position på emnet fastlagt entydigt med en diameter- og vinkelangivelse. Polarkoordinater kan De indlæse absolut eller inkrementalt. Måleenheder De kan programmere og betjene CNC PILOT en enten metrisk eller i tommer. For indlæsning og visning gælder de i tabellen opførte måleenheder. Mål metrisk tommer Koordinater mm tommer Længder mm tommer Vinkel grad grad Omdrejningstal omdr./min omdr./min Snithastighed m/min fod/min Omdrejningstilspænding mm/omdr. tommer/omdr. Tilspænding pr. minut mm/min tommer/min Acceleration m/s 2 fod/s Introduktion und grundlaget

21 Maskinhenføringspunkter Maskin-nulpunkt Skæringspunktet for X- og Z-akserne bliver kaldt maskinnulpunktet. På en drejebænk er det i regelen skæøringspunktet af spindelaksen og spindelfladen. Kendingsbogstavet er M. Emne-nulpunkt For bearbejdningen af et emne er det lettest, at lægge henføringspunktet således på emnet, som emnetegningen er målsat. Dette punkt bliver kaldt emne-nulpunktet. Kendingsbogstavet er W. 1.4 Grundlaget Referencepunkt Det er afhængig af de anvendte måleudstyr, om styringen ved udkobling glemmer sin position. Er det tilfældet, skal De efter indkoblingen af CNC PILOT køre til faste referencepunkter. Systemet kender afstandene fra referencepunkterne til maskinnullpunktet. HEIDENHAIN CNC PILOT
22 1.5 Værktøjsmål 1.5 Værktøjsmål CNC PILOT en behøver for aksepositionering, for beregning af skærradiuskompensation, for udregning af snitopdeling ved cykler etc. angivelser for værktøjerne. Værktøjslængdemål De programmerede og viste positionsværdier henfører sig til afstanden værktøjsspids emne-nulpunkt. Internt i systemet er dog kun den absolutte position af værktøjsholderen (slæden) bekendt. For fremskaffelse og visning af værktøjsspids positionen behøver CNC PILOT en målene XE og ZE og ved bore- og fræseværktøjer for Y-aksebearbejdninger yderligere Y-målet. Værktøjskorrekturer Værktøjsskæret slides under afspåningen. For at kompensere for dette slid, har CNC PILOT en korrekturværdier. Korrekturværdierne bliver adderet til længdemålet. Skærradiuskompensation (SRK) Drejeværktøjer besidder på værktøjsspidsen en radius. Herved optræder unøjagtigheder ved bearbejdning af kegler, faser og radier, som der kan kompenseres for med en skærradiuskompensation. Programmerede kørselsveje henfører sig til den teoretiske skærspids S. SRK udregner en ny kørselsvej, som ækvidistant, kompenserer for denne fejl. Fræserradiuskompensation (FRK) Ved fræsebearbejdning er den udvendige diameter på fræseren målgivende for fremstillingen af konturen. Uden FRK er fræsermidtpunktet henføringspunkt ved kørselsveje. FRK udregner en ny kørselsvej, den ækvidistant, kompenserer for denne fejl Introduktion und grundlaget
23 Anvisninger for betjening2
24 2.1 Brugerflade 2.1 Brugerflade Billedskærms display 1 Driftsartlinie Viser status for driftsarter. Den aktive driftsart er med mørkegrå baggrund. Programmerings- og organisations-driftsarter: den valgte driftsart står til højre ved siden af symbolet yderligere informationer som det valgte program, under-driftsart, etc. bliver vist nedenunder driftsartsymbolet Menuliste og pulldown-menuer for funktionsudvalget 3 Arbejdsvindue Indhold og opdeling er afhængig af driftsarten. Nogle programmerings- og organisations-driftsarter overlejrer maskindisplayet. 4 Maskindisplay Aktuel status for maskinen (værktøjsposition, cyklus- og spindelsituation, aktivt værktøj, etc.). Maskindisplayet kan konfigureres Statuslinie Simulering, TURN PLUS: Visning af aktuelle indstillinger hhv. anvisninger for de næste betjeningsskridt Andre driftsarter: Visning af den sidste fejlmelding 6 Datafelt og service-lyssignal Visning af dato og klokken En farvet baggrund signaliserer en fejl eller en PLC-melding Service-lyssignal viser maskinens servicetilstand (se 9.3 Servicesystem ) 7 Softkeyliste Viser den aktuelle betydning af softkeys. 8 Vertikal softkeyliste Viser den aktuelle betydning af softkeys. Yderligere informationer: Se maskin-håndbogen 12 2 Anvisninger for betjening
25 2.1.2 Betjeningselementer n Billedskærm med Horisontale og vertikale softkeys: Betydningen bliver vist ovenfor hhv. nedenfor softkey en ekstra taster (samme funktion, som tasterne på betjeningsfeltet): ESC INS n Betjeningsfelt med Alfa-tastatur med integreret 9er-felt Taster for valg af driftsart Touch-Pad: For cursor-positionering (menu- eller softkeyvalg, valg fra lister, valg af indlæsefelter, etc.) n Maskinbetjeningsfelt med Betjeningselementer for manuel og automatisk drift af drejebænken (cyklustaster, håndretningstaster, etc.) Håndhjul for præcis positionering ved manuel drift Override-drejeknap for tilspændingsoverlejring 2.1 Brugerflade Betjeningsanvisning for Touch-Pad: I regelen kan De benytte Touch-Pad alternativt til cursor-tasten. Tasterne nedenunder Touch-Pads bliver i det følgende betegnet som venstre hhv. højre musetaste. Funktionerne og betjeningen af Touch-Pads er læner sig mod muse-betjeningen i WINDOWS-systemet. Et enkelt-klik på venstre musetaste eller et enkelttryk på musepad: i listen eller indlæsevinduet bliver cursoren positioneret Menupunkter, softkeys eller ikoner bliver aktiveret Dobbelt-klik på venstre musetaste eller dobbelt-tryk på musepad: I listen bliver det valgte element aktiveret (indlæsevinduet bliver aktiveret) Et enkelt-klik på højre musetaste: Svarer til ESC-tasten forudsætning: ESC-tasten er i denne situation autoriseret (for eksempel ét menutrin tilbage) Samme funktion som venstre musetaste ved valg af softkeys, eller kontaktfelter HEIDENHAIN CNC PILOT
26 2.1 Brugerflade Driftsartvalg De kan til enhver tid skifte driftsart. Ved et skift bliver driftsarten i funktionen, i hvilken den blev forladt. Ved Programmerings- og Organisations-driftsarter bliver skelnet mellem følgende situationer: Ingen driftsart valgt (ingen indførsel ved siden af driftsart-symbolet): De vælger den ønskede driftsart pr. menu Driftsart er valgt (bliver vist ved siden af driftsart-symbolet): Funktionen for denne driftsart står til rådighed. Indenfor programmeringshhv. organisations-driftsarter skifter De driftsarterne pr. softkey eller ved gentagne tryk på den tilhørende driftsarttaste Funktionsudvalg, dataindlæsninger Menuliste og Pull-down-menu Foran de enkelte menupunkter er symbolet et 9er-felt med en markeret position. Dette felt korresponderer med ciffernblokken. De trykker den markerede taste for at vælge funktionen. Funktionsvalget begynder i menulisten, så følger Pull-down-menu. I en Pull-down-menu trykker De igen den til menupunktet tilhørende ciffertaste alternativt vælger De menupunktet med Touch-Pad eller med pil op/ned og trykker Return. Softkeyliste Betydningen af softkeys er afhængig af den momentane betjeningssituation. Bestemte softkeys virker som en vippekontakt. Modus er indkoblet, når det tilsvarende felt er koblet aktiv (farvet baggrund). Indstillingen bliver bibeholdt sålænge, indtil De igen udkobler funktionen. Listeoperationer DIN PLUS programmer, værktøjslister, parameterlister etc. bliver fremstillet i listenform. De navigerer med Touch-Pad eller cursortasten indenfor listen, for at sortere data, positionen for at vælge en dataindlæsning eller elementer for operationer som slette, kopiere, ændre, etc. Efter at listepositionen eller listeelementet er valgt, trykker De Enter-, INS-, ALT- eller DEL-tasten, for at gennemføre operationen. Taster for valg af driftsart: Driftsart manuel styring Driftsart automatik Programmerings-driftsarter Organisations-driftsarter Fortsættelse næste side 14 2 Anvisninger for betjening
27 Dataindlæsning Dataindlæsning og dataændringer bliver udført i indlæsevinduer. Indenfor et indlæsevindue er flere indlæsefelter anbragt. De positionerer cursoren med Touch-Pad eller med pil op/ned på indlæsefeltet. Når cursoren står på indlæsefeltet, kan De indlæse data. Eksisterende data bliver overskrevet. Med pil til venstre/højre stiller De cursoren på en position indenfor indlæsefeltet, for at slette eller udvide enkelte tegn. Pil op/ned eller Enter lukker for dataindlæsningen i et indlæsefelt. Ved nogle dialoger overstiger antallet af indlæsefelter kapaciteten for et vindue. I disse tilfælde bliver flere indlæsevinduer benyttet. Dette finder De ud af ved hjælp af vinduesnummeret i hovedlinien. Med side frem/tilbage skifter De mellen indlæsevinduerne. Med tryk på ikonet OK overfører De indlæste eller ændrede data. Alternativt kan De, uafhængig af cursorpositionen, trykke INS-tasten. Ikonerne afbryd hhv. ESC-tasten, annullerer indlæsninger eller ændringer. Består dialogen af flere indlæsevinduer, bliver dataerne allerede ved tryk på side frem/ side tilbage overtaget. 2.1 Brugerflade Ikoner CNC PILOT en stiller forskellige betjeningsmuligheder for valg pr. ikon. Eksempler på ikoner: OK- og Afbryd-felt for afslutning af dialogbox, ikoner for udvidet indlæsning, etc. Vælg ikonet og tryk enter. Anvisning: Istedet for OK- eller Afbryd-felt kan De vælge at trykke INS- eller ESC-tasten. HEIDENHAIN CNC PILOT
28 2.2 Info-systemet 2.2 Info-systemet Info-system giver Dem uddrag af bruger-håndbogen på billedskærmen. Systemet er inddelt i info-emner, og kan sammenlignes med kapitlerne i en bog. Overskriften i info-vinduet benævner det valgte emne og sidetallet. Info giver Dem oplysning om aktuelle betjeningssituationer (kontextsensitive hjælp). Yderligere kan De vælge info-temaer med indholdsfortegnelsen eller med index. Herfor vælger De det ønskede tema/stikordet og trykker Tema valg (eller Enter). Krydshenvisninger i teksten er markeret. De vælger krydshenvisningen og skifter med Tema valg (eller Enter) til dette tema. Tema tilbage skifter tilbage til det foregående tema. Fejl-info Ved en fejlmelding trykker De info-tasten hhv. positionerer i fejldisplayet cursoren til fejlmeldingen og trykker så info-tasten, for at få yderligere oplysning om en fejlmelding. Kald af Info-systemet. Forlade Info-systemet Softkeys forgrenes til valgte krudshenvisning tema indholdsfortegnelser tema for indexfortegnelser vender tilbage til sidste info-tema kalder indholdsfortegnelsen med oversigt over infotemaerne. Indholdsfortegnelsen er opbygget i flere trin. kalder indexfortegnelsen blader til foregående info-tema blader til næste info-tema (eller side tilbage) foregående info-side (eller side frem) næste info-side 16 2 Anvisninger for betjening
29 2.3 Fejlsystemet Direkte fejlmeldingen Direkte fejlmeldinger bliver anvendt, når en øjeblikkelig korrektur er mulig. De bekræfter meldingen og retter fejlen. Eksempel: Indlæseværdien for parameteren er udenfor det gyldige område. Informationer i fejlmelding: Fejlbeskrivelse: Forklarer fejlen Fejlnummer: For service-forespørgsler Klokken da fejlen er optrådt (til Deres information) 2.3 Fejlsystemer Symboler Advarsel Afviklingen af programmet/betjeningen bliver fortsat. CNC PILOT en gør Dem opmærksom på problemet. Fejl Afviklingen af programmet/betjeningen bliver standset. De retter fejlen, før De arbejder videre Fejlvisning, PLC-display Fejlvisninger Optræder der fejl under systemstarten, for driften eller programafviklingen, så bliver de signaliseret i datofeltet, vist i statuslinien og gemt i fejlvisning. Sålænge der foreligger fejlmeldinger er datovisningen med rød baggrund. Betjeningsanvisninger åbner fejlvisning. yderligere informationer om fejlene cursoren markerer Forlade fejlvisning sletter den af cursoren markerede fejlmelding sletter alle fejlmeldinger Fortsættelse næste side HEIDENHAIN CNC PILOT
30 2.3 Fejlsystemer Informationer i fejlmelding: Fejlbeskrivelse: Forklarer fejlen Fejlnummer: For service-forespørgsler Kanalnummer: Slædeen, ved hvilken fejlen er opstået Klokken da fejlen er optrådt (til Deres information) Fejlklasse (kun ved fejl): Baggrund: Meldingen tjener til information eller at det er en mindre fejl der er optrådt. Afbrud: Det løbende forløb (cyklus-udførelse, kørselskommando etc.) blev afbrudt. Efter ophævelsen af fejlen kan De arbejde videre. Nødstop: Kørselsbevægelser og afviklingen af DIN-programmet blev standset. Efter ophævelsen af fejlen kan De arbejde videre. Reset: Kørselsbevægelser og afviklingen af DINprogrammet blev standset. De udkobler systemet kortvarigt og starter op påny. Henvend Dem til leverandøren, hvis fejlen gentager sig. Systemfejl, interne fejl Optræder en systemfejl eller intern fejl, så noterer De alle informationer om denne melding og informerer leverandøren. Interne fejl kan De ikke selv afhjælpe. De udkobler styringen og opstarter påny. Advarsler under simuleringen Optræder der ved simulering af et NC-program advarsler, viser CNC PILOT en det i statuslinien (se Anvisninger for betjening ). PLC-display PLC-vinduet bliver benyttet til PLC-meldinger og PLCdiagnose. Informationer om PLC-vinduer finder De i maskinhåndbogen. De kommer til PLC-vinduet, når De åbner fejlvinduet (fejlstatus-tasten) og så trykker softkey PLC diagnose. Med ESC-tasten forlader De PLC-vinduet; Med softkey CNC diagnose skifter De tilbage til fejlvinduet. Softkeys skifte til PLC-display sletter alle fejlmeldinger tilbage til fejlvisning 18 2 Anvisninger for betjening
31 2.4 Datasikring CNC PILOT en gemmer NC-programmer, driftsmiddeldata og parametre på harddisken. Da en beskadigelse af harddisken, for eksempel ved forhøjet vibrations- eller chokbelastninger, ikke kan udelukkes, anbefaler HEIDENHAIN at sikre de fremstillede programmer, driftsmiddeldata og parametre med regelmæssige mellemrum på en PC. På PC en kan De bruge DataPilot 4290, WINDOWS-programmet Explorer eller andre egnede programmer til datasikring. For dataudveksling og for datasikring står Ethernet interfacet til rådighed. En dataudverksling på basis af det serielle interface (RS232) er ligeledes mulig (se 10.2 Overførselsprocedure ). 2.5 Forklaring af anvendte begreber Cursor: I listen, eller ved dataindlæsning er et listeelement, et indlæsefelt eller et tegn markeret. Denne markering bliver kaldt cursor. Cursortasten: Med pil-tasterne, side frem/tilbage eller Touch-Pad flytter De cursoren. Navigering: Indenfor listen eller indenfor indlæsfeltet bevæger De cursoren, for at vælge positionen, som De vil se, ændre, udvide eller slette. De navigerer gennem listen. Aktive/inaktive funktionenr, menupunkter: Funktioner eller softkeys, som momentant ikke kan vælges, bliver fremstillet blegt. Dialogbox: Et andet navn for et indlæsevindue. Editering: Ændring, udvidelse og sletning af parametre, af kommandoer etc. indenfor programmet, værktøjsdata eller parametre bliver betegnet som editering. Defaultværdi: Hvis parametre i DIN-kommandoer eller andre parametre er forbelagt med værdier, så bliver der talt om Defaultværdier. Byte: Kapaciteten af disketter bliver angivet i byte. Da CNC PILOT en er udstyret med en harddisk, bliver også programlængder (fil længder) angivet i byte. Extension: Filnavne består af det egentlige navn og Extension. Navn og extension er adskilt med et.. Med extension angives filtypen. Eksempler: *.NC DIN-programmer *.NCS DIN-underprogrammer *.MAS Maskinparametre 2.4 Datasikring; 2.5 Forklaring til anvendte begreber HEIDENHAIN CNC PILOT
32
33 3 Manuel- og automatikdrift HEIDENHAIN CNC PILOT
34 3.1 Indkobling, Udkobling, Referencekørsel 3.1 Indkobling, Udkobling, Referencekørsel Indkobling og referencekørsel CNC PILOT en viser i overskriften de enkelte skridt ved systemstarten. Herefter kræver CNC PILOT en at De vælger en drift. Om referencekørslen er nødvendig, det er afhængig af de anvendte måleudstyr på maskinen: EnDat-giver: Referencekørsel er ikke nødvendig Afstandskoderet giver: Aksens position er fremskaffet efter en kort referencekørsel Standard-giver: Aksen kører til kendte, maskinfaste punkter Ved Automatisk reference kører alle akser, ved reference tip kører én akse reference. Automatisk referencekørsel (alle akser) Vælg Ref automatisk reference < Status referencepunktkørsel informerer Dem om den aktuelle status. akser, der ikke er referencekørt, bliver fremstillet gråt. < Slæder, der skal køre reference eller indstille alle slæder (Dialogbox automatisk reference ) < Referencekørslen bliver gennemført Afbryder referencekørslen Cyklusstart fortsætter referencekørslen Afbryder referencekørslen < Efter afslutning af referencepunktkørsel Positionsvisning bliver aktiveret Automatikdrift kan vælges Rækkefølgen, i hvilken akse referencen køres, er fastlagt i maskin-parametrene 203, 253,.. Forlade dialogboxen automatisk reference : Tryk cyklus-stop. Software-endekontakt er først i drift efter referencekørslen. Overvågning af EnDat-giver Hvis Deres maskine er udstyret med EnDat-givere, gemmer styringen akse-positionerne ved udkobling. Ved indkobling sammenligner CNC PILOT en for hver akse indkoblings-positionen med den gemte udkoblings-position. Ved forskelle følger én af følgende meldinger: Aksen blev bevæget efter udkobling af maskinen. Kontrollér og bekræft den aktuelle position, hvis aksen virkelig blev bevæget. Den gemte giverposition af aksen er ugyldig. Denne melding er korrekt, hvis styringen blev indkoblet for første gang, eller giveren eller andre implicerede komponenter i styringen er blevet udskiftet. Parametre er blevet ændret. Den gemte giverposition af aksen er ugyldig. Denne melding er korrekt, hvis konfigurerings-parametre er blevet ændret. Årsagen til en af de ovenfor nævnte meldinger kan også være en defekt i giveren eller i styringen. Sæt Dem i forbindelse med Deres maskin-leverandør, hvis problemet optræder flere gange Manuel- og automatikdrift
35 Reference skrivning (enkelte akser) Vælg Ref reference skrivning < Status referencepunktkørsel informerer Dem om den aktuelle status. Akser, der ikke har kørt reference, bliver vist med gråt. < Indstille slæde og akse (dialogbox reference skrivning ) < Sålænge De trykker tasten, bliver referencekørslen gennemført. Slipper De tasten afbrydes referencekørsel. Afbryder referencekørslen < Efter afslutning af referencepunktkørsel Positionsdisplayet bliver aktiveret for aksen, referencepunktet er overkørt Når alle akse referencepunkter er overkørt, kan automatikdriften vælges Forlade dialogboxen reference tip : Tryk cyklus-stop Software-endekontakt er først i drift efter referencekørslen. 3.1 Indkobling,Udkobling, Referencekørsel Udkobling Udkobling af CNC PILOT en. Herefter bekræfter De sikkerhedsspørgsmålet med OK, for at afslutte driften korrekt. CNC PILOT en kræver at De efter få sekunder, udkobler maskinen. Shutdown står til rådighed i programmerings- og organisations-driftsarterne, hvis der ingen driftsart er valgt. Den korrekte udkobling bliver indført i fejl-logfilen. HEIDENHAIN CNC PILOT
36 3.2 Driftsart manuel styring 3.2 Driftsart manuel styring Driftsart manuel styring indeholder funktioner for indretning af drejebænken, for fremskaffelse af værktøjsmål, såvel som funktioner for manuel bearbejdning af emner. Maskindisplayet i nederste område på billedskærmen viser værktøjspositionen og yderligere maskindata. Arbejdsmuligheder: Manuel drift Med maskintasterne og håndhjulet styrer De dspindelen og kører akserne, for at bearbejde emnet. Indretning af maskinen Indføre anvendte værktøjer, fastlægge emnenulpunkt, værktøjsskiftepunkt, beskyttelseszonemål etc. Fremskaffe værktøjsmål ved berøring eller pr. måleindretning Indstilling af displayet CNC PILOT en understøtter flere varianter af maskindisplays. I manuel styring bliver dataerne alt efter indstilling af styrings-parameter 1 indlæst og vist metrisk eller i tommer. Softkeys Tilordne håndhjul til en akse Fastlægge håndhjul-omsætning Skifte maskindisplay Pas på, når maskinen ikke er reference kørt: Positionvisningen er ikke gyldig Software-endekontakten er ikke i brug. Revolver én position tilbage Revolver én position frem 24 3 Manuel- og automatikdrift
37 3.2.1 Indlæsning af maskindata Menugruppe F (tilspænding): Omdrejningstilspænding Vælg omdrejningstilspænding Indlæs tilspænding i mm/omdr. (hhv. tomme/ omdr. ) Minuttilspænding Vælg minuttilspænding Indlæs tilspænding i mm/min (hhv. tomme/ min ) Menugruppe S (spindelomdr.tal): Spindelomdrejningstal Vælg omdrejningstal S Indlæs omdr.tal i omdr./min Konstant skærhastighed Vælg V-konstant Indlæs skærhastighed i m/min (hhv. fod/ min ) Punktstandsning Indstille spindel med spindelskift-taste Vælg punktstandsning Indlæs position Cyklus-start: Spindelen bliver positioneret Cyklus-stop: Forlade dialogboxen Menupunkt T (værktøj): Vælg T Indlæs revolverposition Den konstante skærhastighed kan De kun indlæse for slæder, som besidder en X-akse. Funktioner for værktøjsskift: Værktøj svinges ind Nye værktøjsmål udregnes Nye Akt.værdier vises i positionsdisplayet 3.2 Driftsart manuel styring M-kommandoer Menugruppe M (M-funktioner): M-nummeret er kendt: Vælg M-direkte og indlæs nummeret M-menu : Vælg M-funktion ved hjælp af menuen Efter indlæsning/valg af M-funktion: Cyklus-start: M-funktionen bliver udført Cyklus-stop: Forlade dialogbox M-menuen er maskinafhængig. Den kan afvige fra det fremstillede eksempel. HEIDENHAIN CNC PILOT
38 3.2 Driftsart manuel styring Manuel drejebearbejdning Menugruppe manuel : n Enkel længde- og plandrejning Vælg kontinuerlig tilspænding Vælg tilspændingsretning (dialogbox kontinuerlig tilspænding ) Styre tilspændingen med cyklus-tasten n G-funktioner Vælg G-funktion Indlæs G-nummer og funktions-parameter tryk OK G-funktionen bliver udført Følgende G-funktioner er tilladt: G30 Bagfladebearbejdning G710 Addere værktøjsmål G720 Spindelsynkronisering G602..G699 PLC-funktioner n Manuelle-NC-programmer Afhængig af konfigureringen af drejebænken indfører maskinfabrikanten NC-programmer, som udvider arbejdet i manuel styring (eksempel: Indkoble bagfladebearbejdning). Se maskinhåndbogen. Ved kontinuerligtilspænding skal en omdrejningstilspænding være defineret Håndhjul De tilordner håndhjulet en af hovedakserne eller C-aksen og angiv tilspænding hhv. drejevinkel pr. håndhjulsinkrement (Dialogbox Håndhjuls-akser ). De ser tilordningen for håndhjulet og håndhjulsomsætningen i maskindisplayet (aksebogstav og antal cifre efter kommaet for håndhjulsomsætningen er markeret). Ophæve håndhjuls-tilordning: Tryk softkey Håndhjul med åbnet dialogbox. Håndhjuls-tilordningen bliver ophævet ved følgende forløb: Slædeomskiftning Skift af driftsart Tryk på en håndretningstaste Gentaget valg af håndhjuls-tilordning 26 3 Manuel- og automatikdrift
39 3.2.5 Spindel- og håndretningstaster Tasterne i maskinbetjeningsfeltet benyttes til emnebearbejdning ved manuel styring og ved specialfunktioner som til fremskaffelse af positioner/korrekturværdier (teach-in, anløbning, etc.). Aktiveringen af værktøjer, såvel som fastlæggelse af spindelomdr.tal, tilspændinger, etc. sker pr. menu. Ved samtidigt tryk på X- og Z- håndretningstasterne bevæger De slæden diagonalt. Spindeltasten Indkobl spindel i M3-/M4-retning Tip spindel i M3-/M4-retning. Spindelen drejer sålænge tasten er trykket. Tip-omdr.tal: Maskinparameter 805, 855,... Spindel stop Håndretningstaster (Jogtaster) Kør slæden i X-retning Kør slæden i Z-retning 3.2 Driftsart manuel styring Kør slæden i Y-retning Køre slæder i ilgang: Tryk ilgangstaste og håndretningstaste samtidigt. Ilgangshastighed: Maskin-parameter 204, 254, Slæde- og spindelskiftetaste Ved drejebænke med flere slæder henfører Håndretningstasten sig til den valgte slæde. Valg af slæde: Slædeskiftetaste Visning af den valgte slæde : Maskindisplay Ved drejebænke med flere spindler henfører Spindeltasten sig til den valgte spindel. Valg af spindel: Spindelskiftetaste Visning af den valgte spindel : Maskindisplay. Ved indretningsfunktioner,som henfører sig til en slæde/ en spindel (emne-nulpunkt, værktøjsskiftepunkt, etc.), bestemmer De slæden/ spindelen med slæde-/spindelskiftetasten. Maskindisplayet indeholder i regelen slæde- og spindelafhængige displayelementer. De omskifter disse displayelementer med slæde-/ spindelskiftetasten (se 3.6 Maskindisplay ). Slæde- og spindelskiftetaste Skifter om til den næste slæde Skifter om til den næste spindel HEIDENHAIN CNC PILOT
40 3.3 Værktøjslister, styring af brugstid 3.3 Værktøjslister, styring af brugstid Værktøjslisten (revolver-tabellen) fremviser den aktuelle bestykning af værktøjsholderen. Ved Indretning af værktøjsliste indfører De identnumrene for værktøjerne. De kan fremtage indføringerne i afsnittet REVOLVER fra NC-programmet for indretning af værktøjslisten. Funktionerne sammenligne liste, overføre liste henfører sig til det sidst oversatte NC-program i automatik-drift. Brugstidsdata Værktøjslisten indeholder udover identnumre og værktøjs-betegnelser dataerne for styring af værktøjs-brugstid: Status Viser den endnu tilbageværende brugstid/styktal. Indsatsberedskab Er brugstiden/styktallet udløbet, gælder værktøjet som ikke klar til brug. Usv (udskift-værktøj) Er værktøjet ikke klar til brug, bliver et udskiftnings-værktøj indsat. Enkle-værktøjer Med indretningsfunktionen kan De kun indføre værktøjer, som er opført i databanken. Anvender NC-programmet enkle-værktøjer, er afviklingen som følger: Oversæt NC-programmet CNC PILOT en aktualiserer automatisk værktøjslisten Hvis pladsen i værktøjslisten er belagt med gamle værktøjer, følger sikkerhedsspørgsmål skal værktøjslisten aktualiseres? Værktøjsindførelsen sker først efter Deres samtykke. Værktøjer, der ikke er indtegnet i databanken, modtager istedet for et identnummer kendetegnet _AUTO_xx (xx: T-nummer). Parameteren for enkle-værktøjer bliver defineret i NCprogrammet. Brugstids-angivelser bliver kun udnyttet ved aktiv værktøjs-brugstidsstyring. Kollisionsfare Sammenlign værktøjslisten med bestykningen i værktøjsholderen og kontrollér værktøjsdataerne før programudførelsen. Værktøjslisten og målene på de indførte værktøjer skal svare til de aktuelle forhold, da CNC PILOT en ved alle slædebevægelser, beskyttelseszonekontrol, etc. indregner disse data Manuel- og automatikdrift
41 3.3.1 Indretning af værktøjsliste De deklarerer værktøjslisten uafhængig af dataerne i et NC-program. Indføre nyt værktøj Vælg indretning værktøjsliste indrette liste < Vælg værktøjsplads < ENTER (eller INS-tasten ) åbner dialogboxen indretning < Indlæs identnummer Overtage værktøj fra databanken Indlæs værktøjstype CNC PILOT en viser alle værktøjer med denne type-beskrivelse Softkeys Slet værktøj 3.3 Værktøjslister, brugstidsdata Indlæs identnummer CNC PILOT en viser alle værktøjer med denne identnummer-beskrivelse Overtag værktøjet fra Identnummer-mellemlager. < Vælg værktøj < Overtage værktøj fra databanken Slet værktøj og stil det i identnummer-mellemlageret Editere værktøjs-parameter < Forlade værktøjs-databanken Indfør værktøjs-databanken sorteret efter værktøjstype Slet værktøj Vælg indretning værktøjsliste indrette liste < Vælg værktøjsplads < eller DEL-tasten sletter værktøjet Indfør værktøjs-databank sorteret efter værktøjsidentnumre Fortsættelse næste side HEIDENHAIN CNC PILOT
42 3.3 Værktøjslister, brugstidsdata Bytte værktøjsplads Vælg Indretning værktøjsliste indrette liste < Vælg værktøjsplads < sletter værktøjet og gemmer det i Identnummer-mellemlager < Vælg ny værktøjsplads < Overtag værktøjet fra Identnummermellemlager. Var pladsen optaget, bliver det hidtidige værktøj arrangeret i mellemlageret Manuel- og automatikdrift
43 3.3.2 Sammenligne værktøjslisten med NC-programmet CNC PILOT en sammenligner den aktuelle værktøjsliste med indførelsen det i automatik-drift sidst ovrsatte NC-program. Sammenligne værktøjsliste Vælg Indretning værktøjsliste sammenligne liste. CNC PILOT en viser den aktuelle belægning af værktøjslisten og markerer afvigelser til den programmerede værktøjsliste. < Vælg markerede værktøjsplads < Soll Akt. sammenligning Tryk ENTER (eller INS-tasten). CNC PILOT en åbner dialogboxen Soll-Akt.-sammenligning. < Identnummer for Soll-værktøj overtages i værktøjslisten eller Søg værktøj i databanken Softkeys Slet værktøj 3.3 Værktøjslister, brugstidsdata Overtag værktøjet fra Identnummer-mellemlager. CNC PILOT en fremstiller følgende værktøjer markeret: Akt.værktøj Sollværktøj Akt. ikke belagt; Soll belagt Slet værktøj og stil det i identnummer-mellemlageret Editere værktøjs-parameter Indførelsen af afsnittet REVOLVER gælder som Sollværktøjer (henf.: det sidst i automatik-drift oversatte NC-program). Indfør værktøjs-databanken sorteret efter værktøjstype Værktøjspladser, som ifølge NC-programmet ikke er belagt, kan De ikke vælge. Indfør værktøjs-databank sorteret efter værktøjsidentnumre Kollisionsfare Værktøjspladser, der er belagt, ifølge NCprogrammet men ikke behøves, bliver ikke fremstillet markeret. CNC PILOT en tilgodeser det faktisk indførte værktøj også når det ikke svarer til Sollbelægningen. Identnummer for Soll-værktøj overtages i værktøjslisten HEIDENHAIN CNC PILOT
44 3.3 Værktøjslister, brugstidsdata Overtage værktøjsliste fra NC-program CNC PILOT en overtager den nye værktøjsbelægning fra afsnittet REVOLVER (Henf.: Det sidst i automatik-drift oversatte NC-program). Overtage værktøjsliste Vælg indrette værktøjsliste overtage liste Afhængig af den hidtidige bestykning i værktøjsholderen kan følgende situation opstå: Værktøjet bliver ikke anvendt CNC PILOT en indfører de nye værktøjer i værktøjslisten. Positioner, som i den gamle værktøjsliste var belagt, men i den nye liste ikke bliver anvendt, bliver bevaret. Skal værktøjet forblive i værktøjsholderen, er ingen yderligere aktivitet nødvendig i modsat fald sletter De værktøjet. Værktøjet stårt på en anden position Et værktøj bliver ikke indført, hvis det findes i værktøjslisten, i den nye belægning men er på en anden position. CNC PILOT en melder denne fejl. De skifter værktøjsplads. Sålænge en værktøjsbelægning afviger fra Sollbelægningen, bliver denne position vist markeret. Softkeys Slet værktøj Overtag værktøjet fra Identnummer-mellemlager. Kollisionsfare Værktøjspladser, der er belagt, ifølge NCprogrammet men ikke behøves, bliver ikke fremstillet markeret. CNC PILOT en tilgodeser det faktisk indførte værktøj også når det ikke svarer til Sollbelægningen. Slet værktøj og stil det i identnummer-mellemlageret Editere værktøjs-parameter Indfør værktøjs-databanken sorteret efter værktøjstype Indfør værktøjs-databank sorteret efter værktøjsidentnumre 32 3 Manuel- og automatikdrift
45 3.3.4 Styring af brugstid I styring af brugstid fastlægger De udskiftningskæden og deklarerer værktøjet klar til brug. Brugstid/styktal bliver fastlagt i værktøjsdatabanken (se Multi-værktøjer, brugstidsovervågning ). Dialogboxen styring af brugstid bliver brugt såvel for indføring, som også for visning af brugstids-data. Interval-forløb, som De indfører i forløb 1, 2, kan De indenfor rammerne af variabel-programmering udnytte i Deres NC-program (se V-variable ). Parameter Styring af brugstid Udsk.-Vrkt. (udskiftnings-værktøj): T-nummer (revolver-position) for udskiftningsværktøjet Forløb 1: Interval-forløb, som ved udløbet af brugstiden/styktallet for dette værktøj bliver udløst forløb Forløb 2: Interval-forløb, som ved udløbet af brugstiden/styktallet for det sidste værktøj i denne udskiftningskæde bliver udløst forløb Klar til brug: Kendetegner værktøjet som klar til brug/ ikke klar til brug (gælder kun for styring af brugstid) Indføre brugstids-parameter Vælg indretning værktøjsliste styring af brugstid CNC PILOT en viser de indførte værktøjer. < Vælg værktøjsplads < Tryk ENTER CNC PILOT en åbner dialogboxen styring af brugstid < Indfør udskiftnings-værktøj og brugstidsparameter tryk OK Nyt skær overtager brugstid/styktal fra databanken og deklarerer værktøjet som klar til brug. Aktualisere data for styring af brugstid Vælg Indretning værktøjsliste aktualisere styring af brugstid < Sikkerhedsspørgsmål bekræftes med OK CNC PILOT en overtager brugstid/styktal fra databanken og deklarerer alle værktøjer i værktøjslisten som klar til brug. < CNC PILOT en viser værktøjslisten styring af brugstid som kontrol. Anvendelseseksempel: De har udskiftet skærene på alle indførte værktøjer og vil fortsætte produktionen af dele under styring af brugstid. 3.3 Værktøjslister, brugstidsdata HEIDENHAIN CNC PILOT
46 3.4 Indretnings-funktioner 3.4 Indretnings-funktioner Fastlæg værktøjsskiftepunkt Ved DIN-kommandoen G14 kører slæden til Værktøjsskiftepunktet. Denne position skal være fjernet så langt fra emnet, at revolveren kan svinge på enhver position. Fastlæg værktøjsskiftepunkt Ved flere slæder: Fastlæg slæde (slædeskift-taste) < Vælg indretning Vrkt.-skiftepunkt < CNC PILOT en viser i dialogboxen Vrkt.- skiftepunkt den gældende position. < Indfør værktøjsskiftepunkt Indfør ny position Værktøjsskiftepunkt teach in Kør slæden til værktøjsskiftepunktet overtager slædepositionen som værktøjsskiftepunkt eller overtager positionen af enkelte akser Softkeys Tilordne håndhjul til en akse Fastlægge håndhjul-omsætning Skifte maskindisplay Indlæs omdr.tilspænding Værktøjsskiftepunktet bliver styret i indretningsparametre (Vælg: Akt. Para Indret (menu) VRKT.- skiftepunkt.. ). Koordinaterne til værktøjsskiftepunktet bliver indlæst og vist som afstanden maskin-nulpunkt værktøjsholderhenføringspunkt. Da disse værdier ikke bliver vist i positionsdisplayet, anbefales det, værktøjsskiftepunktet at teach-in. Indlæs konstant skærehastighed Indlæs M-funktion Overtag akseposition som værktøjsskiftepunkt (eller Y- eller Z-akse) Overfør slædeposition som værktøjsskiftepunkt 34 3 Manuel- og automatikdrift
47 3.4.2 Forskyde emne-nulpunkt Forskyde emne-nulpunkt Ved flere slæder: Fastlæg slæde (slædeskift-taste) < Svinge værktøjet ind < Vælg indretning nulpunkt forskydning < Dialogbox nulpunkt forskydning viser det gældende emne-nulpunkt (= nulpunktforskydning). < Indlæs emne-nulpunkt Indlæs nulpunkt-forskydning 3.4 Indretnings-funktioner Berøringsposition = emne-nulpunkt Berør planfladen. Overtag berøringsposition som emne-nulpunkt Emne-nulpunkt relativt til berøringsposition Berør planfladen. Overtag berøringsposition Indlæs måleværdi (afstand berøringsposition emne-nulpunkt) Emne-nulpunktet bliver styret i indretningsparametre (Vælg: Akt. para indretning (menu) emne-nulpunkt.. ). Forskydningen henfører sig til maskinn-nulpunktet. De kan også forskyde emne-nulpunktet for X- og Y-aksen. Softkeys Tilordne håndhjul til en akse Fastlægge håndhjul-omsætning Skifte maskindisplay Indlæs omdr.tilspænding Indlæs konstant skærehastighed Indlæs M-funktion Fastlæg Z-position som emne-nulpunkt (eller X- eller Y- position) Fastlæg emne-nulpunkt relativt til den aktuelle Z- position (eller X- eller Y-position) HEIDENHAIN CNC PILOT
48 3.4 Indretnings-funktioner Fastlægge beskyttelseszone Fastlægge beskyttelseszone Indskift vikårligt værktøj (T0 er ikke tilladt). < Vælg indretning beskyttelseszone < Indlæs beskyttelseszone-parametre Indlæs grænseværdier Beskyttelseszone-parametre teach-in pr. akse For hvert indlæsefelt: Vælg indlæsefelt Positionér værktøj på beskyttelseszonegrænse Overtag akse-position som beskyttelseszone-parameter Positiv/negativ beskyttelseszone-parameter teach-in Vælg vilkårligt positivt hhv. negativt indlæsefelt Positionér værktøj på beskyttelseszonegrænse Overtag alle positive/negative aksepositioner Softkeys Tilordne håndhjul til en akse Fastlægge håndhjul-omsætning Skifte maskindisplay Indlæs omdr.tilspænding Parametrene gælder for beskyttelseszonekontrol ikke som software-endekontakt. Beskyttelseszone-parametre: Henfører sig til maskin-nulpunktet Bliver styret i maskin-parametrene 1116, 1156,.. X-værdier er radiusmål 99999/ betyder: Ingen overvågning af denne beskyttelseszoneside Indlæs konstant skærehastighed Indlæs M-funktion Overfør X-position som parameter beskyttelseszone X (eller +X, Y, +Y, Z, +Z-position) Overfør akseposition som positiv/negativ beskyttelseszone-parameter 36 3 Manuel- og automatikdrift
49 3.4.4 Indretning af spændejernstabel Spændejernstabellen bliver udnyttet af den medløbende grafik. Indretning af spændejernstabel Vælg Indretning Spændejern Hovedspindel (eller pinoldok) < Vælg identnumre fra spændejerns-databanken Spændejern for spindelen Forudsætningen for fastlæggelsen af opspændingsmåden er indførelsen af spændebakker. De indstiller opspændeformen pr. softkey de bliver forklaret grafisk. Med side frem/tilbage skifter De til spændejernsbelægning for yderligere spindler. 3.4 Indretnings-funktioner Parameter Spindel x (hovedspindel, spindel 1,..) Centrerpatron-Id(entnummer): Reference for databank Spændebakker-Id(entnummer): Reference for databank Opspændingstilbehør-Id(entnummer): Reference for databank Opspændingsform (ved spændbakker): Indv.-/ udv.opspænding og fastlægge benyttede opspændingstrin Opspændingsdiameter: Diameteren, med hvilken emnet bliver opspændt. (Diameter af emnet ved udvendig opspænding; Indvendig diameter ved indv. opspænding) Parameter Pinoldok Pinolspidsen-Id(entnummer): Reference for databank Softkeys Editere spændejerns-parameter Indføre spændejerns-databanken sorteret efter spændejerns-type Indføre spændejerns-databanken sorteret efter spændejerns-identnummer Videre indstille spændeform HEIDENHAIN CNC PILOT
50 3.4 Indretnings-funktioner Indretning af maskinmål De kan udnytte maskinmålene i variabelprogrammeringen for NC-programmet. Indretningsfunktionen maskinmål tager hensyn til målene 1..9 og pr. mål de konfigurerede akser. Indretning af maskinmål Vælg indretning maskinmål < Indlæs maskinmål-nummer < Indlæs maskinmål Indlæs værdier (dialogbox Fastlæg maskinmål x ) De enkelte maskinmål teach-in Vælg indlæsefelt Kør aksen til position Overtag akseposition som maskinmål (eller Y- eller Z-position) Alle maskinmål teach-in Kør slæden til position Overtag aksepositionen for slæden som maskinmål < OK indlæs næste maskinmål n Afbryd forlad indretning af maskinmål Maskinmål bliver styret i maskin-parameter 7. Maskinmål henfører sig til maskinnulpunktet. Softkeys Tilordne håndhjul til en akse Fastlægge håndhjul-omsætning Skifte maskindisplay Indlæs omdr.tilspænding Indlæs konstant skærehastighed Indlæs M-funktion Overfør akse-position som maskinmål x (eller Y- eller Z- akse) Overfør alle aksepositioner for slæderne som maskinmål 38 3 Manuel- og automatikdrift
51 3.4.6 Værktøjs opmåling Arten af vrkt.-opmåling fastlægger De i maskinparameter 6: 0: Berøre 1: Måling med måletaster 2: Måle med måleoptik Værktøjs opmåling Svinge værktøjet ind < Vælg indretning vrkt.-indretning vrkt.- opmåling Dialogboxen vrkt.-opmåling T... viser de gældende værktøjsmål. < Indlæs værktøjsmål Indlæs mål 3.4 Indretnings-funktioner Fremskaf værktøjsmål gennem berøring Vælg indlæsefelt X Berøre diameter, frikør i Z-retning Overtag diameter som måleværdi Vælg indlæsefelt Z Berøre planflade, frikør i X-retning Overtag Z-position værktøj som måleværdi Softkeys Tilordne håndhjul til en akse Fastlægge håndhjul-omsætning Skifte maskindisplay Indlæs omdr.tilspænding Mål værktøjer med måletaster Før hvert indlæsefelt: Vælg indlæsefelt X/Z Kør værktøjsspids i X-/Z-retning til måletaster CNC PILOT en overtager målet X/Z Kør værktøj tilbage frikør måletaster Mål værktøjer med måleoptik For hvert indlæsefelt: Vælg indlæsefelt X/Z Bring værktøjsspidsen i X-/Z-retning til dækning af trådkorset Overtag værdien Indlæs konstant skærehastighed Indlæs M-funktion Overfør X-position som måleværdi X (eller Y- eller Z- Position) Indlæsning af dialogbox indlæs måleværdi henfører sig til emne-nulpunktet. Korrekturværdier for værktøjet bliver slettet. De fremskaffede værktøjsmål bliver indført i databanken. Fortsættelse næste side HEIDENHAIN CNC PILOT
52 3.4 Indretnings-funktioner Fremskaffelse af værktøjs-korrektur Værktøj svinges ind < Vælg indretning vrkt.-indretning vrkt.- korrekturer < Tilorden håndhjul til X-akse kør værktøjet med korrekturværdien < Tilorden håndhjul til Z-akse kør værktøjet med korrekturværdien < CNC PILOT en overtager korrekturværdien Softkeys Tilordne håndhjul til en akse Fastlægge håndhjul-omsætning Skifte maskindisplay Indlæs omdr.tilspænding Indlæs konstant skærehastighed Indlæs M-funktion Overfør værktøjskorrekturer 40 3 Manuel- og automatikdrift
53 3.5 Automatisk drift I automatisk drift bliver dataerne alt efter indstilling af styrings-parameter 1 indlæst og vist metrisk eller i tommer. Indstillingen i programhovedet for NCprogrammet er målgivende for udførelsen af programmet de har ingen indflydelse på betjening og visning Programvalg CNC PILOT en oversætter NC-programmet, før De kan aktivere det med cyklus-start. #-Variable bliver indlæst under oversættelsesforløbet. Gentart forhindrer Nystart tvinger en fornyet oversættelse. Programvalg Vælg Prog Programvalg Vælge et NC-program NC-programmet bliver indlagt uden forudgående oversættelse, når: Ingen ændringer blev foretaget i programmet eller værktøjslisten. Drejebænken i mellemtiden ikke var udkoblet. Genstart Vælg Prog genstart Det sidst aktive NC-program indlagt uden forudgående oversættelse, når: Ingen ændringer blev foretaget i programmet eller værktøjslisten. Drejebænken i mellemtiden ikke var udkoblet. Nystart Vælg Prog nytart NC-programmet bliver indlagt og oversat.(anvendelse: Start af et NC-program med #-variable.) Fra DIN PLUS Vælg Prog fra DIN PLUS Det i DIN PLUS valgte NC-program bliver indlagt og oversat. Svarer Revolvertabellen NCprogrammet ikke til det aktuelt gyldige, følger en advarsel. NC-programnavnet bliver bibeholdt sålænge, ind til De vælger et andet program også hvis drejebænken i mellemtiden var udkoblet. Softkeys Skift til grafisk visning Skifte maskindisplay Indstil blokvisning for yderligere kanaler Vis basisblokke (enkelte kørselsveje) Variabeludlæsning undertrykke/tillade Indstil enkeltblokdrift Programstop med M01 (valgfrit stop) Gennemføre startbloksøgning 3.5 Automatikdrift HEIDENHAIN CNC PILOT
54 3.5 Automatikdrift Startbloksøgning Startbloksøgning Aktivere startbloksøgning < Positionér cursoren på startblokken. (Softkeys hjælper Dem ved søgningen af startblokke.) < CNC PILOT en skifter tilbage til automatikdrift og begynder på startbloksøgning < starter NC-programmet med den valgte NC-blok Forlade startbloksøgning uden startblokangivelse Softkeys De vælger en egnet startblok. CNC PILOT en tager ved programstart med startblok-angivelse hensyn til teknologikommandoen fra programstarten men udfører ingen værktøjsskift og ingen kørselsvej. De vælger ved flerslæde-maskiner af alle slæder en egnet startblok. før De trykker softkey overfør. Kollisionsfare Indeholder startblokken en T-kommando, begynder CNC PILOT en med svingning af revolveren. Den første kørselskommando følger fra den aktuelle værktøjsposition Skifte maskindisplay Indstil blokvisning for yderligere kanaler Vis basisblokke (enkelte kørselsveje) Angiv T-nummer cursoren bliver positioneret ved den næste T-kommando med dette T-nummer Angiv N-nummer cursoren bliver positioneret på blok-nummeret Angiv L-nummer cursoren bliver ved det næste underprogram-kald positioneret med dette L-nummer Gennemføre startbloksøgning 42 3 Manuel- og automatikdrift
55 3.5.3 Influere på programafviklingen Udblændeplaner: NC-blokke, ved hvilke et udblændingsplan står foran, bliver ved aktiv udblændingsplan ikke udført. Udblændeplaner: 0..9 Flere udblændeplaner: Indlæs som cifferfølge Udkoble udblændeplaner: Tom indlæsning ved plan nr. Betjening: Vælg menupunkt forløb udblændeplaner Indlæs plan nr. Styktalangivelse Tælleområde: Styktal = 0: Fremstilling uden styktalbegrænsning tælleren går et skridt frem efter hvert programgennemløb Styktal > 0: CNC PILOT en fremstiller det angivne styktal tælleren går et skridt tilbage efter hvert programgennemløb Styktaltællingen bibeholdes, også hvis drejebænken i mellemtiden var udkoblet. Bliver et NC-program aktiveret med programvalg, sætter CNC PILOT en styktaltælleren tilbage. Efter at have nået det forudgivne styktal, kan De ikke mere starte NC-programmet. De vælger genstart, for påny at kunne starte NCprogrammet. Betjening: Vælg menupunkt forløb styktal Angiv styktal V-variable Dialogboxen V-variable tjener til visning og indlæsning af variable. V-variable bliver defineret ved starten af NCprogrammet. Betydningen bliver fastlagt i NCprogrammet. Betjening: Vælg menupunkt forløb V-variable CNC PILOT en viser de i NC-programmet definerede variable De trykker editering, hvis De vil ændre variable Status udblændeplaner Displayfelt: Markeringer: Øvre liste: Indlæste udblændeplaner Nedre liste: De af blokudførelse genkendte udblændeplaner (aktive udblændeplaner) Når De ind-/udkobler udblændingsplaner, reagerer CNC PILOT en efter ca. 10 blokke (årsag: Forløbet ved udførelsen af NC-blokke). 3.5 Automatikdrift Fortsættelse næste side HEIDENHAIN CNC PILOT
56 3.5 Automatikdrift Enkeltblokdrift Der bliver udført en NC-kommando (en basisblok), herefter går CNC PILOT en i tilstand tilspændings-stop. Med Cyklus-start bliver den næste NC-kommando udført, etc. Valgfrit stop CNC PILOT en standser ved kommandoen M01 og går i tilstanden cyklus-stop. Cyklus-start fortsætter programudførelsen. Status regulerbart stop Regulerbart stop ude Regulerbart stop inde Tilspændingsoverlejring F% (0%.. 150%) Overlejringen af den programmerede tilspænding sker pr. drejeknap (Maskin-betjeningsfeltet). Maskindisplayet viser den aktuelle tilspændingsoverlejring. Omdr.taloverlejring S% (50%.. 150%) Omdr.taloverlejringen hhv. tilbagestilling af det programmerede omdr.tal sker med tasten på maskin-betjeningsfeltet. Maskindisplayet viser den aktuelle omdr.taloverlejring. Taster for omdr.taloverlejring Omdr.tal på 100% (programmeret værdi) Forhøje omdr.tal med 5% Formindske omdr.tal med 5% Korrekturer Værktøjs-korrekturer Vælg korr vrkt.-korrekturer CNC PILOT en indfører T-nummer og de gældende korrekturværdier for det aktive værktøj. De kan indlæse et andet T-nummer. Indlæse korrekturværdier CNC PILOT en adderer de indlæste korrekturværdier til de hidtidige værdier. Værktøjs-korrekturer: Virker fra den næste kørselskommando Bliver overtaget i databanken Kan maksimalt ændres med 1 mm 44 3 Manuel- og automatikdrift
57 Additive korrekturer Vælg korr additive korrekturer Indlæs nummeret på korrekturen (Nummer ) CNC PILOT en viser de gældende korrekturværdier Indlæs korrekturværdier CNC PILOT en adderer de indlæste korrekturværdier til de hidtidige værdier. Additive korrekturer: Bliver aktiveret med G149.. Bliver overtaget i indretnings-parameter 10 og styret Kan maksimalt ændres med 1mm 3.5 Automatikdrift Styring af brugstid Vælg korr brugstidstyring Værktøjslisten med de aktuelle brugstidsdata bliver vist Vælg værktøj ENTER åbner dialogboxen styring af brugstid Indstilling af beredskab eller Aktualisere brugstidsdata med nyt skær. HEIDENHAIN CNC PILOT
58 3.5 Automatikdrift Inspektionsdrift De kan afbryde programafviklingen, kontrollere det aktive værktøj, korrigere eller skifte skæret og fortsætte NC-programmet fra afbrydelsespunktet. Inspektionscyklus en bliver gennemført med følgende skridt: Afbryde programmet og frikøre værktøj Kontrollere værktøj, i givet fald udskifte skæret Køre værktøj tilbage Skæret var o.k.: fortsætte programafviklingen automatisk Ved nye skær: Ved berøring fremskaffe korrekturværdier herefter automatisk fortsætte programafviklingen Når De frikører værktøjet, gemmer CNC PILOT en de første fem kørselsbevægelser. Herved svarer alle retningsændringer til en kørselsvej. De kan fortsætte NC-programmet førafbrydelsespunktet. Herved angiver De afstanden til afbrydelsespunktet. Er afstanden større end afstanden blokstart afbrydelsespunkt, starter CNC PILOT en fra blokstarten af de afbrudte NC-blokke. Under inspektionsforløbet kan De svinge revolveren, trykke spindeltasten, etc. Blev revolveren svinget, skifter tilbagekørselsprogrammet det rigtige værktøj ind. De vælger ved et skift af skær korrekturværdien således, at værktøjet står stille foran emnet. De kan i cyklus-stop-tilstand afbryde inspektionscyklus med ESC og skifte til manuel styring. Inspektionsdrift < Vælg insp(ektion) Afbryde programafviklingen < Frikør værktøj med håndretningstasten. < Om nødvendigt sving revolveren. < Kontrollér skæret om nødvendigt skift det. < Afslutte inspektionsforløbet CNC PILOT en indlægger tilbagekørsels-programmet ( _SERVICE ). < Dialogboxen vrkt.-korrektur bliver åbnet. De indfører værktøjskorrekturen og afslutter med OK. De vælger ved et nyt skær korrekturværdien således, at værktøjet ved tilbagekørslen står før emnet. < Eventuelt aktiveres spindelen. < starter tilbagekørselsprogrammet. < Fortsættelse næste side 46 3 Manuel- og automatikdrift
59 Inspektionsdrift fortsættelse Dialog hurtigstart ved gentilkørsel? indlæs Ja/nej og tryk OK < Hurtigstart Ja: Så følger dialogen tilkørsel til afbrydelsespunkt (UP) / før afbrydelsespunkt Til UP: Ingen yderligere dialog Før UP: Indlæs afstanden, som værktøjet skal starte før afbrydelsespunktet (dialog afstand til afbrydelsespunkt ) Tilbagekørselsprogrammet kører værktøjet på/før afbrydelsespunktet og fortsætter programafviklingen uden stop. Inspektionscyklus en er afsluttet. 3.5 Automatikdrift Hurtigstart Nej: Så følger dialogen Tilkørsel til afbrydelsespunkt (UP) / vor Unterbrechungspunkt Til UP: Ingen yderligere dialog Før UP: Indlæs afstanden, som værktøjet skal starte før afbrydelsespunktet (dialog afstand til afbrydelsespunkt ) Tilbagekørselsprogrammet kører værktøjet til/før afbrydelsespunktet og standser. Anvendelseseksempel: Skærplatte blev udskiftet < Vælg fornyet insp(ektion) < Dialogboxen Berør værktøj bliver åbnet (for information) < Håndhjul tilordnes X-/Z-akserne og berøres < Overfør værdi overfør de pr. håndhjul fremskaffede korrekturværdier < Programafviklingen bliver fortsat HEIDENHAIN CNC PILOT
60 3.5 Automatikdrift Blokdisplay Blokdisplay Basisblokdisplay Blokdisplayet viser NC-blokkene, ligesom som de blev programmeret. Basisblokdisplayet fremstiller de enkelte kørselsveje cyklerne er opløst. Nummereringen af basisblokke er uafhængig af de programmerede bloknumre. Cursoren står i blokdisplayet og basisblokdisplayet på blokken, der netop bliver udført. Kanalvisning Ved drejebænke med flere slæder (kanaler) kan De aktivere blokvisning for maximalt 3 kanaler. Basisblok ind/ud Skift kanalvisning Ved alle tryk på softkeys bliver en kanal tilkoblet herefter vises displayet udelukkende for én kanal. Variabeludlæsning Den trykkede softkey tillader variabeludlæsning (med PRINTA). I andre tilfælde bliver variabeludlæsning undertrykket. Menupunkt Display... Skriftstørrelse: Formindsker/forstørrer skriften i blokvisningen Belastningsovervågning se Produktion under belastningsovervågning 48 3 Manuel- og automatikdrift
61 3.5.8 Grafisk display Automatik-grafik fremstiller programmerede råog færdigdele og anviser kørselsveje. Hermed kan De kontrollere produktionsafviklingen på ikke synlige steder, skaffe Dem et overblik over produktionstilstanden, etc. Alle bearbejdninger, også fræsebearbejdninger, bliver vist i dreje-vinduet (XZ-billede). 3.5 Automatikdrift Aktivere grafik var grafikken allerede aktiv, bliver fremstillingen tilpasset den aktuelle bearbejdningstilstand. tilbage til blokvisning Indstillinger: Linie: Hver værktøjsbevægelse bliver vist som en linie, henført til den teoretiske skærspids. Skærspor: fremstiller det af værktøjet skærende område overstregede flade skraveret. De ser det afspånede område under hensyntagen til skærgeometrien (se 5.1 Driftsart simulering ). Lyspunkt: (den lille hvide firkant) repræsenterer den teoretiske skærspids. Værktøj: Værktøjskonturen bliver fremstillet. (Forudsætning: Tilstrækkelig beskrivelse i værktøjsdatabanken.) Standard: Ved hver blok-videreskift bliver den komplette kørselsvej tegnet Bevægelse: Fremstiller afspåningen synkront med produktionsafviklingen. Forudsætning: Programmeret råemne Bevægelsen skal være indstillet til begyndelsen af NC-programmet Ved programgentagelser (M99) starter bevægelse ved det næste NC-programgennemløb. Softkeys Tilbage til blokvisning Aktivere lup Indstil enkeltblokdrift Fremstilling af kørselsveje: Linie eller (skær)spor Værktøjsfremstilling: Lyspunkt eller Værktøj Bevægelse står kun til rådighed ved drejebænke med én slæde. Menupunktet bevægelse står kun til rådighed ved drejebænke med en slæde. n Blev ingen råemne programmeret, bliver standard-råemnet (styringsparameter 23) anvendt. Fortsættelse næste side HEIDENHAIN CNC PILOT
62 3.5 Automatikdrift Vælg forstørrelse, formindskelse, billedudsnit Ved kaldet af Lup en vises en rød firkant for valg af billedudsnit. Billedudsnit: Forstørre: Side frem Formindske: Side tilbage Forskyde: Cursortasten Lup-indstilling pr. Touch-Pad Forudsætning: Simulering i Stop-tilstand Positionér cursoren på et hjørne af billedudsnittet Med trykket venstre musetaste trækkes cursoren til det overfor liggende hjørne af billedudsnittet Højre muse-taste: Tilbage til standardstørrelse Standard-indstillinger: Se softkey-tabellen Forlade lup Efter en stor forstørrelse kan De indstille emne maksimal eller arbejdsrum, for så at vælge et nyt billedudsnit. Softkeys Tilbage til blokvisning Ophæver den sidste forstørrelse/indstilling og viser den sidst valgte standardindstilling Emne maximal eller Arbejdsrum. Ophæver den sidste forstørrelse/indstilling. De kan trykke sidste lup flere gange. Viser emnet i den størstmulige fremstilling. Viser arbejdsrummet, inklusiv værktøjs-skiftepunktet. I dialogboxen Koordinatsystem indstiller De Sletspån for simuleringsvinduet og positionen for emne-nulpunktet Manuel- og automatikdrift
63 3.5.9 Status postproces-måling Vælg: Disp(lays) PPM status (automatikdrift) Dialogboxen PPM info angiver oplysning om status for måleværdier og viser de tilstillede resultater : Måleværdikobling (svarer til styrings-parameter 10) Ude: Måleresultater bliver straks overtaget og overskriver tidligere måleværdier. Inde: Måleresultater bliver først overtaget, når de tidligere måleværdier er bearbejdet. Måleværdi gyldig: Status for måleværdien (efter overtagelse af måleværdier med G915 er status ikke gyldig ) #939: Globalresultat for sidste måleforløb # : De sidst tilsendte måleresultater fra måleindretningen Ved tryk på init bliver forbindelsen til postprocesmåleindretningen initialiseret og måleresultatet bliver slettet. 3.5 Automatikdrift Funktionen postproces-måling gemmer modtagne resultater i et mellemlager. Dialogboxen PPM info viser i # værdierne i mellemlageret ikke de variable. HEIDENHAIN CNC PILOT
64 3.6 Maskindisplay 3.6 Maskindisplay Maskindisplays for CNC PILOT en er konfigurerbare. De kan pr. slæde konfigurere indtil 6 displays for manuel og automatikdrift. skifter til det næste konfigurerede display Med slædeskiftetasten skifter De til visning af den næste slæde med spindelskiftetasten til visning af den næste spindel. Tabellen Displayelementer forklarer standarddisplayfelterne. Yderligere displayfelter: Se 7.3Styrings-parametre De kan indstille værdierne for Positionsvisning i Displayart (maskinparameter 17): 0: Akt.værdier 1: Slæbefejl 2: Distancevej 3: Værktøjsspids henført til maskinnulpunktet 4: Slædeposition 5: Distance referenceknast nulpuls 6: Positionssollværdi 7: Difference værktøjsspids slædeposition 8: IPO-Sollposition Displayelement Positionsvisning (Akt.værdi visning) Afstanden værktøjsspids emne-nulpunkt Tomt felt: Aksen er ikke reference kørt Aksebogstav hvidt: Ingen frigivelse Positionsvisning (Akt.værdi visning) C Position for C-akse. Index : Kendetegner C-aksen 0/1 Tomt felt: C-aksen er ikke aktiv Aksebogstav hvidt: Ingen frigivelse Restvejsvisning Restvejen for den løbende kørselskommando Bjælkegrafik: Restvejen i mm Feltet nedenunder til venstre: Akt.position Feltet nedenunder til højre: Restvejen T-visning uden brugstidsovervågning T-nummer for aktivt værktøj Værktøjskorrekturværdi T-visning med brugstidsovervågning T-nummer for det aktive værktøj Brugstidsangivelse Fortsættelse næste side 52 3 Manuel- og automatikdrift
65 Displayelement (fortsættelse) Styktal-/styktidsinformation Antal producerede emner i dette parti produktionstid for det aktuelle emne Totale produktionstid for dette parti Visning af udnyttelsesgrad Udnyttelsesgraden for spindelmotorer/aksedrev i forhold til nominelt drejemoment D-visning additive korrekturer Nummer på den aktive korrektur Korrekturværdier Slædedisplay Symbolet hvidt: Ingen frigivelse Ciffer: Den valgte slæde Cyklustilstand: se tabel Bjælkegrafik: Tilspændingsoverlejrig i % Øvre felt: Tilspændingsoverlejring Nedre felt: aktuelle tilspænding ved stående slæde: Solltilspænding (grå skrift) Slæde-nummer blå baggrund: Bagfladebearbejdning aktiv Spindeldisplay Symbolet hvidt: Ingen frigivelse Ciffer i spindelsymbol: drevtrin H /ciffer: Den valgte spindel Spindeltilstand: Se tabel Bjælkegrafik: Omdr.taloverlejring i % Øvre felt: Omdr.taloverlejring Nedre felt: Det aktuelle omdr.tal ved pladsstyring (M19): Spindelposition ved stående spindel: Sollomdr.tal (grå skrift) Frigiveoversigt Viser frigivelsen af maximalt 6 NC-kanaler, 4 spindler, 2 C-akser. Frigivelsen er (grønt) markeret. Displaygruppe til venstre: Frigivelse F=tilspænding; D=data; S=spindel; C=C-akse 1..6: Nummer på slæder/ spindel, C-aksen Displaygruppe midte: Status Zy venstre display: Cyklus inde/ude Zy højre display: Tilspændings stop; R=Referencekørsel; A=Automatikdrift; M=Manuel styring; F=Frikørsel (efter overkørsel af endekontakt); I=Inspektionsdrift; E=indretningskontakt; Displaygruppe til højre: Spindel Display for drejeretning venstre/højre begge aktive: Spindelpositionering (M19) Cyklusstatus (Slædevisning) Automatikdrift cyklus inde Automatikdrift tilspændings stop Automatikdrift cyklus ude Manuel styring Inspektionscyklus Maskine i indretningsdrift Spindelstatus (spindelvisning) Spindelomdr.retning M3 Spindelomdr.retning M4 Spindel standset Spindel er i pladsstyring (M19) C-akse er aktiveret 3.6 Maskindisplay HEIDENHAIN CNC PILOT
66 3.7 Belastningsovervågning 3.7 Belastningsovervågning Ved produktion under belastningsovervågning sammenligner CNC PILOT en drejningsmomentet hhv. drevets arbejde med værdier fra en referenceoptagelse. Ved overskridelse af drejningsmomentgrænseværdi 1 eller arbejds-grænseværdi bliver værktøjet betegnet som opbrugt. Ved overskridelse af drejningsmoment-grænseværdi 2 går CNC PILOT en ud fra et værktøjsbrud og standser bearbejdningen (tilspændings-stop). Grænseværdi-overskridelser bliver meddelt som fejlmeldinger. Belastningsovervågningen kendetegner opbrugte værktøjer i værktøjs-diagnose-bits. Når De bruger brugstidsovervågning, overtager CNC PILOT en styringen af udskiftnings-værktøjer (se Værktøjsprogrammering ). Værktøjs-diagnose-bits kan De også udnytte i NC-programmer. Ved belastningsovervågning fastlægger De i NC-programmet overvågningszoner og definerer de drev der skal overvåges (G995). Drejemoment-grænseværdier indenfor en overvågningszone orienterer sig mod det ved referencebearbejdningen fremskaffede maksimale drejemoment. CNC PILOT en kontrollerer drejningsmomentet- og arbejdsværdier ved hver tnterpolator-cyklus og viser værdierne i et tidsraster fra 20 msec. Grænseværdierne bliver beregnet ud fra henføringsværdier og grænseværdi-faktor (styrings-parameter 8). De kan senere ændre grænseværdierne i editering af overvågnings-parametre. Vær opmærksom på samme betingelser ved referencebearbejdningen og den senere produktion (tilspændings-, omdr.taloverlejring, kvaliteten af værktøjer, etc.) Pr. overvågningszone bliver maximalt fire aggregater overvåget. Med G996 typen af belastningsovervågning styrer De udblændingen af ilgangsveje og overvågningen pr. drejemoment- og/eller arbejde. Den grafiske og numeriske visning sker relativt til det nominelle-drejningsmoment Referencebearbejdning Referencebearbejdning (Sollværdioptagelse) fremskaffer det maximale drejningsmoment og arbejdet for alle overvågningszoner, henføringsværdier. CNC PILOT en gennemfører en referencebearbejdning, når: Ingen overvågnings-parameter foreligger. De vælger +ja+ i dialogboxen referencebearbejdning (efter programvalget ). Valg: Disp(lay) belastningsovervågning display (driftsart automatik). Undermenu Sollværdioptagelse : Menupunkt kurver De tilordner indlæsefelterne kurve 1..4 til drevet. Displayraster influerer på nøjagtighed og hastighed af fremstillingen. Et lille raster forhøjer nøjagtigheden af visningen (værdier: 4, 9, 19, 39 sekunder pr. billede). Menugruppe Modus Liniegrafik: Vis drejemoment over tidsaksen Fortsættelse næste side 54 3 Manuel- og automatikdrift
67 Bjælkegrafik: Vis drejemomentet grafisk og kendetegn spidsværdierne Måleværdier gemme/ ikke gemme At gemme er forudsætningen for en senere analyse af referencebearbejdningen. Displayet skrive data kendetegner indstillingen. Grænseværdier overskrive/ ikke overskrive når De vil bibeholde grænseværdier trods en fornyet referencebearbejdning, vælger De grænseværdier ikke overskrive. Pause standser visningen Videre fortsætter visningen Auto: Tilbage til automatik-menuen Supplerende informationer Zonenummer: Den aktuelle overvågningszone. Negativt fortegn: Forløbet bliver ikke overvåget (eksempel: Udblænding af ilgangsveje). VRKT: Aktive værktøj Valgte drev: Drevet bliver oplistet og det momentane drejemoment vist. Blokvisning Referencebearbejdningen bliver ikke influeret af visningen. 3.7 Belastningsovervågning Produktion med belastningsovervågning Bestemmende, om produktion med belastningsovervågning sker, er indstillingen i NCprogrammet (G996). Vis drejningsmoment og grænseværdier: Vis belastningsovervågning display (driftsart automatik). Undermenu belastningsovervågning display : Menupunkt Kurver De tilordner indlæsefelterne kurve 1..4 til drevet. Liniegrafik: Een kurve Bjælkegrafik: indtil fire kurver Displayraster: Se Referencebearbejdning Menugruppe Modus Liniegrafik Vis drejningsmoment med tidsaksen og grænseværdier Grå grænseværdier: Ikke overvåget område (udblænding af ilgangsveje). Bjælkegrafik Vis det aktuelle drejningsmoment, hidtidige arbejde og alle grænseværdier for overvågningszonen Pause standser visningen Videre fortsætter visningen Auto: Tilbage til automatik-menu HEIDENHAIN CNC PILOT
68 3.7 Belastningsovervågning Editering af grænseværdier Med overvågnings-parameter editor analyserer De referencebearbejdningen og optimerer grænseværdierne. CNC PILOT en viser programnavnet på indførte overvågnings-parametre i hovedlinien. Valg: Dis(play) belastningsovervågning edit (driftsart automatik). Undermenu overvågnings-parameter editor : Menupunkt Indlæg akt(uelle fil) : Overvågningsparameter for det valgte NC-program. Menupunkt indlæg : Overvågningsparameteren, som De vælger. Menupunkt edit : Sorterer og editerer grænseværdierne. Menupunkt slet henføringsværdier : Sletter overvågnings-parameteren for det viste NCprogram. Auto: Tilbage til automatik-menu Editering af overvågnings-parametre Dialogbox visning og indstilling af belastningsparametre stiller parameteren for et aggregat en overvågningszone klar til editering. Bjælkegrafik fremstiller alle aggregater i overvågningszonen (brede bjælker: Kapacitetsværdier; smalle bjælker: Arbejdsværdier). Det valgte aggregat er markeret med farve. De indfører overvågningszonen og vælger aggregatet. CNC PILOT en viser henføringsværdier, stiller grænseværdi effekt og arbejde klar til editering og viser værktøjet (T-nummer) til information. Ikoner (kontakter) for dialogbox: Sikre: Gemmer grænseværdierne for dette aggregat i denne zone. Slut (eller ESC-taste): Dialogboxenforlades. Fil: Skifter om til liniegrafik. Forudsætning: Ved referencebearbejdningen blev måleværdierne gemt Manuel- og automatikdrift
69 3.7.4 Analysere referencebearbejdning Drejningsmomentet og grænseværdierne for det valgte aggregat bliver vist med tiden. Grå grænseværdier: Ikke overvåget område (udblænding af ilgangsveje). Yderligere viser CNC PILOT en værdierne for cursorpositionen. Valg: Ikonet Fil (dialogbox vise og indstille belastningsparameter ) Undermenu Analysér (fil-visning) : Menugruppe sæt cursor De positionerer cursoren med pil til venstre/til højre eller på: Filstart Næste zonestart Maksimum i zonen Menupunkt display : De vælger i dialogbox fil display aggregatet. Menupunkt indstillinger zoom : Indstiller De displayrasteret. (Små værdier forøger nøjagtigheden af visningen og formindsker curserens skridtbredde.) Linien nedenunder grafikken viser det indstillede raster, tidsrasteret for måleværdioptagelse og cursor-positionen (relativ til start af referencebearbejdning. Tid 0:00.00 sec = Start af referencebearbejdning. tilbage til editering af overvågningsparameter 3.7 Belastningsovervågning Arbejde med belastningsovervågning De kan udnytte belastningsovervågningen, når bearbejdningen med et opbrugt værktøj kræver et tydeligt højere drejemoment, end bearbejdningen med et ubrugt værktøj. Heraf følger, at drev skal overvåges, som ligger under en tydelig belastning. Afspåninger med lille snitdybde lader sig på grund af den ringe drejemomentændring kun betinget overvåge. En formindskelse af drejemomentet bliver ikke konstateret. Fastlæggelse af overvågningszoner:drejningsmoment-henføringsværdier orienterer sig til det største drejningssmoment i zonen. Heraf følger, at mindre drejemomentværdier kun betinget kan kan overvåges. Plandrejning med konstant snithastighed:overvågning af spindel sker sålænge accelerationen <= 15% af middelværdi af maximal acceleration og maximal bremseforsinkelse (Maskin-parameter 811,...). Da accelerationen forstørres på grund af det højere omdr.tal, bliver i regelen kun fasen efter tilsnittet overvåget. Erfaringsværdier (ved bearbejdning af stål) Ved langsdrejning skal snitdybden være > 1mm Ved indstikning skal snitdybden være > 1mm Ved boring i massivt skal bordiameteren være mm HEIDENHAIN CNC PILOT
70 3.7 Belastningsovervågning Parametre for belastningsovervågning Maskin-parametre belastningsovervågning (Spindel: 809, 859,...; C-akse: 1010, 1060; Lineærakser: 1110, 1160,...): Overvågningsstarttid [ ms] bliver udnyttet ved udblænding af ilgangsveje : Spindler: Fra accelerations- og bremserampen bliver en grænseværdi fremskaffet. Sålænge Sollaccelerationen overstiger grænseværdien, bliver overvågningen udsat. Underskrider Sollaccelerationen grænseværdien, bliver overvågningen forsinket med overvågningsstarttiden. Lineær- og C-akse: Efter skiftet fra ilgang til tilspænding bliver overvågningen forsinket med +overvågningsstarttiden+. Antallet af middel aftastningsværdier [1..50] Middelværdien nedsætter følsomheden overfor kortvarige belastningsspidser. maksimalt drejemoment for drev [Nmm] Reaktionsforsinkelsestid P1, P2 [ ms]: Overtrædelsen af drejemoment-ggrænseværdien 1/2 bliver anmeldt efter overskridelsen af tiden P1/P2. Styrings-parameter 8 belastningsovervågnings indstillinger Faktor drejemoment-grænseværdi 1, 2 Faktor arbejds-grænseværdi Grændeværdi = henføringsværdi * Faktor grænseværdi Minimalt drejningsmoment [% af nominelt drejningsmoment]: Henføringsværdier som ligger under disse værdier bliver hævet op til det minimale drejningsmoment. Hermed bliver grænseværdioverskridelsen forhindret på grund af små drejemoment-svingninger. Maksimale filstørrelser [kbyte]: Overskrider dataerne for måleværdioptagelser den maksimale filstørrelse, bliver de ældste måleværdier overskrevet. Retningsværdi: For et aggregat bliver pr. minut programløbetid behøves ca. 12 kbyte Styrings-parameter 15 bitnumre for belastningsovervågning : Tilordner de i G995 anvendte bitnumre for drevene ( logiske akser ) Manuel- og automatikdrift
71 DIN PLUS 4
72 4.1 DIN- programmering 4.1 DIN-programmering Introduktion CNC PILOT en understøtter den sædvanlige DINprogrammering og DIN PLUS programmering. Den sædvanlige DIN-programmering De programmerer emnebearbejdningen med lineær- og cirkulærbevægelser og enkle drejecykler. For den sædvanlige DIN-programmering er den enkle værktøjsbeskrivelse tilstrækkelig (se Revolver ). DIN PLUS Programmering Den geometriske beskrivelse af emnet og bearbejdningen er adskilt. De programmerer råemne- og færdigdelkonturen og bearbejder emnet med de konturhenførte drejecykler. Ved alle bearbejdningsskridt (også ved enkelte kørselsveje og enkle drejecykler) bliver konturefterføringen gennemført. CNC PILOT en optimerer afspåningsarbejdet såvel til- og frakørselsveje (ingen tomme snit). Om De benytter den sædvanlige DINprogrammering eller DIN PLUS programmering, kan De afgøre afhængig af den stillede opgave og komplexiteten af bearbejdningen. NC-program-afsnit CNC PILOT en understøtter opdelingen af NCprogrammet i program-afsnit. Afsnit for indretnings informationer og organisatoriske data er forudset. NC-program-afsnit: Programhoved (organisatoriske data og indretningsinformationer) Værktøjsliste (revolver-tabel) Spændejerns-tabel Råemnebeskrivelse Færdigdelbeskrivelse Bearbejdning af emner Parallelarbejde Medens De editerer og tester programmer, kan drejebænken udføre et andet NC-program. Eksempel Struktureret DIN PLUS program PROGRAMHOVED #MATERIALE St 60-2 #INDSPÆNDINGSDIAM 120 #UDSPÅNINGSLÆNGDE 106 #SPÅNTRYK 20 #SLÆDER $1 #SYNKRO 0 REVOLVER 1 T1 ID T2 ID T3 ID T4 ID T5 ID T6 ID SPÆNDEJERN [ nulpunkt-forskydning Z282 ] H1 ID KH250 H2 ID KBA Q4. RÅEMNE N1 G20 X120 Z120 K2 FÆRDIGDEL N2 G0 X60 Z-115 N3 G1 Z BEARBEJDNING N22 G59 Z282 N23 G65 H1 X0 Z-152 N24 G65 H2 X120 Z-118 N25 G14 Q0 [Forboring-30mm-udvendig-centrisk-endeflade] N26 T1 N27 G97 S1061 G95 F0.25 M4... SLUT 60 4 DIN PLUS
73 4.1.2 DIN PLUS billedskærm 1 Menuliste 2 Visning af indlagte NC-programmer det valgte program er markeret 3 Fuld-, Dobbel- eller trippel-editeringsvindue det valgte vindue er markeret 4 Kontur-visning (eller maskin-display) 5 Softkeys Parallel-editering De kan bearbejde indtil otte NC-programmer/NCunderprogrammer parallelt. CNC PILOT en fremstiller NC-programmer valgfrit i et fuld-, dobbel- eller trippelvindue DIN- programmering Hoved- og undermenuer Funktionerne i DIN PLUS editoren er opdelt i hovedmenuen og flere undermenuer. Undermenuer kommer De til ved valg af det tilsvarende menupunkt ved positionering af cursoren i programafsnittet Softkeys 5 Softkeys For det hurtige skift i nabo-driftsarter, skift af editeringsvindue og for aktivering af grafik står softkeys til rådighed. Skift til driftsart simulering Skift til driftsart TURN PLUS Skift NC-program Skift NC-program Skift editeringsvindue Indstil fuld-vindue (et editeringsvindue) Indstil dobbel- eller trippelvindue Aktivere grafik HEIDENHAIN CNC PILOT
74 4.1 DIN- programmering Lineær- og rundakser Hovedaksen: Koordinatangivelser for X-, Y- og Z-akse henfører sig til emne-nulpunktet. Afvigelser fra denne regel bliver nysomtalt. Ved negative X-koordinater skal der passes på: Ikke tilladt ved konturbeskrivelser ikke tilladt for cykle ved drejebearbejdning Konturefterføring bliver udsat Drejeretning ved cirkelbuer (G2/G3, G12/G13) skal tilpasses manuelt Stedet ved skærradiuskompensation (G41/G42) skal tilpasses manuelt C-akse: Vinkelangivelser henfører sig til nulpunktet for C-aksen. (Forudsætning: C-aksen er konfigureret som hovedakse.) Ved C-akse-konturer og C-akse-bearbejdninger gælder: Koordinatangivelser på endeflade-/bagflade sker i kartesiske koordinater (XK, YK), eller i polarkoordinater (X, C) Koordinatangivelser på cylinderflader sker i polarkoordinater (Z, C). Istedet for C kan strækningsmålet CY ( cylinderfladeafvikling anvendes på) referencediameteren. Supplerende akser (hjælpeakser): CNC PILOT en understøtter udover hovedaksen U: Lineærakse i X-retning V: Lineærakse i Y-retning W: Lineærakse i Z-retning A: Rundakse, roterer om X B: Rundakse, roterer om Y C: Rundakse, roterer om Z Hjælpeakserne bliver kun programmeret i bearbejdningsdelen i funktionerne G0..G3, G12, G13, G30, G62 og G701. En cirkelinterpolation er kun mulig i hovedaksen. Rundakser (som hjælpeakser) bliver programmeret i bearbejdningsdelen med G15. DIN-editoren tilgodeser kun adressebogstaver for de konfigurerede akser. Forholdene for rundaksen C er afhængig af, om den er konfigureret som hoved- eller hjælpeakse. C-aksefunktionerne G100..G113 gælder kun for hovedakse C. Hovedakse Lineære hjælpeakse Rundakse som hjælpeakse 62 4 DIN PLUS
75 4.1.4 Måleenheder De kan skrive NC-programmer metrisk eller i tommer. Måleenheden bliver defineret i feltet enhed (se Programhoved ). Er måleenheden een gang fastlagt, kan den ikke mere ændres. Anvendte måleenheder: Se 1.4 Grundlaget Elementer i DIN-programmet Et DIN-program består af elementerne: Programnummer Programafsnit-kendetegn NC-blokke Kommandoer for program-strukturering Kommentar-blokke 4.1 DIN- programmering Programnummeret bliver indledt med %, efterfulgt af indtil 8 tegn (cifre, store-bogstaver eller _, ingen omlyd, ingen ß ) og udvidelsen nc for hoved-, hhv. ncs for underprogrammer. Som første tegn skal anvendes et ciffer eller et bogstav. Programafsnit-kendetegn: Når De anlægger et nyt DIN-program, er afsnits-kendetegn allerede indført. Alt efter opgavestilling indføjer De yderligere afsnit eller sletter indføjede kendetegn. Et DINprogram skal indeholde mindst afsnits-kendetegnene BEARBEJDNING og SLUT. NC-blokke begynder med et N efterfulgt af et bloknummer (indtil 4 cifre). Bloknumrene har ingen indflydelse på programafviklingen. De tjener til at kendetegne en NC-blok. NC-blokkene i afsnittet PROGRAMHOVED, REVOLVER og SPÆNDEJERN er ikke integreret i bloknummer-organisationen for DIN-editoren. En NC-blok indeholder NC-kommandoersom kørsel-, skifte- eller organisationskommandoer. Kørsels- og skiftekommandoer begynder med G hhv. M efterfulgt af en cifferkombination (G1, G2, G81, M3, M30,...) og adresseparametre. Organisationskommandoer består af nøgleord (WHILE, RETURN, etc.) eller af et bogstav/cifferkombination. NC-blokke, som udelukkende indeholder variabelregninger, er ligeledes tilladt. Sie kan i en NC-blok programmere flere NC-kommandoer, når de ikke anvender samme adressebogstaver og ikke besidder modstridende funktioner. Fortsættelse næste side HEIDENHAIN CNC PILOT
76 4.1 DIN- programmering Eksempler Tilladt kombination: N10 G1 X100 Z2 M8 Ikke tilladt kombination: N10 G1 X100 Z2 G2 X100 Z2 R30 flere gange samme adressebogstaver eller N10 M3 M4 modstridende funktion NC-adresseparameter Adresseparameteren består af 1 eller 2 bogstaver, efterfulgt af en værdi et matematisk udtryk en? (forenklet geometri-programmering VGP) et i som kendetegn for inkremental adresseparameter (eksempler: Xi..., Ci..., XKi..., YKi..., etc.) en #-variabel (bliver beregnet ved NC-programoversættelsen) en V-variabel (bliver beregnet ved kommandoudførelsen) Eksempler: X20 Zi X? X#12 X{V12+1} X(37+2)*SIN(30) (absolut mål) (inkrementalt mål) (VGP) (Variabel-programmering) (Variabel-programmering) (matematisk udtryk) Forgreninger og gentagelser Programforgreninger, programgentagelser og underprogrammer bruger De til programmstruktureringen. Eksempel: Bearbejdning af stangbegyndelse/stangende etc. Udblændeplan: Påvirker udførelsen af de enkelte NC-blokke Slædekendetegn: De tilordner NC-blokkene slæderne (ved drejebænke med flere slæder). Ind- og udlæsning Med indlæsning påvirker maskinbrugeren afviklingen af NCprogrammer. Med udlæse informerer De maskinbrugeren. Eksempel: Maskinbrugeren bliver opfordret til at, kontrollere målepunkter og aktualisere korrekturværdier. Kommentarer er i indesluttet i [...]. De står enten ved enden af en NC-blok eller udelukkende i en NC-blok DIN PLUS
77 4.2 Anvisninger ved programmering Parallel-editering CNC PILOT en bearbejder indtil otte NC-programmer/NC-underprogrammer parallelt stiller indtil tre editeringsvinduer klar Editeringsvindue Dobbel- eller trippelvindue: Indstilles i konfig vindue... (hovedmenu). Indlægge NC-program Indlæg NC-program i det næste ledige vindue: Prog indlæg hovedprogram/underprogram vælges Indlæg NC-program i det valgte vindue: Vælg og aktivér ledigt editeringsvindue Prog indlæg hovedprogram/underprogram vælges NC-program- og vinduesskift pr. softkey: Se tabel pr. Touch-Pad: Skift NC-program: Klik på NC-programmet i displaylisten Skift editeringsvindue: Klik i det ønskede vindue Softkeys vinduesskift Skift NC-program Skift NC-program Skift editeringsvindue Indstil fuld-vindue (et editeringsvindue) Indstil dobbel- eller trippelvindue 4.2 Anvisninger ved programmering Sikre NC-program Prog sikre : Gemmer NC-programmet i det aktive vindue. NCprogrammet bliver i editeringsvinduet De kan bearbejde det videre. Prog sikre som : Gemmer NC-programmet i det aktive vindue under et nyt programnavn. I dialogboxen Sikre NC-program indstiller De, om editeringsvinduet skal lukkes. Prog sikre alle : Gemmer NC-programmet i alle aktive vinduer. NC-programmeet bliver i editeringsvinduet De kan bearbejde det videre Adresseparameter Koordinater programmerer De absolut eller inkrementalt. Hvis De ikke angiver koordinaterne X, Y, Z, XK, YK, C, bliver de overtaget af den forud udførte blok (selvholdende). Ukendte koordinater i hovedakserne X, Y eller Z beregner CNC PILOT en, når De programmerer? (forenklet geometriprogrammering VGP). Bearbejdnings-funktionerne G0, G1, G2, G3, G12 und G13 er selvholdende. Det vil sige, CNC PILOT en overtager den forudgående G-kommando, hvis der i den efterfølgende blok er programmeret adresseparameter X, Y, Z, I eller K uden G-funktion. Herved bliver absolutværdier forudsat som adresseparametre. Fortsættelse næste side HEIDENHAIN CNC PILOT
78 Anvisninger ved programmering CNC PILOT en understøtter variable og matematiske udtryk som adresseparametre. Editering af adresseparametre Aktivere dialogbox Positionere cursoren på indlæsefeltet Værdier indlæse/ændre eller Softkey VIDERE: Kald af udvidet indlæsning? programmere (VGP) Skift inkremental absolut Aktivere variabel-indlæsning CNC PILOT en viser de udvidede indlæsninger, som er tilladt for indlæsefeltet Kontur-programmering Beskrivelsen af rå- og færdigdelkonturen er forudsætningen for konturefterføring og udnyttelsen af konturhenførte drejecykler. Ved fræse- og borebearbejdninger (C- eller Y-akse) er konturbeskrivelsen forudsætningen for udnyttelsen af bearbejdningscykler. Vær opmærksom ved Konturer for drejebearbejdning: Beskrive konturen i en kæde. Beskrivelsesretningen er uafhængig af bearbejdningsretningen. Åbne konturer lukker CNC PILOT en akseparallelt. Konturbeskrivelser må ikke gå ud over drejemidten. Færdigdelkonturen skal ligge indenfor råemnekonturen. Ved stangdele er kun de for produktionen af et emne nødvendige afsnit at definere som råemne. Konturbeskrivelser gælder for hele NC-programmet også når emnet bliver om-opspændt for bagfladebearbejdning. I bearbejdningscyklen programmerer De referencen på konturbeskrivelsen. Fortsættelse næste side 66 4 DIN PLUS
79 Råemner beskriver De Med råemnemakro G20, når der foreligger standarddele (cylinder, hulcylinder). Med støbegodsemnemakro G21, når råemnekonturen baseres på færdigdelkonturen. Med enkelte konturelementer (som færdigdelkonturer), når De ikke kan bruge G20, G21. Færdigdele beskriver De med enkelte konturelementer. De kan tilordne konturelementer eller den totale kontur attribute, som der tages hensyn til ved bearbejdning af emnet (eksempel: ruhed, sletspån etc.). Ved mellembearbejdningsskridt laver De hjælpekonturer. Programmeringen af hjælpekonturen sker analogt med færdigdelbeskrivelsen. Pr. HJÆLPEKONTUR er en konturbeskrivelse mulig De kan lave HJÆLPEKONTUR flere gange. Konturer for C-/Y-aksebearbejdning Konturer for fræse- og borebearbejdning programmerer De indenfor afsnittet FÆRDIGDEL. Bearbejdningsplaner kendetegner De med ENDEFLADE, ENDEFLADE_Y, CYLINDERFLADE, CYLINDERFLADE_Y, etc. De kan anvende afsnitskendetegn flere gange eller programmere flere konturer indenfor et afsnitskendetegn. 4.2 Anvisninger ved programmering Indtil fire konturer pr. NC-program CNC PILOT en understøtter indtil fire konturgrupper (råemne og færdigdel) i et NC-program. Betegnelsen KONTUR indleder beskrivelsen af en konturgruppe. Parametre for nulpunkt-forskydning og for koordinatsystem definerer stedet for konturen i arbejdsrummet. En G99 i bearbejdningsdelen tilordner bearbejdningen en kontur. Konturfrembringelse ved simulering: Konturer fremskaffet i simulering kan De sikre og indlæse i NCprogrammet. Eksempel: De beskriver råemnet og færdigdelen og simulerer bearbejdningen ved første opspænding. Herefter sikrer De konturen. Herved definerer De en forskydning af emne-nulpunktet og/ eller en spejling. Simuleringen sikrer den genererede kontur som rådel og den oprindeligt definerede færdigdelkontur under hensyntagen til forskydning og spejling. Den pr. simulering fremskaffede rå- og færdigdelkontur indlæser De i DIN PLUS (blokmenu Indføje kontur ). Konturefterføring CNC PILOT en går ud fra råemnet og tager hensyn til alle skridt og alle cyklus for drejebearbejdninger i konturefterføring. Herved er den aktuelle emne-kontur kendt i alle bearbejdningssituationer. På basis den efterførte kontur optimerer CNC PILOT en til-/frakørselsveje og undgår tomme snit. Fortsættelse næste side HEIDENHAIN CNC PILOT
80 4.2 Anvisninger ved programmering Konturefterføring bliver også gennemført ved hjælpekonturer. Forudsætninger for konturefterføring: Råemnebeskrivelse Tilstrækkelig værktøjsbeskrivelse (den enkle værktøjsdefinition er ikke tilstrækkelig) Konturefterføring bliver kun gennemført for drejekonturer ikke for C- eller Y-akse-konturer. Kontur-visning Under editeringen viser CNC PILOT en programmerede konturer i maksimalt to grafikvinduer. Valg af grafik-vindue: Hovedmenu grafik vindue+ Tilbage til maskindisplay: Hovedmenu grafik grafik-ude Aktivere grafik-vindue eller aktualisere konturer Anvisning: Startpunktet for drejekonturen bliver kendetegnet med en lille kasse. Står cursoren på en blok i rå- eller færdigdel", bliver det tilhørende konturelement kendetegnet med rødt og beskrivelsesretningen vist. Ved programmeringen af bearbejdningscykler kan De udnytte den viste kontur til fremskaffelse af blokreferencen. Ved fremstilling af cylinderflade-konturer går CNC PILOT en ud fra grunden af mønstret (referencediameter ved CYLINDERFLADE). Udvidelser/ændringer på konturen bliver først tilgodeset ved fornyet tryk på GRAFIK. Forudsætningen for konturvisning er entydige NCbloknumre! Værktøjsprogrammering Betegnelse af værktøjspladser bliver fastlagt af maskinfabrikanten. Hermed får hver værktøjsoptager et entydigt T-nummer. De programmerer i T-kommando (Afsnit: BEARBEJDNING) positionen for værktøjsoptageren og dermed svingpositionen for værktøjsholderen. Tilordningen af værktøjet til svingkpositionen kender CNC PILOT en fra afsnittet REVOLVER hhv. fra værktøjslisten, når T-nummeret ikke er defineret i afsnittet REVOLVER. Fortsættelse næste side 68 4 DIN PLUS
81 Multi-værktøjer Ved værktøjer med flere skær efterfølges T-nummeret et. S. T-nummer. S S: Nummer på skæret [0..4] (0=hovedskær kan bortfalde) I afsnittet REVOLVER definerer De kun hovedskæret. Er et skær i et multi-værktøj opslidt, kendetegner værktøjsbrugstidsovervågningen alle skærene som opslidte. Eksempel: T3 eller T3.0 svingposition 3; hovedskær T12.2 svingposition 12; skær 2 Udskiftnings-værktøjer Hvis De bruger værktøjs-brugstidsovervågning, definerer De en udskiftnings-kæde. Såsnart et værktøj er opbrugt, indskifter CNC PILOT en das tvilling-værktøjet. Først når det sidste værktøj i udskiftnings-kæden brugt, standser CNC PILOT en programudførelsen. I afsnittet REVOLVER og i T-kald programmerer De det første værktøj i udskiftnings-kæden. CNC PILOT en indskifter automatisk tvilling-værktøjet. Indenfor rammerne af variabel-programmering (tage fat på værktøjskorrekturer eller værktøjs-diagnose-bits) adresserer De ligeledes det første værktøj i kæden. CNC PILOT en adresserer automatisk det aktive værktøj. Udskiftnings-værktøjer definerer De i Indretning (se Styring af brugstid ). 4.2 Anvisninger ved programmering Bearbejdningscykler HEIDENHAIN anbefaler, at programmere en bearbejdningscyklus med følgende skridt (se: Programmere bearbejdningscyklus ): Indskift værktøj Definér skærdata Positionér værktøjet før bearbejdningsområdet Definér sikkerhedsafstand Cykluskald Frikør værktøj Kør til værktøjsskiftepunktet Pas på kollisionsfare! Vær opmærksom på, at indenfor rammerne af optimering af skridt bortfalder cyklusprogrammeringen: En specialtilspænding, forbliver gældende indtil næste tilspændingskommando (Eksempel: Slettilspænding ved stikcykler). Nogle cykler kører diagonalt tilbage til startpunktet, når De bruger standardprogrammering (Eksempel: Skrubcykler). HEIDENHAIN CNC PILOT
82 4.2 Anvisninger ved programmering NC-underprogrammer Underprogrammer bliver indsat for konturprogrammering eller programmering af bearbejdning. Overdragelsesparametre står til rådighed i underprogrammer som variable. De kan fastlægge betegnelsen for overdragelsesparameteren (se 4.16 Underprogrammer ). Indenfor underprogrammet står de lokale variable #256 til # 285 til rådighed for interne beregninger. Underprogrammer kan sammenkædes indtil 6-gange. Sammenkædning betyder at, et underprogram kalder et yderligere underprogram etc. Skal et underprogram udføres flere gange, angiver De i parameter Q gentagelsesfaktoren. CNC PILOT en skelner mellem lokale og eksterne underprogrammer. Lokale underprogrammer og NChovedprogrammet står i den samme fil. Kun hovedprogrammet kan kalde det lokale underprogram. Eksterne underprogrammer bliver gemt i separate filer og kaldt af vilkårlige NC-hoved- eller andre NCunderprogrammer. Ekspertprogrammer I regelen stiller maskinfabrikanten ved maskinkonfigurationen afstemte underprogrammer klar til komplekse forløb. (Eksempel: Emneoverdragelse ved kompletbearbejsdning ). Se maskinhåndbogen Forlæg styring Som forlæg bliver betegnet fordefinerede NC-kodeblokke, som bliver integreret i NC-programmet. Herved reducerer programmeringsopbudet sig og der kan opnås en vidtgående standardisering. Forlæg bliver defineret af maskinfabrikanten. Om og hvilke forlæg der er til rådighed på Deres drejebænk får De at vide hos maskinfabrikanten NC-programoversættelse De skal ved variabelprogrammering og bruger-kommunikation tilgodese, at CNC PILOT en oversætter det komplette NC-program før programudførelsen (se 3.5 Automatikdrift ). CNC PILOT en skelner mellem: #-Variable, som bliver beregnet ved oversættelsen af NCprogrammet V-variable, som bliver beregnet for løbetid (dvs. ved udførelsen af NC-blokke) Ind-/udlæsning under NC-program-oversættelsen Ind-/udlæsning under NC-program-udførelsen 70 4 DIN PLUS
83 4.3 DIN PLUS editor Vælg menupunkter Undermenuer kommer De til med valg af det tilsvarende menupunkt med positionering af cursoren i programafsnittet fra undermenu tilbage i hovedmenuen Ved kald af menupunktet Geometri, Bearbejdning, Revolverbelægning eller Spændejern skifter CNC PILOT en til det tilsvarende programafsnit. Positionerer De cursoren i programafsnit RÅEMNE, FÆRDIGDEL eller BEARBEJDNING, skifter CNC PILOT en til den tilhørende undermenu. Anlægge NC-blokke Indføjelsen af nye NC-blokke er afhængig af program-afsnittet: Efter afslutning af dialogbox programhoved editering anlægger CNC PILOT en automatisk blokkene for programhovedet (kendetegn # ). I afsnittene REVOLVER og SPÆNDEJERN indføjer De med INS-tasten en ny blok. Ved kontur-programmering, programmering af bearbejdning såvel indenfor underprogrammer anlægger CNC PILOT en automatisk nye NC-blokke. Alternativt kan De med INS-tasten anlægge NCblokke. Den nye NC-blok bliver anlagt nedenundercursorpositionen. 4.3 DIN PLUS editoren Slette NC-elementer Positionér cursoren på et element i NC-blokken (NC-bloknummer, G- eller M-kommando, adresseparameter etc.) hhv. på afsnitskendetegnet Tryk DEL-tasten. Det af curseren markerede NC-element bliver slettet og alle tilhørende elementer. (Eksempel: Står cursoren på en G-kommando, bliver også adresseparameteren slettet.) Bliver en NC-blok slettet, kommer først et sikkerhedsspørgsmål. Enkelte elementer i en NC-blok også G-/Mfunktioner bliver straks slettet. Ændre NC-elementer Positionér cursoren på et element i NC-blokken (NC-bloknummer, G- eller M-kommando, adresseparameter etc.) hhv. på afsnitskendetegnet Tryk ENTER eller dobbeltklik med den venstre musetaste. CNC PILOT en aktiverer en dialogbox i bloknummeret, G-/M-nummeret eller adresseparameteren for G-funktionen for editering bliver tilbudt. Hvis De ændrer NC-ord (G, M, T), aktiverer CNC PILOT en yderligere dialogboxen for editering af adresseparameteren. Ved afsnitskendetegn kan De kun ændre den tilhørende parameter (Eksempel: Nummeret på revolveren). Fortsættelse næste side HEIDENHAIN CNC PILOT
84 4.3 DIN PLUS editoren Ført eller fri editering I regelen vælger De NC-funktionen vedhjælp af menuer og editerer adresseparameteren i dialogboxen. De kan også vælge den frie indlæsning (menupunkt blok ) og editere NC-programmet fri. Den maksimale bloklængde andrager ved den frie editering 128 tegn pr. linie. Blokreferencer Ved editering af konturhenførte G-kommandoer (afsnit BEARBEJDNING) kan De skifte til konturvisning og vælge blokreferencen fra den viste kontur. G-kommandoer G-kommandoerne er underdelt i: Geometrikommandoerfor beskrivelse af rå- og færdigdelkontur. Yderligere hjælpekommandoer influerer på bearbejdningen (sletspån, overfladekvalitet etc.). Bearbejdningskommandoer for afsnittet BEARBEJDNING. Nogle G-numre bliver til rå- og færdigdelbeskrivelse og anvendt i afsnit BEARBEJDNING. Vær opmærksom på ved kopiering eller forskydning af NCblokke, at kun G-geometrikommandoer for konturbeskrivelse og kun bearbejdning-kommandoer i afsnit BEARBEJDNING bliver anvendt Hovedmenu Menugruppe Prog (NC-programstyring): Indlægge indlægger gemte NC-programmer CNC PILOT en viser NC-hoved- eller underprogrammer Vælge et NC-program Ny anlægger et nyt NC-hoved- eller underprogram Indføre programnavn Vælg hoved- eller underprogram Aktivere Programhoved editering Lukke lukker det valgte NC-program uden at sikre det Sikre sikrer det valgte NC-program programmet står klar for senere editering Sikre som sikrer det valgte NC-programm under et angivet programnavn Lukke/ikke lukke fil : De vælger, om editeringsvinduet skal lukkes eller om NC-programmet skal stå klar for videre editering Sikre Fil som... : De indfører programnavnet Sikre alle sikrer alle indlagte NC-programmer Menugruppe Forsp (NC-program-forspænd): Programhoved: Aktiverer dialogboxen programhoved editering Revolverbelægning: Positionerer cursoren til REVOLVER Spændejern: Positionerer cursoren til SPÆNDEJERN Menugruppe Geometri (kontur-programmering) : Råemne fødedel/stang G20: Anlægger en NC-blok i afsnit RÅEMNE, skifter til menu geometri og aktiverer dialogboxen fødedel cylinder/rør G20. Når De forlader driftsart DIN PLUS, bliver NC-programmet automatisk sikret. Herved bliver den gamle version af NC-programmet overskrevet. Fortsættelse næste side 72 4 DIN PLUS
85 Råemne støbt emne G21: Anlægger en NC-blok i afsnittet RÅEMNE, skifter til menuen geometri og aktiverer dialogboxen støbt emne G21. Råemne fri kontur: Positionerer cursoren til programafsnittet RÅEMNE og skifter til menu geometri. Færdigdel: Positionerer cursoren til programafsnittet FÆRDIGDEL og skifter til menu geometri. Enkelte-menupunkter: Bearbejdning: Skifter til undermenu bearbejdning og positionerer cursoren til BEARBEJDNING PAf (Program-Afsnit-kendetegn) indfører nye afsnit-kendetegn Vælg afsnits-kendetegn og tryk RETURN CNC PILOT en indfører afsnits-kendetegnet (på den rigtige position) Blok: Skifter til blokbearbejdning (se Blokmenu ). Menugruppe blok Program-start positionerer cursoren på programstart Program-slut: Positionerer cursoren på programslut Søgefunktion søge blok Indføre bloknummer CNC PILOT en positionerer cursoren til bloknummeret (hvis det er der). Søgefunktionen søg ord Indfør NC-ord (G-kommando, adresseparameter etc.) CNC PILOT en positionerer cursoren til den næste NC-blok, der indeholder det søgte NC-ord. Der bliver søgt fra cursor-position til programenden, så fra programstart. Skridtbredde ved nummereringen af NC-blokke. Skridtbredden gælder kun for dette NC-program. DIN PLUS hovedmenu Prog (NC-programstyring) Forsp: Bearbejdning af NC-program-forspænding (programhoved, revolverbelægning, spændejernstabel) Geo: Programmering af rå- og færdigdelkontur (undermenu Geometri ) Bea: Programmering af emne-bearbejdning (undermenu Bearbejdning ) PAb: Indføjelse af Program-Afsnitskendetegn Blok: Forgrening til blok-funktionen (blokmenu) Blok: Funktioner for nummerering af NC-blokke, søgefunktioner og fri editering Konfigurering af DIN PLUS billedskærmen (med/uden betjeningsbillede) Grafik: Indstilling af Grafik-vindue, ind-/udkobling af kontur-visning 4.3 DIN PLUS editoren Fortsættelse næste side HEIDENHAIN CNC PILOT
86 4.3 DIN PLUS editoren Bloknummerering: Den første NC-blok får nummeret skridtbredde til alle yderligere blokke bliver skridtbredde adderet. Blokreferencen ved konturhenførte G-kommandoer og ved underprogramkald bliver automatisk korrigeret. Denne funktion ændrer ikke rækkefølgen af NC-blokke. Ny: Fri indlæsning Positionér cursoren Ny: Vælg fri indlæsning Indlæs NC-blok Den nye NC-blok bliver placeret nedenunder cursorpositionen. Ændre: Fri indlæsning Positionér cursoren på den NC-blok der skal ændres Ændre: Vælg fri indlæsning Ændre NC-blok Menugruppe Konfig(urering) : Brugerbillede: De vælger, om brugerbillederne (hjælpebilleder) bliver vist. Vindue fuldvindue/dobbelvindue/trippelvindue: Indstil antal editeringsvinduer Skriftstørrelse mindre/større: Ændre skriftstørrelse indenfor editeringsvinduet Skriftstørrelse tilpasse skriften: Indstille skriftstørrelsen for det valgte vindue i alle editeringsvinduer Indstillinger sikre: Sikrer den aktuelle editor-tilstand (vinduesindstilling, for alle indlagte NC-programmer) Indstillinger indlægge: indlægger den sidst sikrede editor-tilstand Indstillinger auto-save inde: Sikrert den aktuelle editor-tilstand ved udkobling af CNC PILOT en Indstillinger auto-save ude: Ingen sikring af editor-tilstand ved udkobling af CNC PILOT en Menugruppe grafik : Grafik INDE: aktiverer Kontur-visning. Grafik UDE: Kobler kontur-visning ud og aktiverer maskinvinduet. Vindue ( vindues valg ): De forvælger indtil to vinduer. Aktivering af kontur-visning sker med grafik-inde DIN PLUS
87 4.3.2 Menu geometri Undermenuen Geometri indeholder G-funktioner og anvisninger for afsnittet RÅEMNE og FÆRDIGDEL. Valg af G-funktionen: G-nummeret er kendt: Vælg G og indlæs nummeret G-nummeret er ikke kendt: Vælg G Tryk softkey VIDERE Vælg G-funktion fra listen G-nummer G-menu : Vælg G-funktion ved hjælp af menuen Menugruppe Anvis(ninger) : DIN PLUS ord kalder udvalgslisten med: Anvisninger for program-strukturering Anvisninger for ind-/udlæsninger Afsnit-kendetegn for C-/Y-akse-konturer Variable indlæs variable eller matematiske udtryk ENDEFLADE, CYLINDERFLADE, BAGFLADE åbner dialogboxen for indlæsning af placering af konturen (referenceplan/referencediameter) Indlæs Z-position/diameter CNC PILOT en indføjer afsnits-kendetegn nedenunder cursor-positionen. HJÆLPEKONTUR indføjer afsnits-kendetegn nedenunder cursor-positionen. Kommentarlinie indlæs kommentar eingeben. Kommentaren bliver lagt ovenover cursorpositionen. Enkelt-menupunkt: Grafik aktiverer/aktualiserer konturer i grafikvinduet. Undermenu geometri G: Direkte indlæsning af G-nummer / kald af G-liste Gerade: Aktiverer G1-Geo-Dialogboxen Cirkelbuer CW, CCW med inkremental eller absolut midtpunktsopmåling Formelementer for drejekontur, underprogram-kald, referenceeplan for lommer/øér Attribute (hjælpekommando) for konturbeskrivelse Endeflade: Grundelementer, figurer og mønstre på endeeller bagfladekontur (C-akse-bearbejdning) Cylinderflade: Grundelementr, figurer og mønstre på cylinderflade (C-akse-bearbejdning) Anvisninger for program-strukturering og afsnitskendetegn Grafik: Aktiverer/aktualiserer konturen i grafik-vinduet. 4.3 DIN PLUS editoren HEIDENHAIN CNC PILOT
88 4.3 DIN PLUS editoren Menu bearbejdning Undermenuen Bearbejdning indeholder G- og M- funktioner såvel som yderligere anvisninger for afsnittet BEARBEJDNING. Valg af G-funktioner: G-nummeret er kendt: Vælg G og indlæs nummeret G-nummeret er ikke kendt: Vælg G Tryk softkey VIDERE Vælg G-funktion fra listen G-nummer G-menu : Vælg G-funktion ved hjælp af menuen Valg af M-funktioner: M-nummeret er kendt: Vælg M og indlæs nummeret M-menu : Udsøg M-funktion ved hjælp af menuen Enkelte-menupunkter: T værktøjskald De programmerer T-nummeret (se Værktøjer, korrekturer ). En liste viser de i afsnittet revolver deklarerede værktøjer. F kald af G95 tilspænding pr. omdrejning S: Kald af G96 snithastighed Undermenu bearbejdning G: Direkte indlæsning af G-nummer eller kald af G-liste) G-menu: Åbner menuer med G-funktioner Menugruppe Anvis(ninger) : DIN PLUS ord kalder udvalgslisten med: Anvisninger for program-strukturering Anvisninger for ind-/udlæsninger Variable indlæs variable eller matematiske udtryk / Udblændeplaner Indlæs udblændingsplan 1..9 CNC PILOT en skriver udblændingsplanet før NC-blokken (Eksempel: /3 N 100 G...) $ Slæde Indlæs slædenummer (De kan indlæse flere slædenumre efter hinanden) DIN-editoren skriver slædenummeret før NCblokken (Eksempel: $1$2 N 100 G...) M: Direkte indlæsning af M-nummer M-menu: Åbner menuer med M-funktioner T: Værktøjskald F: Kald af G95 tilspænding pr. omdrejning S: Kald af G96 snithastighed Anvisninger for program-strukturering Grafik: Aktiverer/aktualiserer konturen i grafik-vinduet. Fortsættelse næste side 76 4 DIN PLUS
89 Externt L-kald (se 4.16 Underprogrammer ) Vælg underprogram og tryk RETURN Indfør overdragelsesparameter CNC PILOT en indfører underprogram-kaldet Internt L-kald (se 4.16 Underprogrammer ) Indfør underprogram-navn (blok-nummeret, med hvilket underprogrammet begynder) Indfør overdragelsesparameter CNC PILOT en indfører underprogram-kaldet Kommentarlinie Indlæs kommentar kommentaren bliver lagt ovenover curser positionen. Valg af emneunderlag valg af disponible emneunderlag. Forudsætning: Maskinfabrikanten har defineret emneunderlag Arbejdsplan samler alle kommentarer, som begynder med //... og stiller dem før afsnittet BEARBEJDNING. Hermed får De en oversigt over funktionerne i det foreliggende NC-hoved- eller underprogram. 4.3 DIN PLUS editoren Menupunkt: Grafik aktiverer/aktualiserer konturer i grafikvinduet Blokmenu De kan NC-blokke (flere på hinanden følgende NC-blokke) slette, forskyde, kopiere eller udskifte mellem NC-programmer. De definerer en NC-blok ved markering af blokstart og -ende. Herefter vælger De en bearbejdning. For at udveksle blokke mellem NC-programmer, gemmer De blokken i mellemlageret. I tilslutning hertil indlæser De blokken fra mellemlageret. En blok står så længe i mellemlageret, indtil den bliver overskrevet af en ny blok. Enkelte-menupunkter: Start-markere Positionér cursoren på blokstart Truk Start-mark Ende-markere Positionér cursoren på blokkenden Tryk End-mark Fortsættelse næste side HEIDENHAIN CNC PILOT
90 4.3 DIN PLUS editoren Menugruppe bearbejde : Udskære Gemmer den markerede blok i mellemlageret Sletter blokken Kopierer i mellemlageret kopierer den markerede blok ind i mellemlageret Indføje fra mellemlageret Positionér cursoren på målpositionen Tryk indføje fra mellemlager Blokken bliver indføjet i målpositionen Slette sletter den markerede blok endegyldigt (bliver ikke gemt i mellemlageret) Forskyde Positionér cursoren på målpositionen Tryk forskyde Den markerede blok bliver på målpositionen forskudt og slettet på den hidtidige position Kopiere og indføje Positionér cursoren på målpositionen Tryk kopiere og indføje Den markerede blok bliver indføjet på målpositionen (kopieret) Enkelte-menupunkter: Ophæve ophæver markeringen Indføje kontur indføjer den sidste i simulering genererede rå- og færdigdelkontur nedenunder cursorpositionen Alternativt til funktionen for blok-menu kan De anvende de sædvanlige WINDOWS-tastekombinationer for at markere, slette, forskyde, etc.: Markere ved bevægelse af cursor-tasten med nedtrykket Shift-taste Ctrl-C: Kopiere den markerede tekst i mellemlageret Shift-Del (fjerne): Overføre den markerede tekst i mellemlageret Ctrl-V: Indføje tekst fra mellemlageret til cursor-positionen Del (fjerne): Slette markeret tekst 78 4 DIN PLUS
91 4.4 Programafsnit-kendetegn Et ny anlagt DIN-program indeholder allerede afsnits-kendetegn. Alt efter opgavestilling indføjer De flere eller sletter indførte kendetegn. Et DINprogram skal indeholde mindst kendetegnene BEARBEJDNING og SLUT. Oversigt over programafsnit-kendetegn PROGRAMHOVED REVOLVER MAGASIN SPÆNDEJERN. KONTUR RÅEMNE FÆRDIGDEL HJÆLPEKONTUR BEARBEJDNING SLUT UNDERPROGRAM RETURN For bearbejdninger med C-aksen ENDE BAGFLADE CYLINDER 4.4 Programafsnit-kendetegn PROGRAMHOVED PROGRAMHOVEDET indeholder: Slæder: NC-programmet bliver kun udført på den angivne slæde (indlæsning: $1, $2,... ) ingen indlæsning: NC-programmet bliver udført på alle slæder Enhed: Målesystem metrisk/tomme ingen indlæsning: Den i styrings-parameter 1 indstillede måleenhed bliver overtaget De andre felter indeholder organisatoriske informationer og indretningsinformationer, som ikke influerer på programudførelsen. Informationerne for programhoveder bliver kendetegnet i et DIN-program med #. De kan kun programmere Enhed", når De ved anlæggelsen af et nyt NC-program kalder programhoved. Senere ændringer er ikke mulig. HEIDENHAIN CNC PILOT
92 4.4 Programafsnit-kendetegn Definition af variabelvisning Kald: Kontaktfelt variabelvisning i dialogbox programhoved editering I dialogboxen definerer De indtil 16 V-variable for styring af programafviklingen. I automatikdrift og i simulering indstiller De, om de variable skal efterspørges ved programudførelsen. Alternativt bliver programudførelsen gennemført med forudgivne værdier. For alle variable fastlægger De: Variabelnummer Forudgiven værdi (initialiseringsværdi) Beskrivelse (tekst, med hvilken denne variable bliver efterspurgt ved programudførelsen) Definitionen af variabelvisning er et alternativ til programmering med INPUTA-/PRINTA-kommandoer REVOLVER REVOLVER x (x: 1..6) definerer belægningen i værktøjsholderen x. Identnummeret (dialogbox værktøj ) indfører De direkte eller De overtager det fra værktøjs-databanken. Adgangen til værktøjsdatabanken får De med softkeys Type-liste eller ID-liste. Alternativt definerer De værktøjs-parameteren i NCprogrammet. Indlæse værktøjsdata: Vælg opspænd Revolverbelægning Positionér cursoren indenfor afsnittet REVOLVER Tryk INS-tasten Editer dialogbox værktøj Ændre værktøjsdata: Positionér cursoren Tryk RETURN eller dobbeltklik med den venstre musetaste Editer dialogbox værktøj Parameter i dialogbox værktøj T-nummer: Positionen på værktøjsholderen ID (Identnummer): Reference til databank ingen indlæsning: Data bliver optaget som tmidlertidigt værktøj. Adgang til værktøjs-databanken pr. softkey Editere værktøjs-parametre Indførsel af værktøjs-databank sorteret efter værktøjs-type Indførsel af værktøjs-databank sorteret efter værktøjs-identnummer Fortsættelse næste side 80 4 DIN PLUS
93 Udvidet indlæsning: Ingen begrænsninger for brugen af værktøjet. I simuleringen bliver kun værktøjsskæret fremstillet. De definerer først værktøjstypen og editerer herefter værktøjsparameteren. Værktøjs-parameteren svarer til den første dialogbox i værktøjs-editoren (se 8.1 Værktøjs-databank ). Kun hvis De angiver identnummeret, bliver dataerne ved programoversættelsen overtaget i databanken. Simpelt-vrkt.: Kun egnet for simple kørselsveje og drejecykler (G0...G3, G12, G13; G81...G88). Der følger ingen konturefterføring. Skærradiuskompensation bliver gennemført. Simpelt-vrkt. bliver ikke optaget i databanken. Betydning for parameter: Se tabel Simple-værktøjer Dialogbox NC-prog. Betydning Værktøjstype VT Værktøjstype og bearbejdningsretning Mål X (xe) X Indstillingsmål Mål Y (ye) Y Indstillingsmål Mål Z (ze) Z Indstillingsmål Radius R (rs) R Skærradius ved drejeværktøjer Skær.br. B (sb) B Skærbredde ved stik- og paddehatværktøjer Diam. I (df) I Fræser- eller bordiameter Hvis De ikke programmerer REVOL- VER, bliver de i værktøjslisten indførte værktøjer anvendt (se Indrette værktøjsliste ). Navnene _SIM... og _AUTO... er reserveret for midlertidige værktøjer (enkelt-vrkt. og værktøjer uden identnummer). Værektøjsbeskrivelsen gælder kun sålænge NC-programmet i simuleringen eller i automatik-drift er aktiveret. 4.4 Programafsnit-kendetegn Eksempel: REVOLVER--tabel REVOLVER 1 T1 ID [Vrkt. fra databank] T2 WT1 X50 Z50 R0.2 B6 [enkel Vrkt.-beskrivelse] T3 WT122 X15 Z150 H0 V4 R0.4 A93 C55 I9 K70 [udvidet [Vrkt.-beskrivelse uden optagelse i DB] T4 ID Udv.1 WT112 X20 Z150 H2 V4 R0.8 A95 C80 B9 K70 [udvidet Vrkt.-beskrivelse med optagelse i DB]... HEIDENHAIN CNC PILOT
94 4.4 Programafsnit-kendetegn SPÆNDEJERN. SPÆNDEJERN x (x: 1..4) definerer belægningen af spindel x. De laves med identnumrene for centrerpatron, spændebakker og opspændingstilbehør (kørnerspids etc.) Spændejernstabellen. De bliver udnyttet i simuleringen (G65). Indlæse spændejerns-data: Vælg opspænding spændejern wählen Positionér cursoren indenfor afsnittet SPÆNDEJERN Tryk INS-tasten Editer dialogbox spændejern Ændre SPÆNDEJERN-data: Positionér cursoren Tryk ENTER Editer dialogbox spændejern Parameter i dialogbox spændejern H: Spændejernsnummer (reference for G65) H=1: Centrerpatron H=2: Spændbakker H=3: Opspændingstilbehør spindel-side H=4: Opspændingstilbehør spindeldok-side ID: Identnummer for spændejern (reference for databank) X: Spænde-diameterer spændebakker Q: Opspændingsmåde ved spændbakker (se G65) Sppændejernstabellen bliver udnyttet i simulering den har ingen indflydelse på programudførelsen. Eksempel: SPÆNDEJERN-tabel SPÆNDEJERN 1 H1 ID KH250 H2 ID KBA Konturbeskrivelse KONTUR Tilordner den følgende rå- og færdigdelbeskrivelse en kontur. Parameter Q: Nummeret på konturen 1..4 X, Z: Nulpunkt-forskydning (Henføring: Maskin-nulpunkt) V: Stedet for koordinatsystemet 0: Maskin-koordinatsystemet gælder 2: Spejlet maskin-koordinatsystem (Z-retning modsat maskinkoordinatsystemet) 82 4 DIN PLUS
95 RÅEMNE Programafsnit for råemne-kontur. FÆRDIGDEL Programafsnit for færdigdel-kontur. Indenfor færdigdel-definitionen anvender De yderligere afsnit-kendetegn som ENDEFLADE, CYLINDERFLADE etc. ENDEFLADE, BAGFLADE kendetegner Ende- eller bagfladekonturer" Parameter Z: Placering af endeflade-/bagfladekontur default: 0 CYLINDER Kendetegner cylinderfladekonturer" Parameter X: Referencediameter på cylinderfladekontur HJÆLPEKONTUR kendetegner yderligere konturdefinitioner af drejekonturen (mellemkonturer). Foreligger flere uafhængige konturbeskrivelser for bore-/ fræsebearbejdning, anvender De afsnitskendetegnene (ENDEFLADE, BAGFLADE, etc.) flere gange. Eksempel afsnit-kendetegn i færdigdel-definition... RÅEMNE N1 G20 X100 Z220 K1 FÆRDIGDEL N2 G0 X60 Z-80 N3 G1 Z ENDEFLADE Z-25 N31 G308 P-10 N32 G402 Q5 K110 A0 Wi72 V2 XK0 YK0 N33 G300 B5 P10 W118 A0 N34 G Programafsnit-kendetegn ENDEFLADE Z0 N35 G308 P-6 N36 G307 XK0 YK0 Q6 A0 K N37 G BEARBEJDNING Programafsnit for bearbejdningen af emnet. Dette kendetegn skal være programmeret. SLUT afslutter NC-programmet. Dette kendetegn skal være programmeret, sie ersetzt M UNDERPROGRAM Definerer De indenfor et NC-program (indenfor den samme fil) et underprogram, bliver det kendetegnet gennem UNDERPROGRAM, efterfulgt af underprogram-navn (maximal 8 tegn). RETURN Afslutter underprogrammet. HEIDENHAIN CNC PILOT
96 4.5 Geometri-kommando 4.5 Geometri-kommando Råemnebeskrivelse Fødeemne cylinder/rør G20-Geo Kontur af en cylinder/hulcylinder. Parameter X: Diameter cylinder/hulcylinder Diameter omkreds ved flerkantet råemne Z: Længde af råemne K: Højre kant (afstand emne-nulpunkt højre kant) I: Indvendig diameter ved hulcylinder Støbeemne G21-Geo Genererer råemnekonturen ud fra færdigdelkonturen med tillæg af den ækvidistante sletspån P. Parameter P: Ækvidistant sletspån (henføring: færdigdel-kontur) Q: Boring Ja/Nej default: Q=0 Q=0: Uden boring Q=1: Med boring Grundelement drejekontur Startpunkt drejekontur G0-Geo Startpunkt for en drejekontur. Parameter X, Z: Startpunkt kontur (X diametermål) 84 4 DIN PLUS
97 Strækning drejekontur G1-Geo Parameter X, Z: Slutpunkt for konturelement (X diametermål) A: Vinkel til drejeaksen vinkelretning: Se hjælpebillede Q: Skæringspunktudvalg default: 0. slutpunkt, når strækningen skærer en cirkelbue. Q=0: Nærmeste skæringspunkt Q=1: Fjerneste skæringspunkt B: Affase/afrunding overgang til næste konturelement. De programmerer det teoretiske slutpunkt, når De angiver en affasning/afrunding. B ingen indlæsning: tangential overgang B=0: Ikke tangential overgang B>0: Radius til runding B<0: Bredde af fase E: Specialtilspændingsfaktor (0 < E <= 1) default: 1 (specialtilspænding = aktiv tilspænding * E) Cirkelbue drejekontur G2/G3-Geo inkremental midtpunktsopmåling G12/G13-Geo absolut midtpunktsopmåling Drejeretning: Se hjælpebillede Parameter X, Z: Slutpunkt for konturelement (X diametermål) R: Radius Q: Skæringspunktudvalg default: 0. slutpunkt, når strækningen skærer en cirkelbue. Q=0: Nærmeste skæringspunkt Q=1: Fjerneste skæringspunkt B: Affase/afrunding overgang til næste konturelement. De programmerer det teoretiske slutpunkt, når De angiver en affasning/afrunding. B ingen indlæsning: tangential overgang B=0: Ikke tangential overgang B>0: Radius til runding B<0: Bredde af fase E: Specialtilspændingsfaktor for affase/afrunding ved sletcyklus (0 < E <= 1) default: 1 (specialtilspænding = aktiv tilspænding * E) G2/G3 Midtpunkt inkremental: I: Midtpunkt (afstand startpunkt midtpunkt som radiusmål) K: Midtpunkt (afstand startpunkt midtpunkt) G12/G13 Midtpunkt absolut: I: Midtpunkt (radiusmål) K: Midtpunkt Programmering af X, Z: Absolut, inkremental, selvholdende eller? G2-Geo Programmering af X, Z: Absolut, inkremental, selvholdende eller? 4.5 Geometri-kommando G13-Geo HEIDENHAIN CNC PILOT
98 4.5 Geometri-kommando Formelement for drejekontur Indstikning (standard) G22-Geo Indstikning på et akseparallelt henføringselement (G1). G22 bliver tilordnet det forud programmerede henføringselement. Parameter X: Startpunkt ved indstikning i planflade (diametermål) Z: Startpunkt ved indstikning i cylinderflade I, K: Indvendig hjørne I indstikning planflade: Slutpunkt for indstikning (diametermål) I indstikning cylinderflade: Indstiksbund (diametermål) K indstikning planflade: Indstiksbund K indstikning cylinderflade: Slutpunkt for indstikning Ii, Ki: Indvendigt hjørne inkremental (pas på fortegnet!) Ii indstikning planflade: Indstiksbredde Ii indstikning cylinderflade: Indstiksdybde Ki indstikning planflade: Indstiksdybde Ki indstikning cylinderflade: Slutpunkt for indstikning (indstiksbredde) B: Udv.radius/affasning (på begge sider af indstikning) default: 0 B>0: Radius til runding B<0: Bredde af afasning R: Indv.radius (i begge hjørner af indstikning) default: 0 Programmér enten X eller Z. Indstikning (generel) G23-Geo Indstikning på et lineæret henføringselement (G1). G23 bliver tilordnet det forud programmerede henføringselement. På cylinderfladen kan indstikningen positioneres på en skråt forløbende henførings-retlinie. Parameter H: Indstiksmåde default: 0 H=0: Symmetrisk indstikning H=1: fridrejning X: Midtpunkt ved indstik i planflade (diametermål) Z: Midtpunkt ved indstik i cylinderflade I: Indstiksdybde og indstikssted I>0: indstikning til højre for henføringselement I<0: indstikning til venstre for henføringselement K: Indstikningsbredde (uden affasning/afrunding) U: Indstiksdiameter (diameter ved bunden af indstikning) må kun anvendes, når henføringselementet forløber parallelt med Z-aksen A: Indstiksvinkel default: 0 ved H=0: 0 <= A < 180 (vinkel mellem indstiksflanker) ved H=1: 0 < A <= 90 (vinkel henf.retlinie indstiksflanke) Enkel indstikning Fortsættelse næste side 86 4 DIN PLUS
99 B: Udv.radius/affasning startpunkt nær hjørne default: 0 B>0: radius til runding B<0: bredde af affasning P: Udv.radius/affasning startpunkt langt fra hjørne default: 0 P>0: Radius der Rundung P<0: bredde af affasning R: Indv.radius (i begge hjørner af indstikning) default: 0 CNC PILOT en henfører indstiksdybden til henføringselementet. Indstiksbunden forløber parallelt med henføringselementet. Indstikning eller fridrejning 4.5 Geometri-kommando Gevind med frigang G24-Geo Lineært grundelement med længdegevind (udv.- eller indv.gevind; Metrisk ISO fingevind DIN 13 del 2, række 1) og derefter gevindfrigang (DIN 76). Kald af konturmakros: N..G1 X..Z..B.. N..G24 F..I..K..Z.. N..G1 X.. /Startpunkt gevind /Gevind- og frigangkontur /tilsluttede planelement Parameter F: Gevindstigning I: Frigangsdybde (radiusmål) K: Frigangsbredde Z: Slutpunkt for frigang G24 anvendes kun, når gevindet i bliver skåret i definitionsretningen af konturen. Gevinde bliver bearbejdet med G31. HEIDENHAIN CNC PILOT
100 4.5 Geometri-kommando Frigangskontur G25-Geo Genererer de i det følgende opførte frigangskonturer ved akseparallelle indv. konturhjørner. De programmerer G25 efter det første akseparallelle element. Parameter H: Frigangsart default: 0 H=4: Frigang form U H=0, 5: Frigang form DIN 509 E H=6: Frigang form DIN 509 F H=7: Gevindfrigang DIN 76 H=8: Frigang form H H=9: Frigang form K Kald af konturmakros (eksempel): N..G1 Z.. /Længdeelement N..G25 H..I..K.... /Frigangskontur N..G1 X.. /tilsluttede planelement Frigang form U (H=4) Parameter I: Frigangsdybde (radiusmål) K: Frigangsbredde R: Indv.radius (i begge hjørner af indstikning) default: 0 P: Udv.radius/affase default: 0 P>0: Radius for runding P<0: Bredde af affasning Frigang DIN 509 E (H=0, 5) Parameter I: Frigangsdybde (radiusmål) K: Frigangsbredde R: Frigangsradius (i begge hjørner af frigang) W: Frigangsvinkel Parametre, som De ikke angiver, fremskaffer CNC PILOT en afhængig af diameteren (se Frigangs-parameter DIN 509 E ). Fortsættelse næste side 88 4 DIN PLUS
101 Frigang DIN 509 F (H=6) Parameter I: Frigangsdybde (radiusmål) K: Frigangsbredde R: Frigangsradius (i begge hjørner af frigang) P: Plandybde W: Frigangsvinkel A: Planvinkel Parametre, som De ikke angiver, fremskaffer CNC PILOT en afhængig af diameteren (se Frigangs-parameter DIN 509 F ). 4.5 Geometri-kommando Frigang DIN 76 (H=7) Parameter I: Frigangsdybde (radiusmål) K: Frigangsbredde R: Frigangsradius (i begge hjørner af frigang) default: R=0,6*I W: Frigangsvinkel default: 30 Frigang form H (H=8) Parametre K: Frigangsbredde R: Frigangsradius V: Indstiksvinkel Fortsættelse næste side HEIDENHAIN CNC PILOT
102 4.5 Geometri-kommando Frigang form K (H=9) Parameter I: Frigangsdybde R: Frigangsradius ingen indlæsning: Cirkulærelementet bliver ikke udført W: Frigangsvinkel A: Vinkel til længdeakse default: 45 Gevind (standard) G34-Geo Enkelt eller sammenkædede udv.- eller indv.gevind (metrisk ISO fingevind DIN 13 række 1). CNC PILOT en beregner alle nødvendige værdier. De sammenkæder gevind ved programmering af flere G01/G34- blokke efter hinanden. Parameter F: Gevindstigning ingen indlæsning: Stigning fra normtabellen Før G34 eller i NC-blokken med G34 programmerer De et lineært konturelement som henføringselement. Gevinde bliver bearbejdet med G31. Gevind (generelt) G37-Geo Definerer de opførte gevindtyper. Flergængede gevind, såvel som sammenkædede gevind er mulig. De sammenkæder gevind ved programmering af flere G01/G37-blokke efter hinanden. Parameter Q: Gevindtype default: 1 Q=1: Metrisk ISO fingevind (DIN 13 del 2, række 1) Q=2: Metrisk ISO gevind (DIN 13 del 1, række 1) Q=3: Metrisk ISO Keglegevind (DIN 158) Q=4: Metrisk ISO Keglefingevind (DIN 158) Q=5: Metrisk ISO Trapezgevind (DIN 103 del 2, række 1) Q=6: Fladt metr. Trapezgevind (DIN 380 del 2, række 1) Q=7: Metriske savgevind (DIN 513 del 2, række 1) Q=8: Cylindriske rundgevind (DIN 405 del 1, række 1) Q=9: Cylindriske whitworth-gevind (DIN 11) Q=10: Kegleformede whitworth-gevind (DIN 2999) Q=11: Whitworth-rørgevind (DIN 259) Q=12: Unormerede gevind Q=13: UNC US-grovgevind Q=14: UNF US-fingevind Før G37 programmerer De et lineært konturelement som henf.element. Gevindet bliver bearbejdet med G31. Ved normerede gevinde bliver parametrene P, R, A og W fastlagt af CNC PILOT en (se Gevindparametre ). De bruger Q=12, når De vil anvende individuelle parametre. Fortsættelse næste side 90 4 DIN PLUS
103 Q=15: UNEF US-extrafingevind Q=16: NPT US-kegle rørgevind Q=17: NPTF US-kegle dryseal rørgevind Q=18: NPSC US-cylindriske rørgevind med smøremiddel Q=19: NPFS US-cylindrisk rørgevind uden smøremiddel F: Gevindstigning ved Q=1, 3..7, 12 er nødvendig. Ved andre gevindtyper bliver F fremskaffet på grundlag af diameteren, når den ikke er programmeret (se Gevindstigning ). P: Gevinddybde angives kun ved Q=12 K: Udløbslængde (ved gevind uden gevindfrigang) default: 0 D: Referencepunkt (stedet for gevindudløbet) default: 0 D=0: Gevindudløb ved enden af henføringselementet D=1: Gevindudløb ved start af henføringselementet H: Antal skruegange default: 1 A: Flankevinkel venstre angives kun ved Q=12 W: Flankevinkel højre angives kun ved Q=12 R: Gevindbredde angives kun ved Q=12 E: Variabel stigning (forstørrer/formindsker stigningen pr. omdrejning om E) default: 0 Pas på kollisionsfare! Gevindet bliver fremstillet over længden af henføringselementet. Uden gevindfrigang skal et yderligere lineærelement programmeres for gevindoverløbet, 4.5 Geometri-kommando Boring (centreret) G49-Geo Enkeltboring med undersænkning og gevind på drejemidten (endeflade eller bagflade). En G49-boring er ikke en del af konturen, derimod et formelement. Parameter Z: Position for boringens start (referencepunkt) B: Boringsdiameter P: Boringsdybde (uden borspids) W: Spidsvinkel default: 180 R: Undersænkningsdiameter U: Undersænkningsdybde E: Undersænkningsvinkel I: Gevinddiameter J: Gevinddybde K: Gevindtilsnit (udløbslængde) F: Gevindstigning V: Venstre- eller højregevind default: 0 V=0: Højregevind V=1: Venstregevind A: Vinkel (stedet for boringen) default: 0 A=0: planflade side A=180: bagside O: Centreringsdiameter G49 i afsnittet FÆRDIGDEL programmeres (ikke i ENDEFLADE eller BAGFLADE). Bearbejd G49-boring med G71...G74. HEIDENHAIN CNC PILOT
104 4.5 Geometri-kommando Hjælpekommando for konturbeskrivelse Oversigt G7 G8 G9 G10 G38 G39 G52 Præc.stop inde Præc.stop ude Præc.stop blokvis Influerer på slettilspændingen for hele konturen Influerer på slettilspændingen for grundelementer blokvis Kun for formelementer: Influerer på slettilspændingen Additive korrekturer Ækvidistant sletspån Ækvidistant sletspån blokvis G10-, G38-, G52-, G95- og G149-Geo gælder for konturgrundelementr (G1-, G2-, G3-, G12- og G13-Geo) ikke for affase/afrundinger, der er programmeret i tilslutning til konturgrundelementer. Hjælpekommandoen for konturbeskrivelse influerer på slettilspænding af cyklerne G869 og G890 ikke slettilspænding ved stikcykler. G95 Definerer slettilspænding for hele konturen G149 Additive korrekturer for grundelementet for konturen Præc.stop inde G7-Geo Kobler Præc.stop ind selvholdende. Blokken med G7 bliver udført med Præc.stop.. CNC PILOT en starter følgeblokken, når tolerancevindues stedet er nået ved endepunktet (tolerancevindue se maskin-parameter 1106, 1156,...). Præc.stop gælder for konturgrundelementer, som bliver bearbejdet med G890 eller G840. Præc.stop ude G8-Geo Udkobler Præc.stop. Blokken programmeret med G8 bliver udført uden Præc.stop. Præc.stop blokvis G9-Geo Præc.stop for NC-blokken, er programmeret i G9 (se også G7- Geo ). Rådybde G10-Geo Influerer på slettilspændingen for G890. Parameter H: Type af rådybde (se også DIN 4768) H=1: generel rådybde (profildybde) Rt1 H=2: middelrådybdeværdi Ra H=3: middel rådybdedybde Rz RH: Rådybde (µm, tomme-modus: µtomme) Anvisninger ved programmering G10-Geo er selvholdende. G95-Geo eller G10-Geo uden parameter udkobler Rådybde. G10 RH... (uden H ) overskriver rådybden blokvis. G38-Geo overskriver rådybde blokvis. Rådybden gælder kun for konturgrundelementer DIN PLUS
105 Tilspændingsreducering G38-Geo Specialtilspænding for G890. Parameter E: Specialtilspændingsfaktor (0 < E <= 1) default: 1 (specialtilspænding = aktiv tilspænding * E) Specialtilspændingen gælder kun for konturgrundelementer. Anvisninger ved programmering G38 virker blokvis. G38 bliver programmeret førkonturelementet der influeres på. G38 erstatter en specialtilspænding eller en programmeret ruhedsdybde. 4.5 Geometri-kommando Attribute for overlapningselementer G39-Geo Influerer på G890 ved overlapningselementer (formelementer): Affasning/afrundinger (i tilslutning til grundelementer) Frigange Indstikninger Influerende bearbejdning: Specialtilspænding Rådybde Additive D-korrekturer Ækvidistante sletspån Parameter F: Tilspænding pr. omdrejning V: Type af ruhed (se også DIN 4768) V=1: generel ruhedsdybde (profildybde) Rt1 V=2: middelrådybdeværdi Ra V=3: middel rådybde Rz RH: Rådybde (µm, tomme-modus: µtomme) D: Nummer på den additive korrektur (901 <= D <= 916) P: Sletspån (radiusmål) H: (Virkning af P) absolut / additiv default: 0 H=0: P erstatter G57-/G58-sletspån H=1: P bliver adderet til G57-/G58-sletspån E: Specialtilspændingsfaktor (0 < E <= 1) default: 1 (specialtilspænding = aktiv tilspænding * E) Anvisninger ved programmering G39 virker blokvis. G39 bliver programmeret førkonturelementet der skal influeres på. G50 før en cyklus (afsnit: BEARBEJDNING) udkobler G52-sletspån for denne cyklus Rådybde ( V, RH ), slettilspænding ( F ) og specialtilspænding ( E ) anvendes alternativt! HEIDENHAIN CNC PILOT
106 4.5 Geometri-kommando Sletspån blokvis G52-Geo Ækvidistant sletspån, som bliver tilgodeset i G810, G820, G830, G860 og G890. Parameter P: Sletspån (radiusmål) H: (Virkning af P) absolut / additiv default: 0 H=0: P erstatter G57-/G58-sletspån H=1: P bliver adderet til G57-/G58-sletspån Tilspænding pr. omdrejning G95-Geo Influerer på slettilspændingen for G890. Parameter F: Tilspænding pr. omdrejning Anvisninger ved programmering G52 virker blokvis. G52 bliver programmeret i NC-blokken med det konturelement der skal influeres på G50 før en cyklus (afsnit BEARBEJDNING) udkobler G52-sletspån for denne cyklus Anvisninger ved programmering G95 er selvholdende G10 udkobler G95-slettilspænding Anvend rådybde og slettilspænding alternativt. G95-slettilspænding erstatter en i bearbejdningsdelen defineret slettilspænding. Additiv korrektur G149-Geo CNC PILOT en styrer 16 værktøjsuafhængige korrekturværdier. En G149 efterfulgt af et D-nummer aktiverer den additive korrektur (eksempel: G149 D901). G149 D900 udkobler den additive korrektur. Parameter D: Additiv korrektur default: D900 Område: Anvisninger ved programmering Additive korrekturer er virksomme fra blokken, i hvilken G149 er programmeret. En additiv korrektur forbliver virksom til: Næste G149 D900 Enden af færdig-del bskrivelsen Pas på beskrivelsesretningen af konturen! 94 4 DIN PLUS
107 4.5.5 Stedet for konturen Fræsedybde, stedet for konturen Referenceplanet hhv. referencediameteren definerer De i afsnitskendetegn. Dybden og stedet for en fræsekontur (lomme, Ø) fastlægger De i konturdefinitionen: Med dybden P i den forud programmerede G308 Alternativt ved figurer: Cyklusparameter dybde P Fortegnet fra dybde P bestemmer stedet for fræsekonturen (se tabellen): P<0: Lomme P>0: Ø Afsnit P Overflade Bund af fræsning ENDEFLADE P<0 Z Z+P ENDEFLADE P>0 Z+P Z BAGFLADE P<0 Z Z P BAGFLADE P>0 Z P Z CYLINDER P<0 X X+(P*2) CYLINDER P>0 X+(P*2) X Lomme eller Ø Ø er: fladen-fræsecykler fræser den komplette flade beskrevet i konturdefinition. Ø er indenfor denne flade bliver ikke tilgodeset. 4.5 Geometri-kommando X: Referencediameter fra afsnitkendetegn Z: Referenceplan fra afsnitkendetegn P: Dybde fra G308 eller fra cyklusparameter Konturer i flere planer Programmering ved hierakisk sammenkædede konturer: Begynd med G308 start Ø/lomme og afslut med G309 slut lomme/ø. G308 sætter et nyt referenceplan/ referencediameter: Det første G308 overtager det i afsnitskendetegn definerede referenceplan. Alle følgende G308 sætter et nyt referenceplan. Beregning: Aktuelle referenceplan + P (fra det forudgående G308) G309 tilbagekobler til det foregående referenceplan. Start lomme/ø G308-Geo Nyt referenceplan/ ny referencediameter ved hierakisk sammenkædede ende-, bagflader- eller cylinderfladekonturer. Parameter P: Dybde ved lommer, højde ved Ø er Fortsættelse næste side HEIDENHAIN CNC PILOT
108 4.5 Geometri-kommando Ende lomme/ø G309-Geo Enden på et referenceplan. Alle referenceplaner defineret med G308 skal afsluttes med G309! Eksempel G308/G FÆRDIGDEL... ENDEFLADE Z0 N7 G308 P-5 N8 G305 XK-5 YK-10 K50 B30 R3 A0 N9 G308 P-10 N10 G304 XK-3 YK-5 R8 N11 G309 N12 G309 CYLINDER X100 N13 G311 Z-10 C45 A0 K18 B8 P-5... Fastlægge referenceplan Start firkant med dybde 5 Firkant Start Fuldkreds i firkant med dybde 10 Fuldkreds Slut fuldkreds Slut firkant Fastlæg referencediameter Lineær not med dybden Ende-/bagfladekontur Startpunkt ende-/bagfladekontur G100-Geo Parameter X: Startpunkt i polarkoordinater (diametermål) C: Startpunkt i polarkoordinater (vinkelmål) XK, YK: Startpunkt i kartesiske koordinater 96 4 DIN PLUS
109 Strækning ende-/bagfladekontur G101-Geo Parameter X: Slutpunkt i polarkoordinater (diametermål) C: Slutpunkt i polarkoordinater (vinkelmål) XK, YK: Slutpunkt i kartesiske koordinater A: Vinkel til positiv XK-akse B: Affase/afrunding overgang til næste konturelement. De programmerer det teoretiske slutpunkt, når De angiver en affasning/afrunding. B ingen indlæsning: tangential overgang B=0: Ikke tangential overgang B>0: Radius til runding B<0: Bredde af fase Q: Skæringspunktudvalg default: 0. slutpunkt, når strækningen skærer en cirkelbue. Q=0: Nærmeste skæringspunkt Q=1: Fjerneste skæringspunkt 4.5 Geometri-kommando Programmering X, XK, YX: Absolut, inkremental, selvholdende eller? C: Absolut, inkremental eller selvholdende Cirkelbuer Ende-/bagfladekontur G102-/G103-Geo Drejeretning: Se hjælpebillede Parameter X: Slutpunkt i polarkoordinater (diametermål) C: Slutpunkt i polarkoordinater (vinkelmål) XK, YK: Slutpunkt i kartesiske koordinater R: Radius I, J: Midtpunkt i kartesiske koordinater Q: Skæringspunktudvalg default: 0. slutpunkt, når cirkelbuen skærer en retlinie eller en cirkelbue. Q=0: Fjerneste skæringspunkt Q=1: Nærmeste skæringspunkt G102-Geo Fortsættelse næste side HEIDENHAIN CNC PILOT
110 4.5 Geometri-kommando B: Affase/afrunding overgang til næste konturelement. De programmerer det teoretiske slutpunkt, når De angiver en affasning/afrunding. B ingen indlæsning: tangential overgang B=0: Ikke tangential overgang B>0: Radius til runding B<0: Bredde af fase Programmering X, XK, YK: Absolut, inkremental, selvholdende eller? C: Absolut, inkremental eller sevholdende I, J: Absolut eller inkremental Slutpunkt må ikke være startpunktet (ingen fuldkreds). G103-Geo Boring ende-/bagflade G300-Geo Boring med undersænkning og gevind. Parameter XK, YK: Midtpunkt i kartesiske koordinater B: Boringsdiameter P: Boredybde (uden borspids) W: Spidsvinkel default: 180 R: Undersænkningsdiameter U: Undersænkningsdybde E: Undersænkningsvinkel I: Gevinddiameter J: Gevinddybde K: Gevindtilsnit (udløbslængde) F: Gevindstigning V: Venstre- eller højregevind default: 0 V=0: Højregevind V=1: Venstregevind A: Vinkel hældning af boring (henf.: Z-akse) Endeflade default: 0 (område: 90 < A < 90 ) Bagflade default: 180 (område: 90 < A < 270 ) O: Centreringsdiameter Bearbejde G300-boringer med G71...G DIN PLUS
111 Lineær not ende-/bagflade G301-Geo Parameter XK, YK: Midtpunkt i kartesiske koordinater A: Vinkel længdeakse (henf.: XK-akse) default: 0 K: Notlængde B: Notbredde P: Dybde/højde ingen indlæsning: P fra G308 P<0: Lomme P>0: Ø 4.5 Geometri-kommando Cirkulær not ende-/bagflade G302-/G303-Geo G302: Cirkulær not medurs G303: Cirkulær not modurs Parameter I, J: Krumningsmidtpunkt i kartesiske koordinater R: Krumningsradius (henf.: midtpunktbane for noten) A: Vinkel startpunkt (Henf.: XK-akse) default: 0 W: Vinkel slutpunkt (henf.: XK-akse) B: Notbredde P: Dybde/højde ingen indlæsning: P fra G308 P<0: Lomme P>0: Ø G302-Geo Fuldkreds ende-/bagflade G304-Geo Parameter XK, YK: Kredsmidtpunkt i kartesiske koordinater R: Radius P: Dybde/højde ingen indlæsning: P fra G308 P<0: Lomme P>0: Ø HEIDENHAIN CNC PILOT
112 4.5 Geometri-kommando Firkant ende-/bagflade G305-Geo Parameter XK, YK: Midtpunkt i kartesiske koordinater A: Vinkel længdeakse (henf.: XK-akse) default: 0 K: Længde B: (Højde) Bredde R: Affase/afrunding default: 0 R>0: Radius til runding R<0: Bredde af fase P: Dybde/højde ingen indlæsning: P fra G308 P<0: Lomme P>0: Ø Regelmæssig mangekant ende-/bagflade G307-Geo Parameter XK, YK: Midtpunkt i kartesiske koordinater Q: Antal kanter (Q 2) A: Vinkel til en mangekantside (henf.: XK-akse) default: 0 K: Kantlængde K>0: Kantlængde K<0: Indvendig diameter R: Affase/afrunding default: 0 R>0: Radius til runding R<0: Bredde af fase P: Dybde/højde ingen indlæsning: P fra G308 P<0: Lomme P>0: Ø Mønter lineær ende-/bagflade G401-Geo G401 virker fra den i følgeblokken definerede boring/figur (G , G307). Programmeringshenvisning Programmér boring/figur i følgeblok uden midtpunkt. Fræsecyklus (afsnit BEARBEJDNING) kalder boringen/figuren i en følgeblok ikke mønsterdefinitionen. Parameter Q: Antal figurer default: 1 XK, YK: Startpunkt i kartesiske koordinater I, J: Slutpunkt i kartesiske koordinater Ii, Ji: Afstand mellem figurer (i XK-/YK-retning) A: Vinkel længdeakse (henf.: XK-akse) default: 0 R: Totallængde af mønster Ri: Afstand mellem figurer (mønsterafstand) DIN PLUS
113 Mønster cirkulær ende-/bagflade G402-Geo G402 virker fra den i følgeblokken definerede boring/figur (G , G307). Programmeringsanvisning Programmér boring/figur i følgeblok uden midtpunkt. Undtagelse cirkulær not: Krumningsmidtpunktet I, J, bliver adderet til mønsterpositionen (se Cirkulært mønster med cirkulære noter ). Fræsecyklus (afsnit BEARBEJDNING) kalder boringen/figuren i en følgeblok ikke mønsterdefinitionen. Parameter Q: Antal af figurer K: Mønsterdiameter A: Startvinkel position af første figur (henf.: XK-akse) default: 0 V: Slutvinkel position af sidste figur (henf.: XK-akse) default: 360 Vi: Vinkel mellem figurer V: Retning (orientering) default: 0 V=0 uden V: Fuldkredsopdeling V=0 med V: Opdeling på længere cirkelbuer V=0 med Vi: Fortegnet fra Vi bestemmer retningen (Vi<0: Medurs) V=1 med V: Modurs V=1 med Vi: Medurs (fortegnet fra Vi er uden betydning) V=2 med V: Modurs V=2 med Vi: Modurs (fortegnet fra Vi er uden betydning) XK, YK: Midtpunkt i kartesiske koordinater H: Stedet for figuren default: 0 H=0: normalsted figuren bliver drejet om kredsmidtpunktet (rotation) H=1: originalsted figurstedet henført til koordinatsystemet bliver den samme (transformation) 4.5 Geometri-kommando HEIDENHAIN CNC PILOT
114 4.5 Geometri-kommando Cylinderfladekontur Startpunkt cylinderfladekontur G110-Geo Parameter Z: Startpunkt C: Startpunkt (startvinkel) CY: Startvinkel som strækningsmål (henf.: cylinderafvikling ved Reference-diameter ) De programmerer enten Z, C eller Z, CY. Strækning cylinderfladekontur G111-Geo Parameter Z: Slutpunkt C: Slutpunkt (slutvinkel) CY: Slutvinkel som strækningsmål (henf.: cylinderafvikling ved referencediameter ) A: Vinkel (henf.: positiv Z-akse) B: Affase/afrunding overgang til næste konturelement. De programmerer det teoretiske slutpunkt, når De angiver en affasning/afrunding. B ingen indlæsning: tangential overgang B=0: Ikke tangential overgang B>0: Radius til runding B<0: Bredde af fase Q: Skæringspunktudvalg default: 0. slutpunkt, når strækningen skærer en cirkelbue. Q=0: Nærmeste skæringspunkt Q=1: Fjerneste skæringspunkt Programmering Z, CY: Absolut, inkremental, selvholdende eller? C: Absolut, inkremental eller sevholdende Programmér enten Z C eller Z CY DIN PLUS
115 Cirkelbuer cylinderfladekontur G112-/G113-Geo Drejeretning: Se hjælpebillede Parameter Z: Slutpunkt C: Slutpunkt (slutvinkel) CY: Slutvinkel som strækningsmål (henf.: cylinderafvikling ved referencediameter ) R: Radius K: Midtpunkt (i Z-retning) W: Vinkel til midtpunktet J: Vinkel til midtpunktet som strækningsmål Q: Skæringspunktudvalg default: 0. slutpunkt, når strækningen skærer en cirkelbue. Q=0: Nærmeste skæringspunkt Q=1: Fjerneste skæringspunkt B: Affase/afrunding overgang til næste konturelement. De programmerer det teoretiske slutpunkt, når De angiver en affasning/afrunding. B ingen indlæsning: tangential overgang B=0: Ikke tangential overgang B>0: Radius til runding B<0: Bredde af fase Programmering Z, CY: Absolut, inkremental, selvholdende eller? C: Absolut, inkremental eller sevholdende K, J: Absolut eller inkremental Programmér enten Z C eller Z CY hhv. K W eller K J Programmér enten midtpunkt eller radius Ved radius : Kun cirkelbuer <= 180 mulig G112-Geo G113-Geo 4.5 Geometri-kommando Boring cylinderflade G310-Geo Boring med undersænkning og gevind. Parameter Z: Midtpunkt (Z-position) C: Midtpunkt (vinkel) CY: Vinkel som strækningsmål (henf.: cylinderafvikling ved reference-diameter ) B: Boringsdiameter P: Boredybde (uden borspids) W: Spidsvinkel default: 180 R: Undersænkningsdiameter U: Undersænkningsdybde Fortsættelse næste side HEIDENHAIN CNC PILOT
116 4.5 Geometri-kommando E: Undersænkningsvinkel I: Gevinddiameter J: Gevinddybde K: Gevindtilsnit (udløbslængde) F: Gevindstigning V: Venstre- eller højregevind default: 0 V=0: Højregevind V=1: Venstregevind A: Vinkel (henf.: Z-akse) default: 90 = lodret boring (område: 0 < A < 180 ) O: Centreringsdiameter Bearbejde G310-boring med G71...G74. Lineær not cylinderflade G311-Geo Parameter Z: Midtpunkt C: Midtpunkt (vinkel) CY: Vinkel som strækningsmål" (henf.: cylinderafvikling ved reference-diameter+) A: Vinkel længdeakse (henf.: Z-akse) default: 0 K: Notlængde B: Notbredde P: Dybde af lomme ingen indlæsning: P fra G308 Cirkulær not cylinderflade G312-/G313-Geo G312: Cirkulær not medurs G313: Cirkulær not modurs Parameter Z: Krumningsmidtpunkt C: Krumningsmidtpunkt (vinkel) CY: Vinkel som strækningsmål" (henf.: cylinderafvikling ved reference-diameter+) R: Krumningsradius (henf.: midtpunktbane for noten) A: Vinkel startpunkt (henf.: Z-akse) W: Vinkel slutpunkt (henf.: Z-akse) B: Notbredde P: Dybde af lomme ingen indlæsning: P fra G308 G312-Geo DIN PLUS
117 Fuldkreds cylinderflade G314-Geo Parameter Z: Kredscentrum C: Kredsmidtpunkt (vinkel) CY: Vinkel som strækningsmål (henf.: cylinderafvikling ved reference-diameter ) R: Radius P: Dybde af lomme ingen indlæsning: P fra G Geometri-kommando Firkant cylinderflade G315-Geo Parameter Z: Midtpunkt C: Midtpunkt (vinkel) CY: Vinkel som strækningsmål (henf.: cylinderafvikling ved reference-diameter ) A: Vinkel længdeakse (henf.: Z-akse) default: 0 K: Længde B: Bredde R: Affase/afrunding default: 0 R>0: Radius til runding R<0: Bredde af fase P: Dybde af lomme ingen indlæsning: P fra G308 Regelmæssig mangekant på cylinderflade G317-Geo Parameter Z: midtpunkt C: Midtpunkt (vinkel) CY: Vinkel som strækningsmål (henf.: cylinderafvikling ved reference-diameter ) Q: Antal kanter (Q>2) A: Vinkel til en mangekantside (henf.: Z-akse) default: 0 K: Kantlængde K>0: Kantlængde K<0: Indvendig diameter R: Affase/afrunding default: 0 R>0: Radius til runding R<0: Bredde af fase P: Dybde af lomme ingen indlæsning: P fra G308 HEIDENHAIN CNC PILOT
118 4.5 Geometri-kommando Liniært mønster cylinderflade G411-Geo G411 virker fra den i følgeblokken definerede boring/figur (G , 317). Programmeringshenvisning Programmér boring/figur i følgeblok uden midtpunkt. Fræsecyklus (afsnit BEARBEJDNING) kalder boringen/figuren i en følgeblok ikke mønsterdefinitionen. Parameter Q: Antal figurer default: 1 Z: Startpunkt C: Startpunkt (startvinkel) K: Slutpunkt W: Slutpunkt (slutvinkel) Ki: Afstand mellem figurerne (i Z-retning) Vi: Vinkelafstand mellem figurerne A: Vinkel længdeakse (henf.: Z-akse) default: 0 R: Totallængde af mønster Ri: Afstand mellem figurer (mønsterafstand) Ved programmering af Q, Z og C bliver boringerne/figuren ordnet regelmæssigt på pereferien. Cirkulært mønster cylinderflade G412-Geo G412 virker fra den i følgeblokken definerede figur (G , 317). Programmeringshenvisning Programmér boring/figur i følgeblok uden midtpunkt. Undtagelse cirkulær not: Krumningsmidtpunktet I, J, bliver adderet til mønsterpositionen (se Cirkulært mønster med cirkulære noter ). Fræsecyklus (afsnit BEARBEJDNING) kalder boringen/figuren i en følgeblok ikke mønsterdefinitionen. Parameter Q: Antal af figurer K: Kredsdiameter A: Startvinkel position af første figur (henf.: Z-akse) default: 0 W: Slutvinkel position af sidste figur (henf.: Z-akse) default: 360 Vi: Afstand mellem figurer Fortsættelse næste side DIN PLUS
119 V: Retning (orientering) default: 0 V=0 uden V: Fuldkredsopdeling V=0 med V: Opdeling på længere cirkelbuer V=0 med Vi: Fortegnet fra Vi bestemmer retningen (Vi<0: Medurs) V=1 med V: Modurs V=1 med Vi: Medurs (fortegnet fra Vi er uden betydning) V=2 med V: Modurs V=2 med Vi: Modurs (fortegnet fra Vi er uden betydning) Z: Midtpunkt mønster C: Midtpunkt mønster (vinkel) H: plads for figuren default: 0 H=0: normalplads figuren bliver drejet om kredsmidtpunktet (rotation) H=1: originalplads figurplads henført til koordinatsystemet bliver den samme (transformation) 4.5 Geometri-kommando HEIDENHAIN CNC PILOT
120 4.5 Geometri-kommando Cirkulært mønster med cirkulære noter Ved cirkulære mønstre programmerer De mønster-positionen, krumnings-midtpunkt og krumnings-radius. DIN PLUS og TURN PLUS beregner positionen af noten afhængig af mønster- og krumningsmidtpunkt: Mønstermidtpunkt=krumningsmidtpunkt og Mønsterradius= krumningsradius: Position: Mønsterposition=midtpunkt af not-midterlinie Mønstermidtpunkt krumningsmidtpunkt eller mønsterradius krumningsradius: Position: Mønsterposition=krumnings-midtpunkt Stedet for noten (mønsterdefinition) Normalsted: start-/slutvinkel gælder relativt til mønster-positionen. (Stedvinklen bliver adderet til start-/slutvinkel.) Originalsted: start-/slutvinkel gælder absolut. De følgende eksempler og billeder forklarer programmeringen af cirkulære mønstre med cirkulære noter. Eksempel not-midtlinie som reference og normalsted... N7 G472 Q4 K30 A0 X0 Y0 H0 N8 G373 X0 Y0 R15 A-20 W20 B3 P1 Eksempel not-midtlinie som reference og originalsted... N7 G472 Q4 K30 A0 X0 Y0 H1 N8 G373 X0 Y0 R15 A-20 W20 B3 P1 Eksempel not-midtlinie som reference. Normalsted... N7 G472 Q4 K30 A0 X5 Y5 H0 N8 G373 X0 Y0 R15 A-20 W20 B3 P1 Eksempel krumnings-midtpunkt som reference og originalsted... N7 G472 Q4 K30 A0 X5 Y5 H1 N8 G373 X0 Y0 R15 A-20 W20 B3 P1 Ordning af noter i afstanden mønsterradius om mønstermidtpunkt Alle noter ligger på samme position (krumningsmidtpunkt=mønstermidtpunkt) Ordning af noter i afstanden mønsterradius krumningsradius om mønstermidtpunkt (Mønstermidtpunkt: X=5; Y=5) Ordning af noter i afstanden mønsterradius krumningsradius om mønstermidtpunkt under bibeholdelse af start-/slutvinkel (Mønstermidtpunkt: X=5; Y=5) DIN PLUS
121 4.5 Geometri-kommando Eksempel not-midtlinie som reference og normalsted Eksempel not-midtlinie som reference og originalsted Eksempel krumnings-midtpunkt som reference og normalsted Eksempel krumnings-midtpunkt som reference og originalsted HEIDENHAIN CNC PILOT
122 4.6 Bearbejdnings-kommandoer 4.6 Bearbejdnings-kommandoer Indordne kontur bearbejdning Emnegruppe G99 ER i et NC-program flere konturbeskrivelser (emner) defineret, tilordner De med G99 konturen Q den følgende bearbejdning. Slædekendetegnet før NC-blokken definerer slæden, der bearbejder denne kontur. Er G99 endnu ikke blevet programmeret (for eksempel ved programstart), arbejder alle slæder på kontur 1. Parameter Q: Emnenummer bliver fastlagt i KONTUR D: Spindelnummer Spindel, som holder emnet X, Z: Nulpunkt-forskydning (Henføring: Maskin-nulpunkt) Værktøjsbevægelser uden bearbejdning Ilgang G0 Værktøjet kører i ilgang den korteste vej til målpunkt. Parameter X, Z: Diameter, længde målpunkt (X diametermål) Simuleringen positionerer emnet vedhjælp af forskydning X, Z fremskaffer og positionerer spændejern ved hjælp af spindelnummer D (G99 erstatter ikke G65) De programmerer G99 påny, når emnet bliver overgivet til en anden spindel og/eller forskyder positionen i arbejdsrummet. Programmering af X, Z: Absolut, inkremental eller selvholdende Med Y-akse: Se bruger-håndbog CNC PILOT 4290 med Y-akse Kør til værktøjsskiftepunkt G14 Slæden kører i ilgang til værktøjsskiftepunktet. Koordinaterne til skiftepunktet fastlægger De i indretningsdrift. Parameter Q: Rækkefølge default: 0 0: Diagonal kørselsvej 1: Først X-, så Z-retning 2: Først Z-, så X-retning 3: Kun X-retning 4: Kun Z-retning Med Y-akse: Se bruger-håndbog CNC PILOT 4290 med Y-akse DIN PLUS
123 Ilgang i maskinkoordinater G701 Slæden kører i ilgang den korteste vej til målpunkt. Parameter X, Z: Slutpunkt (X diametermål) Med Y-akse: Se bruger-håndbog CNC PILOT 4290 med Y-akse X, Z henfører sig til maskin-nulpunktet og slædehenføringspunkt. 4.6 Bearbejdnings-kommandoer Enkle lineær- og cirkulærbevægelser Lineærbevægelser G1 Værktøjet kører lineært med tilspænding til slutpunkt. Parameter X, Z: Diameter, længde slutpunkt (X diametermål) A: Vinkel (vinkelretning: se hjælpebillede) Q: Skæringspunktudvalg default: 0. slutpunkt, når strækningen skærer en cirkelbue. Q=0: Nærmeste skæringspunkt Q=1: Fjerneste skæringspunkt B: Affase/afrunding overgang til næste konturelement. De programmerer det teoretiske slutpunkt, når De angiver en affasning/afrunding. B ingen indlæsning: tangential overgang B=0: Ikke tangential overgang B>0: Radius til runding B<0: Bredde af fase E: Specialtilspændingsfaktor for affase/ afrunding (0 < E <= 1) default: 1 (specialtilspænding = aktiv tilspænding * E) Med Y-akse: Se bruger-håndbog CNC PILOT 4290 med Y-akse Programmering af X, Z: Absolut, inkremental, selvholdende eller? HEIDENHAIN CNC PILOT
124 4.6 Bearbejdnings-kommandoer Cirkulærbevægelse G2, G3 inkremental midtpunktopmåling G12, G13 absolut midtpunktopmåling Værktøjet kører cirkulært med tilspænding til slutpunktet. Drejeretning: Se hjælpebillede Parameter X, Z: Diameter, længde slutpunkt (X diametermål) R: Radius (0 < R <= mm) Q: Skæringspunktudvalg default: 0. slutpunkt, når cirkelbuen skærer en retlinie eller en cirkelbue. Q=0: Fjerneste skæringspunkt Q=1: Nærmeste skæringspunkt B: Affase/afrunding overgang til næste konturelement. De programmerer det teoretiske slutpunkt, når De angiver en affasning/afrunding. B ingen indlæsning: tangential overgang B=0: Ikke tangential overgang B>0: Radius til runding B<0: Bredde af fase E: Specialtilspændingsfaktor for affase/ afrunding (0 < E <= 1) default: 1 (specialtilspænding = aktiv tilspænding * E) G2, G3 Midtpunkt inkremental: I, K: Midtpunkt (afstand startpunkt midtpunkt; I radiusmål) G12, G13 midtpunkt absolut: I, K: Midtpunkt (I radiusmål) Med Y-akse: Se bruger-håndbog CNC PILOT 4290 med Y-akse Programmering af X, Z: Absolut, inkremental, selvholdende eller? Pas på kollisionsfare! Bliver adresseparameteren beregnet med V-variable, finder kun en begrænset kontrol sted. De skal være sikker på, at variabelværdierne fremstiller en cirkelbue. Cirkulærbevægelse G2 Cirkulærbevægelse G DIN PLUS
125 4.6.4 Tilspænding, omdrejningstal Omdr.talbegrænsning Gx26 G26: Hovedspindel; Gx26: Spindel x (x: 1...3) Omdr.talbegrænsningen gælder til enden af programmet eller til den bliver erstattet en ny G26/Gx26. Parameter S: (maximalt) omdrejningstal Acceleration (slope) G48 Fastlæg tilkørsels-, opbremsnings-acceleration og maximal tilspænding. G48 virker selvkoblende. Uden G48 gælder parameterværdierne: Tilkørsels- og opbremsningsacceleration: Maskin-parameter 1105,... acceleration/opbremsning af lineærakse Maximal tilspænding: Maskin-parameter 1101,... +maximal aksehastighed+ Parameter E: Acceleration tilkørsel default: Parameterværdi F: Acceleration opbremsning default: Parameterværdi H: Programmerede acceleration inde/ude H=0: Udkoble den programmerede acceleration efter næste kørselsstrækning H=1: Indkoble den programmerede acceleration P: Maximal tilspænding default: Parameterværdi Er S > Absolutte maximale omdr.tal (maskin-parameter 805, ff), gælder parameterværdien. Er P > parameterværdien, gælder parameterværdien. E, F og P henfører sig til X-/Z-akse. Accelerationen/tilspændingen for slæderne er højere ved ikke-akseparalle kørselsstrækninger. 4.6 Bearbejdnings-kommandoer Afbrudt tilspænding G64 Afbryder den programmerede tilspænding kortvarigt. G64 er selvholdende. Indkobling: Programmér G64 med E og F+ Udkobling: Programmér G64 uden parameter Parameter E: Pausevarighed (område: 0,01s < E < 99,99s) F: Tilspændingsvarighed område: 0,01s < E < 99,99s Minuttilspænding rundakse G192 Tilspænding, når en rundakse (hjælpeakse) bliver kørt alene. Parameter F: Tilspænding pr. minut (i /minutter) HEIDENHAIN CNC PILOT
126 4.6 Bearbejdnings-kommandoer Tilspænding pr. tand Gx93 Drevafhængig tilspænding henført til antal tænder på fræseværktøjet (x: Spindel 1...3). Parameter F: Tilspænding pr. tand (mm/tand / tomme/tand) Tilspænding konstant G94 (minuttilspænding) Drevuafhængig tilspænding. Parameter F: Tilspænding pr. minut (i mm/min hhv. tommer/min) Tilspænding pr. omdrejning Gx95 G95: Hovedspindel; Gx95: Spindel x (x: 1...3) Drevafhængig tilspænding. Parameter F: Tilspænding pr. omdrejning (i mm/omdr. hhv. tommer/omdr.) Akt.værdi-visningen viser tilspændingen i mm/omdr. Konstant snithastighed Gx96 G96: Hovedspindel; Gx96: Spindel x (x: 1...3) Spindelomdr.tallet er afhængig af X-positionen for værktøjsspidsen hhv. af diameter ved drevne værktøjer. Parameter S: Snithastighed (i m/min / fod/min) G26/Gx26 begrænser omdr.tallet. Omdrejningstal Gx97 G97: Hovedspindel; Gx97: Spindel x (x: 1...3) Konstant spindelomdr.tal. Parameter S: Omdr.tal (i omdrejninger pr. minut) DIN PLUS
127 4.6.5 Skærradiuskompensation (SRK/FRK) Skærradiuskompensation (SRK) Uden SRK er den teoretiske skærspids henføringspunkt ved kørselsvejen. Det medfører ved ikke-akseparalle kørselsveje til unøjagtigheder. SRK korrigerer programmerede kørselsveje (se 1.5 Værktøjsmål ). Ved Q=0 reducerer SRK tilspændingen ved buer (G2, G3, G12, G13) og afrundinger, når den forskudte radius < oprindelige radius. Ved en afrunding som overgang til næste konturelement bliver specialtilspændingen korrigeret. Reduceret tilspænding: Tilspænding * (forskudte radius / oprindelige radius) Fræserradiuskompensation (FRK) Uden FRK er fræsermidtpunktet henføringspunkt ved kørselsveje. Med FRK kører CNC PILOT en med den ydre diameter på de programmerede kørselsveje (se 1.5 Værktøjsmål ). Stik-, afspån- og fræsecykler indeholder SRK/FRK-kald. Derfor skal SRK/FRK være udkoblet, når De kalder disse cykler. der bliver henvist til undtagelser fra denne regel. G40: udkobling af SRK/FRK SRK er virksom indtil blokken før G40 I blokken med G40 eller i blokken efter G40 er kun en retliniet kørselsvej tilladt (G14 er ikke tilladt) G41/G42: indkobling af SRK/FRK I blokken med G41/G42 eller efter blokken med G41/G42 skal en retliniet kørselsvej (G0/G1) programmeres Fra den næste kørselsvej bliver SRK/FRK indregnet G41: Indkobling af SRK/FRK korrektur for skær-/fræserradius i kørselsretning til venstre for konturen G42: Indkobling af SRK/FRK korrektur for skær-/fræserradius i kørselsretning til højre for konturen Parameter (G41/G42) Q: Bearbejdningsplan default: 0 Q=0: SRK på drejeplan (XZ-plan) Q=1: FRK på endeflade (XC-plan) Q=2: FRK på cylinderflade (ZC-plan) Q=3: FRK på endeflade (XY-plan) Q=4: FRK på cylinderflade (YZ-plan) H: udlæsning (kun ved FRK) default: 0 H=0: efter hinanden følgende områder, som skærer hinanden, bliver ikke bearbejdet. H=1: Den komplette kontur bliver bearbejdet også når områderne skærer hinanden. O: Tilspændingsreducering default: 0 O=0: Aktiv tilspændingsreducering O=1: Ingen tilspændingsreducering Er værktøjs-radien > kontur-radien, kan der ved SRK/FRK optræde sløjfer. Anbefaling: Brug sletcyklus G890 / fræsecyklus G840. FRK må ikke vælges ved fremrykning i bearbejdningsplanet. Pas på ved kaldet af underprogrammer med aktiv SRK/ FRK : De udkobler SRK/FRK i underprogrammet, i hvilket de blev indkoblet. i hovedprogrammet, hvis de blev indkoblet her. 4.6 Bearbejdnings-kommandoer... N.. G0 X10 Z10 N.. G41 G0 Z20 N.. G1 X20 N.. G40 G0 X30 Z30... Principiel arbejdsmåde for SRK/FRK Kørselsvej: Fra X10/Z10 til X10+SRK/Z20+SRK Kørselsvejen er forskudt med SRK Kørselsvej fra X20+SRK/Z20+SRK til X30/Z30 HEIDENHAIN CNC PILOT
128 4.6 Bearbejdnings-kommandoer Nulpunkt-forskydninger De kan i et NC-program programmere flere nulpunkt-forskydninger. Relationerne af koordinaterne mellem hinanden (råemne-, færdigdel-, hjælpekonturbeskrivelse) influeres ikke af nulpunktforskydninger. G920 udkobler nulpunkt-forskydninger midlertidigt G980 igen ind. Nulpunkt-forskydning G51 Forskyder emne-nulpunktet med Z (eller X ). Forskydningen henfører sig til det i indretningsdrift definerede emne-nulpunkt. Også hvis De programmerer G51 flere gange, bliver henføringspunkt som det i indretningsdrift definerede emnenulpunkt. Nulpunktforskydningen gælder til enden af programmet, eller til det bliver ophævet af en anden nulpunktforskydning. Parameter X, Z: Forskydning (X radiusmål) default: 0 Oversigt G51 n Relativ forskydning n Programmeret forskydning n Henf.: Indrettet emne-nulpunkt G53, G54, G55 n Relativ forskydning n Forskydning fra parametre n Henf.: Indrettet emne-nulpunkt G56 n Additiv forskydning n programmeret forskydning n Henf: Aktuelle emne-nulpunkt G59 n Absolut forskydning n Programmeret forskydning n Henf.: Maskin-nulpunkt Parameterafhængig nulpunktforskydning G53, G54, G55 Forskyder emne-nulpunktet med den i indretningsparameteren 3, 4, 5 definerede værdi. Forskydningen henfører sig til det i indretningsdrift definerede emne-nulpunkt. Også hvis de programmerer G53, G54, G55 flere gange, bliver henføringspunktet det i indretningsdrift definerede emne-nulpunkt. Nulpunktforskydningen gælder til enden af programmet, eller til det bliver ophævet af en anden nulpunktforskydning. En forskydning i X bliver angivet som radiusmål DIN PLUS
129 Nulpunkt-forskydning additiv G56 Forskyder emne-nulpunktet med Z (eller X ). Forskydningen henfører sig til det aktuelt gyldige emne-nulpunkt. Hvis De programmerer G56 flere gange, bliver forskydningen altid adderet til det aktuelt gyldige emne-nulpunkt. Parameter X, Z: Forskydning (X radiusmål) default: 0 Nulpunkt-forskydning absolut G59 Sætter emne-nulpunktet på X, Z". Det nye emne-nullpunkt gælder til programmenden. Parameter X, Z: Nulpunkt-forskydning (X radiusmål) 4.6 Bearbejdnings-kommandoer G59 ophæver hidtidige nulpunktforskydninger (med G51, G53..G55, G56 eller G59). Tilbageslå kontur G121 S pejler og/eller forskyder rå- og færdigdelkontur. Spejlingen bliver på X-aksen, forskudt i Z-retning. Emne-nulpunktet bliver ikke berørt. Ved brug af G121 kan De anvende rå- og færdigdel-beskrivelsen til for- og bagside-bearbejdning. Parameter H: Spejling default: 0 H=0: Kontur forskyde ikke spejle H=1: Kontur forskyde, vende om på spejling og retning af konturbeskrivelse Q: Spejle koordinatsystemet (retning af Z-akse) default: 0 Q=0: ikke spejle Q=1: spejle Z: forskydning default: 0 Cylinderfladekonturen bliver ligesom drejekonturen spejlett/forskudt. Hjælpekonturer bliver ikke spejlet. Pas på ved Q=1: Koordinatsystemet inklusiv kontur bliver spejlet H=1 spejler kun konturen. D: Spejle XC/XCR (ende-/bagsidekontur spejle/ forskyde) default: 0 D=0: ikke spejle/forskyde D=1: spejle/forskyde Fortsættelse næste side HEIDENHAIN CNC PILOT
130 4.6 Bearbejdnings-kommandoer Eksempel bagfladebearbejdning med modspindel. Delovergivelse med spejling af koordinatsystemet... N.. G121 H1 Q1 Z.. D1... Delovergivelse uden spejling af koordinatsystemet.... N.. G121 H0 Q0 Z.. D1... Eksempel bagfladebearbejdning med en spindel Emnet bliver transformeret manuelt for bearbejdning af bagsiden.... N.. G121 H1 Q0 Z.. D Sletspån, sikkerhedsafstande Sikkerhedsafstand G47 Sikkerhedsafstand for drejecyklerne: G810, G820, G830, G835, G860, G869, G890; borecyklerne G71, G72, G74 og fræsecyklerne G840...G846. G47 erstatter den sikkerhedsafstand som er fastlagt i parameter eller med G147. G47 uden parameter aktiverer parameterværdierne (bearbejdningsparameter 2,... sikkerhedsafstande). Parameter P: Sikkerhedsafstand Udkoble sletspån G50 Udkobler de med G52-/G39-Geo definerede sletspåner for følgenden cyklus. De programmerer G50 før cyklus DIN PLUS
131 Udkobling af sletspån G52 G52 har den samme funktion som G50! Anvend G50. Parameter P: Sletspån bliver ikke udnyttet Sikkerhedsafstand G147 Sikkerhedsafstand for fræsecykler G840...G846 og borecykler G71, G72, G74. Parameter I: Sikkerhedsafstand fræseplan (kun for fræsebearbejdninger) K: Sikkerhedsafstand i fremrykretning (dybdefremrykning) Sletspån akseparallel G57 G57 definerer forskellige sletspån i X og Z. G57 bliver programmeret før cyklus. G57 virker ved følgende cykler herved bliver sletspånen efter cyklusudførelsen Slettet: G810, G820, G830, G835, G860, G869, G890 Ikke slettet: G81, G82, G83 Parameter X, Z: Sletspån (X diametermål) kun positive værdier Er sletspånen programmeret med G57 og i cyklus, gælde cyklus-sletspånen. G147 erstatter den i parametre (bearbejdnings-parameter 2,...) eller med G47 fastlagte sikkerhedsafstand. 4.6 Bearbejdnings-kommandoer Sletspån konturparallelt (ækvidistant) G58 En negativ sletspån er tilladt ved G890. De programmerer G58 før cykluskaldet. G58 virker ved følgende cykler herved bliver sletspånen efter cyklusudførelsen slettet: G810, G820, G830, G835, G860, G869, G890 ikke slettet: G83 Parameter P: Sletspån Er sletspånen programmeret med G58 og i cyklus, bliver cyklus-sletspån anvendt. HEIDENHAIN CNC PILOT
132 4.6 Bearbejdnings-kommandoer Værktøjer, korrekturer Indskifte værktøj T CNC PILOT en viser den i afsnit REVOLVER definerede værktøjsbelægning. De kan direkte indlæse T-nummeret eller vælge det i værktøjslisten (skift med softkey VIDERE). Se også Værktøjsprogrammering. (Skift af) skærkorrektur G148 O definerer de slitagekorrekturer som skal omregnes. Ved programstart og efter en T-kommando er DX, DZ aktiv. Parameter O: udvalg default: 0 O=0: DX, DZ aktiv DS inaktiv O=1: DS, DZ aktiv DX inaktiv O=2: DX, DS aktiv DZ inaktiv Stikcyklerne G860, G866 tager automatisk hensyn til de rigtige slitagekorrekturer. Additiv korrektur G149 CNC PILOT en styrer 16 værktøjsuafhængige korrekturer. En G149 efterfulgt af et D-nummer aktiverer korrekturen G149 D900 udkobler korrekturen. Parameter D: Additiv korrektur default: D900; område: Anvisninger ved programmering Korrekturen skal være udkørt, før den bliver virksom. Derfor skal De programmere G149 en blok før kørselsvejen, i hvilken korrekturen skal være virksom. En additiv korrektur forbliver virksom indtil: Næste G149 D900 Næste værktøjsskift Programenden Eksempel... N.. G1 Z 25 N.. G149 D901 N.. G1 X50 N.. G1 Z 50 N.. G149 D [Aktivere korrektur] [Korrektur udkøre : Position X50 + Korrektur] [Konturelementet er med korrektur bestrålet] [Deaktivere korrektur] DIN PLUS
133 Omregning af højre værktøjsspids G150 Omregning af venstre værktøjsspids G151 Fastlægger ved stik- og paddehatværktøjer værktøjshenf.punktet. G150: Henf.punkt højre værktøjsspids G151: Henf.punkt venstre værktøjsspids G150/G151 gælder fra den blok, i hvilken den bliver programmeret og forbliver virksom indtil Næste værktøjsskift Program slut. Den viste Akt.værdi henfører sig altid til den i værktøjsdataerne definerede værktøjsspids. Ved brug af SRK skal De efter G150/G151 også tilpasse G41/G42. Kæder af værktøjsmål G710 Ved en T-kommando erstatter CNC PILOT en de hidtidige værktøjsmål med de nye værktøjsmål. Hvis De med G710 Q1 indkobler kædningen, bliver målene for det nye værktøj adderet til de hidtidige mål. Parameter Q: Værktøjsmål kæde Q=0: Ude Q=1: Inde Anvendelseseksempel Ved en kompletbearbejdning bliver emnet som er bearbejdet på forsiden overtaget af en roterende udtagningsenhed. Bearbejdningen af bagfladen sker med faststående værktøjer. Herfor bliver målene for udtagningsenheden og det faststående værktøj adderet. 4.6 Bearbejdnings-kommandoer... REVOLVER 1... T14 ID UDTAG... REVOLVER 2 T2001 ID BEARBEJDNING... N100 T14 N101 L EXGRIF V1 N102 G710 Q1 N103 T Eksempel værktøjsmål kæde Roterende udtagningsenhed Faststående værktøjer fra værktøjsholder 2 Skrubværktøj for bagudvendt bearbejdning Isætte udtagningsindretning Overtage emnet fra hovedspindelen i udtagningsindretningen (ekspertprogram) Kæde værktøjsmål Mål for udtagningsenhed og faststående vrkt. Addere HEIDENHAIN CNC PILOT
134 4.7 Drejecykler 4.7 Drejecykler Konturhenførte drejecykler Fremskaffe blokreferencer: Aktivere konturfremstilling (softkey GRAFIK) Stil cursoren på NS/NE og tryk softkey VIDERE Vælg konturelement med pil til venstre/højre Pil op/ned skifter mellem konturer (også endefladekonturer, etc.) Overtage bloknummer for konturelementet med ENTER Ved tryk på pil op/ned tager CNC PILOT`en også hensyn til konturer, som ikke bliver vist på billedskærmen. Skrubning på langs G810 G810 spåntager det med NS, NE beskrevne konturområde. CNC PILOT en ved, ved hjælp af værktøjsdefinitionen, om der foreligger en udvendig eller indvendig bearbejdning. Med NS NE fastlægger De bearbejdningsretningen. Består konturen der skal bearbejdes af ét element, gælder: Udelukkende NS programmeret: Bearbejdning i konturdefinitionsretning NS og NE programmeret: Bearbejdning modsat konturdefinitionsretning I givet fald bliver spåntagningsfladen underdelt i flere områder (eksempel: Ved konturdale). Den enkleste form for programmering består i angivelsen af NS, NE og P. Parametre NS: Start-bloknummer (start på konturafsnit) NE: Slut-bloknummer (enden på konturafsnittet) P: Maximal fremrykning I: Sletspån i X-retning (diametermål) default: 0 K: Sletspån i Z-retning default: 0 E: Indstikforhold E=0: Faldene konturer bearbejdes ikke E>0: Indstikstilspænding Ingen indlæsning: Tilspændingsreducering afhængig af indstiksvinkel maximal 50% X: Snitbegrænsning i X-retning (diametermål) default: Ingen snitbegrænsning Z: Snitbegrænsning i Z-retning default: Ingen snitbegrænsning H: Frakørselsart default: 0 H=0: Spåntager efter hvert snit langs konturen H=1: Løfter under 45 ; Konturudglatning efter det sidste snit H=2: Løfter under 45 ingen konturudglatning A: Tilkørselsvinkel (henf.: Z-akse) default: 0 /180 (parallel med Z-akse) Cyklusafvikling 1 Udregner spåntagningsområdet og snitopdelingen (fremrykning) 2 Fremrykker ud fra startpunktet for det første snit under hensyntagen til sikkerhedsafstande (først Z-, så X-retning) 3 Kører med tilspænding til Z-målpunkt 4 Afhængig af H : H=0: Spåntager langs konturen H=1 eller 2: Løfter op i 45 5 Kører i ilgang tilbage og fremrykker for det næste snit 6 Gentager 3...5, til målpunkt X er nået 7 Gentager i givet fald 2...6, indtil alle spåntagningsområder er bearbejdet 8 Når H=1: Glattes konturen 9 Frikører så som i Q programmering Fortsættelse næste side DIN PLUS
135 W: Frakørselsvinkel (henf.: Z-akse) default: 90 /270 (vinkelret på Z-akse) Q: Frikørselsart ved enden af cyklus default: 0 Q=0: Tilbage til startpunkt (først X- så X-retning) Q=1: Positionerer før den færdige kontur Q=2: Hæver op til sikkerhedsafstand og standser W: Kendetegn start/ende default: 0 En affase/afrunding bliver bearbejdet: V=0: Ved start og ved ende V=1: Ved start V=2: Ved ende V=3: Ingen bearbejdning V=4: Affase/afrunding bliver bearbejdet ikke grundelementet (forudsætning: Konturafsnit med ét element) D: Udblænding af elementer (influerer på bearbejdning af frigang, fridrejninger: se tabellen) default: 0 B: Slæde-fremløb ved 4-akse-bearbejdning B=0: Begge slæder arbejder på samme diameter med dobbelt tilspænding B<>0: Afstand til førende slæde (fremløb). Slæderne arbejder med samme tilspænding på forskellige diametre. B<0: Slæden med største nummer fører B>0: Slæden med mindste nummer fører Snitbegrænsning: Værktøjspositionen før cykluskald er målgivende for udførelsen af en snitbegrænsning. CNC PILOT en spåntager materialet på den side af snitbegrænsningen, på hvilken værktøjet står før cykluskaldet. Skærradiuskorrektur: Bliver gennemført G57-sletspån: Forstørrer konturen (også indv.konturer) G58-sletspån: >0: forstørrer kontur <0: bliver ikke omregnet G57-/G58-sletspån bliver slettet efter enden af cyklus Anvendelse som 4-akse-cyklus Bliver bearbejdet på samme diameter, start begge slæder samtidig. Bliver bearbejdet på forskellige diametre, starter den førte slæde, når den førende slæde har nået forløb B. Denne synkronisering sker ved hvert snit. Hver slæde fremrykker med den beregnede snitdybde. Ved et ulige antal snit gennemfører den førende slæde det sidste snit. Ved konstant snithastighed retter snithastigheden sig efter den førende slæde. Det førende værktøj venter med udtræksbevægelsen til det efterfølgende værktøj. Pas på ved 4-akse-cykler på identiske værktøjer (værktøjstype, skærradius, skærvinkel, etc.). 4.7 Drejecykler D G22 G23 G23 G25 G25 G25 = H0 H1 H4 H5/6 H : Udblænde elementer HEIDENHAIN CNC PILOT
136 4.7 Drejecykler Plan-skrubning G820 G820 spåntager det med NS, NE" beskrevne konturområde. CNC PILOT en ved, ved hjælp af værktøjsdefinitionen, om der foreligger en udvendig eller indvendig bearbejdning. Med NS NE fastlægger De bearbejdningsretningen. Består konturen der skal bearbejdes af ét element, gælder: Udelukkende NS programmeret: Bearbejdning i konturdefinitionsretning NS og NE programmeret: Bearbejdning modsat konturdefinitionsretning I givet fald bliver spåntagningsfladen underdelt i flere områder (for eksempel ved konturdale). Den enkleste form for programmering består i angivelsen af NS, NE og P. Parametre NS: Start-bloknummer (start på konturafsnit) NE: Slut-bloknummer (enden på konturafsnittet) P: Maximal fremrykning I: Sletspån i X-retning (diametermål) default: 0 K: Sletspån i Z-retning default: 0 E: Indstikforhold E=0: Faldene konturer bearbejdes ikke E>0: Indstikstilspænding Ingen indlæsning: Tilspændingsreducering afhængig af indstiksvinkel maximal 50% X: Snitbegrænsning i X-retning (diametermål) default: Ingen snitbegrænsning Z: Snitbegrænsning i Z-retning default: Ingen snitbegrænsning H: Frakørselsart default: 0 H=0: Spåntager efter hvert snit langs konturen H=1: Løfter under 45 ; Konturudglatning efter det sidste snit H=2: Løfter under 45 ingen konturudglatning A: Tilkørselsvinkel (henf.: Z-akse) default: 90 /270 (retvinklet til Z-akse) V: Frakørselsvinkel (henf.: Z-akse) default: 0 /180 (parallel med Z-akse) Q: Frikørselsart ved enden af cyklus default: 0 Q=0: Tilbage til startpunkt (først Z- så X-retning) Q=1: Positionerer før den færdige kontur Q=2: Hæver op til sikkerhedsafstand og standser V: Kendetegn start/ende default: 0 En affase/afrunding bliver bearbejdet: V=0: Ved start og ved ende V=1: Ved start V=2: Ved ende V=3: Ingen bearbejdning V=4: Affase/afrunding bliver bearbejdet ikke grundelementet (forudsætning: Konturafsnit med ét element) Cyklusafvikling 1 Udregner spåntagningsområdet og snitopdelingen (fremrykning) 2 Fremrykker ud fra startpunktet for det første snit under hensyntagen til sikkerhedsafstande (først X-, så X-retning) 3 Kører med tilspænding til X-målpunktet 4 Afhængig af H : H=0: Spåntager langs konturen H=1 eller 2: Løfter op i 45 5 Kører i ilgang tilbage og fremrykker for det næste snit 6 Gentager 3...5, til målpunkt Z er nået 7 Gentager i givet fald 2...6, indtil alle spåntagningsområder er bearbejdet 8 Når H=1: Glattes konturen 9 Frikører så som i Q programmering Snitbegrænsning: Værktøjspositionen før cykluskald er målgivende for udførelsen af en snitbegrænsning. CNC PILOT en spåntager materialet på den side af snitbegrænsningen, på hvilken værktøjet står før cykluskaldet. Skærradiuskorrektur: Bliver gennemført G57-sletspån: Forstørrer konturen (også indv.konturer) G58-sletspån: >0: Forstørrer kontur <0: bliver ikke omregnet G57-/G58-sletspån bliver slettet efter cyklusende Fortsættelse næste side DIN PLUS
137 D: Udblænding af elementer (influerer på bearbejdning af frigang, fridrejninger: se tabellen) default: 0 B: Slæde-fremløb ved 4-akse-bearbejdning B=0: Begge slæder arbejder på samme diameter med dobbelt tilspænding B<>0: Afstand til førende slæde (fremløb). Slæderne arbejder med samme tilspænding på forskellige diametre. B<0: Slæden med største nummer fører B>0: Slæden med mindste nummer fører D G22 G23 G23 G25 G25 G25 = H0 H1 H4 H5/6 H : Udblænde elementer 4.7 Drejecykler Anvendelse som 4-akse-cyklus Bliver bearbejdet på samme diameter, start begge slæder samtidig. Bliver bearbejdet på forskellige diametre, starter den førte slæde, når den førende slæde har nået forløb B. Denne synkronisering sker ved hvert snit. Hver slæde fremrykker med den beregnede snitdybde. Ved et ulige antal snit gennemfører den førende slæde det sidste snit. Ved konstant snithastighed retter snithastigheden sig efter den førende slæde. Det førende værktøj venter med udtræksbevægelsen til det efterfølgende værktøj. Pas på ved 4-akse-cykler på identiske værktøjer (værktøjstype, skærradius, skærvinkel, etc.). HEIDENHAIN CNC PILOT
138 4.7 Drejecykler Konturparallel-skrubning G830 G830 spåntager det med NS, NE" beskrevne konturområde konturparallelt og bidirektional. CNC PILOT en ved, ved hjælp af værktøjsdefinitionen, om der foreligger en udvendig eller indvendig bearbejdning. Med NS NE fastlægger De bearbejdningsretningen. Består konturen der skal bearbejdes af ét element, gælder: Udelukkende NS programmeret: Bearbejdning i konturdefinitionsretning NS og NE programmeret: Bearbejdning modsat konturdefinitionsretning I givet fald bliver spåntagningsfladen underdelt i flere områder (for eksempel ved konturdale). Den enkleste form for programmering består i angivelsen af NS, NE og P. Parametre NS: Start-bloknummer (start på konturafsnit) NE: Slut-bloknummer (enden på konturafsnittet) P: Maximal fremrykning I: Sletspån i X-retning (diametermål) default: 0 K: Sletspån i Z-retning default: 0 X: Snitbegrænsning i X-retning (diametermål) default: Ingen snitbegrænsning Z: Snitbegrænsning i Z-retning default: Ingen snitbegrænsning A: Tilkørselsvinkel (henf.: Z-akse) default: 0 /180 (parallel med Z-akse) W: Frakørselsvinkel (henf.: Z-akse) default: 90 /270 (vinkelret på Z-akse) Q: Frikørselsart ved cyklusende default: 0 Q=0: tilbage til startpunkt (først X- så Z-retning) Q=1: positionerer før den færdige kontur Q=2: hæver til sikkerhedsafstand og stopper W: Kendetegn start/ende default: 0 En affase/afrunding bliver bearbejdet: V=0: Ved start og ved ende V=1: Ved start V=2: Ved ende V=3: Ingen bearbejdning D G22 G23 G23 G25 G25 G25 = H0 H1 H4 H5/6 H : Udblænde elementer V=4: Affase/afrunding bliver bearbejdet ikke grundelementet (forudsætning: Konturafsnit med ét element) D: Udblænding af elementer (influerer på bearbejdning af frigang, fridrejninger: se tabellen) default: 0 Cyklusafvikling 1 Udregner spåntagningsområdet og snitopdelingen (fremrykning) 2 Fremrykker ud fra startpunktet for det første snit under hensyntagen til sikkerhedsafstande 3 Gennemfører skrubsnittet 4 Kører i ilgang tilbage og fremrykker for det næste snit 5 Gentager indtil afspåningsområdet er bearbejdet 6 Gentager i givet fald 2...5, indtil alle spåntagningsområder er bearbejdet 7 Frikører så som i Q programmering Snitbegrænsning: Værktøjspositionen før cykluskald er målgivende for udførelsen af en snitbegrænsning. CNC PILOT en spåntager materialet på den side af snitbegrænsningen, på hvilken værktøjet står før cykluskaldet. Skærradiuskorrektur: Bliver gennemført G57-sletspån: forstørrer konturen (også indv.konturer) G58-sletspån: >0: forstørrer kontur <0: bliver ikke omregnet G57-/G58-sletspån bliver slettet efter cyklusende DIN PLUS
139 Konturparallelt med neutralt Vrkt. G835 G835 spåntager det med NS, NE" beskrevne konturområde konturparallelt og bidirektionalt. CNC PILOT en ved, ved hjælp af værktøjsdefinitionen, om der foreligger en udvendig eller indvendig bearbejdning. I givet fald bliver spåntagningsfladen underdelt i flere områder (for eksempel ved konturdale). Den enkleste form for programmering består i angivelsen af NS, NE og P. Parametre NS: Start-bloknummer (start på konturafsnit) NE: Slut-bloknummer (enden på konturafsnittet) P: Maximal fremrykning I: Sletspån i X-retning (diametermål) default: 0 K: Sletspån i Z-retning default: 0 X: Snitbegrænsning i X-retning (diametermål) default: Ingen snitbegrænsning Z: Snitbegrænsning i Z-retning default: Ingen snitbegrænsning A: Tilkørselsvinkel (henf.: Z-akse) default: 0 /180 (parallel med Z-akse) W: Frakørselsvinkel (henf.: Z-akse) default: 90 /270 (vinkelret på Z-akse) Q: Frikørselsart ved cyklusende default: 0 Q=0: tilbage til startpunkt (først X- så Z-retning) Q=1: positionerer før den færdige kontur Q=2: hæver til sikkerhedsafstand og stopper W: Kendetegn start/ende default: 0 En affase/afrunding bliver bearbejdet: V=0: Ved start og ved ende V=1: Ved start W=2: Ved ende V=3: Ingen bearbejdning V=4: Affase/afrunding bliver bearbejdet ikke grundelementet (forudsætning: Konturafsnit med ét element) D: Udblænding af elementer (influerer på bearbejdning af frigang, fridrejninger: se tabellen) default: 0 D G22 G23 G23 G25 G25 G25 = H0 H1 H4 H5/6 H Cyklusafvikling 1 Udregner spåntagningsområdet og snitopdelingen (fremrykning) 2 Fremrykker ud fra startpunktet for det første snit under hensyntagen til sikkerhedsafstande 3 Gennemfører skrubsnittet 4 Fremrykker til det næste snit og gennemfører skrubsnittet i modsatte retning 5 Gentager indtil afspåningsområdet er bearbejdet 6 Gentager i givet fald 2...5, indtil alle spåntagningsområder er bearbejdet 7 Frikører så som i Q programmering Snitbegrænsning: Værktøjspositionen før cykluskald er målgivende for udførelsen af en snitbegrænsning. CNC PILOT en spåntager materialet på den side af snitbegrænsningen, på hvilken værktøjet står før cykluskaldet. Skærradiuskorrektur: Bliver gennemført G57-sletspån: Forstørrer konturen (også indv.konturer) G58-sletspån: >0: Forstørrer kontur <0: bliver ikke omregnet G57-/G58-sletspån bliver slettet efter cyklusende 4.7 Drejecykler : Udblænde elementer HEIDENHAIN CNC PILOT
140 4.7 Drejecykler Indstikning G860 G860 spåntager det med NS, NE" beskrevne konturområde axialt/ radialt. Konturen der skal bearbejdes må gerne indeholde flere dale. CNC PILOT en ved, ved hjælp af værktøjsdefinitionen, om der foreligger en udvendig eller indvendig bearbejdning. Beregning af snitopdeling (SBF: Se bearbejdnings-parameter 6): Maksimal forskydning = SBF * skærbredde Med NS NE fastlægger De bearbejdningsretningen. Består konturen der skal bearbejdes af ét element, gælder: Udelukkende NS programmeret: Bearbejdning i konturdefinitionsretning NS og NE programmeret: Bearbejdning modsat konturdefinitionsretning I givet fald bliver spåntagningsfladen underdelt i flere områder (for eksempel ved konturdale). Den enkleste form for programmering består i angivelsen af NS, NE og NE. Parametre NS: Start--bloknummer (start på konturafsnittet eller reference på en med G22-/G23-Geo beskrevet indstikning) NE: Slut-bloknummer (Enden på konturafsnittet) bortfalder, når konturen er defineret med G22-/G23-Geo I: Sletspån i X-retning (diametermål) default: 0 K: Sletspån i Z-retning default: 0 Q: Afvikling default: 0 Q=0: skrubning og sletspån Q=1: kun skrubning Q=2: kun sletspån X: Snitbegrænsning i X-retning (diametermål) default: Ingen snitbegrænsning Z: Snitbegrænsning i Z-retning default: Ingen snitbegrænsning W: Kendetegn start/ende default: 0 Én affase/afrunding bliver bearbejdet: W=0: Ved start og ved ende W=1: ved start W=2: ved ende W=3: Ingen bearbejdning E: Slettilspænding default: Aktiv tilspænding H: frikørselsart ved cyklusende default: 0 H=0: Tilbage til startpunkt (axial indstikning: Først Z- så X- retning; radial indstikning: Først X- så Z-retning) H=1: positionerer før den færdige kontur H=2: Løfter til sikkerhedsafstand og stopper Cyklusafvikling (ved Q=0 eller 1) 1 Udregner spåntagningsområdet og snitopdelingen 2 Fremrykker ud fra startpunktet for det første snit under hensyntagen til sikkerhedsafstande (radialindstikning: Først Z-, så X-retning; axialindstikning: Først X-, så Z-retning) 3 Indstkker (skrubsnit) 4 Kører i ilgang tilbage og fremrykker for det næste snit 5 Gentager indtil afspåningsområdet er bearbejdet 6 Gentager i givet fald 2...5, indtil alle spåntagningsområder er bearbejdet 7 Når Q=0: slettes konturen Snitbegrænsning: Værktøjspositionen før cykluskald er målgivende for udførelsen af en snitbegrænsning. CNC PILOT en spåntager materialet på den side af snitbegrænsningen, på hvilken værktøjet står før cykluskaldet. Skærradiuskorrektur: Bliver gennemført G57-sletspån: forstørrer konturen (også indv.konturer) G58-sletspån: >0: forstørrer kontur <0: bliver ikke omregnet G57-/G58-sletspån bliver slettet efter cyklusende DIN PLUS
141 Indstikcyklus G866 G866 fremstiller en indstikning defineret med G22-Geo. CNC PILOT en ved, ved hjælp af værktøjsdefinitionen, om der foreligger en udvendig eller indvendig bearbejdning. Beregning af snitopdeling (SBF: Se bearbejdnings-parameter 6): Maksimal forskydning = SBF * skærbredde Parametre NS: Bloknummer (reference fra G22-Geo) I: Sletspån (ved forstikning) default: 0 I=0: Indstikning bliver fremstillet i en arbejdsgang I>0: I første arbejdsgang bliver forstukket; i anden slettet E: Dvæletid ingen indlæsning: Tiden for en spindelomdrejning ved I=0: Ved hver indstikning ved I>0: Kun ved sletning Cyklusafvikling 1 beregner snitopdelingen 2 Fremrykker ud fra startpunktet for det første snit (radial indstikning: Først Z-, så X-retning; axial indstikning: Først X-, så Z-retning) 3 Indstikker (som angivet under I ) 4 Kører i ilgang tilbage og fremrykker for det næste snit 5 Ved I=0: Dvæler i tiden E 6 Gentager indtil indstikningen er bearbejdet 7 Ved I>0: Slettes konturen 4.7 Drejecykler Skærradiuskorrektur: Bliver gennemført Sletspån: bliver ikke omregnet HEIDENHAIN CNC PILOT
142 4.7 Drejecykler Stikdrejecyklus G869 G869 spåntager det med NS, NE" beskrevne konturområde axialt/ radialt. Ved alternerende indstiks- og skrubbevægelser sker spåntagningen med et minimum af opløft- og fremrykbevægelser. Konturen der skal bearbejdes må gerne indeholde flere dale. I givet fald bliver spåntagningsfladen underdelt i flere områder. CNC PILOT en ved, ved hjælp af værktøjsdefinitionen, om der foreligger en udvendig eller indvendig bearbejdning. Med NS NE fastlægger De bearbejdningsretningen. Består konturen der skal bearbejdes af ét element, gælder: Udelukkende NS programmeret: Bearbejdning i konturdefinitionsretning NS og NE programmeret: Bearbejdning modsat konturdefinitionsretning Afhængig af materiale, tilspændingshastighed etc. tipper skæret ved drejebearbejdningen. Den herved opståede fremrykningsfejl korrigerer De med drejedybdekorrektur R. Værdien bliver i regelen fremskaffet erfaringsmæssigt. Fra den anden fremrykning bliver ved overgangen fra dreje- til stikbearbejdning strækningen der skal spåntages reduceret med forskydningsbredden B. Ved alle yderligere overgange til denne flanke sker reduceringen med B yderligere til den hidtidige forskydning. Summen af forskydninger bliver begrænset til 80% af den effektive skærebredde (effektive skærbredde = skærbredde 2*skærradius). CNC PILOT en reducerer i givet fald den programmerede forskydningsbredde. Restmaterialet bliver ved enden af forstikningen afspånet med et stikløft. Drejebearbejdning unidirektional (U=1): Skrubbearbejdningen sker i bearbejdningsretningen NS NE. Den enkleste form for programmering består i angivelsen af NS hhv. NS og NE og P. Parametre NS: Start--bloknummer (start på konturafsnittet eller reference på G22-/G23-Geo-indstikning) NE: Slut-bloknummer (Enden på konturafsnittet) bortfalder, når konturen er defineret med G22-/G23-Geo P: Maximal fremrykning R: Drjedybdekorrektur for sletbearbejdning default: 0 I: Sletspån i X-retning (diametermål) default: 0 K: Sletspån i Z-retning default: 0 X: Snitbegrænsning (diametermål) default: Ingen snitbegrænsning Z: Snitbegrænsning default: Ingen snitbegrænsning A, W: Tilkørselsvinkel, frakørselsvinkel default: Modsat der indstiksretning Cyklusafvikling (ved Q=0 eller 1) 1 Udregner spåntagningsområdet og snitopdelingen 2 Fremrykker ud fra startpunktet for det første snit under hensyntagen til sikkerhedsafstande (radialindstikning: Først Z-, så X-retning; axialindstikning: Først X-, så Z-retning) 3 indstikker (stikbearbejdning) 4 spåntager retvinklet på stikretning (drejebearbejdning) 5 Gentager indtil afspåningsområdet er bearbejdet 6 Gentager i givet fald 2...5, indtil alle spåntagningsområder er bearbejdet 7 Når Q=0: slettes konturen G869 forudsætter værktøjer af Typs 26*. Snitbegrænsning: Værktøjspositionen før cykluskald er målgivende for udførelsen af en snitbegrænsning. CNC PILOT en spåntager materialet på den side af snitbegrænsningen, på hvilken værktøjet står før cykluskaldet. Skærradiuskorrektur: Bliver gennemført G57-sletspån: forstørrer konturen (også indv.konturer) G58-sletspån: >0: forstørrer kontur <0: bliver ikke omregnet G57-/G58-sletspån bliver slettet efter cyklusende Fortsættelse næste side DIN PLUS
143 Q: Afvikling default: 0 Q=0: skrubning og sletspån Q=1: kun skrubning Q=2: kun sletspån U: Drejebearbejdning unidirektional default: 0 U=0: Bidirektional U=1: Unidirektional i kontur-retning H: frikørselsart ved cyklusende default: 0 H=0: Tilbage til startpunkt (axial indstikning: Først Z- så X-retning; radial indstikning: Først X- så Z-retning) H=1: positionerer før den færdige kontur H=2: Løfter til sikkerhedsafstand og stopper W: Kendetegn start/ende default: 0 Én affase/afrunding bliver bearbejdet: W=0: Ved start og ved ende W=1: ved start W=2: ved ende W=3: Ingen bearbejdning O: Indstikstilspænding default: Aktiv tilspænding E: Slettilspænding default: Aktiv tilspænding B: Forskydningsbredde default: Drejecykler Bearbejdningsanvisninger Overgang dreje- til stikbearbejdning: Før et skift fra dreje- til stikbearbejdning trækker CNC PILOT en værktøjet 0,1 mm tilbage. Herved bliver opnået, at et tippet skær for stikbearbejdning bliver stillet lige. Det sker uafhængigt af forskydningsbredden B. Indvendige afrundinger og -affasninger: Afhængig af stikbredden og rundingsradien bliver før bearbejdning af rundingen udført et stikløft, som forhindrer en flydende overgang fra stik- til drejebearbejdning. Hermed bliver en beskadigelse af værktøjet forhindret. Kanter: Fritstående kanter bliver spåntaget pr. stikbearbejdning. Det forhindrer hængende ringe. HEIDENHAIN CNC PILOT
144 4.7 Drejecykler Sletfræsning af kontur G890 G890 sletter det med NS, NE" beskrevne konturområde inklusiv affase/afrundinger konturparallelt i et sletsnit. Frigange bliver bearbejdet, hvis værktøjsgeometrien tillader det. CNC PILOT en ved, ved hjælp af værktøjsdefinitionen, om der foreligger en udvendig eller indvendig bearbejdning. Med NS NE fastlægger De bearbejdningsretningen. Når konturen der skal bearbejdes kun består af eet element, gælder: Bearbejdning i kontur-definitionsretning, når De udelukkende programmerer NS Bearbejdning mod kontur-definitionsretning, når De programmerer NS og NE Restsletning aktiverer De med Q=4 (eksempel: Udfræsning med sletteværktøjer i modsat retning af bearbejdningsretning). CNC PILOT en kender de allerede bearbejdede områder og sparer det. Ved Q=4 kan De ikke influere på tilkørselsmåden sletcyklus en genererer tilkørselsvejen. Ved små affasninger/afrundinger gælder: Rådybde eller tilspænding (med G95-Geo) er ikke programmeret: CNC PILOT en gennemfører en automatisk tilspændingsreducering. Affase/afrunding bliver bearbejdet med mindst 3 omdrejninger. Rådybde eller tilspænding (med G95-Geo) er programmeret: Ingen automatisk tilspændingsreducering Ved affasning/afrunding, der på grund af størrelsen skal bearbejdes med mindst 3 omdrejninger, finder ingen automatisk tilspændingsreducering sted. G890 Q4 Restsletning Ved restsletning (G890 Q4) kontrollerer CNC PILOT en, om værktøjet kan køre ind kollisionsfrit i konturdalen. Retningsgivende for denne kollisionskontrol er værktøjsparameter Bredde dn (se Anvisninger for værktøjsdata ). Parametre NS: Start-bloknummer (start på konturafsnit) NE: Slut-bloknummer (enden på konturafsnittet) E: Indstikforhold E=0: Faldene konturer bearbejdes ikke E>0: Indstikstilspænding Ingen indlæsning: Tilspændingsreducering afhængig af indstiksvinkel maximal 50% W: Kendetegn start/ende default: 0 En affase/afrunding bliver bearbejdet: V=0: Ved start og ved ende V=1: Ved start V=2: Ved ende V=3: Ingen bearbejdning V=4: Affase/afrunding bliver bearbejdet ikke grundelementet (forudsætning: Konturafsnit med ét element) Fortsættelse næste side DIN PLUS
145 Q: Tilkørselsart default: 0 Q=0: Automatisk valg CNC PILOT en kontrollerer: Diagonal tilkørsel først X-, så Z-retning ækviidistant omkring forhindringen udeladende det første konturelement, når startpositionen er utilgængelig Q=1: Først X-, så Z-retning Q=2: Først Z-, så X-retning Q=3: Ingen tilkørsel værktøjet er i nærheden af startpunktet Q=4: Restsletning H: frikørselsart default: 3 værktøjet løfter under 45 mod bearbejdningsrretningen og kører som følger til positionen I, K : H=0: diagonal H=1: først X-, så Z-retning H=2: først Z-, så X-retning H=3: bliver stående på sikkerhedsafstand H=4: ingen frikørselsbevægelse værktøjet bliver stående på endekoordinateerne X: Snitbegrænsning (diametermål) default: Ingen snitbegrænsning Z: Snitbegrænsning default: Ingen snitbegrænsning D: Udblænding af elementer (influerer på bearbejdningen af frigang, fridrejninger og indstikning: se tabellen) default: 1 I, K: Slutpunkt, der ved enden af cyklus bliver kørt til (I diametermål) O: Tilspændingsreducering default: 0 O=0: Ingen tilspændingsreducering O=1: Aktiv tilspændingsreducering Snitbegrænsning: Værktøjspositionen før cykluskald er målgivende for udførelsen af en snitbegrænsning. CNC PILOT en spåntager materialet på den side af snitbegrænsningen, på hvilken værktøjet står før cykluskaldet. G57-sletspån: forstørrer konturen (også indv.konturer) G58-sletspån: >0: Forstørrer konturen <0: Formindsker konturen G57-/G58-sletspån bliver slettet efter cyklusende 4.7 Drejecykler Frigang/Frigangskombinationer udblænder De som følger: D G22 G23 G23 G25 G25 G25 = H0 H1 H4 H5/6 H7..9 K : Udblænde elementer Yderligere D-koder for udblænding af frigang/ indstikning: De adderer koderne, for at udblænde flere frigangee/indstikninger: G-kald Funktion D-kode G22 Tætningsring indstikning 512 G22 Sikringsring indstikning G23 H0 Generel indstikning 256 G23 H1 Fridrejning G23 H4 Frigang form U G23 H5 Frigang form E G23 H6 Frigang form F G23 H7 Frigang form G G23 H8 Frigang form H G23 H9 Frigang form K HEIDENHAIN CNC PILOT
146 4.7 Drejecykler Enkle drejecykler Cyklusende G80 Afslutter bearbejdningscyklen. Enkel langsdrejning G81 G81 spåntager (skrubber) det med den aktuelle værktøjsposition og X, Z beskrevne konturområde. Ved en skråflade definerer De vinklen med I og K. CNC PILOT en genkender en udvendig-/indvendig bearbejdning ved hjælp af stedet for målpunktet. Snitopdelingen bliver beregnet således, at et slibesnit bliver undgået og den udregnede fremrykning er den maximale fremrykning I. Sletspån: G57-sletspån bliver omregnet fortegnsrigtigt (herved er sletspån ved indv.bearbejdning ikke mulig) bliver efter enden af cyklus virksom G58-sletspån: Bliver ikke omregnenet Cyklusafvikling 1 Udregner snitopdelingen (fremrykning) 2 Fremrykker akseparallelt ud fra startpunktet til det første snit 3 Kører med tilspænding til Z-målpunkt 4 Afhængig af fortegnet I : I<0: Afspånes langs med konturen I>0: Hæver i 45 op med 1 mm 5 Kører i ilgang tilbage og fremrykker for det næste snit 6 Gentager 3...5, til målpunkt X er nået 7 Kører væk: X sidste ophævekoordinat Z cyklusstartpunkt Programmering X, Z: absolut, inkremental eller selvholdende Skærradiuskorrektur: bliver ikke gennemført Sikkerhedsafstand efter hvert skridt: 1mm. Parameter X/Z: Målpunkt kontur (X diametermål) I: Maksimal fremrykning i X-retning I<0: Med frakørsel af kontur I>0: Uden frakørsel af kontur K: Forskydning i Z-retning default: 0 Q: G-Fkt. fremrykning default: 0 0: fremrykning med G0 (ilgang) 1: fremrykning med G1 (tilspænding) DIN PLUS
147 Enkel plandrejning G82 G82 afspåner (skrubber) det med den aktuelle værktøjsposition og X, Z beskrevne konturområde. Ved en skråflade definerer De vinklen med I og K. CNC PILOT en genkender en udvendig-/indvendig bearbejdning ved hjælp af stedet for målpunktet. Snitopdelingen bliver beregnet således, at et slibesnit bliver undgået og den udregnede fremrykning er den maximale fremrykning K. Sletspån: G57-sletspån bliver omregnet fortegnsrigtigt (herved er sletspån ved indv.bearbejdning ikke mulig) bliver efter enden af cyklus virksom G58-sletspån: Bliver ikke omregnenet Cyklusafvikling 1 Udregner snitopdelingen (fremrykning) 2 Fremrykker akseparalellt ud fra startpunktet til det første snit 3 Kører med tilspænding til X-målpunktet 4 Afhængig af fortegnet K : K<0: Afspånes langs med konturen K>0: Hæver i 45 op med 1 mm 5 Kører i ilgang tilbage og fremrykker for det næste snit 6 Gentager 3...5, til målpunkt Z er nået 7 Kører væk: X cyklusstartpunkt Z sidste opløftekoordinat Parameter X/Z: Målpunkt kontur (X diametermål) I: Forskydning i X-retning default: 0 K: Maksimal fremrykning K<0: Med frakørsel af kontur K>0: Uden frakørsel af kontur Q: G-Fkt. fremrykning default: 0 0: fremrykning med G0 (ilgang) 1: fremrykning med G1 (tilspænding) Programmering X, Z: absolut, inkremental eller selvholdende Skærradiuskorrektur: bliver ikke gennemført Sikkerhedsafstand efter hvert skridt: 1mm. 4.7 Drejecykler HEIDENHAIN CNC PILOT
148 4.7 Drejecykler Konturgentagelsescyklus G83 G83 udfører de i følgeblokken programmerede funktioner flere gange (enkle kørselsveje eller cykler uden konturbeskrivelse). G80 afslutter bearbejdningscyklus en. Er tallet for fremrykningen i X- og Z-retning forskellig, bliver til at begynde med arbejdet i begge retninger med de programmerede værdier. Fremrykningen bliver sat på nul, når målværdien for en retning er nået. Anvisninger for programmering af G83 Står alene i blokken Må ikke programmeres med K-variable Må ikke sammenkædes, heller ikke ved kald af underprogrammer Sletspån: G57-sletspån bliver omregnet fortegnsrigtigt (herved er sletspån ved indv.bearbejdning ikke mulig G58-sletspån: Bliver tilgodeset, når De arbejder med SRK G57- og G58-sletspån bliver virksom efter enden af cyklus Cyklusafvikling 1 Begynder cyklusbearbejdningen fra værktøjspositionen. 2 Fremrykker med det i I, K" definerede bidrag 3 Gennemfører den i følgeblokken definerede bearbejdning, hvorved afstanden fra værktøjsposition til konturstartpunkt bliver antaget som sletspån 4 Kører diagonalt tilbage 5 Gentager 2...4, indtil målpunkt kontur er nået 7 Kører tilbage til cyklusstartpunktet Skærradiuskorrektur: bliver ikke gennemført. De kan programmere SRK med G40..G42 separat. Sikkerhedsafstand efter hvert skridt: 1mm. Pas på kollisionsfare! efter et snit kører værktøjet diagonalt tilbage, for at fremrykke til det næste snit. Programmér, om nødvendigt, en yderligere ilgangsvej for at undgå en kollision. Parameter X/Z: Målpunkt kontur (X diametermål) default: overtagelse af de sidste X/Z-koordinater. I: Maksimale fremrykning i X-retning (radiusmål) default: 0 K: Maksimale fremrykning i Z-retning default: DIN PLUS
149 Cyklus frigang G85 G85 fremstiller frigang ifølge DIN 509 E, DIN 509 F og DIN 76 (gevindfrigang). CNC PILOT en skelner mellem frigangstyper ved hjælp af K. Frigangsparameter: Se tabellen Den foran liggende cylinder bliver bearbejdet, når De positionerer værktøjert på cylinderdiameteren X før cylinderen. Afrundingen for gevindfrigangen bliver udført med radius 0,6 * I. Parameter X, Z: målpunkt (X som diametermål) I: dybde/sløjfeovermål (radiusmål) DIN 509 E, F: sløjfeovermål default: 0 DIN 76: frigangsdybde K: frigangsbredde og frigangstype K ingen indlæsning: DIN 509 E K=0: DIN 509 F K>0: frigangslængde ved DIN 76 E: reduceret tilspænding (for udførelsen af frigang) ingen indlæsning: aktiv tilspænding Skærradiuskorrektur: Bliver ikke gennemført Sletspån: Bliver ikke omregnet Frigang DIN 76 (gevindfrigang) 4.7 Drejecykler Frigang ifølge DIN 509 E Diameter I K R < 18 0,25 2 0,6 > ,35 2,5 0,6 > 80 0, Frigang ifølge DIN 509 F Diameter I K R P < 18 0,25 2 0,6 0,1 > ,35 2,5 0,6 0,2 > 80 0, ,3 Frigangsvinkel ved frigang DIN 509 E og F: 15 Planvinkel ved frigang DIN 509 F: 8 I = frigangsdybde K = frigangsbredde R = frigangsradius P = Plandybde Frigang DIN 509 E Frigang DIN 509 F HEIDENHAIN CNC PILOT
150 4.7 Drejecykler Indstikning G86 G86 fremstiller enkle radiale og axiale indstikninger med affasning. CNC PILOT en fremskaffer en radial/axial hhv. en indv.-/ udv.indstikning ved hjælp af værktøjsplaceringen. Sletspån K programmeret: Først forstikning, så færdigstikning (slette) G86 fremstiller affasning på siden af indstikningen. De skal positionere værktøjet rigeligt før indstikningen, hvis De ikke vil have afasning. Beregning af startposition XS (diametermål): XS = XK + 2 * (1,3 b) XK: Konturdiameter b: Fasebredde Cyklusafvikling 1 Beregner snitopdelingen maximal forskydning: SBF * skærbredde (SBF: Se bearbejdningsparameter 6) 2 Kører akseparallelt i ilgang til sikkerhedsafstand 3 Indstikker under hensyntagen til sletspån 4 Uden sletspån: Dvæletid tiden E 5 Kører tilbage og fremrykker påny 6 Gentager 2...4, indtil indstikningen er fremstillet 7 Med sletspån: Sletter indstikningen 8 Kører akseparallelt i ilgang tilbage til startpunktet Parameter X, Z: hjørnepunkt i bunden (X diametermål) Radial indstikning: I: Sletspån I>0: Sletspån (forstikning og sletning) I=0: Ingen sletning K: Indstiksbredde ingen indlæsning: Der følger et stikløft (indstiksbredde = værktøjsbredde) Axial indstikning: I: Indstiksbredde ingen indlæsning: Der følger et stikløft (indstiksbredde = værktøjsbredde) K: Sletspån K>0: Sletspån (forstikning og sletning) K=0: Ingen sletning E Dvæletid (friskærtid) default: Varighed af en omdrejning Med sletspån: Kun ved sletning Uden sletspån: Ved hver indstikning Skærradiuskorrektur: Bliver gennemført Sletspån: Bliver ikke omregnet DIN PLUS
151 Cyklus radius G87 G87 fremskaffer overgangsradier på retvinklede, akseparallelle indv.- og udv.hjørner. Retningen bliver afledt fra sted/ bearbejdningsretning" af værktøjet. Det forudgående længde- eller planelement bliver bearbejdet, hvis værktøjet før cyklusudføringen står på X- eller Z-koordinater til hjørnepunktet. Parameter X, Z: hjørnepunkt (X diametermål) B Radius E Reduceret tilspænding default: Aktiv tilspænding 4.7 Drejecykler Skærradiuskorrektur: Bliver gennemført Sletspån: Bliver ikke omregnet Cyklus affasning G88 G88 fremskaffer affasning på retvinklede, akseparallelle udv.hjørner. Retningen bliver afledt fra sted/bearbejdningsretning" af værktøjet. Det forudgående længde- eller planelement bliver bearbejdet, hvis værktøjet før cyklusudføringen står på X- eller Z-koordinater til hjørnepunktet. Parameter X, Z: hjørnepunkt (X diametermål) B Fasebredde E Reduceret tilspænding default: Aktiv tilspænding Skærradiuskorrektur: bliver gennemført Sletspån: Bliver ikke omregnet HEIDENHAIN CNC PILOT
152 4.8 Gevindcykler 4.8 Gevindcykler Slæden behøver et indløb før det egentlige gevind, for at accelerere til den programmerede tilspændingshastighed og et udløb (overløb) ved enden af gevindet for at opbremse slæden. Er gevindindløbet/-udløbet for kort, kan det give kvalitetsskader. CNC PILOT en afgiver i disse tilfælde en advarsel. Indløbslængde: BA > 0,75 * (F*S)² / a + 0,15 Gevindcyklus G31 G31 fremstiller med G24-, G34- eller G37-Geo definerede enkle, sammenkædede og flergængede gevind. Udv.- eller indv.gevind bliver genkendt ved hjælp af værktøjsdefinitionen. Gevindesnittene bliver beregnet ved hjælp af gevinddybde, fremrykning I og fremrykningstype V. Parameter NS: Bloknummer (reference fra basiselement G1-Geo; sammenkædede gevind: Bloknummer for det første basiselement) I: Maksimal fremrykning B, P: Indløbslængde, overløbslængde ingen indlæsning: Længen bliver fremskaffet fra sideliggende frigang eller indstikning. Frigang/indstikning er eksisterer ikke: gevindindløb-, gevindudløbslængde fra bearbejdnings-parameter 7. D: Skærretning (henf.: definitionsretning basiselement) default: 0; D=0: samme retning D=1: modsatte retning V: Fremrykningsart default: 0; V=0: Konstant spåntværsnit ved alle snit V=1: Konstant fremrykning V=2: Med restsnitopdeling første fremrykning = rest ved division gevinddybde/snitdybde. Sidste snit bliver opdelt i 1/2-, 1/4-, 1/8- og 1/8-snit. V=3: Fremrykning bliver beregnet ud fra stigning og omdr.tal H: Forskydningsart (fremrykningng for glatning af gevindflanker) default: 0 H=0: Uden forskydning H=1: Forskydning fra venstre H=2: Forskydning fra højre H=3: Forskydning skiftevis højre/venstre Q: Antal tomme gennemløb efter det sidste snit (for opbygning af snittryk i bunden af gevind) default: 0 C: Startvinkel (gevindstart ligger defineret til ikkerotationssymetriske konturelementer) default: 0 Pas på kollisionsfare! Ved en for stor overløbslængde P består en kollisionsfare. De kontrollerer overløbslængden i simuleringen. Udløbslængde: BE > 0,75 * (F*S)² / e + 0,15 BA: minimale indløbslængde BE: minimale udløbslængde F: Gevindstigning i mm/omdrejning S: Omdr.tal i omdrejninger/sekund a, e: Acceleration i mm/s² (se Acceleration blokstart/blokende i maskinparameter 1105,...) Cyklusafvikling 1 Udregner snitopdelingen 2 Kører diagonalt i ilgang til det interne startpunkt, der fremkommer fra tilløbslængden B og sikkerhedsafstanden 3 Kører eet gevindsnit 4 Kører i ilgang tilbage og fremrykker for det næste snit 5 Gentager indtil gevindee er færdiglavet 6 Gennemfører de tomme snit 7 Kører tilbage til det interne startpunkt Ved flergængede gevind bliver hver gevindgang skåret med samme spåndybde, før der påny bliver fremrykket. Tilspændings-stop virker ved enden af et gevindsnit. Tilspændingsoverride er ikke virksom. Ved udkoblet forstyring må spindeloverride ikke bruges! DIN PLUS
153 Enkel gevindcyklus G32 G32 fremstiller et enkelt gevind i vilkårlig retning og sted (længde-, kegle- eller fladgevind; indv.- eller udv.gevind). G32 fremstiller gevindet ved hjælp af slutpunkt gevind", gevinddybde" og den aktuelle værktøjsposition. Hovedbearbejdningsretningen for værktøjet bestemmer, om der laves et udv.- eller indv.gevind. Første fremrykning = resten ved division gevinddybde/snitdybde Parameter X, Z: Slutpunkt for gevind (X diametermål) F: Gevindstigning P: Gevinddybde I: Maximale snitdybde B: Restsnit default: 0 B=0: opdeling af det sidste snit" i 1/2-, 1/4-1/8-1/8-snit. B=1: uden restsnitopdeling Q: Antal tomme gennemløb efter det sidste snit (for opbygning af snittryk i bunden af gevind) default: 0 K: Udløbslængde ved enden af gevindet default: 0 W: Kegelevinkel (område: 45 < W < 45 ) default: 0; Stedet for keglegevindet henført til længde- eller planakse. W>0: Stigende kontur (i bearbejdningsretning) W<0: Faldende kontur C: Startvinkel (gevindstart ligger defineret til ikkerotationssymetriske konturelementer) default: 0 H: Forskydningsart (forskydning af de enkelte fremrykninger for glatning af gevindflanken) default: 0 H=0: Uden forskydning H=1: Forskydning fra venstre H=2: Forskydning fra højre H=3: Forskydning skiftevis fra højre/venstre Cyklusafvikling 1 Udregner snitopdelingen 2 Kører eet gevindsnit 3 Kører i ilgang tilbage og fremrykker for det næste snit 4 Gentager indtil gevindet er færdiglavet 5 Gennemfører de tomme snit 6 Kører tilbage til startpunktet Tilspændings-stop virker ved enden af et gevindsnit. Tilspændingsoverride er ikke virksom. Spindeloverride er ikke virksom. Fremstille gevind med G95 (tilspænding pr. omdrejning). Forstyring er udkoblet. 4.8 Gevindcykler HEIDENHAIN CNC PILOT
154 4.8 Gevindcykler Envejs gevind G33 G33 fremstiller gevind i vilkårlig retning og sted (længde-, kegleeller fladgevind; indv.- eller udv.gevind). G33 gennemfører et enkelt gevindsnit, der begynder på værktøjspositionen og slutter ved X, Z. (Spindel og tilspændingsdrev bliver synkroniseret ved gevindsnittet.) Parameter X, Z: Diameter, længde slutpunkt gevindsnit (X diametermål) F: Tilspænding pr. omdrejning (gevindstigning) B, P: Indløbslængde, overløbslængde default: 0 (se 4.8 Gevindcykler ) C: Startvinkel (gevindstart ligger defineret til ikkerotationssymetriske konturelementer) default: 0 Q: Nummer på spindel H: Henføringsretning for gevindstigning default: 0 H=0: Tilspænding på Z-akse (for længde- og keglegevind til maximalt +45 / 45 til Z-aksen H=1: Tilspænding på X-akse (for flad- og keglegevind til maximalt +45 / 45 til X-aksen H=2: Tilspænding på Y-akse H=3: Banetilspænding E: Variabel stigning default: 0 E=0: Konstant stigning E>0: Forhøjer stigningen pr. omdrejning med E E<0: Formindsker stigningen pr. omdrejning med E Tilspændings-stop virker ved enden af et gevindsnit. Tilspændingsoverride er ikke virksom. Ved udkoblet forstyring må spindeloverride ikke bruges! Fremstille gevind med G95 (tilspænding pr. omdrejning) DIN PLUS
155 4.9 Borecykler Borecyklus G71 G71 fremstiller aksiale/radiale boringer med faststående eller drevne værktøjer. Cyklus en bliver anvendt til : Enkeltboring uden konturbeskrivelse Boring med konturbeskrivelse (enkeltboring eller hulmønster) for programafsnit: ENDE BAGFLADE CYLINDER Når en tilspændingsreducering er indsat, er af bortypen afhængig: Vendeplattebor og spiralbor med 180 borvinkel: Reducering ved enden af boret 2*sikkerhedsafstand Andre bor: Borende ansnitslængde sikkerhedsafstand (Ansnitlængde=bor-spids; sikkerhedsafstand: Se bearbejdningsparameter 9 bor hhv. G47, G147 ) Cyklusafvikling 1 Ved boring uden konturbeskrivelse : Forudsætning: Boret står på sikkerhedsafstand før boringen ( startpunkt ) Ved boring med konturbeskrivelse : Kører i ilgang til startpunkt : K ikke programmeret: Kører til sikkerhedsafstand K programmeret: Kører til positionen K og så til sikkerhedsafstanden 2 Anboring tilspændingsreducering afhængig af V 3 Boring med tilspændingshastighed 4 Gennemboring tilspændingsreducering afhængig af V 5 Udkørsel i ilgang/tilspænding afhængig af D 6 Udkørselsposition: K ikke programmeret: Udkørsel til startpunktet K programmeret: Udkørsel til positionen K 4.9 Borecykler Parameter NS: Bloknummer kontur af boring (G49-, G300- eller G310-Geo) ingen indlæsning: Enkeltboring uden konturbeskrivelse X, Z: Sted, længde endepunkt axiale/radiale boringer (X diametermål) E: Dvæletid i sekunder (for friskæring ved bunden af boringen) default: 0 V: Tilspændingsreducering (50%) default: 0 V=0 eller 2: Reducering ved start V=1 eller 3: Reducering ved start og ende V=4: Reducering ved ende V=5: Ingen reduceering Undtagen ved V=0 og V=1: Ingen reducering ved anboring med vendeplattebor og spiralbor med 180 borvinkel D: Udkørselshastighed default: 0 D=0: Ilgang D=1: Tilspænding K: Udkørselsplan (radiale boringer, boringer i YZ-plan: Diametermål) default: For startposition hhv. på sikkerhedsafstand Enkeltboring uden konturbeskrivelse: X eller Z programmeres alternativt. Boring med konturbeskrivelse: X, Z programmeres ikke. Hulmønster: NS viser på konturen boringen (ikke på mønsterdefinitionen). HEIDENHAIN CNC PILOT
156 4.9 Borecykler Udboring, undersænkning G72 Brug af G72: Udboring, undersænkning, reifning, NC-anboring eller centrering for aksiale/radiale boringer med faststående eller drevne værktøjer. G72 bliver brugt til boringer med konturbeskrivelse (enkeltboring eller hulmønster) af programafsnit: ENDEFLADE BAGFLADE CYLINDER Parameter NS: Bloknummer kontur for boring (G49-, G300- eller G310-Geo) E: Dvæletid (for friskæring ved bunden af boring) default: 0 D: Udkørselshastighed default: 0 D=0: Ilgang D=1: Tilspænding K: Udkørselsplan (radiale boringer, boringer i YZ-plan: Diametermål) default: For startposition hhv. til sikkerhedsafstand Cyklusafvikling 1 Kører afhængig af K i ilgang til startpunkt : K ikke programmeret: Kører til sikkerhedsafstand K programmeret: Kører til position K og kører så til sikkerhedsafstand 2 Borer med tilspændingsreducering (50%) 3 Kører med tilspænding til enden af boringen 4 Udkørsel i ilgang/tilspænding afhængig af D 5 Udkørselspositionen er afhængig af K : K ikke programmeret: Udkørsel til startpunkt K programmeret: Udkørsel til position K Hulmønster: NS" viser på konturen boringen (ikke på mønsterdefinitionen) DIN PLUS
157 Gevindboring G73 G73 skærer axiale/radiale gevind med faststående eller drevne værktøjer. G73 bliver brugt til boringer med konturbeskrivelse (enkeltboring eller hulmønster) af programafsnit: ENDE BAGFLADE CYLINDER Startpunktet bliver fremskaffet fra sikkerhedsafstand og indløbslængden B. Betydning af Udtrækslængde J : De skal anvende denne parameter ved spændetænger med længdeudligning. Cyklus beregner på basis af gevinddybden, den programmerede stigning og udtrækslængden en ny nominel stigning. Den nominelle stigning er noget mindre end gevindborets stigning. Ved fremstillingen af gevindet bliver boret udtrukket af centrerpatronen med udtrækslængden. Med dette forløb opnår De bedre brugstider ved gevindbor. Parameter NS: Bloknummer kontur for boring (G49-, G300- eller G310-Geo) B: Indløbslængde default: bearbejdnings-parameter 7 gevindindløbslængde [GAL] S: Udkørselsomdr.tal default: omdr.tal for gevindboret K: Udkørselsplan (radiale boringer, boringer i YZ-plan: Diametermål) default: For startposition hhv. på sikkerhedsafstand J: Udtrækslængde ved anvendelse af spændetang med længdeudligning default: 0 Cyklusafvikling 1 Kører afhængig af K i ilgang til startpunkt : K ikke programmeret: Kører til sikkerhedsafstand K programmeret: Kører til position K og kører så til sikkerhedsafstand 2 Kører med tilspænding indløbslængden B (synkronisering af spindel og tilspændingsdrev) 3 Skærer gevindet 4 Kører tilbage med udkørselsomdr.tal S afhængig af K : K ikke programmeret: Til Startpunkt K programmeret: Til position K Hulmønster: NS viser på konturen boringen (ikke på mønsterdefinitionen). Cyklus-stop virker ved enden af et gevindsnit. Tilspændingsoverride er ikke virksom. Spindeloverride må ikke benyttes! 4.9 Borecykler HEIDENHAIN CNC PILOT
158 4.9 Borecykler Gevindboring G36 G36 skærer axiale/radiale gevind med faststående eller drevne værktøjer. G36 skelner på forhånd fra X/Z, om der skal fremstilles en radial eller axial boring. Kør til startpunkt før G36. G36 kører efter gevindboringen tilbage til startpunktet. Parameter X: Diameter slutpunkt axiale boringer Z: Længde slutpunkt radiale boringer F: Tilspænding pr. omrejning gevindstigning Q: Nummer på spindel default: 0 (hovedspindel) B: Indløbslængde for synkronisering af spindel og tilspændingsdrev (se G33 ) H: Henføringsretning for gevindstigning default: 0 H=0: Tilspænding på Z-akse H=1: Tilspænding på X-akse H=2: Tilspænding på Y-akse H=3: Banetilspænding S: Udkørselsomdr.tal (højere omdr.tal for udkørselsbevægelse) default: Samme omdr.tal som ved gevindboring Bearbejdningsmuligheder: Faststående gevindbor: Hovedspindel og tilspændingsdrev bliver synkroniseret. Drevne gevindbor: Det drevne værktøj (hjælpespindel) og tilspændingsdrev bliver synkroniseret. Cyklus-stop virker ved enden af et gevindsnit. Tilspændingsoverride er ikke virksom. Spindeloverride må ikke benyttes! Ved uregulerede værktøjsdrev (uden ROD-giver) er en kompenserende patron nødvendig DIN PLUS
159 Dybhulboring G74 G74 fremstiller axiale/radiale boringer i flere trin med faststående eller drevne værktøjer. Det første boresnit sker med den 1. boredybde P. Ved alle yderligere boretrin bliver dybden formindsket med reducerværdien I, hvorved den minimale boredybde J ikke bliver underskredet. Efter hvert boresnit bliver boret udkørt med udkørselsafstanden B hhv. til startpunkt boring. Cyklus en bliver anvendt til : Enkeltboring uden konturbeskrivelse Boring med konturbeskrivelse (enkeltboring eller hulmønster) for programafsnit: ENDE BAGFLADE CYLINDER Når en tilspændingsreducering er indsat, er af bortypen afhængig: Vendeplattebor og spiralbor med 180 borvinkel: Reducering ved enden af boret 2*sikkerhedsafstand Andre bor: Borende ansnitslængde sikkerhedsafstand (Ansnitlængde=bor-spids; sikkerhedsafstand: Se bearbejdningsparameter 9 bor hhv. G47, G147 ) Parameter NS: Bloknummer kontur af boring (G49-, G300- eller G310-Geo) ingen indlæsning: Enkeltboring uden konturbeskrivelse X, Z: Sted, længde endepunkt axiale/radiale boringer (X diametermål) P: 1. Boredybde I: Reduceringsværdi default: 0 B: Udkørselsafstand default: Til startpunkt boring J: Minimal boredybde default: 1/10 af P E: Dvæletid (for friskæring ved bunden af boring) default: 0 V: Tilspændingsreducering (50%) default: 0 V=0 eller 2: Reducering ved start V=1 eller 3: Reducering ved start og ende V=4: Reducering ved ende V=5: Ingen reduceering Undtagen ved V=0 og V=1: Ingen reducering ved anboring med vendeplattebor og spiralbor med 180 borvinkel D: Udkørselshastighed og fremrykning indenfor boringen default: 0 D=0: Ilgang D=1: Tilspænding K: Udkørselsplan (radiale boringer: Diametermål) default: For startposition hhv. til sikkerhedsafstand Cyklusafvikling 1 Ved boring uden konturbeskrivelse : Forudsætning: Boret står på sikkerhedsafstand før boringen ( startpunkt ) Ved boring med konturbeskrivelse : Kører afhængig af K i ilgang til startpunkt : K ikke programmeret: Kører til sikkerhedsafstand K programmeret: Kører til position K og så til sikkerhedsafstand 2 Anboring tilspændingsreducering afhængig af V 3 Boring i flere trin 4 Gennemboring tilspændingsreducering afhængig af V 5 Udkørsel i ilgang/tilspænding afhængig af D 6 Udkørselspositionen er afhængig af K : K ikke programmeret: Udkørsel til startpunkt K programmeret: Udkørsel til position K Enkeltboring uden konturbeskrivelse: X eller Z programmeres alternativt. Boring med konturbeskrivelse: X, Z programmeres ikke. Hulmønster: NS viser på konturen boringen (ikke på mønsterdefinitionen). En tilspændingsreducering ved enden sker kun ved det sidste boretrin. 4.9 Borecykler HEIDENHAIN CNC PILOT
160 4.10 C-akse-bearbejdning 4.10 C-akse-bearbejdning Generelle C-akse-funktioner Vælg C-akse G119 De anvender G119, når flere C-akser er forhånden og den aktive C-akse bliver skiftet i løbet af bearbejdningen. G119 tilordner den under Q angivne C-akse til slæden. Før overgivelse af en aktiv C-akse til en anden slæde skal De fravælge den gamle tilordning med G119 uden Q. Parameter Q: Nummeret på C-aksen default: 0 Q=0: Tilordning til C-akse ophæve slæden Q>0: Tilordne C-aksen til slæden Referencediameter G120 G120 fastlægger referencediameteren for den afviklende cylinderflade. De programmerer G120, når anvender CY ved G G113. G120 er selvkoblende Parameter X: Diameter Nulpunkt-forskydning C-akse G152 G152 definerer nulpunktet for C-aksen (henf.: maskin-parameter 1005, ff referencepunkt-c-akse ). Nulpunktet gælder til programenden. Parameter C: Vinkel til det nye C-akse-nulpunkt Normering af C-akse G153 G153 fastlægger en kørselsvinkel >360 eller <0 på den tilsvarende vinkel modulo 360 tilbage uden at C-aksen bliver kørt. G153 bliver kun anvendt ved cylinderfladebearbejdning. På endefladen sker en automatisk modulo 360 normering DIN PLUS
161 Ende-/bagfladebearbejdning Ilgang ende-/bagside G100 Værktøjet kører i ilgang den korteste vej til slutpunkt. Parameter X: Diameter for slutpunktet C: Vinkelmål for slutpunktet XK, YK: Slutpunkt i kartesiske koordinater Z: Slutdybde default: aktuel Z-position Programmering X, C, XK, YK, Z: Absolut, inkremental eller selvholdende Programmér enten X C eller XK YK Pas på kollisionsfare! Ved G100 gennemfører værktøjet en retlinie bevægelse. For positionering af emnet på en bestemt vinkel kan De benytte G C-akse-bearbejdning Lineær ende-/bagflade G101 Værktøjet kører lineært med tilspænding til slutpunkt. Parameter X: Diameter for slutpunktet C: Vinkelmål for slutpunktet XK, YK: Slutpunkt i kartesiske koordinater Z: Slutdybde default: aktuel Z-position Programmering X, C, XK, YK, Z: Absolut, inkremental eller selvholdende Programmér enten X C eller XK YK Cirkelbuer ende-/bagflade G102/G103 Værktøjet kører cirkulært med tilspænding til slutpunktet. Drejeretning: Se hjælpebillede Ved programmering af H=2 eller H=3 kan De fremstille lineære noter med cirkelformet bund. De definerer kredsmidtpunktet ved H=2: med I og K H=3: med J og K Fortsættelse næste side Cirkelbue G102 HEIDENHAIN CNC PILOT
162 4.10 C-akse-bearbejdning Parameter X: Diameter for slutpunktet C: Vinkelmål for slutpunktet XK, YK: Slutpunkt i kartesiske koordinater R: Radius I, J: Midtpunkt i kartesiske koordinater Z: Slutdybde default: aktuel Z-position H: Cirkelplan (bearbejdningsplan) default: 0 H=0, 1: Endefladebearbejdning (XY-plan) H=2: Bearbejdning i YZ-plan H=3: Bearbejdning i XZ-plan K: Midtpunkt (Z-retning) kun ved H=2, 3 Programmering X, C, XK, YK, Z: Absolut, inkremental eller selvholdende I, J: Absolut eller inkremental enten X C eller XK YK programmeres enten midtpunkt eller radius programmeres ved radius : Kun cirkelbue <= 180 mulig Endepunkt i koordinatoprindelse: XK=0 og YK=0 programmeres Cirkelbue G Cylinderfladebearbejdning Ilgang cylinderflade G110 Værktøjet kører i ilgang den korteste vej til slutpunkt. Parameter Z: Slutpunkt C: Vinkelmål for slutpunktet CY: Slutpunkt som strækningsmål (henf.: cylinderafvikling ved G120-reference-diameter) X: Slutpunkt (diametermål) Programmering Z, C, CY: Absolut, inkremental eller selvholdende Programmér enten Z C eller Z CY G110 er anbefales til positioneringen af C-akse på en bestemt vinkel (programmering: N.. G110 C...) DIN PLUS
163 Lineær cylinderflade G111 Værktøjet kører lineært med tilspænding til slutpunkt. Parameter Z: Slutpunkt C: Vinkelmål for slutpunktet CY: Slutpunkt som strækningsmål (henf.: cylinderafvikling ved G120-reference-diameter) X: Slutdybde (diametermål) default: aktuel X-position Programmering Z, C, CY: Absolut, inkremental eller selvholdende Programmér enten Z C eller Z CY 4.10 C-akse-bearbejdning Cirkulær cylinderflade G112 / G113 Værktøjet kører cirkulært med tilspænding til slutpunktet. Drejeretning: Se hjælpebillede Parameter Z: Slutpunkt C: Vinkelmål for slutpunktet CY: Slutpunkt som strækningsmål (henf.: cylinderafvikling ved G120-reference-diameter) R: Radius K, W: Position, vinkel midtpunkt J: Position midtpunkt som strækningsmål (henf.: afviklede cylinderflade ved G120-reference-diameter) X: Slutdybde (diametermål) default: aktuel X-position Cirkelbuer G112 Programmering Z, C, CY: absolut, inkremental eller selvholdende K, W, J: Absolut eller inkremental Programmér enten Z C ogk W eller Z CY og K J Programmér enten midtpunkt eller radius Ved radius : Cirkelbuer kun <= 180 mulig. Cirkelbuer G113 HEIDENHAIN CNC PILOT
164 4.11 Fræsecykler 4.11 Fræsecykler Konturfræsning G840 G840 fræser, sletter, graverer eller afgrater figuren eller frie konturer (åbne eller lukkede konturer) i programafsnittet: ENDE BAGFLADE CYLINDER NS/NE fastlægger konturafsnittet og konturretningen. Ved lukkede konturer bliver NE ikke programmeret. Ved et enkelt konturelement når De ved programmering af NS og NE en omvending af konturretningen. Fræseretning og fræseradiuskompensation (FRK) influerer De på med cyklustypen Q, fræseløbsretning H og drejeretning af fræser (se tabellen). Afgratning G840 afgrater, når affasebredden B er programmeret. Fræsedybden P bestemmer så indstiksdybden af værktøjet fremrykning I bortfalder. Forbearbejdningsdiameter J (se billedet): Åben kontur J programmeret: Konturen bliver afgratet hele vejen rundt. Forudsætning: Afgratningsværktøjet har en mindre diameter end fræseværktøjet. Åben kontur samme diameter for afgrate- og fræseværktøj: J bortfalder Lukket kontur: Den med cyklustype Q programmerede side bliver afgratet; J bortfalder. De yderligere parametre bliver i regelen programmeret som ved fræsning af konturen. Til- og frakørsel Ved lukkede konturer er lodpunktet for værktøjsposition til det første konturelement til- og frakørselspositionen. Kan loddet ikke tilpasses, er startpunktet til det første element til- og frakørselsposition. Cyklusudførelse 1 Startposition (X, Z, C) er positionen før cyklus 2 Udregner fræsedybde-fremrykningen 3 Kører til sikkerhedsafstand og indstiller til den første fræsedybde 4 Fræser konturen 5 ved åbne konturer og ved noter med notbredde = fræserdiameter: indstiller for den næste fræsedybde og fræser konturen i modsat retning. ved lukkede konturer og noter: hæves op til sikkerhedsafstand, kører og indstiller for den næste fræsedybde. 6 gentager 4...5, indtil den komplette kontur er fræst 7 Kører tilbage svarende til udkørselsplan K Ved figurer kan De med start/slut element nummer D/V vælge til-/ frakørselselement eller bearbejde dele af figuren. Sletspån En G58-sletspån forskyder konturen som skal fræses i den retning, som De foregiver med cyklustype. Indv.fræsning (lukket kontur) forskyder kontur indad udv.fræsning udad. Ved åbne konturer bliver afhængig af cyklustype konturen forskudt mod venstre eller højre. Ved cyklustype Q=0 bliver sletspån ikke tilgodeset. G57- og negativ G58-sletspån bliver ikke tilgodeset. Fortsættelse næste side DIN PLUS
165 Parametre Q: Cyklustype (= fræsested) Q=0: Fræsermidtpunkt på konturen (uden FRK) Q=1 lukket kontur: Indv.fræsning Q=1 åben kontur: Til venstre i bearbejdningsretning; på hinanden følgende områder, som skærer hinanden, bliver ikke bearbejdet Q=2 lukket kontur: Udv. fræsning Q=2 åben kontur: Til højre i bearbejdningsretning; på hinanden følgende områder, som skærer hinanden, bliver ikke bearbejdet Q=3 (ved åbne konturer): Afhængig af fræseløbsretning H og drejeretningen af fræseren bliver fræset til venstre eller højre for konturen (se tabellen) Q=4 lukket kontur: Indv.fræsning Q=4 åben kontur: Til venstre i bearbejdningsretningen; på hinanden følgende områder, som skærer hinanden, bliver bearbejdet Q=5 lukket kontur: Udv. fræsning Q=5 åben kontur: Til højre i bearbejdningsretning; på hinanden følgende områder, som skærer hinanden, bliver bearbejdet NS: Bloknummer start af konturafsnit Figurer: Bloknummer for figuren Fri kontur : første konturelement (ikke startpunkt) NE: Bloknummer enden af konturafsnit Figurer, lukkede konturer: Ingen indlæsning Åbne konturer: Sidste til konturelement Konturen består af et element: Indlæsning bortfalder H: Fræseløbsretning default: 0 H=0: modløb H=1: medløb I: (Maximal) fremrykning default: Fræsning i én fremrykning : Fremryktilpænding (dybdefremrykning) default: Aktiv tilspænding E: Reduceret tilspænding for cirkulære elementer default: Aktuelle tilspænding R: Radius til-/frakørselsbuer default: 0 R=0: Konturelementet bliver tilkørt direkte; Fremrykning til tilkørselspunkt ovenover fræseplanet derefter lodret dybdefremrykning R>0: Fræseren kører til-/frakørselsbuer, der tilslutter sig tangentialt til konturelementet R<0 ved indv.hjørne: Fræseren kører til-/frakørselsbuer, der tilslutter sig tangentialt til konturelementet R<0 ved udv.hjørne: Konturelementet bliver lineært til-/ frakørt tangentialt P: Fræsedybde Fræse, slette default: Fræsedybde fra konturbeskrivelse Afgratning: Indstiksdybde af værktøjet K: Udkørselsplan default: Tilbage til startposition Ende- eller bagflade: Udkørselsposition i Z- retning Cylinderflade: Udkørselssposition i X-retning (diametermål) B: Affasebredde ved afgratning af overkant (fortegn uden betydning) J: Forbearbejdningsddiameter (fræserdiameter fra fræsebearbejdning) Nødvendig ved afgratning af åbne konturer Bortfalder, når diameteren på afgratnings- og fræseværktøj er ens D, V: Start, slut element-nummer ved figurer (kun når delfigurer bliver bearbejdet) Element-nummer ved figurer: Kontur-beskrivelsesretning ved figurer: Modurs. Firkant, mangekant og lineær not: stedvinkel (vinkel til længdeakse, hhv. til en mangekantside) vises på det første konturelement Cirkulær not: den største cirkelbue er det første konturelement Fuldkreds: den øverste halvkreds er det første konturelement 4.11 Fræsecykler HEIDENHAIN CNC PILOT
166 4.11 Fræsecykler Lukkede konturer Cyklustype Fræserløbsretning WZ-drejeretning FRK Udførelse Kontur (Q=0) Mx03 Kontur Mx03 Kontur Mx04 Kontur Mx04 Indv. (Q=1) modløb (H=0) Mx03 højre Indv. modløb (H=0) Mx04 venstre Indv. medløb (H=1) Mx03 venstre Indv. medløb (H=1) Mx04 højre Udv. (Q=2) modløb (H=0) Mx03 højre Udv. modløb (H=0) Mx04 venstre Udv. medløb (H=1) Mx03 venstre DIN PLUS
167 Lukkede konturer Cyklustype Fræserløbsretning VRKT.-drejeretning FRK Udførelse Udv. medløb (H=1) Mx04 højre Kontur (Q=0) Mx Fræsecykler Kontur Mx04 Højre (Q=3) modløb (H=0) Mx03 højre Venstre(Q=3) modløb (H=0) Mx04 venstre Venstre(Q=3) medløb (H=1) Mx03 venstre Højre (Q=3) medløb (H=1) Mx04 højre HEIDENHAIN CNC PILOT
168 4.11 Fræsecykler Lommefræsning skrubning G845 G845 skrubber lukkede konturer og figurer i programafsnit: ENDE BAGFLADE CYLINDER Fræseretningen influerer De på med fræseløbsretning H, bearbejdningsretning Q og drejeretningen af fræseren (se tabellen G846 ). Parameter NS: Bloknummer reference til konturbeskrivelse P: (Maksimal) fræsedybde (fremrykning i fræseplanet) I: Sletspån i X-retning K: Sletspån i Z-retning U: (Minimal) overlapningsfaktor overlapning af fræsebanen (overlapning = U*fræserdiameter) default: 0,5 V: Overløbsfaktor er ved bearbejdninger med C-aksen uden betydning H: Fræseløbsretning default: 0 H=0: Modløb H=1: Medløb F: Fremryktilspænding (for dybdefremrykning) default: Aktiv tilspænding E: Reduceret tilspænding for cirkulære elementer default: Aktuelle tilspænding J: Udkørselsplan default: Tilbage til startposition Ende- eller bagflade: Udkørselsposition i Z-retning Cylinderflade: Udkørselssposition i X-retning (diametermål) Q: Bearbejdningsretning default: 0 Q=0: indefra og ud Q=1: udefra og ind Med Y-akse: Se bruger-håndbog CNC PILOT 4290 med Y-akse Cyklusudførelse 1 Startposition (X, Z, C) er positionen før cyklus 2 Udregner skæropdeling (fræseplanfremrykningen, fræsedybde-fremrykningen) 3 Kører til sikkerhedsafstand og indstiller til den første fræsedybde 4 Fræser et plan 5 Hæver op med sikkerhedsafstand, kører til den og fremrykker for den næste fræsedybde 6 Gentager 4...5, indtil den komplette flade er fræst 7 Kører i tilslutning hertil tilbage til udkørselsplan J Sletspån bliver ved G845 tilgodeset (G57: X-, Z-retning; G58: Ækvidistant sletspån i fræseplanet) DIN PLUS
169 Lommefræsning slette G846 G846 sletter lukkede konturer og figurer i programafsnit: ENDE BAGFLADE CYLINDER Fræseretningen influerer De på med fræserløbsretning H, bearbejdningsretning Q og drejeretning af fræseren (se følgende tabel). Parameter NS: Bloknummer reference til konturbeskrivelse P: (Maksimal) fræsedybde (fremrykning i fræseplanet) R: Radius til ind-/udkørselsbuer default: 0 R=0: Der køres direkte til konturelementet; Fremrykning sker på tilkørselspunktet ovenover fræseplanet herefter følgert den lodrette dybde-fremrykning R>0: Fræseren kører en ind-/udkørselsbue, der tilslutter sig tangentialt til konturelementet U: (Minimal) overlapningsfaktor overlapning af fræsebanen (overlapning = U*fræserdiameter) default: 0,5 V: Overløbsfaktor er ved bearbejdninger med C-aksen uden betydning H: Fræseløbsretning default: 0 H=0: Modløb H=1: Medløb F: Fremryktilspænding (for dybdefremrykning) default: Aktiv tilspænding E: Reduceret tilspænding for cirkulære elementer default: Aktuelle tilspænding J: Udkørselsplan default: Tilbage til startposition Ende- eller bagflade: Udkørselsposition i Z-retning Cylinderflade: Udkørselssposition i X-retning (diametermål) Q: Bearbejdningsretning default: 0 Q=0: indefra og ud Q=1: udefra og ind Med Y-akse: Se bruger-håndbog CNC PILOT 4290 med Y-akse Cyklusudførelse 1 Startposition (X, Z, C) er positionen før cyklus 2 Udregner skæropdeling (fræseplanfremrykningen, fræsedybde-fremrykningen) 3 Kører til sikkerhedsafstand og indstiller til den første fræsedybde 4 Fræser et plan 5 Hæver op med sikkerhedsafstand, kører til den og fremrykker for den næste fræsedybde 6 Gentager 4...5, indtil den komplette flade er slettet 7 Kører i tilslutning hertil tilbage til udkørselsplan J 4.11 Fræsecykler Fortsættelse næste side HEIDENHAIN CNC PILOT
170 4.11 Fræsecykler Lommefræsning Cyklus Fræserløbsretning Bearbejdningsretning WZ-drejeretning Udførelse G845 modløb (H=0) indefra (Q=0) Mx03 G846 modløb (H=0) Mx03 G845 modløb (H=0) indefra (Q=0) Mx04 G846 modløb (H=0) Mx04 G845 modløb (H=0) udefra (Q=1) Mx03 G845 modløb (H=0) udefra (Q=1) Mx04 G845 medløb (H=1) indefra (Q=0) Mx03 G846 medløb (H=1) Mx03 G845 medløb (H=1) indefra (Q=0) Mx04 G846 medløb (H=1) Mx04 G845 medløb (H=1) udefra (Q=1) Mx03 G845 medløb (H=1) udefra (Q=1) Mx04 G846 modløb (H=0) Mx03 G846 modløb (H=0) Mx04 G846 medløb (H=1) Mx03 G846 medløb (H=1) Mx DIN PLUS
171 4.12 Specialfunktioner Spændejern ved simulering Spændejern G65 G65 viser spændejernet i simuleringsgrafikken. G65 skal programmeres separat for hvert spændejern. G65 H.. uden X, Z sletter spændejernet. Spændejern er beskrevet i databanken og bliver defineret i SPÆNDEJERN (H=1..3). Parameter H: Spændejernsnummer (H=1..3: Reference til SPÆNDEJERN) X, Z: Startpunkt position for spændejerns-referencepunktet (X diametermål) henf.: Emne-nulpunkt D: Spindelnummer (Henføring: Afsnit SPÆNDEJERN ) Q: Opspændingsmåde (kun ved spændebakker) default: Q fra afsnitt SPÆNDEJERN Spændejern-referencepunkt X, Z bestemmer positionen af spændejern i simuleringsgrafik. Stedet for referencepunktet er afhængig af opspændingsmåde (se billede). CNC PILOT en spejler spændejernet H=1..3, når de bliver placeret til højre for emnet. Anvisninger for fremstilling og for referencepunkt: H=1 centrerpatron Bliver fremstillet åbent Referencepunkt X: Midten af centrerpatron Referencepunkt Z: Højre kant (tag hensyn til bredden af spændebakker) H=2 spændebakker ( opspændingsmåde Q definerer referencepunktet og indv.-/udv.-opspænding) Stedet for referencepunktet: Se billede G65 Indv.-opspænding: 1, 5, 6, 7 Udv.-opspænding: 2, 3, 4 H=3 opspændingstilbehør (centrerspids, kørnerspids, etc.) Referencepunkt i X: Midten af spændejernet Referencepunkt i Z: Spidsen af spændejernet De programmerer NC-blokke med G65 med slædekendetegn $.., når Deres drejebænk har flere slæder. I modsat fald bliver spændejernet tegnet flere gange. Eksempel: Visning af spændejern... SPÆNDEJERN 1 H1 ID KH110 [Centrerpatron] H2 ID KBA [Spændbakker] H4 ID KSP-601N [Kørnerspids]... RÅEMNE N1 G20 X80 Z200 K0... BEARBEJDNING $1 N2 G65 H1 X0 Z-234 $1 N3 G65 H2 X80 Z-200 Q Specialfunktioner HEIDENHAIN CNC PILOT
172 4.12 Specialfunktioner Slædesynkronisering G-funktioner for synkronisering bliver brugt, når flere slæder bearbejder et emne. Synkroniseringen sker med den fælles start af NC-blokke, med mærker og/eller værktøjs-positioner. Ensidig synkronisering G62 Den med G62 programmerede slæde venter, indtil slæde Q har nået mærke H, hhv. mærke og X-/Z-koordinaterne. Mærket bliver fastsat med G162 fra den anden slæde. CNC PILOT en arbejder med Akt.værdien, når De synkroniserer på X-/Z-koordinater. Parameter H: Nummeret på mærket (område: 0 <= H <= 15) Q: Slæden, på hvilken der bliver ventet X, Z: Koordinater, ved hvilke venteforløbet bliver afsluttet default: Der bliver udelukkende synkroniseret på mærket Eksempel G62 $1 N.. G62 Q2 H5 [Slæde 1 venter, til slæde 2 har nået mærke 5] $2 N.. G62 Q1 H7 X200 [slæde 2 venter, til slæde 1 har nået mærke 7 og position X200 ]... Begge slæder skal være tilsagt fra fælles hovedprogram. De synkroniserer ikke på endekoordinaterne af NC-blokke, da positionerne skal være overkørt hhv. på grund af slæbefejl ikke bliver nået. Alternativ: Synkronstart af veje med G63 Ved siden af G-funktioner står programmsynkronisering M97 til rådighed (se 4.17 M-funktioner ). Synchronstart af strækninger G63 G63 bevirker den synkrone (samtidige) start af de programmerede slæder. Eksempel G63 $1$2 N.. G63 $1 N.. G1 X.. Z.. [Start $1, $2 sker samtidig] $2 N.. G1 X.. Z..... Mellem NC-blokken med G63 og blokken med kørselskommando må ingen M- eller T-kommando stå. Fastlæg synkronmærke G162 G162 sætter et synkron-mærke. (En anden slæde venter med G62 på dette mærke.) NC-programudførelsen for denne slæde bliver videreført uden pause. Parameter H: Nummeret på mærket (område: 0<=H<=15) DIN PLUS
173 Spindelsynkronisering, emneoverdragelse Spindelsynkronisering G720 G720 styrer emneoverdragelsen fra Master- til Slave-spindel og synkroniserer funktionen som for eksempel flerkantarter. De programmerer omdr.tallet for masterspindelen med Gx97 S.. og definerer omdr.talforholdet master- til slave-spindel med Q, F. En negativ værdi for Q eller F bevirker en modsatrettet drejeretning for slave-spindelen. Anvend G720 flere gange, når flere slave-spindler skal synkroniseres med een master-spindel. Gældende: Q * master-omdr.tal = F * slave-omdr.tal Parameter S: Nummer på master-spindel [1..4] H: Nummer på slave-spindel [1..4] ingen indlæsning eller H=0:Udkoble spindelsynkronisering C: Forskydningsvinkel [ ] default: 0 Q: Master-omdr.tal-faktor default: 1; område: 100 <= Q <= 100 F: Slave-omdr.tal-faktor default: Q bliver overtaget; område: 100 <= F <= 100 Eksempel G N.. G397 S1500 M3 [omdr.tal og -retning Master-spindel] N.. G720 C180 S4 H2 Q2 F 1 [synkronisering master-spindel slave-spindel. Slavespindelen iler om master-spindel med 180 forud. Slave-spindel: Drejeretning M4; omdr.tal 750] Specialfunktioner C-vinkelforskydning G905 G905 måler vinkelforskydningen ved emneoverdragelsen med drejende spindel. Summen af vinkel C og vinkelforskydning bliver virksom som nulpunkt-forskydning C-akse. Denne værdi bliver gemt i den variable V922 (C-akse 1) hhv. V923 (C-akse 2). Nulpunkt-forskydningen gælder, indtil et andet NC-program bliver aktiveret. Parameter Q: Nummer på C-akse C: Vinkel yderligere nulpunkt-forskydning for forskudt indgreb område: 360 < C < 360 ; default: 0 Pas på kollisionsfare! Ved smalle emner skal bakkerne gribe forskudt. Nulpunkt-forskydning C-akse bliver beholdt: ved skift fra automatik- til manuel drift ved udkobling Registrering af vinkelforskydning ved spindelsynkronløb G906 G906 skriver vinkelforskydningen mellem førende og førte spindel i de variable V921. Programmerings-anvisning: De programmerer kun G906 ved aktivt vinkelsynkronløb begge centrerpatroner skal være lukkede De programmerer G906 i en separat NC-blok De programmerer før forarbejdning af V921 en G909 (fortolkningsstop) G906 fremskaffer et fortolkningsstop HEIDENHAIN CNC PILOT
174 4.12 Specialfunktioner Køre til fastanslag G916 G916 indkobler overvågning af kørselsveje. De kører så med G1 til et fastanslag. CNC PILOT en standser slæden, såsnart slæbefejlen er nået, gemmer positionen og kører tilbage for opbygning af spændingen om reverseringsvejen. Anvendelseseksempel Overdragelse af et forbearbejdet emne med den anden, transportable spindel, når positionen af emnet ikke er kendt eksakt. I maskin-parameterne 1012,.. ;1112, 1162,.. fastlægger De: Slæbefejlsgrænse (for at finde fastanslaget) Reverseringsvej CNC PILOT en sætter tilspændingsoverlejringen på 100% kører indtil fastanslag og standser, såsnart slæbefejlen er nået den resterende kørselsvej bliver slettet gemmer anslagspositionen i de variable V901..V918 kører tilbage på reverseringsvejen generer et fortolkningsstop Programmerings-anvisning: Positionér slæden tilstrækkeligt før anslaget Programmér G916 i en G1-kørselsblok G1.. programmeres som følger: Målposition ligger efter fastanslaget kun én akse køres minuttilspænding skal være aktiv (G94) MP: Målposition for kørselskommandoen S: Slæbefejlsgrænse R: Reverseringsvej Eksempel... N.. G94 F200 $2 N.. G0 Z20 [slæde 2 forpositioneres] $2 N.. G916 G1 Z-10 [overvågning aktiveres, Kør til fastanslag]... Fra software-udgave kan funktionen Kør til fastanslag også benyttes til C-aksen. Afstikkontrol ved hjælp af slæbefejlsovervågning G917 Afstikkontrollen tjener til at undgå kollisioner ved ikke fuldstændigt udførte afstiksforløb. G917 overvåger kørselsvejen. Anvendelse: Afstikkontrol De kører det afstukne emne i retning +Z. Hvis en slæbefejl optræder, gælder emnet som ikke afstukket. Kontrol bumpfri afstikning De kører det afstukne emne i retning Z. Hvis en slæbefejl optræder, gælder det for emnet som ikke korrekt afstukket. I maskin-parametrene 1115, 1165,.. fastlægger De: Slæbefejlsgrænse Tilspænding for den overvågede kørselsvej Fortsættelse næste side DIN PLUS
175 Programmering af afstikkontrol: Afstik emnet Med G917 indkobles overvågning af kørselsvejen Med G1 køres det afstukne emne CNC PILOT en kontrollerer slæbefejlen og skriver resultatet i den variable V300 Udnytte variabel V300 Erfaringsværdier G917 leverer under følgende forudsætninger tilfredsstillende resultater: Ved ru spændbakker indtil 3000 omdrjninger pr. minut Ved glatte spændbakker indtil 2000 omdrejninger pr. minut Spændtryk > 10 bar Programmerings-anvisning: De programmerer G917 og G1 i en blok G1.. programmeres som følger: Ved afstikkontrol : Vejen >0,5 mm (for at muliggøre et kontrolresultat) Ved kontrol af bumpfri afstikning : Vejen < bredde af afstikværktøjet Resultat i variabel V300 0: Emnet blev ikke korrekt / ikke bumpfrit afstukket (slæbefejl erkendt) 1: Emnet blev korrekt/bumpfrit afstukket (ingen slæbefejl erkendt) G917 frembringer et fortolkningsstop 4.12 Specialfunktioner Afstikkontrol ved hjælp af spindelovervågning G991 Afstikkontrollen tjener til at undgå kollisioner ved ikke fuldstændigt udførte afstiksforløb. G991 kontrollerer afstiksforløbet ved kontrol af omdr.talforskellen af begge spindler. Først er begge spindler gennem emnet fastlåst forbundet med hinanden. Først når emnet er afstukket, drejer spindlerne uafhængigt af hinanden. Omdr.talafvigelser og overvågningstid bliver fastlagt i maskin-parametrene 808, 858,..., men kan ændres med G992. CNC PILOT en skriver resultatet af afstikkontrollen i den variable V300. I tilbagekørselsvejen R definerer De vejen der skal kontrolleres og bestemmer, om afstiksvejen (kort før adskillelsen) eller tilbagekørselsvejen skal overvåges (se billedet). Parameter R: Tilbagekørselsvej (radiusværdi) Ingen indlæsning: Omdr.talforskellen af de synkront løbende spindler bliver (een gang) kontrolleret R>0: Overvågning af den resterende afstiksvej R<0: Overvågning af tilbagekørselsvejen overvågningen begynder ved start af tilbagekørselsvej og slutter ved tilbagekørselsvej R Afstikkontrollen med G917 er at foretrække for G991. Ved værktøjsbrud kan opstå omdr.tal forskelle og resultatet af afstikkontrollen forfalskes. Derfor bliver den yderligere overvågning af tilbagekørselsvejen anbefalet. Programmerings-anvisning: Programmér konstant snithastighed G96 Programmér G991 og G1 (afstiksvej eller tilbagekørselsvej) i en blok Resultat i V300: 0: Ikke afstukket 1: Afstukket G991 frembringer et fortolkningsstop HEIDENHAIN CNC PILOT Fortsættelse næste side
176 4.12 Specialfunktioner Værdier for afstikkontrol G992 G992 overskriver maskin-parametre afstikkontrol 808, 858,... Den nye parameter gælder fra den næste NC-blok og forbliver gældende, indtil den af en yderligere G992 eller med hånden bliver overskrevet. Parameter S: Omdr.talforskel (i omdrejninger pr. minut) E: Overvågningstid (i ms) Konturefterføring De følgende G-funktioner influerer på konturefterføringen (se Konturgentagelser ). Eksempel: Programgentagelser (stangbearbejdning), programforgreninger etc. Konturefterføring sikre/indlægge G702 Parameter Q: Sikre/indlægge kontur Q=0: Sikre gemmer den aktuelle kontur konturefterføringen bliver ikke influeret Q=1: Indlægge indlægger den gemte kontur konturefterføringen bliver fortsat med den +indlagte kontur+ De programmerer G702 kun for een slæden i regelen for slæde 1. Konturefterføring G703 Konturefterføringen bliver udkoblet ved IF-, WHILE- eller SWITCHanvisning med V-variable og efter ENDIF, ENDWHILE hhv. ENDSWITCH igen indkoblet. G703 indkobler konturefterføringen for THEN-, ELSE- hhv. CASEgren. Parameter Q: Konturefterføring inde/ude Q=0: ude Q=1: inde K-default-forgrening G706 G706 definerer ved IF-, eller SWITCH-anvisninger med V-variable default-grenen. Kommandoen for default-grene bliver fremtrukket for aktualisering af teknologi-data (værktøj, værktøjsposition, konturefterførig, SRK, etc.). Efter forgrenengen gælder resultatet fra default-grene. Uden default-gren er teknologi-dataerne efter forgreningen udefinerede. Programmerings-anvisning: De programmerer: G706 Q0, 1, 2: Før forgreningen G706 Q3: Ved start af THEN-, ELSE- eller CASE-gren Parameter Q: K-forgrening Q=0: Ingen default-gren defineret; Q=1: THEN-gren som default-gren Q=2: ELSE-gren som default-gren Q=3: Aktuelle gren som default-gren DIN PLUS
177 In-procesmåling Forudsætning: Kontakt måletaster Udnyttelsen af måleresultater er en opgave for NC-programmet. De kan bruge værktøjs-brugstidsovervågning, når NC-programmet melder et opbrugt værktøj ved at sætte værktøjs-diagnose-bit 4 værktøjsslitage som er fremskaffet gennem emne-inprocesmåling (se værktøjsprogrammering ). In-procesmåling indkobling G910 G910 indkobler måletasteren og aktiverer måletasterovervågning. Programmerings-anvisning: G910 programmeres alene i NC-blok G910 er selvholdende G913 udkobler igen måletasteren Programmerings-anvisninger for in-procesmåling: De positionerer måletasteren tilstrækkeligt før målepunkt G1.. Programmeres som følger : Målpositionen ligger tilstrækkeligt efter målepunktet Minuttilspændingen skal være aktiv (G94) Eksempel:In-procesmåling... BEARBEJDNING... N.. T.. [Indsæt måletaster] N.. G910 [Aktivere in-procesmåling] N.. G0.. [forpositionér måletasteren] N.. G912 N.. G1.. [Tilkør måletaster] N.. G914 G1.. [frikør måletaster]... N.. G913 [deaktivér in-procesmåling]... [Udnyt måleværdier] 4.12 Specialfunktioner Akt.værdioptagelse ved in-procesmåling G912 G912 skriver positionen for måletasteren i de variable V901.. V920 (se V-variable ). CNC PILOT en kører til målepunktet og standser ved udbøjning af måletasteren. Den resterende kørselsvej bliver slettet. Reaktionen på situationen taster har efter kørsel ikke udløst målevejen influerer De på med fejludnyttelse Q. Parameter Q: Fejludnyttelse default: 0 Q=0: Tilstand cyklus stop ; Fejlen bliver vist Q=1: Tilstand cyklus inde ; fejlnummer 5518 bliver gemt i variabel V982 X-værdier bliver målt som radiusmål. De variable bliver også brugt af andre G- funktioner (G901, G902, G903 og G916). Pas på, at Deres måleresultater ikke bliver overskrevet. In-procesmålings udkobling G913 G913 udkobler måletasterovervågningen. G913 skal gå foran frikørsel af måletaster. De programmerer G913 alene i en NC-blok. Funktionen fremskaffer et fortolkningsstop. Måletasterovervågning udkobling G914 De udkobler efter udbøjningen af måletasteren måletasterovervågningen, for frikørsel. Frikøre måletaster: Programmér G914 og G1 i en NC-blok HEIDENHAIN CNC PILOT
178 4.12 Specialfunktioner Postprocesmmåling Emnet bliver opmålt udenfor drejebænken og resultatet overført til CNC PILOT en. Hermed er det afhængig af måleindretningen, om måleværdier eller korrekturværdier bliver overført. Når måleindretningen leverer et globalt måleresultat, skal det stå på målested 0. Udnyttelsen af resultaterne er en opgave for NC-programmet. Eksempel: Kompensation for værktøjsslitage gennem korrekturer. De kan bruge værktøjs-brugstidsovervågning, når NCprogrammet melder et opbrugt værktøj ved at sætte værktøjsdiagnose-bit 5 værktøjsslitage som er fremskaffet gennem emnein-procesmåling (se værktøjsprogrammering ). Postprocesmåling G915 G915 modtager kommende måleværdier fra postprocesmåleindretningen og gemmer dem i den variable. Variabelbelægning V939: Globalt måleresultat V940 målestatus 0: Ingen nye måleværdier 1: Nye måleværdier V941..V956 (svarer til målestederne 1..16). Parameter H: Blok H=0: Reserveret for yderligere funktioner H=1: Kommende måleværdier bliver indlæst Eksempel: Benyt måleresultat som korrekturværdi... BEARBEJDNING... N2 T1 [Slette kontur - udvendig]... N49... [Slut emnebearbejdning] N50 G915 H1 [Bed om måleresultater] N51 IF {V940 == 1} [hvis der er resultater ] N52 THEN N53 V {D1 [X] = D1 [X] + V941} [Måleresultat for korrektur D1 addere] N54 ENDIF... De kan kontrollere status for kommunikation med postprocesmåleindretning, såvel de sidst modtagne måleværdier i driftsart maskine automatikdrift (se Status postproces-måling ). Udnyt målestatus, for at undgå en dobbelt hhv. forkert korrekturværdiudregning. Eksempel: Værktøjsbrud-overvågning (Grænseværdi-overvågning)... BEARBEJDNING... N2 T1 [Skrubbe kontur - udvendig]... N49... [Slut emnebearbejdning] N50 G915 H1 [Bed om måleresultater] N51 IF {V940 == 1} [hvis der er resultater ] N52 THEN N53 IF {V941 >= 1} [Måleværdi > 1mm] N54 THEN N55 PRINTA ( måleværdi > 1mm = værktøjs brud ) N56 M0 [programmeret stop cyklus ud] N57 ENDIF N58 ENDIF DIN PLUS
179 Belastningsovervågning Belastningsovervågning kontrollerer kapacitet eller arbejdet af drev og sammenligner dem med grænseværdier, som blev fremskaffet ved referencebearbejdningen. CNC PILOT en tilgodeser to grænseværdier. Første grænseværdi overskrides: Værktøjet bliver kendetegnet som opbrugt og brugstidsovervågningen indsætter ved næste programgennemløb udskiftnings-værktøjet (se Værktøjsprogrammering ). Anden grænseværdi overskrides: Belastningsovervågningen melder værktøjsbrud og standser programudførelsen (tilspændings-stop). Fastlægge overvågningszone G995 G995 definerer overvågningszonen og akserne der skal overvåges. G995 med parameter: Start af overvågningszone G995 uden parameter: Enden af overvågningszone (ikke nødvendig, hvis en yderligere overvågningszone følger) Nummeret på overvågningszonen skal være entydigt indenfor NC-programmet. Pr. slæde er maksimalt 49 overvågningszoner mulig. Parametre H: Nummer på overvågningszone område: Q: Kode for akser (til det overvågende drev): 1: X-akse 2: Y-akse 4: Z-akse 8: Hovedspindel 16: Spindel 1 128: C-akse 1 De summerer koderne ved flere drev. (Eksempel: Z-akse og hovedspindel bliver overvåget: Q=12.) Eksempel: Belastningsovervågning... BEARBEJDNING (BEARBEJDNING)... N.. G996 Q1 H1 [Drejemomentovervågning Ilgangsveje overvåges ikke]... N.. G14 Q0 N.. G26 S4000 N.. T2 N.. G995 H1 Q9 [Hovedspindel og X-akse overvåges ] N.. G96 S230 G95 F0.35 M4 N.. M108 N.. G0 X106 Z4 N.. G47 P3 N.. G820 NS.. [Overvåge tilspændingsveje for skrubcyklus] N.. G0 X54 N.. G0 Z4 N.. M109 N.. G995 [Slut på overvågningszone]... Koden for aksen bliver fastlagt i bitnumre for belastningsovervågning (styrings-parameter 15) Specialfunktioner Art af belastningsovervågning G996 Med G996 kan De midlertidigt udkoble belastningsovervågningen og definere arten af overvågning. Parametre Q: Frikoblingsart (omfang af overvågning) default: 0 Q=0: Overvågning ikke aktiv (gælder for det totale NC-program; også forud programmerede G995 er uvirksomme) Q=1: Ilgangbevægelser overvåges ikke Q=2: Ilgangbevægelser overvåges H: Overvågningsart default: 0 H=0: Drejemoment- og arbejdsovervågning H=1: Drejemomentovervågning H=2: Arbejdsovervågning HEIDENHAIN CNC PILOT
180 4.13 Specielle G-funktioner 4.13 Øvrige G-funktioner Dvæletid G4 CNC PILOT en venter tiden F og udfører så den næste programblok. Bliver G4 programmeret sammen med en kørselsstrækning i en blok, virker dvæletiden til afslutningen af den kørte strækning. Parameter F: Dvæletid [sek] område: 0 < F < 99,999 Præc.stop inde G7 G7 indkobler Præc.stop selvholdende ind. Ved Præc.stop starter CNC PILOT en følgeblokken, når tolerancevindues- stedet er nået til endepunktet (tolerancevindue: Maskinparameter 1106, ff stedregulering liniærakse ). Præc.stop virker på enkeltstrækninger og cykler. NC-blokken, i hvilken G7 er programmeret, bliver allerede udført med præc.stop. Præc.stop ude G8 G8 udkobler Præc.stop. Blokken, i hvilken G8 bliver programmeret, bliver udført uden Præc.stop. Præc.stop G9 G9 aktiverer Præc.stop for NC-blokken, i hvilken det bliver programmeret (se også G7 ). Kør med rundakse G15 G15 drejer drundaksen til den angivne vinkel. Parallelt hertil kan hoved- og/eller hjælpeakser blive kørt lineært. Parameter A, B: Vinkel slutposition for rundakse X, Y, Z: Slutpunkt for hovedakse (X diametermål) U,V,W: Slutpunkt for hjælpeakse Programmering af alle parametre: Absolut, inkremental eller selvholdende DIN PLUS
181 Konvertering og spejling G30 G30 konverterer G-, M-funktioner, slæde- og spindelnumre ved hjælp af konverteringslisten (maskin-parameter 135 ff). G30 spejler kørselsveje og værktøjsmål og forskyder maskin-nulpunktet akseafhængig omkring nulpunkt-offset (se maskin-parameter 1114, 1164,..). Anvendelse: Ved den komplette bearbejdning beskriver De den fuldstændige kontur, bearbejder forsiden, transformerer emnet (pr. Expertprogram ) og bearbejder så bagsiden. For at De kan programmere bearbejdningen af bagsiden som bearbejdningen af forsiden (orientering af Z-akse, drejeretning ved cirkelbuer, etc.), indeholder ekspertprogrammet kommandoer for konvertering og spejling. Parametre H: Tabel-nummer H=0: Udkoble konvertering og omregne offset H=1..4: Konverterings-tabel; Yderligere bliver forskydningen af maskin-nulpunktet aktiveret (maskin-parameter 1114, 1164,...) Q: Udvalg Q=0: Udkobling af kørselsvej- og værktøjs-spejling Q=1: Kørselsvej-spejling for angivne akser ind Q=2: Værktøjsmål-spejling for angivne akser ind X, Y, Z, U, V, W, A, B, C akseudvalg X=0: Spejling af X-akse ude X=1: Spejling af X-akse inde Y=0: Spejling af Y-akse ude etc. Spejle kørselsveje og værktøjslængder i adskilte G30-kommandoer. Q1, Q2 uden aksevalg udkobler spejlingen. Der bliver kun tilbudt konfigurerede akser til udvalg. Pas på kollisionsfare! Ved overgangen fra AUTOMATIK- til MANUEL DRIFT bliver konverteringen og spejlingen bibeholdt. Konvertering/spejling skal være udkoblet, når De efter bagsidebearbejdningen igen aktiverer forsidebearbejdningen (for eksempel ved programgentagelser med M99). Efter et fornyet programvalg er konvertering/spejling udkoblet (eksempel: Overgang fra MAUEL- til AUTOMATIKDRIFT) Øvrige G-funktioner Udkobling af beskyttelseszone G60 G60 ophæver beskyttelseszoneovervågningen. G60 bliver programmeret før kørselskommandoen som skal overvåges hhv. ikke skal overvåges. Anvendelseseksempel: Med G60 ophæver De beskyttelseszoneovervågningen midlertidigt, for at fremstille en centrisk gennemboring. Parametre Q: Q=0: Aktivere beskyttelseszone (selvholdende) Q=1: Deaktivere beskyttelseszone (selvholdende) Q ingen indlæsning: Beskyttelseszone for den aktuelle NCblok deaktiveres Spindel med emne G98 Tilordningen af spindel er nødvendig for gevind-, bore- og fræsecykler, når emnet ikke er i hovedspindelen. Parametre Q: Spindelnummer default: 0 (hovedspindel) HEIDENHAIN CNC PILOT
182 4.13 Øvrige G-funktioner Vent på tidspunkt G204 G204 afbryder NC-programmet indtil det angivne tidspunkt. Parameter D: Dag (D=1..31) default: Næste mulige tidspunkt H, Q H: Time (H=0..23) Q: Minutter (Q=0..59) Aktualisere Sollværdier G717 G717 aktualiserer positions-sollværdier i styringen med positionsdataerne for aksen. Anvendelse: Slette slæbefejl. Normering af slave-akser efter udkoblingen af en master-slaveaksekobling. Fjern slæbefejl G718 G718 forhindrer den automatiske aktualisering af styrings-positions- Sollværdier med positionsdataer for aksen (for eksempel ved kørsel til fastanslag eller efter fratagelsen og nymeddelelse af en styringsfrigivelse). Anvendelse: Før indkoblingen af en master-slave-aksekobling. Parameter Q: Inde/ude Q=0: Ude Q=1: Inde, slæbefejlen bliver gemt Anvend kun G717 og G718 i ekspertprogrammer (se også Idriftsættelse-håndbog sand tidkobbelfunktion ). Akt.værdier i variable G901 G901 overfører Akt.værdien i de variable V901.. V920 (se V-variable ). Funktionen fremskaffer et fortolkningsstop. Nulpunkt-forskydning i variable G902 Overfører forskydningen i Z-retning i de variable V901..V920 (se V-variable ). Funktionen fremskaffer et fortolkningsstop. Slæbefejl i variable G903 G903 overfører aktuelle slæbefejl (afvigelse af Akt.værdien fra Sollværdien) i de variable V901..V920 (se V-variable ). Funktionen fremskaffer et fortolkningsstop DIN PLUS
183 Omdr.talovervågning blokvis fra G907 CNC PILOT en starter bearbejdningen, som forudsætter en spindelomdrejning, når det programmerede omdr.tal er nået. G907 kobler denne omdr.talovervågning ud blokvis kørselsvejen bliver straks startet. De programmerer G907 og kørselsvejen i den samme NC-blok. Tilspændingsoverlejring 100% G908 G908 sætter tilspændingsoverlejringen ved kørselsveje (G0, G1, G2, G3, G12, G13) blokvis på 100%. De programmerer G908 og kørselsvejen i den samme NC-blok. Fortolkningsstop G909 CNC PILOT en bearbejder ca. 15 til 20 NC-blokke i forvejen. Når variabanvisninger sker kort før udnyttelsen, bliver gamle værdier forarbejdet. Et fortolkningsstop sørger for, at de variable indeholder den nye værdi. G909 standser forudfortolkningen. NC-blokkene indtil G909 bliver afviklet først derefter bliver de næste NC-blokke afviklet. De programmerer G909 alene eller sammen med synkronfunktionen i en NC-blok. (Forskellige G-funktioner indeholder et fortolkningsstop.) 4.13 Øvrige G-funktioner Forstyring G918 Med G918 kobler De forstyringen ud/ind. G918 bliver før/efter gevindbearbejdning (G31, G32, G33) blive programmeret i en separat NC-blok. Parameter Q: Forstyring ude/inde default: 1 Q=0: Ude Q=1: Inde Spindeloverride 100% G919 Kobler omdr.taloverlejringen ud/ind. Parameter Q: Spindelnummer default: 0 H: Begrænsningsart default: 0 H=0: Indkoble spindeloverride H=1: Spindeloverride på 100% selvholdende H=2: Spindeloverride på 100% for den aktuelle NC-blok HEIDENHAIN CNC PILOT
184 4.13 Øvrige G-funktioner Deaktivere nulpunkt-forskydninger G920 Deaktiverer emne-nulpunktet og nulpunkt-forskydninger. Kørselsveje og positionsangivelser henfører sig til værktøjsspids maskin-nulpunkt. Nulpunktforskydninger, deaktivering af værktøjslængde G921 Deaktiverer emne-nulpunktet, nulpunkt-forskydninger og værktøjsmål. Kørselsveje og positionsangivelser henfører sig til slædehenføringspunkt maskin-nulpunkt. Slæbefejlsgrænse G975 Skifter til slæbefejlsgrænse 2 (se maskin-parameter 1106,..). G975 er selvholdende. Ved programenden kobler CNC PILOT en til standard-slæbefejlsgrænse. Parameter Q: Slæbefejlsgrænse default: 1 H=1: Standard-slæbefejlsgrænse H=2: Slæbefejlsgrænse 2 Aktivere nulpunkt-forskydninger G980 Aktiverer" emne-nulpunktet og alle nulpunkt-forskydninger. Kørselsveje og positionsangivelser henfører sig nu til værktøjsspids emne-nulpunkt under hensyntagen til nulpunktforskydningen. Aktivering af nulpunktforskydninger, værktøjslængder G981 aktiverer emne-nulpunktet, alle nulpunktforkydninger og værktøjsmål. Kørselsveje og positionsangivelser henfører sig nu til værktøjsspids emne-nulpunkt under hensyntagen til nulpunktforskydningen DIN PLUS
185 4.14 Dataindlæsning, dataudlæsning Dataind- og dataudlæsning sker også i simuleringen. De V-Variablen werden in der Simulation nachgebildet. De kan anvise værdier til V- variable og således teste alle grene af Deres NCprogram Ind-/udlæsning af #-variable INPUT Med INPUT programmerer De indlæsningen af #-variable, som bliver udnyttet under programoversættelsen. De definerer inslæseteksten og variabelnummeret. CNC PILOT en standser ved INPUT oversættelsen og forventer indlæsning af variabelværdier. CNC PILOT en viser indlæsningen efter afslutningen af INPUT-kommandoen. Syntax: INPUT( tekst,variable) 4.14 Dataindlæsning, Dataudlæsning PRINT PRINT afgiver under programoversættelsen tekster og variabel-værdier. De kan programmere flere tekster og #-variable efter hinanden. Syntax: PRINT( tekst1,variable, tekst1,variable,..) WINDOW WINDOW (x) anlægger et vindue med linietallet x. Vinduet bliver åbnet ved den første ind-/udlæsning. WINDOW (0) lukker vinduet. Standard-Window omfatter 3 linier De behøver ikke at programmere dem. Syntax: WINDOW(linital) 0 <= linietal <= 10 Eksempel:... N.. WINDOW(8)... N.. INPUT( input diameter:,#1)... N.. PRINT( Output diameter:,#1)... HEIDENHAIN CNC PILOT
186 4.14 Dataindlæsning, Dataudlæsning Ind-/udlæsning af V-variable INPUTA Med INPUTA programmerer De indlæsningen af V- variable, som bliver udnyttet ved programudførelsen (løbetid). De definerer indlæsetekst og nummeret på den variable. CNC PILOT en forventer ved udførelsen af disse kommandoer indlæsningen af variableværdier. Indlæsningen bliver henført til de variable og programudførelsen fortsat. CNC PILOT en viser indlæsningen efter afslutningen af INPUT-kommandoen. Syntax: INPUTA( tekst,variable) PRINTA PRINTA afgiver under programudførelsen tekster og V-variabelværdier på billedskærmen. De kan programmere indtil to tekster og indtil to variable efter hinanded. Samtidig må 80 tegn ikke overskrides. Tekster og variabelværdier bliver yderligere udlæst på printeren, når De indstiller printudlæsning inde (styrings-parameter 1). Syntax: PRINTA( Text1,Variable, Text1,Variable,..) WINDOWA WINDOWA (x) anlægger et vindue med linietallet x. Vinduet bliver åbnet ved den første ind-/ udlæsning. WINDOWA (0) lukker vinduet. Standard-Window omfatter 3 linier De behøver ikke at programmere dem. Syntax: WINDOWA(linietal) 0 <= linietal <= 10 Eksempler:... BEARBEJDNING (BEARBEJDNING)... N100 WINDOWA(8)... N110 INPUTA ( Input Meas.-value:,V1)... N120 PRINTA ( Output Meas.-value:,V1) DIN PLUS
187 4.15 Variabelprogrammering CNC PILOT en oversætter NC-programmer før programudførelsen. Derfor bliver to variabeltyper forskellige: #-Variable udnyttelse under NC-programoversættelsen V-variable (eller resultat) udnyttelse under NCprogramudførelsen Der gælder reglerne: Punkt før streg indtil 6 parentesfelter Uangribelige-variable (kun ved V-variable): Værdier hele tal fra Real-variable (ved #- og V-variable): Tal med flydende komma med maximal 10 før- og 7 efter komma-positioner De variable bliver opretholdt, også når styringen i mellemtiden var udkoblet #-Variable CNC PILOT en skelner mellem gyldighedsområder på grundlag af nummerkredsen: #0.. #29: Kanalafhængige, globale variable Står til rådighed for alle slæder (NC-kanal). Samme variabelnummer på forskellige slæder har ingen indflydelse. Globale variable bliver beholdt efter enden af programmet og kan blive udnyttet det følgende NC-program. #30.. #45 kanaluafhængige, globale variable Står til rådighed én gang indenfor styringen. Når NC-programmet for en slæde ændrer en variabel, gælder det for alle slæder. De variable bliver beholdt efter enden af programmet og kan udnyttes af det følgende NC-program. #46.. #50 reserverede variable for ekspertprogrammer må De ikke anvende i Deres NC-program. #256.. #285 lokale variable gælder indenfor et underprogram. Læse parameterværdier Syntax + Addition matematisk funktion Subtraktion * Multiplikation / Division SQRT(...) ABS(...) TAN(...) ATAN(...) SIN(...) ASIN(...) COS(...) ACOS(...) ROUND(...) LOGN(...) EXP(...) INT(...) Kvadratrod Absolut bidrag Tangens (i grader) Ark tangens (i grader) Sinus (i grader) Ark sinus (i grader) Cosinus (i grader) Ark cosinus (i grader) Runding Kun ved #-variable: Naturlig logaritme Exponentialfunktion e x Afskære pladser efter komma SQRTA(..,..) Kvadratrod ude (a 2 +b 2 ) SQRTS(..,..) Kvadratrod ude (a 2 +b 2 ) Programmerer De NC-blokke med variabelnregning med slædekendetegnet $.., når Deres drejebænk besidder flere slæder. I modsat fald bliver udregningen udført flere gange Variabelprogrammering Syntax: #1 = PARA(x,y,z) x = Parametergruppe 1: Maskin-parameter 2: Styrings-parameter 3: Indretnings-parameter 4: Bearbejdnings-parameter 5: PLC-parameter y = Parameternummer z = Sub-parameternummer Eksempel #-variable... N.. #1=PARA(1,7,3) [læses maskinmål 1 Z i variable #1 ]... N.. #1=#1+1 N.. G1 X#1 N.. G1 X(SQRT(3*(SIN(30))) N.. #1=(ABS(#2+0.5))... Fortsættelse næste side HEIDENHAIN CNC PILOT
188 4.15 Variabelprogrammering Informationer i variable De kan udlæse følgende værktøjs- og NC-informationer fra variable. Belægningen af de variable #518..#521 er afhængig af værktøjstype. Forudsætning: De variable er defineret på grund af værktøjskald eller NC-program. #-Variable Værktøjs-informationer #512 Værktøjstype 3-cifret #513..#515 1., 2., 3. cifret værktøjstype #516 Brugbar længde (nl) ved dreje- og boreværktøjer #517 Hovedbearbejdningsretning (se tabel) #518 Sidebearbejdningsretning ved drejeværktøjer (se tabel) #519 Værktøjstype: 14*: 1 = højre, 2 = venstre udførelse (A) 5**, 6**: Tandantal #520 Værktøjstype: 1**, 2**: Skærradius (rs) 3**, 4**: Tapdiameter (d1) 51*, 52*: Fræserdiameter foran (df) 56*, 6**: Fræserdiameter (d1) #521 Værktøjstype: 11*, 12*: Skaftdiameter (sd) 14*, 15*, 16*, 2**: Skærbredde (sb) 3**, 4**: Ansnitlængde (al) 5**, 6**: Fræserbredde (fb) #522 Værktøjssted (henf.: Bearbejdningsretning af værktøj) 0: på konturen 1: Højre for kontur 1: Venstre for kontur #523..#525 Indstillingsmål (ze, xe, ye) #526..#527 Stedet for skærmidtpunkter I, K (se billede) #-Variable NC-informationer #768..#770 Sidste programmerede position X (radiusmål), Y, Z #771 Sidste programmerede position C [ ] #772 Aktive driftsart 2: Maskine; 3: Simulering; 4: TURN PLUS #774 Status SRK/FRK 40: G40 aktiv; 41: G41 aktiv; 42: G42 aktiv #775 Nummer på den valgte C-akse Positions- og målangivelser er altid metrisk også, hvis et i tommer programmeret NC-program bliver udført. Hoved- og sidebearbejdningsretning: 0: udefineret 1: + Z 2: + X 3: Z 4: X 5: +/ Z 6: +/ X Fortsættelse næste side DIN PLUS
189 #-Variable NC-informationer #776 Aktive slitagekorrekturer (G148) 0: DX, DZ; 1: DS, DZ; 2: DX, DS #778 Måleenhed 0: Metrisk; 1: Tomme #782 Aktive bearbejdningsplan 17: XY-plan (ende- eller bagflade) 18: XZ-plan (drejebearbejdning) 19: YZ-plan (set ovenfra/cylinder) #783, #785..#786Afstand værktøjsspids slædehenføringspunkt Y, Z, X #787 Referencediameter cylinderbearbejdning (G120) #788 Spindel, i hvilken emnet er indspændt (G98) #790 Sletspån G52-Geo 0: Ikke tilgodeset 1: Tilgodese #791..#792 G57-sletspån X, Z #793 G58-sletspån P #794..#795 Skærbredde i X, Z, med hvilken værktøjshenføringspunktet ved G150/G151 bliver forskudt #796 Spindelnummer, for den tilspændingen sidst blev programmeret #797 Spindelnummer, for den omdr.tallet sidst blev programmeret 4.15 Variabelprogrammering V-variable CNC PILOT en skelner på grund af nummerkredse mellem følgende værdier- og gyldighedsområder: Real V1.. V199 Integer V200.. V299 Reserveret V300.. V900 Spørgsmål og henvisninger: Maskinmål læse/skrive (maskinn-parameter 7) Syntax: V{Mx[y]} x = Mål: 1..9 y = koordinater: X,Y,Z,U,V,W,A,B eller C Spørge efter eksterne resultater Der bliver spurgt efter en bit i forløbet på 0 eller 1. Betydningen af forløbet fastlægger maskinfabrikanten. Syntax: V{Ex[y]} x = slæde 1..6 y = Bit: Fortsættelse næste side HEIDENHAIN CNC PILOT
190 4.15 Variabelprogrammering Spørge efter takt-forløb Værktøjs-brugstidsovervågning og startbloksøgning udløser takt-forløbet (se nedenunder). Syntax: V{Ex[1]} x = Forløb: , 90 20: Brugstid er udløbet (global information) : Brugstid for dette værktøj er udløbet 90: Startbloksøgning (0=ikke aktiv; 1=aktiv) Takt-forløbet tilordner De værktøjet ( styring af brugstid driftsart manuel styring). Værktøjskorrekturer læse/skrive Syntax: V{Dx[y]} x = T-nummer y = længdekorrektur: X, Y, eller Z Diagnose-bits (værktøjs-brugstidsovervågning) læse/skrive Syntax: V{Tx[y]} x = T-nummer y = Bit: (se tabel) Hvis en udskiftningskæde er defineret, programmerer De det første værktøj ved værktøjskorrektur og - diagnose. CNC PILOT en adresserer det aktive værktøj i udskiftningskæden (se Værktøjsprogrammering ). Eksempel diagnose-bits... N.. V{T10[1]=1} [sætter brugstid udløbet ved værktøj 10 eller udskiftningsværktøj]... Værktøjs diagnose-bits Bit Betydning 1 Vrkt. opbrugt kendetegner værktøjets tilstand. standsningsårsag : se Bit Forudgiven brugstid/styktal nået. 3 Reserveret for værktøjsslitage gennem værktøjs-inprocesmåling Takt-forløb og værktøjs-brugstidsovervågning Er et værktøj opbrugt, bliver forløb 20 (global information) og forløb 1 udløst. Ved hjælp af forløb 1 kan De fremskaffe det opbrugte værktøj. Er det sidste værktøj i en udskiftnings-kæde opbrugt, bliver yderligere forløb 2 udløst. Forløb 1 og 2 definerer De individuelt for hvert værktøj i udskiftnings-kæden. Takt-forløbet bliver automatisk tilbagestillet ved enden af programmet (M99). 4 Værktøjsslitage, fremskaffet gennem emne-in-procesmåling 5 Værktøjsslitage, fremskaffet gennem emne-postprocesmåling 6 Værktøjsslitage, konstateret gennem belastningsovervågning (grænseværdi 1 eller 2 for belastning overskredet) 7 Værktøjsslitage, konstateret gennem belastningsovervågning (grænseværdi for arbejde overskredet) 8 Et naboskær på multiværktøjet er opbrugt. 9 Skæret nyt? 12 Rest-brugstid for skæret andrager <6% eller rest-styktallet er 1. Bit=0: Nej ; Bit=1: Ja Bits er generelle informationer. Informationer i variable V660: Styktal Bliver ved systemstart sat på 0 Bliver ved ladning af et nyt NC-program sat på 0 Bliver ved M30 eller M99 forhøjet med 1 V901..V920 bliver anvendt ved G-funktionerne G901, G902, G903, G912 og G916 (se tabellen). Fortsættelse næste side DIN PLUS
191 V921: Vinkelforskydning ved G906 spindelsynkronløb V922/V923: Resultat ved G905 C-vinkelforskydning V982: Fejlnummer ved G912 Akt.værdioptagelse inprocesmåling V300: Resultat ved G991 afstikkontrol Eksempel V-variable... N.. V{M1[Z]=300} [ sætter maskinmål 1 Z på 300 ]... N.. G0 Z{M1[Z]} [kører til maskinmål 1 Z ]... N.. IF{E1[1]==0} [Spørger efter eksternt forløb 1 Bit 1 ]... N.. V{D5[X]=1.3} [sætter korrekturen X ved værktøj 5 ]... N.. V{V12=17.4} N.. V{V12=V12+1} N.. G1 X{V12}... Styktaltællingen i V660 er afvigende fra styktaltællingen i maskindisplayet. X-værdier bliver gemt som radiusværdier. Pas på: Funktionerne G901, G902, G903, G912 og G916 overskriver de variable også når de endnu ikke er udnyttet! Variabelbelægning V901..V920 X Z Y Slæde 1 V901 V902 V903 Slæde 2 V904 V905 V906 Slæde 3 V907 V908 V909 Slæde 4 V910 V911 V912 Slæde 5 V913 V914 V915 Slæde 6 V916 V917 V918 C-akse 1: C-akse 2: V919 V Variabelprogrammering Anvisning for fortolkningsstop (G909) CNC PILOT en bearbejder ca. 15 til 20 NC-blokke i forvejen. Når variabanvisninger sker kort før udnyttelsen, bliver gamle værdier forarbejdet. Et fortolkningsstop sørger for, at de variable indeholder den nye værdi. G909 standser forudfortolkningen. NC-blokkene indtil G909 bliver afviklet først derefter bliver de næste NC-blokke afviklet Forgrening, gentagelse, betinget blokudførsel De V-variable bliver kopieret i simuleringen. De kan anvise værdier til V-variable og således teste alle grene af Deres NC-program. De kan maximalt sammenknytte to betingelser. Når De programmerer forgreninger på basis af V-variable, må ingen #-variable blive anvendt i programgrenen. De Programmerer et fortolkningsstop, hvis variable eller eksterne forløb ændrer sig kort før blokudførelsen. n Alle fortolkningsstop forlænger tiden for udførelsen af NC-programmet.n Nogle G- funktioner indeholder fortolkningsstoppet. Alle fortolkningsstop forlænger tiden for udførelse af NC-programmer. Nogle G-funktioner indeholder fortolkningsstoppet. Sammenligningsoperatører for IF... og WHILE.. < Mindre <= Mindre eller lig med <> Ulig > Større >= Større eller lig med == Lig Sammenknytte betingelser: AND OR logisk forbindelse OG logisk forbindelse ELLER HEIDENHAIN CNC PILOT
192 4.15 Variabelprogrammering IF..THEN..ELSE..ENDIF programforgrening Den betingede forgrening består af elementerne: IF (når) følger efter betingelsen. Ved betingelsen står til venstre og højre for sammenligningsoperatoren variable eller matematiske udtryk. THEN (så) er betingelsen opfyldt, bliver THEN-grenen udført ELSE (ellers) er betingelsen ikke opfyldt, bliver ELSE-grenen udført ENDIF afslutter den betingede programforgrening. Programmeringsanvisning Vælg IF (menu: bearbejdning anvisninger DIN PLUS ord ) Indlæs betingelse (indlæs kun de nødvendige parenteser) Indføj NC-blokke for THEN- og ELSE-grene ELSE-grenen kan bortfalde NC-blokke med IF, THEN, ELSE, ENDIF må ikke indeholde andre kommandoer Ved forgreninger på grund af V-variable eller begivenheder, bliver konturefterføringen ved IF-anvisning udkoblet og ved ENDIF igen indkoblet. Med G703 kan De indkoble konturefterføringen. Eksempel:... N.. IF {E1[16]==1} N.. THEN N.. G0 X100 Z100 N.. ELSE N.. G0 X0 Z0 N.. ENDIF... WHILE..ENDWHILE programgentagelse Programgentagelse består af elementerne: WHILE følger af betingelsen. Ved betingelsen står til venstre og højre for sammenligningsoperatoren variable eller matematiske udtryk. ENDWHILE afslutter den betingede programforgrening NC-blokke mellem WHILE og ENDWHILE bliver udført sålænge, som betingelsen er opfyldt. Er betingelsen ikke opfyldt, kører CNC PILOT en videre med blokken efter ENDWHILE. Programmeringshenvisning Vælg WHILE (menu: bearbejdning anvisninger DIN PLUS ord ) Indlæs betingelse (indlæs kun de nødvendige parenteser) Indføj NC-blokke Sker gentagelsen på grund af V-variable eller resultater, bliver konturefterføringen med WHILE-anvisningen udkoblet og med ENDWHILE igen indkoblett. Med G703 kan De indkoble konturefterføringen. Når betingelsen i WHILEkommandoen altid er opfyldt, får De en endeløs løkke. Det er en hyppig fejlårsag ved arbejde med programgentagelser. Eksempel:... N.. WHILE (#4<10) AND (#5>=0) N.. G0 Xi10... N.. ENDWHILE DIN PLUS
193 SWITCH..CASE programforgrening Switch-anvisning består af elementerne: SWITCH efterfulgt af en variabel. Indholdet i den variable bliver efterspurgt i den følgende CASE-anvisning. CASE x denne CASE-gren bliver udført med variabelværdien x. CASE kan programmeres flere gange. DEFAULT denne gren bliver udført, når ingen CASE-anvisning svarer til variabelværdien. DEFAULT kan bortfalde. BREAK afslutter CASE- eller DEFAULT-gren Programmeringsanvisning Vælg SWITCH (menu: Bearbejdning anvisning DIN PLUS ord ) Indlæs varialble (uden parenteser) for hver CASE-gren: Vælg CASE (menu: Bearbejdning anvisning DIN PLUS ord ) Indlæs SWITCH-betingelse (værdi af den variable) Indføj de NC-blokke der skal udføres for DEFAULT-grenen: Indføj de NC-blokke der skal udføres Udblændingsplan /.. En NC-blok med foranstillet udblændeplan bliver med aktivt udblændeplan ikke udført (se Menu bearbejdning ). Udblændingsplaner bliver aktiveret/deaktiveret i automatikdrift (driftsart maskine). Sker forgreningen på grund af V-variable eller forløb, bliver konturefterføringen med SWITCH-anvisningen udkoblet og ved ENDSWITCH igen indkoblet. Med G703 kan De indkoble konturefterføringen. Variabelværdien skal være et helt tal der bliver ikke afrundet. Eksempel: N.. SWITCH {V1} N.. CASE 1 [bliver udført ved V1=1] N.. G0 Xi10... N.. BREAK N.. CASE 2 [bliver udført ved V1=2] N.. G0 Xi10... N.. BREAK N.. DEFAULT [bliver udført, når ingen N.. G0 Xi10 CASE-anvisning der... svarer til variabelværdi] N.. BREAK N.. SLUTSWITCH Variabelprogrammering De kan yderligere anvende udblændetakt (indretnings-parameter 11 udblændingsplan/-takt ). En udblændetakt x aktiverer udblændingsplanet hver x-tende gang. Eksempel: /1 N 100 G... N100 bliver ikke udført, hvis udblændingsplan 1 er aktiv. Slædekendetegn $.. En NC-blok med et foranstillet slædekendetegn bliver kun udført for den angivne slæde (se Menu bearbejdning ). NC-blokke uden slædekendetegn bliver udført på alle slæder. Ved drejebænke med een slæde eller ved angivelsen af en slæde i programhovedet er slædekendetegn ikke nødvendig. HEIDENHAIN CNC PILOT
194 04.16 Underprogrammer 4.16 Underprogrammer Underprogramkald: L xx V1 L: Kendebogstav for underprogramkald xx : Navn på underprogrammet ved eksterne underprogrammer filnavn (maksimalt 8 cifre eller bogstaver) V1: Kendetegn for eksternt underprogram bortfalder bed lokale underprogrammer Anvisninger for arbejde med underprogrammer: Eksterne underprogrammer står i en separat fil. De kan kaldes fra vilkårlige hovedprogrammer, andre underprogrammer og fra TURN PLUS. Lokale underprogrammer står i hovedprogram-filen. De kan kun kaldes fra hovedprogrammet. Underprogrammer kan sammenkædes indtil 6 gange. Ved sammenkædede forstås, indenfor et underprogram bliver et yderligere underprogram kaldt. Rekursionen skal undgås. De kan medgive et underprogram indtil 20 overdragelsesværdier. Betegnelserne er (parameterbetegnelser): LA..LF, LH, I, J, K, O, P, R, S, U, W, X, Y, Z. Indenfor underprogrammet står overdragelsesværdierne som variable til rådighed. Kendetegnet er: #.. efterfulgt af parameterbetegnelsen med små bogstaver (eksempel: # la). De kan udnytte disse overdragelsesværdier i rammen for variabel programmering indenfor underprogrammet. De variable #256..#285 står til rådighed i alle underprogrammer som lokale variable. Skal et underprogram afvikles flere gange, definerer De i parameter antal gentagelser Q gentagelsesfaktoren. Et underprogram slutter med RETURN. Dialogtekst De kan definere parameterbeskrivelser, som er foranstillet/efterstillet indlæsefelterne, i et eksternt underprogram. CNC PILOT en stiller automatisk måleenhederne for parameteren på metrisk eller tommer. Maksimalt 19 beskrivelser positionen for parameterbeskrivelse indenfor underprogrammet er vilkårlig. Parameter LN er reserveret for overdragelse af bloknumre. Denne parameter kan ved en nynummerering give NC-programmet en ny værdi. Parameterbeskrivelser: [//] Start [pn=n; s=parametertekst (maksimalt 16 tegn) ] [//] slut pn: Parameterbetegner (la, lb,...) n: Konverteringsciffer for måleenheder 0: dimensionsløs 1: mm eller tomme 2: mm/omdr. eller tomme/omdr. 3: mm/min eller tomme/min 4: m/min eller fod/min 5: omdr./min 6: Grad ( ) 7: µm eller µtomme Eksempel... [//] [la=1; s=stangdiam.] [lb=1; s=startpunkt in Z] [lc=1; s=affase/rund. (-/+)]... [//] DIN PLUS
195 4.17 M-funktioner M-funktioner styrer programafviklingen og kobling af aggregater på maskinen (maskinkommandoer). M00 Program stop Programudførelsen standser cyklus start fortsætter programudførelsen. M01 Valgfrit stop Softkey valgfrit stop (Automatikdrift) indstiller, om programudførelsen standser med M01. Cyklus start fortsætter programudførelsen. M30 Programende M30 betyder program- hhv. underprogramende. (De bruger ikke M30 til programmering.) Hvis De efter M30 trykker cyklus start, begynder programudførelsen påny fra programstart. M99 programende med genstart ved programstart hhv. et opgivet bloknummer M99 betyder programende og genstart. CNC PILOT en begynder programudførelsen påny: Programstart, når NS ikke er indført Bloknummer NS, når NS er indført Selvholdende funktioner (tilspænding, omdr.tal, værktøjsnummer etc.), der ved programende er gældende, gælder ved genstart af programmer. Derfor skal De påny programmere de selvholdende funktioner ved programstart hhv. fra startblok (ved M99). M97 Synkronfunktion Slæder, der er programmeret for M97, venter til alle slæder har nået denne blok. Herefter bliver programudføringen fortsat. Ved komplekse bearbejdninger (f.eks. bearbejdning af flere emner) kan M97 blive programmeret med parametre. Parametre H: Synkron-mærke nummer udnyttelsen sker udelukkende under fortolkningen af NC-programmet Q: Slædenummer De anvender synkronisering med Q, når en synkronisering ikke er mulig med $x D: Inde/ude default: 0 0: Ude synkronisering af NC-programmets løbetid 1: Inde synkronisering udelukkende under fortolkningen af NC-programmet Eksempel M97... $1 N.. G1 X.. Z.. $2 N.. G1 X.. Z.. $1$2 N.. M97 [$1, $2 venter på hinanden]... Maskinkommandoer Virkningen af maskinkommandoer er afhængig af udførelsen af drejebænken. Den følgende tabel oplister de i regelen anvendte M-kommandoer. M-kommando for styring af programafviklingen M00 M01 M30 M99 NS.. Program stop Valgfrit stop Programende Programende med genstart M-kommando som maskinkommando M03 M04 M05 M12 M13 M14 M15 M19 C.. M40 Hovedspindel inde (cw) Hovedspindel inde (ccw) Hovedspindel stop Bremse hovedspindel klemme Bremse hovedspindel løsne C-akse inde C-akse ude Spindelstop på position C Koble gear på trin 0 (neutralstilling) M41 Koble gear på trin 1 M42 Koble gear på trin 2 M43 Koble gear på trin 3 M44 Koble gear på trin 4 Mx03 Mx04 Mx05 M97 Informér Dem i maskinhåndbogen om M- kommandoerne i Deres maskine. Spindel x inde (cw) Spindel x inde (ccw) Spindel x stop Synkronfunktion 4.17 M-Funktioner HEIDENHAIN CNC PILOT
196 4.18 Eksempler og anvisninger 4.18 Eksempler og anvisninger Programmering af bearbejdningscyklus PROGRAMHOVED... RÅEMNE... FÆRDIGDEL... BEARBEJDNING N.. G59 Z.. N.. G26 S.. N.. G14 Q..... N.. T.. N.. G96 S.. G95 F.. M4 N.. G0 X.. Z.. N.. G47 P.. N.. G810 NS.. NE.. N.. G0 X.. Z.. N.. G14 Q0... Eksempelel: Typisk struktur af en bearbejdningscyklus Nulpunktforskydninger Definere omdr.talbegrænsning Kør til værktøjsskiftepunkt Værktøj indveksles Teknologidata: Snithastighed (Omdr.tal); tilspænding; drejeretning Positionering Definere sikkerhedsafstand Cykluskald Om nødvendigt: Frikør Kør til værktøjsskiftepunkt Konturgentagelser %111.nc PROGRAMHOVED #SLÆDE $1 Eksempel: Programmering af konturgentagelser, inklusiv sikring af kontur REVOLVER 1 T2 ID T3 ID T4 ID T8 ID T12 ID SPÆNDEJERN 1 RÅEMNE N1 G20 X70 Z120 K DIN PLUS
197 FÆRDIGDEL N2 G0 X19.2 Z-10 N3 G1 Z-8.5 B0.35 N4 G1 X38 B3 N5 G1 Z-3.05 B0.2 N6 G1 X42 B0.5 N7 G1 Z0 B0.2 N8 G1 X66 B0.5 N9 G1 Z-10 B0.5 N10 G1 X19.2 B0.5 BEARBEJDNING N11 G26 S2500 N12 G14 Q0 N13 G702 Q0 N14 L 1 V0 Q2 N15 M30 Sikre kontur Qx = antal gentagelser 4.18 Eksempler og anvisninger UNDERPROGRAM 1 N16 M108 N17 G702 Q1 N18 G14 Q0 N19 T8 N20 G97 S2000 M3 N21 G95 F0.2 N22 G0 X0 Z4 N23 G147 K1 N24 G74 Z-15 P72 I8 B20 J36 E0.1 K0 N25 G14 Q0 N26 T3 N27 G96 S300 G95 F0.35 M4 N28 G0 X72 Z2 N29 G820 NS8 NE8 P2 K0.2 W270 V3 N30 G14 Q0 N31 T12 N32 G96 S250 G95 F0.22 N33 G810 NS7 NE3 P2 I0.2 K0.1 Z-12 H0 W180 Q0 N34 G14 Q2 N35 T2 N36 G96 S300 G95 F0.08 N37 G0 X69 Z2 N38 G47 P1 N39 G890 NS8 V3 H3 Z-40 D3 indlægge den sikrede kontur HEIDENHAIN CNC PILOT
198 4.18 Eksempler og anvisninger N40 G47 P1 N41 G890 NS9 V1 H0 Z-40 D1 I74 K0 N42 G14 Q0 N43 T12 N44 G0 X44 Z2 N45 G890 NS7 NE3 N46 G14 Q2 N47 T4 N48 G96 S160 G95 F0.18 M4 N49 G0 X72 Z-14 N50 G150 N51 G1 X60 N52 G1 X72 N53 G0 Z-9 N54 G1 X66 G95 F0.18 N55 G42 N56 G1 Z-10 B0.5 N57 G1 X17 N58 G0 X72 N59 G0 X80 Z-10 G40 N60 G14 Q0 N61 G56 Z-14.4 RETURN SLUT Indskifte afstik-værktøj læg henf.punkt på den højre skærside indkoble SRK udkoble SRK inkremental nulpunkt-forskydning DIN PLUS
199 Komplet bearbejdning Som kompletbearbejdning bliver for- og bagsidebearbejdning betegnet i et NC-program. CNC PILOT understøtter den komplette bearbejdning for alle almindelige maskinkoncepter. Herfor står funktioner som vinkelsynkron delovergivelse ved drejende spindel, kørsel til fast anslag, kontrolleret afstikning og kordinattransformation til rådighed. Hermed er såvel en tidsoptimal komplet bearbejdning som også en enkel programmering garanteret. De beskriver drejekonturen, konturen for C-aksen (hhv. Y-akse) såvel som den komplette bearbejdning i et NC-program. For transformeringen står ekspertprogrammer til rådighed, som tager hensyn til konfigurationen i drejebænken. De kan også benytte komplet bearbejdningen til drejebænke med en hovedspindel. Grundlaget Bagsidekonturen C-akse: Orienteringen af XK-aksen og hermed også orienteringen af C-aksen er bundet til emnet. Heraf følger for bagsiden: Orientering af XK-akse: mod venstre (endeflade: mod højre ) Orientering af C-akse: medurs Drejeretning ved cirkelbuer G102: modurs Drejeretning ved cirkelbuer G103: medurs Bagsidekonturer Y-akse: Orienteringen af X-aksen er bundet til emnet. Heraf følger for bagsiden: Orienteringen af X-aksen er mod venstre (endeflade: mod højre ) Drejeretning ved cirkelbuer G2: modurs Drejeretning ved cirkelbuer G3: medurs Drejebearbejdning: CNC PILOT en understøtter kompletbearbejdningen med konverterings- og spejlfunktioner, så at princippet Bevægelser i + retning går væk fra emnet Bevægelser i retning går mod emnet ved bagflade-bearbejdning bliver bibeholdt. I regelen stiller maskinfabrikanten til Deres drejebænk afstemte ekspertprogrammer til rådighed for emne-overdragelse. Endeflade Bagflade 4.18 Eksempler og anvisninger HEIDENHAIN CNC PILOT
200 4.18 Eksempler og anvisninger Programmering Ved konturprogrammeringen på bagfladen skal man være opmærksom på orienteringen af XK-aksen (hhv. X-aksen) og drejeretningen ved cirkelbuer. Sålænge De bruger bore- og fræsecykler, er der intet særligt at tage hensyn til ved bagfladebearbejdning, da de henfører sig til cykler på forud definerede konturer. Ved bagfladebearbejdning med basiskommandoerne G100..G103 (hhv. G0..G3, G12.. G13 for Y-aksen), gælder de samme betingelser som ved bagfladekonturen. Drejebearbejdning Ekspertprogrammer for transformering indeholder konverterings- og spejlfunktioner. Ved bagfladebearbejdning (2. opspænding) gælder: + retning: Væk fra emnet retning: hen mod emnet G2/G12: Cirkelbuer medurs G3/G13: Cirkelbuer modurs Kompletbearbejdning med modspindel G30: Ekspertprogrammet indkobler spejlingen af Z- aksen og konverteringen af cirkelbuer (G2, G3,..). Konverteringen af cirkelbuer er nødvendig for drejebearbejdning og C-aksebearbejdning. G121: Ekspertprogrammet forskyder konturen og spejler koordinatsystemet (Z-akse). En yderligere programmering af G121 er i regelen ikke nødvendig for bearbejdning af bagsiden (2. transformering). Kompletbearbejdning med en spindel G30: Er i regelen ikke nødvendig G121: Ekspertprogrammet spejler konturen. En yderligere programmering af G121 er i regelen ikke nødvendig for bearbejdning af bagsiden (2. transformering). Arbejde uden ekspertprogrammer Hvis De ikke benytter konverterings- og spejlfunktionen, gælder princippet: + retning: Væk fra hovedspindel retning: Hen mod hovedspindel G2/G12: Cirkelbuer medurs G3/G13: Cirkelbuer modurs De udkobler ved Y-akse-bearbejdning af bagfladen (endeflade der vender bagud) konvertering af cirkelbuer (G30 H2) og ved drejebearbejdning og bearbejdning af YZ-plan (cylinderforside) igen ind (G30 H1) DIN PLUS
201 Eksempel: Kompletbearbejdning på drejebænk med transportabel modspindel Emnet bliver bearbejdet på forsiden, pr. expertprogram overdraget til modspindelen og herefter bearbejdet på bagfladen. Øverste billede: Bearbejdning på forside Nederste billede: Bearbejdning af bagflade. Ekspertprogrammet overtager opgaven: Overgiv emnet vinkelsynkront til modspindelen Spejle kørselsvejene for Z-aksen Aktivere konverteringslisten Spejle konturbeskrivelsen og forskyde for 2. opspænding Spejlingen/konverteringen for bagfladebearbejdningen (expertenprogram), bliver ved enden af programmet udkoblet med G30- kommandoen Eksempler og anvisninger HEIDENHAIN CNC PILOT
202 4.18 Eksempler og anvisninger %bspiel1.nc PROGRAMHOVED #SLÆDE $1$2... REVOLVER 1 T1 ID T2 ID T3 ID T4 ID T6 ID T8 ID SPÆNDEJERN 1 [nulpunktforskydning Z233] H1 ID 3BACK H2 ID KBA X100 Q4. SPÆNDEJERN 4 [nulpunktforskydning Z196] H1 ID 3BACK H2 ID WBA X80 Q4. Eksempel: Kompletbearbejdning på maskine med modspindel Spændejern for 1. opspænding Spændejern for 2. opspænding RÅEMNE N1 G20 X100 Z100 K1 FÆRDIGDEL... ENDEFLADE Z0 N13 G308 P-1 N14 G100 XK-15 YK10 N15 G101 XK-10 YK-12 B0 N16 G103 XK YK R3 J-12 N17 G101 XK1 YK10 N18 G101 XK10 N19 G309 BAGFLADE Z DIN PLUS
203 BEARBEJDNING N27 G59 Z233 $1 N28 G65 H1 X0 Z-135 D1 $1 N29 G65 H2 X100 Z-99 D1 Q4 $1 N30 G14 Q0 $1 N31 G26 S2500 $1 N32 T2... $1 N62 G126 S4000 $1 N63 M5 $1 N64 T1 $1 N65 G197 S1485 G193 F0.05 M103 $1 N66 M14 $1 N67 M107 $1 N68 G0 X Z3 $1 N69 G110 C $1 N70 G147 I2 K2 $1 N71 G840 Q0 NS15 NE18 I0.5 R0 P1 $1 N72 G0 X Z3 $1 N73 G14 Q0 $1 N74 M105 $1 N75 M109 $1 N76 M15 $1 N77 G65 H1 D1 $1 N78 G65 H2 D1 $1 $2 N79 M97 $1 $2 N80 L UMKOMPL V1 LA1000 LD369 LE547 LF98 LH98 I3 $1 $2 N81 M97 $1 N82 G65 H1 X0 Z-100 D4 $1 N83 G65 H2 X80 Z-63 D4 Q4... Nulpunktforskydning 1. opspænding Vise spændejern 1. opspænding Fræse - kontur - udvendig - endeflade Forberede om-opspænding Spændejern 1. slette opspænding Synkronisere slæden for om-opspænding Ekspertprog. for afstikning og om-opspænding LA=omdr.talbegrænsning LD=afhenteposition Z LE=arbejdsposition Z slæde 2 LF=færdigdellængde LH=afstand patronreference til anslagskant Emne I=minimal tilspændingsvej fastanslag Indkoble spændejern spindel 4 Bagfladebearbejdning 4.18 Eksempler og anvisninger $1 $2 N125 G30 H0 Q0 $1 $2 N126 M97 N129 M30 SLUT Udkoble bagfladebearbejdning HEIDENHAIN CNC PILOT
204 4.18 Eksempler og anvisninger Eksempel: Kompletbearbejdning på drejebænk med een spindel Eksemplet viser for- og bagfladebearbejdning i et NC-program. Emnet bliver bearbejdet på forsiden herefter følger det manuelle om-opspændingsforløb I tilslutning hertil bliver bagfladen bearbejdet. Ekspertprogrammet spejler og forskyder konturen for den 2. opspænding. PROGRAMHOVED #SLÆDE $1 REVOLVER 1 T1 ID T2 ID T4 ID Eksempel: Kompletbearbejdning på maskine med een spindel SPÆNDEJERN 1 [nulpunktforskydning Z233] H1 ID 3BACK H2 ID KBA X100 Q4. RÅEMNE N1 G20 X100 Z100 K1 FÆRDIGDEL... ENDE Z0... BAGFLADE Z-98 N20 G308 P-1 N21 G100 XK5 YK-10 N22 G101 YK15 N23 G101 XK-5 N24 G103 XK-8 YK R6 I-5 B0 N25 G101 XK-12 YK-10 N26 G DIN PLUS
205 BEARBEJDNING N27 G59 Z233 N28 G65 H1 X0 Z-135 D1 N29 G65 H2 X100 Z-99 D1 Q4... N82 M15 N83 G65 H1 D1 N84 G65 H2 D1 N86 L UMHAND V1 LF98 LH99 N88 G65 H1 X0 Z-99 D1 N89 G65 H2 X88 Z-63 D1 Q4... N125 M5 N126 T1 N127 G197 S1485 G193 F0.05 M103 N128 M14 N130 M107 N131 G0 X Z3 N132 G110 C N133 G153 N134 G147 I2 K2 N135 G840 Q0 NS22 NE25 I0.5 R0 P1 N136 G0 X154 Z-95 N137 G0 X154 Z3 N138 G14 Q0 N139 M105 N141 M109 N142 M15 N143 M30 SLUT Nulpunktforskydning 1. opspænding Vise spændejern 1. opspænding Forberede om-opspænding Spændejern 1. slette opspænding Ekspertprog. for manuel om-opspænding V= LF=færdigdellængde LH=afsendt patronreference til anslagskant Emne Indkoble spændejern bagfladebearbejdning Fræse - bagflade 4.18 Eksempler og anvisninger HEIDENHAIN CNC PILOT
206
207 Grafisk simulering5
208 5.1 Driftsart simulering 5.1 Driftsart simulering Simulerings-billedskærm 1 Infolinie: Underdriftsart for simulering, simulerede NC-program 2 Simuleringsvindue: Bearbejdningen bliver fremstillet i indtil tre vinduer 3 Programmeret NC-blok (NC-kildeblok) alternativ visning af variable 4 Display: NC-bloknummer, positionsværdier, værktøjs-informationer alternative snitværdier 5 Koordinatsystem for slæden 6 Status for simulering, status for nulpunktforskydning Funktioner for simulering Simulering fremstiller programmerede konturer, kørselsbevægelser og afspåningsforløb grafisk. CNC PILOT en tilgodeser arbejdsruum, værktøjer og spændejern i korrekt målestok. Bearbejdninger med C- eller Y-akse kontrollerer De i ekstra vinduerne (endeflade-/cylinder-vindue og sidevisning). Ved komplekse NC-programmer med programforgreninger, variable udregninger, eksterne tildragelser, etc. simulerer De indlæsningerne og resultater og tester så alle programgrene. Under simuleringen beregner CNC PILOT en hovedog bitider for hvert værktøj. Ved drejebænke med flere slæder understøtter synkronpunktanalysen optimeringen af NCprogrammet. Indtil fire emner i arbejdsrummet CNC PILOT en understøtter programtesten for drejebænke med flere slæder i et arbejdsrum. De kan simulere bearbejdningen af indtil 4 emner samtidig. Driftsart simulering er underopdelt i: Kontur-simulering: Fremstilling af programmerede konturer Bearbejdnings-simulering: Kontrol af spåntagningsforløb Bevægelses-simulering: Fremstilling af bearbejdning i sand tid med permanent konturefterføring Softkeys Skift til driftsart DIN PLUS Skift til driftsart TURN PLUS Skift til næste slæde Aktivere lup Indstille enkeltblokdrift Indstille basisblokdrift Kald næste valg Styrings-parameter 1 ( indstillinger ) er målgivende, om visningen sker metrisk eller i tommer. Indstillingen i programhoved har ingen indflydelse på betjening og visning i driftsart simulering Grafisk simulering
209 5.1.1 Fremstillingselementer, visning Fremstillingselementer: Koordinatsystemer Nulpunktet for koordinatsystemet svarer til emnenulpunktet. Pilene i X- og Z-akserne peger i den positive retning. Bearbejder NC-programmet flere emner, bliver koordinatsystemer vist for alle deltagende slæder. Råemne-fremstilling Programmeret: Programmeret råemne Ikke programmeret: Standard-råemne (Styrings-parameter 23) Færdigdel-fremstilling (og hjælpekonturer) Programmeret: Programmeret færdigdel Ikke programmeret: Ingen fremstilling Værktøjs-fremstilling Programmeret i NC-programmet: Det i afsnittet REVOLVER programmerede værktøj bliver anvendt Ikke programmeret i NC-programmet: Indførelsen af værktøjsliste bliver anvendt (se 3.3 Værktøjslister, brugstidsdata ) CNC PILOT en fremskaffer værktøjsbilledet fra parametrene i værktøjs-databanken. Om det komplette værktøj eller kun det skærende område skal fremstilles, fastlægger De i billednummer (billednummer= 1 i værktøjs-editor: Ingen værktøjsfremstilling). Spændejern-fremstilling Simuleringen fremstiller spændejern, når de er programmeret med G65 spændejern for grafik. CNC PILOT en frembringer spændejernsbilledet fra parametrene i spændejerns-databanken. Lyspunkt Lyspunktet (lille hvid firkant) repræsenterer den teoretiske skærspids. Ilgangsveje bliver fremstillet med en hvid stiplet linie. Linie- og sporfremstilling Tilspændingsveje bliver fremstillet med fuldt optrukne linier. De repræsenterer strækningen for den teoretiske skærspids. Liniefremstilling er godt egnet, til at få et hurtigt overblik over snitopdelingen. Men de er mindre egnede til en nøjagtig konturkontrol, da vejen for den teoretiske skærspids ikke svarer til emnekonturen. I CNC en bliver denne forfalskning kompenseret gennem skær-radiuskorrekturen. 5.1 Driftsart simulering Fortsættelse næste side HEIDENHAIN CNC PILOT
210 5.1 Driftsart simulering De kan indstille farven for tilspændingsvejen i afhængighed af T-nummeret (styrings-parameter 24). Ved skærsporfremstilling fremstiller CNC PILOT en den overstrøgne fladen af det af værktøjet skærende område skraveret. Det betyder, at De ser det afspånede område under hensyntagen til den eksakte skærgeometri (skærradius, skærbredde, skærsted, etc.). De kan ved skærspor kontrollere, om materialet bliver stående, konturen bliver beskadiget eller overlapninger er for store. Skærsporfremstilling er især interessant ved stik-/borebearbejdninger og bearbejdning af skrå flader, da værktøjsformen er afgørende for resultatet. Anvisninger for visning Programmeret NC-blok (NC-kildeblok) Visning af NC-kildeblokke fra indtil fire slæder (Indstilling: Menupunkt indstil vindue ) Alternativ: Visning af fire valgte variable (Valg: Menupunkt Debug vis variable fastlæg variable ) Visning: Bloknummer, positionsværdier (Akt.værdier) og værktøj for den valgte slæde Alternativt til værktøjsangivelser: Omdr.tal, tilspænding, spindeldrejeretning Koordinatsystem for slæden $n (n: 1..6): Slædekendetegn den valgte slæde er markeret Symbol: Konfigureret koordinatsystem for denne slæde Tal i symbol: Kontur, som bliver bearbejdet af denne slæde Grafisk simulering
211 Nulpunkt-forskydninger De indstiller i dialogboxen kontur valg (menupunkt indstil konturvalg ), om nulpunkt-forskydninger ved simuleringen skal blive tilgodeset. Alternativt klikker De pr. Touch-Pad på symbolet nulpunkt-forskydning, for at ændre indstillingen. En ændring af indstillingen bliver først tilgodeset ved nytart af simuleringen. Nulpunkt-forskydning indregne: Maskin-nulpunktet er henføringspunkt for positioneringen af konturer og for kørselsveje Nulpunkt-forskydninger skal indregnes Nulpunkt-forskydninger skal ikke indregnet: Status for nulpunkt-forskydninger Nulpunkt-forskydninger bliver indregnet Nulpunkt-forskydninger bliver ikke indregnet En ændring af status bliver først tilgodeset ved nytart af simuleringen. Symboleet bliver fremstillet blegt, sålænge den ændrede indstilling endnu ikke bliver tilgodeset. 5.1 Driftsart simulering Emne-nulpunktet er henføringspunkt for kørselsveje Nulpunkt-forskydninger bliver ignoreret Når De anvender programafsnit-kendetegn KONTUR og G99, gælder uafhængig af status nulpunkt-forskydning: Emnet (konturen) bliver fremstillet på den i KONTUR definerede position G99 X.. Z.. forskyder emnet til en ny position Flere emner i arbejdsrummet CNC PILOT en fremstiller indtil fire emner i arbejdsrummet og simulerer bearbejdningen af dette emne. Den (første) positionen for emnet definerer De i KONTUR. En senere forskydning af emnepositionen er mulig med G99. Koordinatensystemer for konturer Qn (n: 1..4): Kontur n den valgte kontur er markeret Symbol: Koordinatsystem for denne kontur HEIDENHAIN CNC PILOT
212 5.1 Driftsart simulering Anvisninger for betjening Aktivere simulering Indlægge NC-program Indstille simulerings-vindue (endeflade-, cylinderflade-vindue, etc.) Indstille simuleringsmodus (enkeltblok, basisblok eller uden stop) Vælg simuleringsart (kontur, bearbejdning, bevægelse) Tryk ny Simuleringsmodus uden stop : Stop holder simuleringen Videre fortsætter simuleringen Simuleringsmodus enkeltblok eller basisblok : Simuleringen holder efter hver enkeltblok/ basisblok videre fortsætter simuleringen Under et simulerings-stop kan De ændre modus, foretage andre indstillinger eller skifte til opmåling. Fejl og advarsler Optræder der ved oversættelsen af NC-programmet advarsler, bliver det meldt i hovedlinien. Ved et simulerings-stop eller efter simuleringen kalder De med menupunktet indstil(lingern) advarsler tilstedeværende meldinger. Er flere advarsler indført, skifter De med ENTER til næste melding. CNC PILOT en sletter en advarsel, såsnart De bekræfter meldingen med ENTER. Der bliver maksimalt gemt 20 advarsler. Optræder der ved oversættelsen af NC-programmer fejl, bliver simuleringen afbrudt. Softkeys indstille simuleringsmodi Stop efter hver NC-kildeblok. videre simulerer den næste NC-kildeblok. Kontur-simulering: Stop efter hver enkelt konturelement. Konturmakros (konturcykler) bliver opløst. Videre fremstiller det næste konturelement. Bearbejdnings- eller bevægelses-simulering: Stop efter hver kørselsvej. Bearbejdningscykler bliver opløst. Videre simulerer den næste kørselsvej. Uden stop (softkeys enkeltblok og basisblok er ikke trykket): Simuleringen bliver gennemført +uden stop Grafisk simulering
213 5.2 Hovedmenu Menugruppe Prog(ramvalg) : Indlægge Vælg NC-program og tryk OK Fra DIN PLUS overtager det i DIN PLUS valgte NC-program Menupunkter for kald af: Kontur-simulering: Kontur Bearbejdnings-simulering: Bearbejdning Bevægelses-simulering: Bevægelse 3D-fremstilling: 3D-billede Menugruppe indstil(linger) : Indstillinger, som De foretager gælder i kontur-, bearbejdnings- og bevægelses-simulering. Indstille vindue (dialogbox vindues-valg) De vælger, afhængig af bearbejdningen der skal testes, vindueskombinationen. Endeflade-vindue Kontur- og kørselsvej-fremstilling sker i XY-planet under hensyntagen til spindelposition. Spindelposition 0 befinder sig på den positive X-akse (betegnelse: XK ). Cylinderflade-vindue Kontur- og kørselsvej-fremstilling orienterer sig på positionen på cylinderfladeafvikling (betegnelse: CY) og Z-koordinaten. Fremstillingen af C-akse-konturer tilsvarende konturen på emneoverfladen. (I grafik-vindue for DIN PLUS editor bliver cylinderfladekonturen tegnet på bunden af fræsning og er derfor kortere end cirkelbuen på emneoverfladen. Vindue sidebillede (YZ) Kontur- og kørselsvej-fremstilling sker i YZ-planet. Herved bliver udelukkende Y- og Z-koordinaterne tilgodeset ikke spindelpositionen. Vejfremstilling i hjælpevinduer Endeflade- og cylinderflade-vindue og sidebillede gælder som hjælpevindue. Kørselsveje bliver først tegnet, når C-aksen er blevet svinget ind hhv. en G17 eller G19 (ved Y-aksen) er blevet udført. G18 eller udsvingningen af C-aksen standser udlæsningen af kørselsvejen til hjælpevinduet. Efter programændringer i DIN PLUS editor behøver De kun trykke ny, for at simulere det ændrede NC-program. Ende- og cylinderflade-vindue arbejder med vindue spindelposition. Når drejebænken drejer emnet, bevæger simuleringen værktøjet. Cylinderflade-vindue og sidebilledet (YZ) bliver alternativt fremstillet. 5.2 Hovedmenu Fortsættelse næste side HEIDENHAIN CNC PILOT
214 5.2 Hovedmenu Alternativt indstiller De vejfremstilling i hjælpevinduet: altid (dialogbox: Vindues valg ). Så bliver alle kørselsveje vist i alle simuleringsvinduer. Kildeblokvisning De indstiller ved NC-programmer for flere slæder, hvilke slæder der skal tilgodeses ved kildeblokvisning. Indstil slæde : Ved drejebænke med flere slæder indstiller De: Vejudlæsning for... : alle slæder : Vis kørselsveje for alle slæder aktuelle slæde : Vis kørselsveje for de valgte slæder Slæde placering: For hver slæde indstilles, om kørselsveje skal tegnes før/efter drejemidten. Kontaktfelt tilbagestille : Den i maskinparametrene definerede slæde-placering bliver overtaget. Indstil konturvalg : De indstiller i dialogboxen, om en valgt kontur eller alle konturer i NC-programmet skal vises. De indstiller, om nulpunkt-forskydninger skal tilgodeses. Indstil statuslinie eller side frem/tilbage omskifter visningen. De kan alternativt til værktøjsdata kontrollere teknologidata. Indstil nulpunkt C (kun ved aktivt cylinderflade-vindue ): De indstiller i dialogboxen nulpunkt, på hvilken position cylinderfladeafvikling skal afskæres. C-vinklen, som De indlæser ligger på Z-aksen. Standardindstilling: C-vinkel = Grafisk simulering
215 5.3 Kontur-simulering Funktioner for kontur-simulering I kontur-simulering kan De Vælge mellem snit- eller billedfremstilling. Teste kontur-programmeringen gennem konturopbygningen i enkeltblok. Teste en parameter for et konturelement (elementopmåling). Opmåle hvert konturpunkt relativt til et henf.punkt (punkt-opmåling). En forudsætning for kontur-simuleringen er programmerede konturer (rå-/færdigdelbeskrivelse, hjælpekonturer). ER konturbeskrivelsen ikke fuldstændig, sker fremstillingen såvidt mmulig. 5.3 Kontur-simulering tilbage til hovedmenu Menupunkter for styring af simulering Ny: Tegner ny kontur (programændringer bliver tilgodeset) Videre: Fremstiller den næste NC-kildeblok eller basisblok Menupunkt (Kontur) fremstilling De konfigurerer: Snit(fremstilling) Billede(fremstilling) Snit & billed(fremstilling) : Ovenfor drejemidte billede-, nedenfor drejemidte snitfremstilling Menugruppe Indstil(linger)... :... Vindue :... Nulpunkt C : se 5.2 Hovedmenu... Konturvalg : De indstiller i dialogboxen, om én valgt kontur eller alle konturer i NC-programmet skal vises. De indstiller, om nulpunkt-forskydninger skal tilgodeses.... Advarsler : se Anvisninger for betjening Menupunkt 3D-billede : se 5.7 3D-billede Menugruppe Debug : Når De bruger variable for konturbeskrivelsen, kan De med Debug-funktionen vise og ændre variable (se 5.8 Kontrollere NC-programafvikling ). I modus enkelt- eller basisblok bliver snitfremstillingen vist. HEIDENHAIN CNC PILOT
216 5.3 Kontur-simulering Opmåling Valg: Menupunkt opmåling tilbage til kontur-simulering Menupunkt Element-opmåling I linien display bliver alle data for det markerede konturelement opført. Pilen kendetegner retningen af konturbeskrivelsen Til næste konturelement: Pil til venstre/højre Skifte kontur (eksempel: skift mellem rå- og færdigdelkontur): Pil op/ned Menupunkt Punkt-opmåling CNC PILOT en viser målene for konturpunktet relativt til henf.punkt. Fastlæg henføringspunkt: Positionér cursoren (det lille røde kvadrat) på henføringspunktet Tryk fastlæg henføringspunkt det lille kvadrat skifter farve Positionér cursoren på konturpunktet der skal måles CNC PILOT en viser målene relativt til henf.punktet Ophæve henføringspunkt: henføringspunkt ud ophæver det indstillede henføringspunkt De kan fastlægge et nyt henføringspunkt Anvisninger for betjening: Pil op/ned skifter til næste konturgruppe. Ved figurer bliver enkeltelementer opmålt. Det valgte henf.plan (XC, XY, etc.) bliver fremstillet i displaylinien. Opmålings-funktione kan De også kalde fra bearbejdnings- eller bevægelsessimulering (menupunkt opmåling ). Specielle softkeys Skifter til næste simuleringsvindue. Forudsætning: Det er konturer fra henføringsplan (endeflade-, Y-endeflade-, cylinderflade, sidebillede) som eksisterer Grafisk simulering
217 5.4 Bearbejdnings-simulering Funktioner for bearbejdnings-simulering: Kontrollér værktøjs-kørselsveje Test snitopdeling Fremskaf bearbejdningstid Overvåge beskyttelseszone- og endekontaktbeskadigelse Sortere og fastlægge variable Sikre bearbejdet kontur tilbage til hovedmenu Beskyttelseszone- og endekontakt-overvågning Udover for indstilling i simulering bliver beskyttelseszone-overvågning indkoblet i maskinparameter 205,... ( overvågning inde/ude ). Beskyttelseszone-mål fastsætter De i indretningsdrift (driftsart manuel styring). Målene bliver styret i maskin-parameter 1116,... Konturfrembringelse i simulering Konturer frembragt i simulering kan de sikre og indlæse i NC-programmet. Eksempel: De beskriver råog færdigdel og simulerer bearbejdningen af første opspænding. Herefter sikrer De konturen. Herved definerer De en forskydning af emne-nulpunktet og/ eller en spejling. Simuleringen sikrer den frembragte kontur som rådel og den oprindeligt definerede færdigdelkontur under hensyntagen til forskydning og spejling. Den pr. simulering fremskaffede rå- og færdigdelkontur indlæser De i DIN PLUS (blokmenu Indføje kontur ). Menupunkter for styring af simulering Ny: Simulerer bearbejdningen ny (programændringer bliver tilgodeset) Videre: Simulerer den næste NC-kildeblok eller basisblok Stop: Standser simuleringen. De kan ændre indstillingerne eller efterføre konturen. Menugruppe indstil(linger) Vindue :... Slæde :... Konturvalg :... Statuslinie :... Nulpunkt C : se 5.2 Hovedmenu... Advarsler : Se Anvisninger for betjening Hastigheden af bearbejdnings-simuleringen influerer De på med styrings-parameter 27. Specielle softkeys Fremstilling af kørselsveje: Linie eller (skær)spor Værktøjsfremstilling: Lyspunkt eller Værktøj 5.4 Bearbejdnings-simulering Fortsættelse næste side HEIDENHAIN CNC PILOT
218 5.4 Bearbejdnings-simulering... Side : se 5.9 Tidsberegning... Beskyttelseszone... Overvågning ude : Beskyttelseszone/softwareendekontakt bliver ikke overvåget Overvågning med advarsel : CNC PILOT en registrerer beskyttelseszonen- eller endekontaktbeskadigelse og behandler dem som advarsler. NC-programmet bliver simuleret indtil enden af programmet. Overvågning med fejl(melding) : En beskyttelseszone- eller endekontaktbeskadigelse fører omgående til en fejlmelding og til afbrydelse af simuleringen. Menugruppe Kontur... :... Konturefterføring Aktualiserer konturen svarende til den simulerede fremstillingstilstand. Herved går CNC PILOT en ud fra råemnet og tilgodeser alle hidtidigt udførte snit.... Opmåling : Se OPmålingng Menupunkt 3D-billede : se 5.7 3D-billede... Sikre konturen Sikrer konturen svarende til den simulerede fremstillingstilstand som RÅEMNE og yderligere den programmerede færdigdel. Indstillinger i dialogboxen sikre konturer for NCprogrammet : Enhed: Konturbeskrivelse metrisk eller tommer Kontur: Valg af konturen (når flere konturer er tilstede) Forskydning: Værdi for forskydning af emnenulpunktet Spejling: Konturen bliver spejlet/ikke spejlet Menugruppe Debug Når De bruger variable til emne-bearbejdning, kan De med Debug-funktionen vise og ændre variable (se 5.8 Kontrollere NC-programafvikling ) Grafisk simulering
219 5.5 Bevægelses-simulering Bevægelses-simuleringen fremstiller råemnet som udfyldte flader og afspåner set under simuleringen (raderegrafik). Værktøjet kører med den programmerede tilspændingshastighed ( i sand tid ). De kan til hver en tid afbryde bevægelsessimuleringen, også indenfor en NC-blok. Displayet nedenunder simulerings-vinduet viser målpositionen de aktuelle veje. Er udover drejevinduet andre simulerings-vinduer indkoblet, sker visningen i hjælpevinduet som sporgrafik. Beskyttelseszone- og endekontakt-overvågning Udover til indstilling i simulering bliver beskyttelseszone-overvågning indkoblet i maskinparameter 205,... ( overvågning inde/ude ). Beskyttelseszone-mål fastsætter De i indretningsdrift (driftsart manuel styring). Målene bliver styret i maskinn-parameter 1116,... Visuel endekontakt-overvågning Afhængig af indstillingen endekontaktvisning for slæden x (dialogbox slæde indstillinger ) viser bevægelses-simuleringen positionen for softwareendekontakt relativt til værktøjsspidsen (rød firkant). Det forenkler kontrollen ved kørsler i nærheden af arbejdsrumgrænsen. Den visuelle endekontaktovervågning er uafhængig af beskyttelseszone- og endekontakt-overvågning.ng. tilbage til hovedmenu Menupunkter for styring af simulering Ny: Simulerer bearbejdningen ny (programændringer bliver tilgodeset) Videre: Simulerer den næste NC-kildeblok eller basisblok Stop: Standser simuleringen. De kan ændre indstillingerne eller efterføre konturen. Menugruppe Indstil(linger)... :... Vindue :... konturvalg :... Statuslinie : Se 5.2 Hovedmenu... Slæde : Se 5.2 Hovedmenu. I bevægelses-simulering kan De yderligere aktivere endekontaktvisning for slæden x. Simuleringen viser endekontakt-mål relativt til værktøjsspidsen. Derfor bliver endekontakt-mål ved et værktøjsskift positioneret påny.... Advarsler : Se Anvisninger for betjening... Tider : Se 5.9 Tidsberegning... Beskyttelseszone... : Se 5.4 Bearbejdnings-simulering Menugruppe debug : n Menugruppe Debug :Når De bruger variable for konturbeskrivelsen, kan De med Debug-funktionen vise og ændre variable (se 5.8 Kontrollere NC-programafvikling ). Menugruppe kontur : Kontur opmåling : se Opmåling Kontur 3D-visning : Se 5.7 3D-billede Influere på kørselshastighed (pr. menu) : Nedsætter kørselshastigheden. > < : Kørselshastighed i sand tid. + : Accelererer kørselshastigheden. 5.5 Bevægelses-simulering HEIDENHAIN CNC PILOT
220 5.6 Lup 5.6 Lup Med lupen forstørrer/formindsker De billedet og vælger billedudsnittet. Lup-indstilling pr. tastatur Forudsætning: Simulering i Stop-tilstand Ved kaldet af Lup en vises en rød firkant for valg af billedudsnit. Ved flere simulerings-vinduer: Indstille vindue Billedudsnit: Forstørre: Side frem Formindske: Side tilbage Forskyde: Cursortasten Lup-indstilling pr. Touch-Pad Forudsætning: Simulering i Stop-tilstand Positionér cursoren på et hjørne af billedudsnittet Med trykket venstre musetaste trækkes cursoren til det overfor liggende hjørne af billedudsnittet Højre muse-taste: Tilbage til standardstørrelse Standard-indstillinger: Se softkey-tabellen Forlade lup Efter en stor forstørrelse kan De indstille emne maksimal eller arbejdsrum, for så at vælge et nyt billedudsnit. Softkeys Ophæver forstørrelser/indstillinger og viser den sidste indstilling emne maximal eller arbejdsrum. Ophæver den sidste forstørrelse/indstilling. De kan trykke sidste lup flere gange. Kobler lupfunktionen til næste simulerings-vindue. Viser emnet i størst mulige fremstilling. Viser arbejdsrummet, inklusiv værktøjs-skiftepunkt. Indstille Sletspån for simuleringsvinduer og positionen for emne-nulpunktet. Ved flere vinduer, sker indstillingen for hvert vindue. Indstillingen henfører sig til konturen for den valgte slæde Grafisk simulering
221 5.7 3D-billede I 3D-billedet viser CNC PILOT en emnet svarende til den simulerede fremstillingstilstand. Når De kalder 3D-fremstilling fra kontur-simuleringen, bliver den færdige del fremstillet. Kald: Menupunkt 3D-billede h forlade 3D-billede 5.7 3D-billede Influering på fremstillingen: Pr. softkey skifter De mellem volumen- eller gitter-fremstilling Forstørre: Softkey eller side frem Formindske: Softkey eller side tilbage Dreje: Cursortasten, plus- og minus-taste Softkey standard 3D-billede fremstiller emnet i standard-størrelsen og standard-stedet ar 3D-billedet tilgodeser de pr. drejebearbejdning frembragte konturer ingen C- eller Y-aksebearbejdninger. Softkeys Fremstilling som volumenmodel i standard-billedet (ikke drejet, ikke forstørret/formindsket) Fremstilling som gittermodel Forstørre fremstilling Formindske fremstilling HEIDENHAIN CNC PILOT
222 5.8 Kontrollere NC-programafvikling 5.8 Kontrollere NCprogramafvikling Ved komplekse NC-programmer med programforgreninger, variable udregninger, eksterne tildragelser, etc. simulerer De indlæsningerne og resultater og tester så alle programgrene. Menugruppe debug : Debug fastlæg startblok Debug Slet startblok Debug Vis startblok Er en startblok defineret, bliver NC-programmet oversat indtil denne blok, uden at kørselsveje bliver vist. CNC PILOT en standser videre fortsætter simuleringen. Debug Variable/kildeblok Nedenfor simuleringsvinduet bliver i standardindstillingen NC-kildeblokken vist. Med Variable/ kildeblok skifter De mellem visning af fire valgte variable og visning af NC-kildeblokke. Debug Vis variable Alle #-variable De variable bliver vist i en dialogbox. Med pil op/ned og side frem/tilbage vises de ønskede variable. Bliver kun variabelnummeret vist, er det ikke benyttet.... Alle V-variable Vælg variabelgruppe og definer det første variabelnummer (dialogbox V-visning ) De variable bliver vist i en dialogbox. Med pil op/ned og side frem/tilbage vises de ønskede variable.... Fastlæg display Indstil variabel-type og -nummer De variable bliver vist (alternativt til NCkildeblokke ).... Tilbagestille visning De variable bliver ikke mere vist. De variable og forløb bliver simuleret. Dvs. de i driftsarten automatik og manuel styring anvendte variable og forløb bliver ikke berørt af det. Variabelgrupper Valg Display Betydning # Variable #.. #-Variable V Variable KV.. V-variable Vrkt.-korrektur X,... KD X,... Værktøjskorrekturer Maskinmål X,... KM X,... Maskinmål Værktøjsmål Mx,... KTM X,... Værktøjsmål Takt-forløb Forløb af værktøjsbrugstidsstyring og startsøgning Externe forløb Externe forløb Grafisk simulering
223 Debug Ændre variable Ændre V-variable Indstille variabel-type og -nummer Angiv værdi eller forløbet Definere status : Udefineret: Den variable er ingen værdi/forløb tildelt. Det svarer til tilstanden efter NC-programstarten. Ved simuleringen af en NC-blok med denne variable kræver simuleringen af Dem, at indlæse værdi/ forløb. Defineret: Ved simuleringen af en NC-blok med denne variable bliver den indlæste værdi/ forløbet antaget. Spørgsmål: Ved simuleringen af en NC-blok med denne variable følger en forespørgsel efter variabelværdi/forløb.... slette alle xx-variable/forløb Når variable har defineret status, sletter De status for den tilsvarende variabelgruppe/forløb. xx står for: V-var.: V-variable D-var.: Vrkt.-korrekturer E-var.: Takt-forløb og eksterne forløb M-var.: Maskinmål T-var.: Værktøjsmål Debug V-variabelvisning Siller de i V-variabelvisning (programhoved) definerede variable klar til editering. Ved tryk på tilbagestille bliver forudgivne værdier overtaget. Forudsætning: De V-variabelvisning blev defineret. Debug udlæsevindue Aktivere vindue... Deaktivere vindue Indeholder NC-programmet dataudlæsning, indstiller De, om udlæse-vinduet skal vises eller undertrykkes.... # Vis udlæsning... V Vis udlæsning Overlapper dataudlæsningen sig med #-og V-variable, henter De med dette menupunkt det ønskede display i forgrunden. 5.8 Kontrollere NC-programafvikling HEIDENHAIN CNC PILOT
224 5.9 Tidsberegning 5.9 Tidsberegning Under bearbejdnings- eller bevægelses-simulering beregner CNC PILOT en hoved- og bitider. Kald: Menupunkt indstil(linger) tider Forlade tidsberegning Tabellen tidsberegning viser hoved-, bi- og totaltiderne (grøn: hovedtider; gul: bitider). Hver linie repræsenterer brugen af et nyt værktøj (målgivende er T-kaldet). Overskrider antallet af indføringer i tabellen det antal linier der kan vises på en billedskærmside, kalder De med cursor-tasten og side frem/side tilbage flere tidsinformationer. De kan indstille skiftetider, som ved tidsberegningen er tilgodeset, i styringsparameter Softkeys Skift til næste slæde Udlæsning af tabellen tidsberegning til printeren (se styrings-parameter 40 ). Kald af synkronpunktanalyse Grafisk simulering
225 5.10 Synkronpunktanalyse Deltager flere slæder ved spåntagningen, koordinerer De bearbejdningen med synkronpunkter. Synkronpunktanalysen fremstiller afhængiheden af slæderne under hinanden. I grafikken bliver værktøjsskift, synkronpunkter og ventetider fremstillet. Yderligere synkronpunkt-information giver oplysning om det valgte punkt (pil nedenfor bjælkegrafik). Kald: Synkronpunktanalyse er en underfunktion af tidsberegning. Vælge synkronpunkter: Skifte slæde: Pr. softkey eller pil op/ned Næste/foregående synkronpunkt: Pil til venstre/ højre Synkronpunkt-informationer: NC-program-/underprogram Aktivt værktøj Den for det valgte synkronpunkt relevante NC-blok tw : Ventertid på dette synkronpunkt tg : Beregnet udførselstid fra programstart Tilbage til tidsberegning : Tryk softkey påny: tilbage til simulering Softkeys Skift til næste slæde Tilbage til tidsberegning 5.10 Synkronpunktanalyse HEIDENHAIN CNC PILOT
226
227 TURN PLUS 6
228 6.1 Driftsart TURN PLUS 6.1 Driftsart TURN PLUS I TURN PLUS beskriver De rå- og færdigdel grafisk interaktivt. Derefter lader De arbejdsplanen fremstille automatisk eller De frembringer den interaktivt. Resultatet er et kommenteret og struktureret DIN PLUS-program. TURN PLUS indeholder: Den grafisk interaktive konturfremstilling Klargøring (emne-opspænding) Den interaktive arbejdsplan-generering (IAG) Den automatiske arbejdsplan-generering (AAG) for Drejebearbejdning Bore- og fræsebearbejdning med C-akse Bore- og fræsebearbejdning med Y-akse Kompletbearbejdning TURN PLUS koncept Emnebeskrivelsen (rå- og færdigdel, bore- og fræsekonturer) er grundlaget for arbejdsplangenereringen. Ved emne-opspændingen bliver snitbegrænsningerne fremskaffet. For værktøjsvalget tilbyder TURN PLUS følgende strategier: Automatisk valg fra værktøjs-databanken Anvendelse af den aktuelle revolverbelægning TURN PLUS egen revolverbelægning Snitværdier bliver fremskaffet fra teknologidatabanken. TURN PLUS genererer arbejdsplanen under hensyntagen til teknologiske attributer, som sletspån, tolerancer, rådybde, etc. Hver indlæsning og hvert genereret arbejdsskridt bliver vist og er straks korrigerbar. På basis af råemneefterføringen optimerer TURN PLUS kørselsvejene, undgår luftsnit såvel som kollisioner emne værktøjsskær. Genereringsstrategien er fastlagt i bearbejdningsfølgen hhv. i bearbejdningsparametre. Hermed tilpasser De TURN PLUS til Deres individuelle behov. Betjeningsanvisninger Statuslinien (ovenfor softkeylisten) informerer Dem om de mulige betjeningsskridt. TURN PLUS arbejder med en flertrins menustruktur. Med ESC-tasten skifter De eet menutrin tilbage. Den foreliggende beskrivelse tilgodeser betjeningen pr. menu, softkeys og Touch-Pad. De kan benytte den fra tidligere CNC PILOTudgaver kendte betjening uden softkeys og Touch-Pad fortsat. Bliver flere vinduer (billeder) fremstillet på billedskærmen, er det aktive vindue kendetegnet med en grøn ramme. Side frem/tilbage skifter mellem vinduerne. Tasten. viser det aktive vindue i billedskærmstørrelse. Et fornyet tryk på. skifter tilbage til flere vinduer. I konfigurering indstiller De display- og indlæsevarianter (se 6.15 Konfigurering ). Arbejdsplangenereringen af TURN PLUS bruger værktøjs-, spændejerns- og teknologi-databanken. Vær opmærksom på aktuelle og korrekte beskrivelser af driftsmidler. De kan bruge delresultater og bearbejde videre med DIN PLUS (Eksempel: Definere en kontur med TURN PLUS og programmere bearbejdningen i DIN PLUS). Eller De optimerer det af TURN PLUS fremskaffede DIN PLUS program TURN PLUS
229 6.2 Programstyring TURN PLUS filer TURN PLUS har biblioteker for: Komplette-programmer (råemne og færdigdelbeskrivelse og arbejdsplan) Emnebeskrivelser (råemne og færdigdele) Råemnebeskrivelser Færdigdelbeskrivelser Enkelte konturkæder TURN PLUS egen revolver-belægning (se Indrette værktøjsliste ) 6.2 Programstyring De kan bruge denne struktur til Deres organisering. Eksempel: De fremstiller med en emnebeskrivelse forskellige arbejdsplaner. Menugruppe Program(styring) : Indlægge Vælge programgruppe (komplet, emne, råemne, færdigdel eller konturkæde) Vælge fil Ny anlægger et nyt TURN PLUS - program Indfør programnavn og fastlæg materialet Aktivere Programhoved editering Efter afslutning af programhoved editering defineres råemne- og færdigdel og generere arbejdsplan Slette Vælge programgruppe (komplet, emne, råemne, færdigdel eller konturkæde) Vælg fil og slet den Sikre gemmer det fremstillede program Vælg programgruppe (komplet, emne, råemne, færdigdel, konturkæde eller NC-program) ved komplet bliver også NC-programmet gemt Indlæse/kontrollere programnavne Tryk OK filen bliver gemt Softkeys Skift til driftsart DIN PLUS Skift til driftsart simulering Aktivere lup (se: 6.14 Kontrolgrafik HEIDENHAIN CNC PILOT
230 6.2 Programstyring Programhoved PROGRAMHOVED indeholder: Materiale for fremskaffelse af snitværdier Tilordning spindel slæde 1. opspænding Tilordning spindel slæde 2. opspændingng De angiver for den komplette bearbejdning spindelen/slæden, med hvilke opspændingen bliver bearbejdet. Omdr.talbegrænsning: Ingen indlæsning: SMAX er omdr.talbegrænsningen Indlæsning < SMAX: Indlæsning er omdr.talbegrænsningen Indlæsning > SMAX: SMAX er omdr.talbegrænsning SMAX: Se bearbejdningsparameter 2 (global teknologiparameter omdr.talbegrænsning). Kontaktfelt M-funktioner : De kan definere indtil fem M-funktioner, som TURN PLUS tilgodeser ved genereringen af NC-programmer. Ved start af bearbejdning Efter et værktøjsskift (T-kommando) Ved enden af bearbejdngen Felterne Indspændingsdiameter Udspændingslængde Spændetryk fremskaffer TURN PLUS i funktionen klargøring og indfører dem automatisk (se Emne opspænde ). De andre felter indeholder organisatoriske informationer og indretningsinformationer, som ikke influerer på programudførelsen. Informationerne for programhoveder bliver kendetegnet i et DIN-program med # TURN PLUS
231 6.3 Emnebeskrivelse Anvisninger for konturindlæsning En kontur fremstiller De med sekventielle indlæsninger af de enkelte konturelementer. De kan beskrive konturelementer/konturpunkter absolut, inkrementalt, kartesisk eller polar. I regelen indlæser De dataerne således, som tegningen er målsat. X-værdier indlæser De som diameter eller radius (se 6.14 Konfigurering ). TURN PLUS beregner manglende koordinater, snitpunkter, midtpunkter etc., såvidt det er matematisk muligt. Fremkommer der flere løsningsmuligheder, sorterer De de matematisk mulige varianter og vælger den ønskede løsning. Importer konturer i DXF-format Konturer, der foreligger i DXF-format, kan importeres i programmerings-driftsart TURN PLUS (se 6.8 importere DXF-konturer ). Beskrive DXF-konturen: Råemner Færdigdele Konturkæder Fræsekonturer 6.3 Emnebeskrivelse Indlæsning af råemnekontur Standardformer (stænger, rør): Definition med råemnemakros komplekse råemner: Beskrivelse som en færdigdel Støbt emne- eller smedet emne: Bliver genereret fra færdigdelen og sletspånen Indlæsning af råemnekontur (standardform) Vælg emne råemne stænger/rør < Indlæs målene for råemnet < CNC PILOT en fremstiller råemnet < ESC-taste tilbage til hovedmenu Se også 6.4 Råemnekonturer Råemne-attribute HEIDENHAIN CNC PILOT
232 6.3 Emnebeskrivelse Indlæsning af færdigdelkontur Færdigdelkonturen indeholder: Drejekonturen, bestående af Grundkonturen Formelementerne (affasning, rundinger, frigange, indstikninger, gevind, centriske boringer) C-aksekonturer Drejekonturer (råemne-/færdigdel) skal være lukket. Indlæsning af grundkontur Indlæsning af grundkontur Vælg emne færdigdel kontur < Fastlæg startpunkt for kontur < Vælg strækning/bue < Indlæs grundkonturen element for element: Strækning Vælg retning ved hjælp af menusymboler Beskrive strækninger Buer Vælg drejeretning ved hjælp af menusymboler Beskrive buer Skift mellem stræknings- /bue-menu: pr. softkey < ER konturen ikke lukket: Tryk 2 * ESC-taste Lukke kontur? tryk Ja Se også Elemente for grundkontur Hjælpefunktioner for elementindlæsning 6.9 Tilordne attribute De beskriver først grundkonturen og overlapper så formelementet TURN PLUS
233 6.3.3 Overlappe formelementer Formelementer bliver overlappet grundkonturen. Det bliver selvstændige elementer, som De kan ændre eller slette. Om nødvendigt genererer TURN PLUS en speciel bearbejdning af formelementer. Positions-udvælgelsen tilgodeser arten af formelement: Affase: Udv.hjørne Runding: Udv.- og indv.hjørne Frigang: Indv.hjørne med retvinklet på hinanden stående akseparallelle retlinier Indstikning: Retlinie Gevind: Retlinie (Centrisk) boring: Midterakse på ende- eller bagflade 6.3 Emnebeskrivelse Overlappe formelementer Vælg emne færdigdel form < Vælg typen af formelement (undermenu form ) < Udvælge et formelement Vælg position pr. softkey eller Touch-Pad Udvælge flere formelementer Vælg positionen pr. softkey eller Touch-Pad < Indlæs parameteren for formelementet < TURN PLUS fremstiller det/de formelementer. Se også Formelementer Anvisning for betjening De definerer affasning, rundinger, frigange, etc. som formelementer. Så kan arbejdsplangenereringen tilgodese specielle bearbejdninger af disse formelementer. HEIDENHAIN CNC PILOT
234 6.3 Emnebeskrivelse Overlappe konturkæde Ofte optrædende konturkæder fremstiller De én gang og integrerer dem én gang eller som en række i konturen. Integrerede konturkæder er bestanddele af konturen. Konturkæder (overlapnings-elementer) Cirkelbuer Kile Ponton er fordefineret. Komplekse konturer beskriver De som en færdigdelkontur. Når De gemmer konturkæden, kan De anvende den i forskellige programmer. Overlapnings-elementer overlapper eksisterende lineære eller cirkulære konturelementer (støttekontur-element). Integrere konturkæde Indlægge konturkæde (når nødvendigt): Vælg program indlægge konturkæde < Vælg fil og indlæg < Tilbage til hovedmenu < Vælg emne færdigdel form formelement... < Standard-overlapnings-element: Vælg og beskriv overlapningskontur Integrere konturkæde (fortsættelse) Flere løsningsmuligheder: Vælg løsning < TURN PLUS integrerer overlapningskonturen i den bestående kontur. Se også Overlapningselementer Konturkæde eller sidste overlapnings-element:... kontur vælges < Udvælge støttekontur-element < Definere overlapning (dialogbox lineær/cirkulær overlapning ) < TURN PLUS viser overlapningen De kan acceptere (OK) eller bortkaste (afbryd). < TURN PLUS
235 6.3.5 Indlæsning af C-aksekonturer Standardformen definerer De med figurer, regelmæssigt lineært eller cirkulært anordnede figurer eller boringer i mønstre. Beskrivelsen af komplekse konturer foretager De med grundlementerne strækninger og buer. Mønster Lineære hulmønstre (boremønster) Cirkulære hulhmønstre (boremønster) Lineare figurmønstre (fræsekonturer) Cirkulære figurmønstre (fræsekonturer) En enkeltboring Figurer Cirkel (fuldkreds) Firkant Mangekant Lineær not cirkulær not De positionerer mønstre og figurer på Endeflade (C-aksebearbejdning) Cylinderflade (C-aksebearbejdning) Bagflade (C-aksebearbejdning) Se også De beskriver drejekonturen komplet, før De definerer konturen for C-/Y-aksebearbejdning. De vælger henføringsplanet (endeflade, cylinderflade, etc.), før De definerer konturer for C-/Y-aksen Konturer for ende- og bagflade Konturer på cylinderflade 6.3 Emnebeskrivelse Indstille/vælge henføringsplaner Henføringsplanet (det udvalgte vindue) er markeret med en farvet ramme. TURN PLUS henfører alle aktiviteter til dette vindue. Yderligere henføringsplan (vindue) aktiverer: 1. Indstilling af vindueskonfigurering Vælg konfigurering ændre billeder (hovedmenu) Markere vindue (Dialogbox vindueskonfigurering ) Tilbage til +hovedmenu+ Vælg emne færdigdel Udvælge vindue: side frem/side tilbage 2. Vælge vindue (henføringsplan) Udvælge vinduet drejekontur Vælge mønster/figur (undermenu mønstre/figurer ) TURN PLUS åbner dialogboxen vælg indlæseplan henføringsplan vælges Valg ved flere vinduer: Side frem/side tilbage Fortsættelse næste side HEIDENHAIN CNC PILOT
236 6.3 Emnebeskrivelse Definere figurer Vælg emne færdigdel figur < Vælg figurtype < Om nødvendigt: Indstille henføringsplan (endeflade, cylinderflade, etc.) < Udvælg bearbejdningsflade henføringsmål teste/korrigere < Indlæs position Tryk kontaktfelt figur og definere figur < Kontrollér indlæsning tryk OK Konturdefinition med grundelementer Om nødvendigt: Indstil henf.plan (endeflade, cylinderflade etc.) < Vælg emne færdigdel kontur < Udvælg bearbejdningsflader henf.mål testes/ korrigeres < Fastlæg startpunkt for kontur < Beskrive C-/Y-kontur element for element < Efter fremstilling af konturen: 2 * ESC-tasten Definere mønster/enkeltboring Vælg emne færdigdel mønster < Vælg mønstertype/enkeltboring < Om nødvendigt: Indstille henføringsplan (endeflade, cylinderflade. etc) < Udvælg bearbejdningsflader henf.mål testes/korrigeres < Mønster Indlæs mønsterpositioner og -data Tryk kontaktfelt boring/figur og definer boring/figur Enkeltboring Indlæs position Tryk kontaktfelt boring og definer boring Kontrollér indlæsning tryk OK TURN PLUS
237 6.3.6 Anvisninger for betjening Softkeys Arten af opmåling, specialfunktioner, udvælgelser, etc. indstiller De pr. Softkeys. De følgende tabeller såvel som softkey-oversigten i slutningen af denne brugerhåndbog forklarer betydningen af softkeys. Udvælgelse med Touch-Pad Vær opmærksom ved udvælgelsen med Touch-Pad: Enkel-udvælgelse: Positionér cursoren på element, punkt, etc. Tryk venstre musetaste Multi-udvælgelse: Indkoble multi-udvælgelse pr. softkey Positionér cursoren på element, punkt, etc. Tryk venstre musetaste Positionér cursoren på næste element, punkt, etc. etc. Område-udvælgelse: Positionér cursoren på første element Indkoble område-udvælgelse pr. softkey Positionér cursoren på det sidste element n Venstre musetaste: Område-udvælgelse i konturbeskrivelsesretning n Højre musetaste: Område-udvælgelse modsat konturbeskrivelsesretning Farver ved udvælgelsespunkter Rød: Valgt af cursor, ikke udvalgt punkt Grøn: Udvalgt punkt Blå: Valgt af cursor, udvalgt punkt Multi-udvælgelse pr. softkey Vælg emne færdigdel form < Vælg typen af formelement (undermenu form ) < Stil cursoren på første position < Indkoble multi-udvælgelse 6.3 Emnebeskrivelse < Markere udvælgelsespunkter efter hinanden: Stil cursoren på næste position Udvælg det valgte punkt < Afslut udvælgelse indlæs parameter for formelementet Alternativt kan De udvælge alle punkter og de ikke ønskede positionen de-udvælge. Fortsættelse næste side HEIDENHAIN CNC PILOT
238 6.3 Emnebeskrivelse Hjælpefunktioner for elementindlæsning Menugruppe slette Slette element/område: Sletter det sidst indlæste konturelement. Vælg element/område TURN PLUS markerer det sidste element Udvælg pr. softkey konturafsnittet og bekræft konturafsnittet bliver slettet Uløste elementer: Sletter straks alle ikke fuldstændigt definerede konturelementer. Afsnit: Sletter den totale kontur. Menugruppe nulpunkt Forskydning: Forskyder nulpunktet til koordinatsystemet på den indlæste position (absolut indlæsning) med den indlæste værdi (inkremental indlæsning) Tilbagestille: Sætter nulpunktet for koordinatsystemet tilbage på den oprindeligt programmerede position. Menugruppe duplikere Række lineær: Kopierer det valgte konturområde og hænger det n-gange på konturen. Vælg række lineær TURN PLUS markerer det sidste element Udvælg og bekræft pr. softkey konturafsnittet Indfør dialogbox i rækken lineær mangfoldiggørelse TURN PLUS udvider konturen Parameter (dialogbox i rækken lineær mangfoldiggørelse ) Q: Antal (Konturafsnittet bliver Q-gange duplikeret) Fortsættelse næste side TURN PLUS
239 Række cirkulær: kopierer det valgte konturområde og hænger det n-gange på konturen. Vælg række cirkulær TURN PLUS markerer det sidste element Udvælg og bekræft pr. softkey konturafsnittet Indfør dialogbox i række cirkulær mangfoldigørelse TURN PLUS viser et drejepunkt som et rødt kvadrat De vælger drejepunktet pr. softkey og bekræfter pr. softkey TURN PLUS udvider konturen Parameter (dialogbox i rækken cirkulær mangfoldiggørelse ) Q: Antal (Konturafsnittet bliver Q-gange duplikeret) R: Mønsterradius 6.3 Emnebeskrivelse Udførelse af duplikering cirkulært Drejepunkter: TURN PLUS lægger med radius en cirkel om start- og slutpunkt på konturafsnittet. Snitpunktet for cirklen resulterer i begge mulige drejepunkter. Drejevinkel fremkommer ud fra afstanden startpunkt slutpunkt for konturafsnittet. Udvide konturen: TURN PLUS kopierer det valgte konturafsnit, drejer det og hænger det på konturen Spejle: Spejle det udvalgte konturområde og hænge det på konturen. Vælge spejling TURN PLUS markerer det sidste element Udvælg og bekræft pr. softkey konturafsnittet Indfør dialogbox i række cirkulær mangfoldigørelse Tryk OK TURN PLUS udvider konturen Parameter (dialogbox duplikere gennem spejling ) W: Vinkel til spejlingsaksen henføring af vinkel: Positiv Z-akse ( spejlingsaksen forløber gennem det aktuelle slutpunkt af konturen) Menupunkt info åbner/lukker vinduet med informationerne om uløste geometrielementer. Hvis vinduet ikke optagert alle info-boxe: Pil op/ned flytter cursor til næste/forudgående info-box. ALT-tasten stiller parameteren for sidste uløste element klar til editering. HEIDENHAIN CNC PILOT
240 6.4 Råemnekonturer 6.4 Råemnekonturer Stang definerer konturen for en cylinder (foring eller stangdel). Parameter X: Diameter Diameter omkreds ved flerkantet råemne Z: Længde af råemnet inklusiv plansletspån K: Plansletspån (afstand emne-nulpunkt højre kant) Rør Definerer konturen for en hulcylinder (råemne). Parameter X: Diameter Diameter omkreds ved flerkantet råemne I: Indv.diameter Z: Længde af råemnet inklusiv plansletspån K: Plansletspån (afstand emne-nulpunkt højre kant) Støbeemne (eller smedeemne) Genererer råemnet fra en eksisterende færdigdel. Parameter Overflade: Med boring: Støbt råemne Smedet råemne Ja Nej K: Ækvidistant sletspån for det totale emne I: Enkeltsletspån (for enkeltelementer eller konturområder): De indlæser først enkeltløbmål og vælger så konturelement/ konturområde TURN PLUS
241 6.5 Færdigdelkontur Elementer i grundkonturen Parametre, som TURN PLUS kender, bliver ikke efterspurgt indlæsefelterne er spærret. Eksempel: Ved horisontale eller vertikale strækninger ændrer kun en af koordinaterne sig og vinklen er fastlagt med retningen af elementet. Arten af opmåling indstiller De pr. softkey (se tabellen). Softkeys opmåling af konturelementer Polar opmåling af slupunktet: Vinkel α Polar opmåling af slutpunktet: Radius Polar opmåling af midtpunktet: Vinkel β Polar opmåling af midtpunktet: Radius 6.5 Færdigdelkontur Vinkel til foregående-element Vinkel til efterfølgende-element Startpunkt af kontur Med kontur fastlægger De startpunktet. Parameter X, Z: Startpunkt for kontur P, α: Startpunkt af kontur i polarkoordinater (henf. vinkel α: positiv Z-akse) HEIDENHAIN CNC PILOT
242 6.5 Færdigdelkontur Strækninger De vælger retningen af strækningen ved hjælp af menu-symboler og opmåler strækningen. Vertikale eller horisontale strækninger Vælg retning af strækning Strækning i vinkel Vælg retning af strækning Vælg strækning i vilkårlig retning De definerer slutpunktet for strækning og fastlægger overgangen til næste konturelement. Parameter X, Z: Slutpunkt i kartesiske koordinater Xi, Zi: Afstand start- til slutpunkt P, α: Slutpunkt i polarkoordinater (henf. vinkel α: Positiv Z-akse) W: Vinkel til strækning (henf.: se hjælpebillede) WV: Vinkel til foregående element WN: Vinkel til efterfølgende element WV, WN: Vinklen går fra foregående-/efterfølgende element modurs til det nye element Bue som foregående-/efterfølgende element: Vinkel til tangenten L: Længde af strækningen Tangential/ikke tangential: Fastlæg overgang til næste konturelement TURN PLUS
243 Buer De vælger drejeretning for buen ved hjælp af menu-symbolet og opmåler buen. Arten af opmåling indstiller De pr. softkey (se tabellen). Buer Vælg drejeretning for buen Parameter slutpunkt bue X, Z: Slutpunkt i kartesiske koordinater Xi, Zi: Afstand start- til slutpunkt P, α: Slutpunkt i polarkoordinater (henf. vinkel α: Positiv Z-akse) Pi, αi: Slutpunkt polar, inkremental (Pi: Lineær afstand start- til slutpunkt; henf. αi: se billede) 6.5 Færdigdelkontur Parameter midtpunkt af bue I, K: Midtpunkt (XM radiusmål) Ii, Ki: Afstand start- til midtpunkt PM, β: Midtpunkt i polarkoordinater (henf. vinkel β: Positiv Z-akse) PMi, βi: Midtpunkt polar, inkremental (PMi: lineære afstand start- til midtpunkt; Henf. βi: Vinkel mellem tænkt linie i startpunkt, parallel med Z-aksen og linie startpunkt midtpunkt) Yderligere parametre R: Radius til buen Tangential/ikke tangential: Fastlæg overgang til næste konturelement Parameter vinkel WA: Vinkel mellem positiv Z-akse og tangent i startpunkt af buen WE: Vinkel mellem positiv Z-akse og tangent i slutpunkt af buen WV: Vinkel mellem foregående element og tangent i startpunkt af buen. WN: Vinkel mellem tangent i slutpunkt af buen og efterfølgende element. WV, WN: Vinklen går fra foregående-/efterfølgende element modurs til det nye element Bue som foregående-/efterfølgende element: Vinkel til tangenten HEIDENHAIN CNC PILOT
244 6.5 Færdigdelkontur Formelementer Fase Parameter B: Fasebredde Runding Parameter B: Rundingsradius Frigang form E Parameter K: Frigangslængde I: Frigangsdybde (radiusmål) R: Frigangsradius (i begge hjørner af frigang) W: Tilkørselsvinkel (frigangsvinkel) TURN PLUS foreslår frigangs-parameteren afhængig af diameteren (se Frigangs-parameter DIN 509 E ) TURN PLUS
245 Frigang form F Parameter K: Frigangslængde I: Frigangsdybde (radiusmål) R: Frigangsradius (i begge hjørner af frigang) P: Plandybde W: Tilkørselsvinkel (frigangsvinkel) A: Frakørselsvinkel (planvinkel) TURN PLUS foreslår frigangs-parameter afhængig af diameter (se Frigangs-parameter DIN 509 F ). 6.5 Færdigdelkontur Frigang form G TURN PLUS foreslår parameteren De kan overskrive værdierne. Den foreslåede værdi baseres på det metriske ISO gevind (DIN 13), der fremskaffes ved hjælp af diameteren. Parameter: Se Frigangs-parameter DIN 76 Fremskaffe gevindstigning: Se Gevindstigning Parameter F: Gevindstigning K: Frigangslængde (frigangsbredde) I: Frigangsdybde (radiusmål) R: Frigangsradius (i begge hjørner af frigang) default: R=0,6*I W: Tilkørselsvinkel (frigangsvinkel) Frigang form H Parameter K: Frigangslængde R: Frigangsradius W: Tilkørselsvinkel HEIDENHAIN CNC PILOT
246 6.5 Færdigdelkontur Frigang form K Parameter I: Frigangsdybde R: Frigangsradius W: Åbningsvinkel A: Tilkørselsvinkel (vinkel til længdeakse) default: 45 Frigang form U Parameter K: Frigangslængde (frigangsbredde) I: Frigangsdybde (radiusmål) R: Indv.radius (i begge hjørner af indstikning) default: 0 P: Udv.radius/affase Nej: Ingen affase/runding Affasning: P = bredde af affasning Runding: P = radius til runding TURN PLUS
247 Indstikning generel Definerer en axial eller radial indstikning på et lineært henføringselement. Indstikningen bliver tilordnet det selekterede henf.element. Parameter X/Z: Henføringspunkt K: Indstikningsbredde (uden affasning/afrunding) I: Indstiksdybde U: Diameter/radius indstiksbund (ved indstikning parallelt med Z-akse) A: Indstiksvinkel (vinkel mellem indstiksflanker) 0 < A < 180 P: Udv.radius/affase startpunkt fjerne hjørne Nej: Ingen affase/runding Affase: P = breddee af affasning Runding: P = radius til runding B: Udv.radius/affase startpunkt nærmeste hjørne Nej: Ingen affase/runding Affasning: B = bredde af affasning Runding: B = radius til runding R: Radius ved bunden (indv.radius i begge hjørner af indstikning) CNC PILOT en henfører indstiksdybden til henføringselementet. Indstiksbunden forløber parallelt med henføringselementet. 6.5 Færdigdelkontur Indstikning form D (tætningsring) definerer en axial eller radial indstikning på udv.-eller indv.kontur. Indstikningen bliver tilordnet det forud selekterede henf.element. Parameter X: Startpunkt ved radial indstikning Z: Startpunkt ved axial indstikning I: Diameter/radius indstiksbund Ii: Axial indstikning: Indstiksdybde Radial indstikning: Indstiksbredde (Vær opmærksom på fortegnet!) Ki: Axial indstikning: Indstiksbredde (Vær opmærksom på fortegn!) Radial indstikning: Indstiksdybde B: Udv.radius/affase (på begge sider af indstikning) Nej: Ingen affasning/runding Affasning: B = bredde af affasning Runding: B = radius til runding R: Radius ved bunden (indv.radius i begge hjørner af indstikning) HEIDENHAIN CNC PILOT
248 6.5 Færdigdelkontur Fridrejning (Form FD) Definerer en axial eller radial fridrejning på et lineært henføringselement. Fridrejningen bliver tilordnet det selekterede henf.element. Parameter X/Z: Henføringspunkt K: Indstiksbredde I: Indstiksdybde U: Diameter/radius indstiksbund (når indstiksgrunden forløber parallelt med Z-aksen) A: Indstiksvinkel ( 0 < A <= 90 ) R: Indv.radius i begge hjørner af indstikning CNC PILOT en henfører indstiksdybden til henføringselementet. Indstiksbunden forløber parallelt med henføringselementet. Indstiks form S (Sikkerring) definerer en axial indstikning på den udv.- eller indv.kontur. Indstikningen bliver tilordnet det forud selekterede henf.element. Parameter Z: Startpunkt for indstikning Ki: Indstiksbredde (pas på fortegn!) I: Diameter/radius indstiksbund Ii: Indstiksdybde B: Udv.radius/affase (på begge sider af indstikning) Nej: Ingen affasning/runding Affasning: B = bredde af affasning Runding: B = radius til runding TURN PLUS
249 Gevind Definerer de opførte gevindtyper. Parameter Q: Gevindtype Metrisk ISO fingevind (DIN 13 del 2, række 1) Metrisk ISO gevind (DIN 13 Teil 1, række 1) Metrisk ISO keglegevind (DIN 158) Metrisk ISO keglefingevind (DIN 158) Metrisk ISO trapezgevind (DIN 103 del 2, række 1) Fladt metrisk trapezgevind (DIN 380 del 2, række 1) Metrisk savgevind (DIN 513 del 2, række 1) Cylindrisk rundgevind (DIN 405 del 1, række 1) Cylindrisk whitworth-gevind (DIN 11) Kegleformet whitworth-gevind (DIN 2999) Whitworth-rørgevind (DIN 259) Unormeret gevind UNC US-grovgevind UNF US-fingevind UNEF US-extrafingevind NPT US-kegle rørgevind NPTF US-kegle dryseal rørgevind NPSC US-cylindrisk rørgevind med smøremiddel NPFS US-cylindrisk rørgevind uden smøremiddel V: Drejeretning Højregevind Venstregevind D: Udvælge henf.punkt Gevindstart på startpunktet for elementet Gevindstart på slutpunkt af elementet F: Gevindstigning Gangtal pr. tomme De gevindstigning/gangtal pr. tomme skal være angivet ved det metriske fingevind, kegle- og keglefingevind, trapezgevind og fladt trapezgevind såvel som de unormerede gevind. Ved de andre gevindtyper kan parameteren bortfalde. Gevindstigningen bliver så fremskaffet på grundlag af diameteren (se Gevindstigning ). E: Variabel stigning (forstørrer/formindsker stigningen pr. omdrejning om E) default: 0 L: Længde af gevindet (inklusiv udløbslængde) K: Udløbslængde (ved gevind uden gevindfrigang) I: Deling for fremskaffelse af gangtal H: Antal gevindgænger default: 1 A, W: Flankevinkel venstre/højre ved unormerede gevind P: Gevinddybde ved unormerede gevind R: Gevindbredde ved unormerede gevind Softkeys gevind Fastlæg retning af gevindet Istedet for gevindstigning bliver gængetal pr. tomme indlæst De indlæser enten I eller H. Der gælder: Gevindstigning / deling = gængetal. De kan tilordne gevindet yderligere attributer (se Bearbejdningsattributer ). De bruger det unormerede gevind, når De vil anvende individuelle parametre. Pas på kollisionsfare! Gevindet bliver fremstillet over længden af henføringselementet. Ved bearbejdninger uden gevindfrigang skal udløbslængden K programmeres, for at CNC PILOT en kan udføre gevindoverløbet kollisionsfrit. 6.5 Færdigdelkontur HEIDENHAIN CNC PILOT
250 6.5 Færdigdelkontur (Centrisk) boring definerer en enkeltboring på drejemidten (ende- eller bagflade). Boringen kan indeholde følgende elementer: Centrering Kerneboring Undersænkning Gevind Parameter centrering O: Centreringsdiameter Parameter kerneboring B: Bordiameter P: Boringsdybde (uden borspids) W: Spidsvinkel W=0 : AAG genererer med borecyklus en tilspændingsreducering (V=1) W>0 : Spidsvinkel Pasning: H6...H13 eller uden pasning (se Boring ) Parameter undersænkning R: Undersænkningsdiameter U: Undersænkningsdybde E: Undersænkningsvinkel TURN PLUS
251 Parameter gevinde I: Nominel-diameter J: Gevinddybde K: Gevindtilsnit (udløbslængde) F: Gevindstigning Gængetype: højre-/venstregevind 6.5 Færdigdelkontur Overlapningselementer Kald: Menupunkt form formelement... (undermeu færdigdel ) De vælger konturkæde cirkelbuer, kile eller ponton, definerer elementet og overlapper det umiddelbart efter definitionen. Med menupunktet form formelement kontur overlapper TURN PLUS den sidst indlagte konturkæde. Det er enten en tidligere indlagt konturkæde (hovedmenu: Program indlægge konturkæde ) eller det sidst definerede overlapnings-element. Cirkelbue Henføringspunkt er kredsmidtpunktet. Parameter XF, ZF: Forskydning af henføringspunktet R: Radius til cirkelbuen A: Åbningsvinkel W: Drejevinkel: Overlapningskonturen bliver drejet med drejevinklen HEIDENHAIN CNC PILOT
252 6.5 Færdigdelkontur Kile/ afrundet kile Henføringspunkt: Spidsen af kilen / midtpunkt af afrunding Parameter XF, ZF: Forskydning af henføringspunktet R: R>0: Afrundingsradius R=0: Ingen afrunding A: Åbningsvinkel LS: Længde af kilesiden (elementdele der rager frem bliver kappet af på overlapningspunkter) W: Drejevinkel: Overlapningskonturen bliver drejet med drejevinklen Ponton Henføringspunkt: Midten af grundelementet Parameter XF, ZF: Forskydning af henføringspunktet R: R>0: Afrundingsradius R=0: Ingen afrunding A: Åbningsvinkel LS: Længde af pontonsiden (elementdele der rager frem bliver kappet af på overlapningspunkter) B: Bredde af grundelementet W: Drejevinkel: Overlapningskonturen bliver drejet med drejevinklen Overlapning Afhængig af formen på støttekonturelementet følger Lineær overlapning eller cirkulær overlapning Overlapnings-positionen kan afvige fra støttekonturelementet. Softkeys lineær overlapning Angiv længde (istedet for slutpunkt) Angiv længde (istedet for slutpunkt) Softkeys cirkulær overlapning Fastlæg første overlapningsposition pr. vinkel Fastlæg sidste overlapningsposition pr. vinkel Fortsættelse næste side TURN PLUS
253 Parameter lineær overlapning X, Z: Startpunkt position for det første overlapningselement Placering: Originalplacering: Indføjer overlaspningskonturen original i støttekonturen (se hjælpebillede 1. ). Normalplacering: Drejer overlapningskonturen med stigningsvinken for støttekonturelementet og indføjer det så i støttekonturen (se hjælpebillede 2. ). Q: Antal overlapningselementer XE, ZE: Slutpunkt Positionen for det sidste overlapningselement XEi, ZEi: Slutpunkt inkremental L: Afstand mellem første og sidste overlapningselement Li: Afstand mellem overlapningselementerne α: Vinkel default: Vinkel til støttekonturelement 6.5 Færdigdelkontur Parameter cirkulær overlapning X, Z: Startpunkt position for de første overlapningselement α: Startpunkt som vinkel (henf.: En parallelt med Z-aksen forløbende linie gennem midtpunktet for den udvalgte bue) Placering: Originalsted: Indføjer overlapningskonturen original i støttekonturen (se hjælpebillede 1. ). Normalsted: Drejer overlapningskonturen om vinklen for overlapningspunktet og indføjer det så i støttekonturen (se hjælpebillede 2. ). Q: Antal overlapningselementer β: Slutpunkt Positionen for det sidste overlapningselement (henf.: En parallelt med Z-aksen forløbende linie gennem midtpunktet for den udvalgte bue) βe: Vinkel mellem første og sidste overlapningselement βi: Vinkel mellem overlapningselementer Drejeretningen, i hvilken overlapningskonturen bliver anordnet, svarer til drejretningen for støttekonturelementet. Henføringspunktet for overlapningskonturen bliver positioneret på overlapningspunktet. HEIDENHAIN CNC PILOT
254 6.6 C-akse-konturer 6.6 C-akse-konturer Konturer for ende- og bagflade Fræsedybde Ved figurer bliver dybde P indlæst som parameter. Når De beskriver fræsekonturer med enkeltementer, åbner TURN PLUS efter afslutning af konturindlæsning dialogboxen lomme/kontur, i hvilken dybde P bliver efterspurgt. Dybden P > 0 definerer en lomme. Plcering af konturen på ende-/bagflade TURN PLUS overtager den udvalgte henf.flade og foreslår den som henf.mål. Dialogbox henføringsdata Z: Henføringsmål Startpunkt ende-/bagfladekontur Med kontur fastlægger De startpunktet. Parameter XK, YK: Startpunkt af kontur i kartesiske koordinater P, α: Startpunkt af kontur i polarkoordinater (henf. vinkel α: positiv XK-akse) TURN PLUS
255 Strækning ende-/bagfladekontur De vælger retningen af strækningen ved hjælp af menu-symboler og opmåler strækningen. Parameter XK, YK: Slutpunkt i kartesiske koordinater XKi, YKi: Afstand start- til slutpunkt P, α: Slutpunkt i polarkoordinater (henf. vinkel α: Positiv XK-akse) W: Vinkel til strækning (henf.: se hjælpebillede) WV: Vinkel til foregående element WN: Vinkel til efterfølgende element WV, WN: Vinklen går fra foregående-/efterfølgende element modurs til det nye element Bue som foregående-/efterfølgende element: Vinkel til tangenten L: Længde af strækningen Tangential/ikke tangential: Fastlæg overgang til næste konturelement 6.6 C-akse-konturer Cirkelbuer ende-/bagfladekontur De vælger drejeretning for buen ved hjælp af menu-symbolet og opmåler buen. Parameter slutpunkt bue XK, YK: Slutpunkt i kartesiske koordinater XKi, YKi: Afstand start- til slutpunkt P, a: Slutpunkt i polarkoordinater (henf. vinkel a: Positiv XK-akse) Pi, ai: Slutpunkt polar, inkremental (Pi: lineære afstand start- til slutpunkt; henf. ai: Vinklen mellem tænkt linie i startpunkt, parallelt med Z-aksen og linien startpunkt slutpunkt) Parameter midtpunkt af bue I, J: Midtpunkt i kartesiske koordinater Ii, Ji: Afstand start- til midtpunkt i XK-, YK-retning b, PM: Midtpunkt i polarkoordinater (henf. vinkel b: Positiv XK-akse) bi, PMi: Midtpunkt polar, inkremental (PMi: lineære afstand start- til midtpunkt; Henf. bi: Vinkel mellem tænkt linie i startpunkt, parallel med Z-aksen og linie startpunkt midtpunkt) Slutpunkt må ikke være startpunkt (ingen fuldkreds). Fortsættelse næste side HEIDENHAIN CNC PILOT
256 6.6 C-akse-konturer Yderligere parametre R: Radius til buen Tangential/ikke tangential: Fastlæg overgang til næste konturelement Parameter vinkel WA: Vinkel mellem positiv XK-akse og tangent i startpunkt af buen WE: Vinkel mellem positiv XK-akse og tangent i slutpunkt af buen WV: Vinkel mellem foregående element og tangent i startpunkt af buen. WN: Vinkel mellem tangent i slutpunkt af buen og efterfølgende element. WV, WN: Vinklen går fra foregående-/efterfølgende element modurs til det nye element Bue som foregående-/efterfølgende element: Vinkel til tangenten Enkeltboring Parameter henføringspunkt XK, YK: Boringsmidtpunkt i kartesiske koordinater α, PM: Boringsmidtpunkt i polarkoordinater (henf. vinkel α: Positiv XK-akse) Boringen kan indeholde følgende elementer: Centrering Kerneboring Undersænkning Gevind TURN PLUS
257 Parameter centrering O: Centreringsdiameter 6.6 C-akse-konturer Parameter kerneboring B: Bordiameter P: Boringsdybde (uden borspids) W: Spidsvinkel W=0 : AAG genererer med borecyklus en tilspændingsreducering (V=1) W>0 : Spidsvinkel Pasning: H6...H13 eller uden pasning (se Boring ) Parameter undersænkning R: Undersænkningsdiameter U: Undersænkningsdybde E: Undersænkningsvinkel HEIDENHAIN CNC PILOT
258 6.6 C-akse-konturer Parameter gevind I: Pålydende-diameter J: Gevinddybde K: Gevindtilsnit (udløbslængde) F: Gevindstigning Gevindtype: højre-/venstregevind Kreds (fuldkreds) Parameter XK, YK: Midtpunkt i kartesiske koordinater α, PM: Midtpunkt i polarkoordinater (henf. vinkel α: Positiv XK-akse) R/K: Radius/diameter for kredsen P: Dybde af figuren Firkant Parameter XK, YK: Midtpunkt i kartesiske koordinater α, PM: Midtpunkt i polarkoordinater (henf. vinkel α: Positiv XK-akse) A: Vinkel til længdeaksen af firkant (henf.: XK-akse) K: Længde af firkant B: Bredde af firkant R: Affase/afrunding Bredde af fase Radius til runding P: Dybde af figuren TURN PLUS
259 Mangekant Parameter XK, YK: Midtpunkt i kartesiske koordinater α, PM: Midtpunkt i polarkoordinater (henf. vinkel α: Positiv XK-akse) A: Vinkel til en mangekantside (henf.: XK-akse) Q: Hjørneantal (Q>=3) K: Kantlængde SW: Nøglebredde (indvendig diameter) R: Affase/afrunding Bredde af fase Radius til runding P: Dybde af figuren 6.6 C-akse-konturer Lineær not Parameter XK, YK: Midtpunkt i kartesiske koordinater α, PM: Midtpunkt i polarkoordinater (henf. vinkel α: Positiv XK-akse) A: Vinkel længdeakse for noten (henf.: XK-akse) K: Notlængde B: Notbredde P: Dybde af figuren Cirkulær not Parameter XK, YK: Krumningsmidtpunkt i kartesiske koordinater α, PM: Krumningsmidtpunkt i polarkoordinater (henf. vinkel α: Positiv XK-akse) A: Startvinkel (startpunkt) for not (henf.: XK-akse) W: Slutvinkel (slutpunkt) for not (henf.: XK-akse) R: Krumningsradius (henf.: midtpunktbane for noten) B: Notbredde P: Dybde af figuren HEIDENHAIN CNC PILOT
260 6.6 C-akse-konturer Lineært hulmønster, lineært figurmønster Parametre XK, YK: Startpunkt af mønster i kartesiske koordinater α, P: Startpunkt af mønster i polarkoordinater (henf. vinkel α: positiv XK-akse) Q: Antal figurer default: 1 I, J: Slutpunkt af mønster i kartesiske koordinater Ii, Ji: Afstand mellem to figurer (i XK-/YK-retning) β: Vinkel længdeakse af mønstret (henf.: XK-akse) L: Totallængde mønster Li: afstand mellem to figurer (mønsterafstand) Softkeys arten af opmåling Lineært mønster: Angiv længde Lineært mønster: Angiv vinkel Boringsbeskrivelse/figurbeskrivelse Cirkulært hulmønster, cirkulært figurmønster Parametre XK, YK: Midtpunkt mønster i kartesiske koordinater α, PM: Midtpunkt i polarkoordinater (henf. vinkel α: Positiv XK-akse) Q: Antal af figurer Orientering: Medurs Modurs R/K: Radius/diameter for mønster A, W: Startvinkel, slutvinkel position første/sidste figur (hemf.: XK-akse) specialtilfælde: Uden A og W: Fuldkredsopdeling, begyndende med 0 Uden W: Fuldkredsopdelingng Vi: Vinkel mellem to figurer (fortegn er uden betydning) Placering: Af figurer: Normalplacering: Udgangsfiguren bliver drejet om mønstermidtpunktet (rotation om mønstermidtpunkt) Originalplacering: Placeringen for udgangsfigur bliver bibeholdt (transformation) Boringsbeskrivelse/figurbeskrivelse Ved mønstre med cirkulære noter bliver krumningsmidtpunktet adderet til mønsterpositionen (se Cirkulært mønster med cirkulære noter ) TURN PLUS
261 6.6.2 Konturer på cylinderflade Kartesisk eller polær opmåling Strækningsmålet CY henfører sig til cylinderfladeafvikling ved henf.diameter. Fræsedybde Ved figurer bliver dybde P indlæst som parameter. Når De beskriver fræsekonturer med enkeltementer, åbner TURN PLUS efter afslutning af konturindlæsning dialogboxen lomme/kontur, i hvilken dybde P bliver efterspurgt. Dybde P > 0 definerer en lomme. Softkeys opmåling cylinderflade Polare opmåling Vinkel eller vinkel som strækningsmål Polar opmåling (parameter P ): P henfører sig til den afviklede cylinderflade. De vælger løsningen, når der fremkommer to løsningsmuligheder. 6.6 C-akse-konturer Stedet for konturen på cylinderfladen TURN PLUS overtager den udvalgte henf.flade og foreslår den som henf.diameter. Dialogbox henføringsdata X: Henføringsdiameter Startpunkt cylinderfladekontur Med kontur fastlægger De startpunktet. Parameter Z: Startpunkt for kontur P: Startpunkt for kontur polar CY: Startpunkt for kontur vinkel som strækningsmål+ C: Startpunkt for kontur vinkel HEIDENHAIN CNC PILOT
262 6.6 C-akse-konturer Strækning cylinderfladekontur De vælger retningen af strækningen ved hjælp af menu-symboler og opmåler strækningen. Parameter Z: Slutpunkt for strækning P: Slutpunkt for strækning polar CY: Slutpunkt for strækninge vinkel som strækningsmål C: Slutpunkt for strækning vinkel W: Vinkel til strækning (henf.: se hjælpebillede) WV: WN: Vinkel til foregående element Vinkel til efterfølgende element WV, WN: Vinklen går fra foregående-/efterfølgende element modurs til det nye element Bue som foregående-/efterfølgende element: Vinkel til tangenten L: Længde af strækningen Tangential/ikke tangential: Fastlæg overgang til næste konturelement Cirkelbuer Cylinderfladekontur De vælger drejeretning for buen ved hjælp af menu-symbolet og opmåler buen. Parameter slutpunkt for buen Z: Slutpunkt P: Slutpunkt polar CY: Slutpunkt vinkel som strækningsmål C: Slutpunkt vinkel Parameter midtpunkt af bue K: midtpunkt CJ: Midtpunkt (vinkel som strækningsmål Henf.: Cylinderfladeafvikling ved referencediameter ) PM: Midtpunkt, polar β: Midtpunkt (vinkel) Yderligere parametre R: Radius til buen Tangential/ikke tangential: Fastlæg overgang til næste konturelement TURN PLUS
263 Parameter vinkel WA: Vinkel mellem positiv Z-akse og tangent i startpunkt af buen WE: Vinkel mellem positiv Z-akse og tangent i slutpunkt af buen WV: Vinkel mellem foregående element og tangent i startpunkt af buen. WN: Vinkel mellem tangent i slutpunkt af buen og efterfølgende element. WV, WN: Vinklen går fra foregående-/efterfølgende element modurs til det nye element Bue som foregående-/efterfølgende element: Vinkel til tangenten 6.6 C-akse-konturer Enkeltboring Parameter henføringspunkt Z: Midtpunkt af boring CY: Midtpunkt af boring vinkel som strækningsmål+ C: Midtpunkt af boring vinkel Boringen kan indeholde følgende elementer: Centrering Kerneboring Undersænkning Gevind Parameter centrering O: Centreringsdiameter HEIDENHAIN CNC PILOT
264 6.6 C-akse-konturer Parameter kerneboring B: Bordiameter P: Boredybde (dybde af boring og undersænkning uden bor- og centrerspids) W: Spidsvinkel W=0 : AAG genererer med borecyklus en tilspændingsreducering (V=1) W>0 : Spidsvinkel Pasning: H6...H13 eller uden pasning (se Boring ) Parameter undersænkning R: Undersænkningsdiameter U: Undersænkningsdybde E: Undersænkningsvinkel Parameter gevind I: Pålydende-diameter J: Gevinddybde K: Gevindtilsnit (udløbslængde) F: Gevindstigning Gængetype: højre-/venstregevind TURN PLUS
265 Cirkel (fuldkreds) Parameter Z: Midtpunkt af figur CY: Midtpunkt af figur vinkel som strækningsmål+ C: Midtpunkt af figur vinkel R: Radius K: Cirkeldiameter P: Dybde af figuren 6.6 C-akse-konturer Firkant Parameter Z: Midtpunkt af figur CY: Midtpunkt af figur vinkel som strækningsmål+ C: Midtpunkt af figur vinkel A: Vinkel til længdeaksen af firkant (henf.: Z-akse) K: Længde af firkant B: Bredde af firkant R: Affase/afrunding Bredde af fase Radius til runding P: Dybde af figuren Mangekant Parameter Z: Midtpunkt af figur CY: Midtpunkt af figur vinkel som strækningsmål+ C: Midtpunkt af figur vinkel A: Vinkel til en mangekantside (henf.: Z-akse) Q: Hjørneantal (Q>=3) K: Kantlængde SW: Nøglebredde (indvendig diameter) R: Affase/afrunding Bredde af fase Radius til runding P: Dybde af figuren HEIDENHAIN CNC PILOT
266 6.6 C-akse-konturer Lineær not Parameter Z: Midtpunkt af figur CY: Midtpunkt af figur vinkel som strækningsmål+ C: Midtpunkt af figur vinkel A: Vinkel til længdeakse for noten (henf.: Z-akse) K: Notlængde B: Notbredde P: Dybde af figuren Cirkulær not Parameter Z: Midtpunkt af figur CY: Midtpunkt af figur vinkel som strækningsmål+ C: Midtpunkt af figur vinkel A: Startvinkel (startpunkt) for not (henf.: Z-akse) W: Slutvinkel (slutpunkt) for not (henf.: Z-akse) R: Krumningsradius (henf.: midtpunktbane for noten) B: Notbredde P: Dybde af figuren Lineært hulmønster, lineært figurmønster Parameter Z: Startpunkt mønster CY: Startpunkt mønster vinkel som Sstrækningsmål+ C: Startpunkt mønster vinkel Q: Antal af figurer K: Slutpunkt mønster Ki: Afstand mellem figurerne (i Z-retning) CYE: Slutpunkt mønster vinkel som strækningsmål+ CYi: Afstand mellem figurerne som stræknings+ Fortsættelse næste side TURN PLUS
267 L: Totallængde mønster Li: Afstand mellem figurer (mønsterafstand) β: Vinkel længdeakse af mønstret (henf.: Z-akse) V: Slutvinkel Vi: Afstanden mellem figurerne som en vinkel (mønsterafstand) Boringsbeskrivelse/figurbeskrivelse Bliver slutpunkt ikke programmeret, så bliver boringen/figuren anordnet på samme måde på omkredsen. 6.6 C-akse-konturer Cirkulært hulmønster, cirkulært figurmønster Parametre Z: midtpunkt mønster CY: Midtpunkt mønster vinkel som strækningsmål+ C: Midtpunkt mønster vinkel Q: Antal figurer default: 1 Orientering: Medurs ModursR/K: R: Mønsterradius K: Mønsterdiameter A, W: Startvinkel, slutvinkel position første/sidste figur (hemf.: XK-akse) specialtilfælde: Uden A og W: Fuldkredsopdeling, begyndende med 0 Uden W: Fuldkredsopdeling Vi: Vinkel mellem to figurer (fortegn er uden betydning) Ved figurer (udvendig kreds) definerer De i figurbeskrivelsen placeringen af figuren : Normal placering (H=0): Udgangsfiguren bliver drejet om mønstermidtpunktet (drejning om mønstermidtpunktet) Original placering (H=1): placeringen af udgangsfiguren bliver bibeholdt (transformation) Boringsbeskrivelse/figurbeskrivelse Ved mønstre med cirkulære noter bliver krumningsmidtpunktet adderet til mønsterpositionen (se Cirkulært mønster med cirkulære noter ). HEIDENHAIN CNC PILOT
268 6.7 Manipulering med konturer 6.7 Manipulering af konturer Pas på ved ændringer på konturer: Er konturelementer overlappet med formelementer, henfører viste eller slutpunkter der skal indlæses sig til det teoretiske slutpunkt. Ved ændringer på konturelementerne bliver affasning, afrundinger, gevind og frigang automatisk tilpasset til den nye placering. Rækkefølgen såvel som start- og slutpunkt af et konturelement bliver bestem gennem definitionsretningen. Efter trimning, sletning eller indføjelser analyserer TURN PLUS, om umiddelbar efter hinanden følgende elementer til en strækning/ en bue kan blive sammenfattet. Den modificerede kontur bliver normeret Ændre råemnekontur Når konturer for C- eller Y-aksebearbejdning er defineret, kan drejekonturen ikke ændres. Et standardråemne (stænger, rør) kan De: Slette det menufølge: Emne råemne manipulering slette kontur Opløse Menufølge: Emne råemne manipulering opløse Standardråemnet bliver opdelt i de enkelte konturelementer. Herefter kan De manipulere enkeltelementerne. Foreligger et støbt emne eller blev råemnet defineret med enkeltelementer, kan De manipulere med det som en færdigdel Trimme Menugruppe trimme Længde element : Ændre længden af et lineærelement. Startpunktet for konturelementet bliver bibeholdt. Lukkede konturer: Det manipulerede element bliver beregnet påny placeringen af følge-elementet bliver tilpasset. Åbned konturer: Det manipulerede element bliver beregnet påny den følgende konturkæde bliver forskudt. Betjening Positionér cursoren på konturelementet der skal ændres Tryk softkey bekræft Softkeys trimme Ny længde Nyt slutpunkt Nyt slutpunkt Fortsættelse næste side TURN PLUS
269 Indlæs nye længde/slutpositioner (dialogbox ændre strækningslængde ) TURN PLUS fremstiller den ændrede kontur n Softkey bekræft : Overtage løsning n ESC-Taste: Forkaste løsning Parameter L/X/Z: Ny længde Ny slutposition Efterfølger: Med vinkelændring til følgeelement Uden vinkelændring til følgeelement Længde kontur : Ændre længde af kontur. De vælger det element der skal ændres og et udligningselement. I regelen et element på den udvendige kontur og et på den indvendige kontur. Betjening Positionér cursoren på konturelementet der skal ændres Tryk softkey bekræft Indlæs den nye længde eller nye slutposition (dialogbox ændre strækningslængde ) TURN PLUS fremstiller den ændrede kontur n Softkey bekræft : Overtage løsning n ESC-Taste: Forkaste løsning Parameter L/X/Z: Ny længde Ny slutposition 6.7 Manipulering med konturer Radius : Ændre radius til en bue. Betjening Positionér cursoren på konturelementet der skal ændres Tryk softkey bekræft Indlæs den nye radius (dialogbox trimme radius ) TURN PLUS fremstiller den ændrede kontur Softkey bekræft : Overtage løsning ESC-Taste: Forkaste løsning Parameter R: Radius HEIDENHAIN CNC PILOT
270 6.7 Manipulering med konturer Diameter : Ændre diameteren for et horisontalt lineærelement. TURN PLUS beregner det manipulerede element påny og tilpasser stedet for foregående/følgende element. Betjening Positionér cursoren på konturelementet der skal ændres Tryk softkey bekræft Indlæs den nye diameter og tilpasning til forudgående-/efterfølgende element (dialogbox ændre diameter ) TURN PLUS fremstiller den ændrede kontur Softkey bekræft : Overtage løsning ESC-Taste: Forkaste løsning Parameter dialogbox ændre diameter : X: Ny diameter forudgående-, efterfølgende element: Med vinkelændring Uden vinkelændring Ændre: Menugruppe ændre Konturelement : Ændre parameteren for konturelementet. TURN PLUS tilpasser de efterfølgende elementer. Startpunktet bliver bibeholdt. Betjening Positionér cursoren på konturelementet der skal ændres Tryk softkey bekræft TURN PLUS åbner en strækning-/bue-dialogbox Ændre parameter TURN PLUS fremstiller den ændrede kontur Softkey bekræft : Overtage løsning ESC-Taste: Forkaste løsning Konturelement med forskydning : Ændre parameteren for konturelementet. TURN PLUS forskyder konturen svarende til Deres ændring. Startpunktet bliver bibeholdt. Betjening Positionér cursoren på konturelementet der skal ændres Tryk softkey bekræft TURN PLUS åbner en strækning-/bue-dialogbox Ændre parameter TURN PLUS fremstiller den ændrede kontur Softkey bekræft : Overtage løsning ESC-Taste: Forkaste løsning TURN PLUS
271 Formelement : Ændre parameter for formelementet. TURN PLUS tilpasser de efterfølgende elementer. Positionér cursoren på konturelementet der skal ændres Tryk softkey bekræft TURN PLUS åbner dialogboxen med parameteren for formelementet Ændre parameter TURN PLUS fremstiller den ændrede kontur Softkey bekræft : Overtage løsning (når De ændrer parameteren for et gevind, bliver den nye parameter straks overtaget.) ESC-taste: Bortkaste løsning Mønster/figur/lomme : Ændre parameter for mønsteret/ figuren. Er konturen fremstillet af enkeltelementer, kan De udvide, formindske konturen (slette elementer) eller ændre dybden. Aktivér vinduet med det ønskede henf.plan (ende-/bagflade, cylinderflade, Y-ende-/Y-bagflade, Y-cylinder) Positionér cursoren på mønsteret/ figuren/ konturen Tryk softkey bekræft Mønster/figur: TURN PLUS åbner dialogboxen med parametrene for mønsteret/ figuren. ændre parameter Udvide kontur med strækning/bue ; Med slette markeres og slettes konturafsnit TURN PLUS fremstiller den ændrede kontur Softkey bekræft : Overtage løsning ESC-Taste: Forkaste løsning 6.7 Manipulering med konturer Slette Menugruppe slette Element/område : Sletter det udvalgte konturafsnit Slette et konturelement: Positionér cursoren på konturelementet Softkey bekræft : TURN PLUS sletter konturelementet Slette konturområde: Positionér cursoren på starten af konturområdet Marker områdestart (softkey område-markering ) Positionér cursoren på enden af konturområdet Softkey bekræft : TURN PLUS sletter afsnittet HEIDENHAIN CNC PILOT
272 6.7 Manipulering med konturer Kontur/lomme/figur/mønster : Råemne- eller færdigdel: Sletter den komplette kontur Lomme, figur, mønster: Aktivér vinduet med det ønskede henf.plan (ende-/bagflade, cylinderflade, Y-ende-/Y-bagflade, Y-cylinder) Positionér cursoren på mønsteret/ figuren/ konturen Softkey bekræft : TURN PLUS sletter konturelementet Formelement : Positionér cursoren på formelementet Softkey bekræft : TURN PLUS sletter formelementet og tilpasser henf.element/ naboelement. Alle formelementer : TURN PLUS sletter alle formelementer og tilpasser henf.element/ naboelement Indføje Menugruppe indføje Strækninger/buer : Indføje et lineærelement/ en bue til det udvalgte punkt. Vælg indføjepunkt Softkey bekræft : TURN PLUS aktiverer strækningsmenu/ buemenu Vælge og definere strækning/bue TURN PLUS manipulerer konturen Kontur : Indføjer flere konturelementer til det udvalgte punkt. Vælg indføjepunkt Softkey Bekræft : TURN PLUS aktiverer elementindlæsning Vælge og definere elementer TURN PLUS manipulerer konturen TURN PLUS
273 6.7.6 Transformationer Menugruppe transformationer Transformations-funktionen bliver anvendt til drejekonturer og til konturer på endeflade, cylinderflade, etc.. Drejekontur: Kontur i originalplaceringen bliver slettet og den komplette drejekontur transformeret. Konturer på endeflade, cylinderflade, etc.: De vælger, om konturen i originalplaceringen bliver slettet eller kopieret og transformeret. Forskyde : Forskyder konturen til den angivne position eller inkremental (henf.punkt: Konturstartpunkt). Parameter X, Z: Målpunkt Xi, Zi: Målpunkt inkremental Softkeys transformationer Polar opmåling: Vinkel α Polar opmåling: Radius Polar opmåling slutpunkt: Vinkel β Polar opmåling slutpunkt: Radius 6.7 Manipulering med konturer Dreje : TURN PLUS drejer konturen i drejepunktet med drejevinklen. Parameter X, Z: Drejepunkt i kartesiske koordinater α, P: Drejepunkt i polare koordinater W: Drejevinkel HEIDENHAIN CNC PILOT
274 6.7 Manipulering med konturer Spejle : De definerer placeringen af spejlingsaksen med start- og slutpunkt hhv. startpunkt og vinkel. Parameter X, Z: Startpunkt i kartesiske koordinater XE, ZE: Slutpunkt i kartesiske koordinater W: vinkel (henf.: positiv Z-akse) α, P: Startpunkt i polarkoordinater β, PE: Slutpunkt i polar koordinater Invertere : Inverterer definitionsretningen for konturen Forbinde Menupunkt forbinde : TURN PLUS lukker en åben kontur ved indføjelse af et lineærelement Opløse Menupunkt opløse : Positionér cursoren på formelementet/figuren/mønstret Tryk softkey bekræft TURN PLUS opløser formelementet/figur/ mønster Opløsningen af et formelement/figur/ mønster kan man ikke lade tilbagevende. Drejekontur: Formelementer (også faser og rundinger) bliver forvandlet til strækninger og buer. Konturen på endeflade, cylindeflade, etc.: Figurer og mønstre bliver forvandlet til strækninger og buer TURN PLUS
275 6.8 Importere DXF-konturer Grundlaget Konturer, der foreligger i DXF-format, kan importeres i programmerings-driftsart TURN PLUS. Beskrive DXF-konturer: Råemner Færdigdele Konturkæder Fræsekonturer Ved rå- eller færdigdelskonturer og ved konturkæder skal DXF-Layer kun indeholde een kontur ved fræsekonturer kan flere konturer være tilstede og blive importeret. Krav til DXF-konturen hhv. DXF-filen kun todimensionale elementer Konturen skal ligge i en separat Layer (uden mållinier, uden omløbskanter, etc.) Drejekonturer (rå- eller færdigdele) skal fortrinsvis fremstilles ovenover drejemidten (er det ikke tilfældet, skal de kunne efterbearbejdes i TURN PLUS) Ingen helcirkler, ingen splines, ingen DXF-blokke (makros), etc. De importerede konturer må bestå af maksimalt elementer (linier, cirkelbuer), yderligere er indtil polyliniepunkter mulig 6.8 Importere DXF-konturer Kontur-tilrettelæggelse under DXF-importen Under importen bliver konturen forvandlet fra DXF-format til TURN PLUS-format. Hermed bliver følgende ændringer foretaget på konturfremstillingen, grundlæggende adskiller sig fra DXF- og TURN PLUS-formatet: Eventuelle huller mellem konturelementer bliver lukkede Polylinier bliver forvandlet til lineærelementer Yderligere bliver følgende egenskaber, som er nødvendig for en TURN PLUS-kontur, fastlagt: Startpunktet for konturen Drjeretning for konturen Afvikling af DXF-importen: Valg af DXF-fil Valg af Layers, der udelukkende indeholder kontur(en) Import af kontur(en) Gemme hhv. bearbejde konturen i TURN PLUS HEIDENHAIN CNC PILOT
276 6.8 Importere DXF-konturer Konfigurering af DXF-import Tilrettelæggelsen af konturen under DXF-importen kan De influere på med de i det følgende beskrevne konfigureringsparametre. DXF-konfigurrering: Gående ud fra hovedmenuen vælges konfigurering/ændre/dxfparameter Foretage indstillinger i dialogboxen DXF-parameter Afslutte dialogbox med OK Kald dialogbox indstillinger (menupunkt Einstellungen) og feltet startpunkt automatisk indstille Afslut dialogbox med OK Med ESC-tasten gå et menutrin tilbage Vælg menupunkt konfiguration/sikre Vælg fil standard og sikre den ændrede konfiguration DXF-konfigurerings-parameter Maksimal hulstørrelse: I DXF-tegningen kan der være små huller tilstede mellem konturelementerne. I denne parameter indlæser De, hvor stor afstanden mellem to konturelementer må være. Bliver det maksimale hul ikke overskredet, bliver det følgende element betragtet som en del af den aktuelle kontur. Bliver det maksimale hulstørrelse overskredet, gælder det næste element som element i den nye kontur. Startpunkt:DXF-Import analyserer konturen og fastlægger startpunktet. De mulige indstillinger har følgende betydning: Højre, venstre, oppe, nede: Startpunktet bliver lagt på konturpunktet, der ligger yderst til højre (hhv. venstre,..). Opfylder flere konturpunkter denne betingelse, bliver et af disse punkter automatisk valgt. maximaler Abstand: DXF-Import fastlægger startpunktet på et af konturpunkterne, der ligger længst væk fra hinanden. Hvilke af disse punkter der bliver fastlagt som startpunkt, det bliver fremskaffet automatisk og kan ikke blive påvirket. Markeret punkt: Hvis et af konturpunkterne i DXF-tegningen er kendetegnet med en hel-cirkel, bliver dette punkt fastlagt som startpunkt. Centrum for hel-cirklen skal ligge på konturpunktet. Drejeretning: De fastlægger, om konturen er orienteret medurs eller modurs TURN PLUS
277 I konfigurations-parameteren Startpunkt automatisk indstiller De forholdene fra TURN PLUS ved indlæsningen af færdigdelkontur. Betydningen af indstillingen af felterne Startpunkt automatisk: Ja: TURN PLUS forgrenes straks ved kald af færdigdelkonturindlæsning for indlæsning af kontur-startpunktet. Softkey DXF-Import står ikke til rådighed. Nein: Efter kaldet af færdigdelkontur-indlæsning, har De valget, om en færdigdelkontur/dxf-kontur skal indlæses eller om konturen bliver indlæst manuelt. Fra denne indstilling er kun indlæsningen af færdigdelkonturen ramt. Ved alle andre konturer vælger De formen for kontureindlæsning pr. menu hhv. pr. softkey. HEIDENHAIN CNC PILOT
278 6.8 Importere DXF-konturer DXF-Import Funktionen DXF-Import bliver derefter altid tilbudt, når en konturindlæsning er nødvendig. Afviklingen af DXF-Import er uafhængig af konturen der skal importeres (råemne, færdigdell, etc.). DXF-Import < Softkey DXF-Import trykkes TURN PLUS åbner udvalgsboksen DXF-Import DXF-fil udvælges og indlæses < Med softkey en Næste kontur / Forrige kontur vælger De konturen der skal importeres < Importere DXF-Kontur(er) Transferere og organisere DXF-filer Transfer- og organisationsfunktionen for driftsart transfer understøtter DXF-filer. De indstiller i dialogboxen Maske for filer filtypen TURN PLUS- DXF-fil, for at bearbejde DXF-filer TURN PLUS
279 6.9 Tilordne attribute Råemne-attribute influerer på opdelingen af spåntagningsområder og valget af skrubcykler i AAG. Valg: Emne råemne attribute Færdigdel-attribute Efter den geometriske beskrivelse af færdigdelkonturen kan De tilordne attribute til konturelementer/konturområder. AAG og IAG udnytter attribute til arbejdsplangenerering. Valg: Emne færdigdel attribute 6.9 Tilordne attribute Råemne-attribute De definierer arten af halvfabrikat (dialogbox overfladegodhed ): Støbt-, smedet-råemne: Arbejdsplan-generering efter strategien støbebearbejdning (først plan så langs skrubning). Fordrejet råemne: Arbejdsplan-generering efter standard-strategi. Afvigende fra standardbearbejdningen bliver konturparallelle skrubcykler indsat. Ukendt (eller ingen attribut defineret): Arbejdsplan-generering efter standard-strategi Sletspån Sletspån bliver bibeholdt efter bearbejdningen (eksempel: slibesletspån). TURN PLUS skelner mellem: Absolut sletspån: er endegyldig andre sletspån bliver ignoreret. Relativ sletspån: gælder additivt til andre sletspån. Parameter I: Absolut sletspån Ii: Relativ sletspån Tilspænding/grovdybde Tilspænding Indlæseværdien gælder som slettilspænding (se også Hjælpekommandoer for konturbeskrivelse ). Tilspændingsreducering Indlæseværdien bliver multipliceret med den aktuelle tilspænding. HEIDENHAIN CNC PILOT
280 6.9 Tilordne attribute Grovdybde Grovdybden bliver udnyttet ved sletbearbejdning (se også Hjælpekommando for konturbeskrivelse ). TURN PLUS skelner mellem: Grovdybde (Rt) generel grovdybde (profildybde) Midtgrovværdi (Ra) Gennemsnits grovdybde (Rz) Additiv korrektur CNC PILOT en styrer 16 værktøjsuafhængige korrekturværdier. Her definerer De nummeret på den additive korrektur. Korrekturværdien bliver defineret ved bearbejdningen af emnet. Ikke bearbejde Udvirkningen af attributtet er afhængig af bearbejdningsarten: Skrubning: Attributet bliver kun udnyttet ved det første/sidste element af en indv.-/udv.kontur. Formelementer bliver ikke bearbejdet. Slette: Markerede elemente bliver ikke slettet. Forboring: Attribut tages der ikke hensyn til. Indstikning: Markeret indstikning bliver ikke bearbejdet. Gevindbearbejdning: Markeret gevindelemente bliver ikke slettet og gevindet ikke skåret. Centrisk boring: Markerede boringer (formelementer) bliver ikke boret. Boring: Markerede boringer (for C-/Y-bearbejdning) bliver ikke bearbejdet. Fræsning: Markerede fræsekonturer (for C-/Y-bearbejdning) bliver ikke bearbejdet Præc.stop Markerede konturelementer bliver bearbejdet med præc.stop (se også Hjælpekommandoer for konturbeskrivelse ) Skillepunkter bliver anvendt til akselbearbejdning eller bearbejdning i flere opspændinger). Efter udvælgelsen af elementet åbner TURN PLUS dialogboxen skillepunkt. Parameter Position: Slette: Sletter bestående skillepunkt (en deling af konturelementet bliver dog beholdt) 1. i målpunkt: Skillepunkt ved enden af elementet 2. på element: Skillepunktet ligger på elementet X, Z: Position for skillepunkt TURN PLUS
281 6.9.6 Bearbejdningsattribute AAG udnytter bearbejdningsattribute til arbejdsplangenereringen. IAG overtager bearbejdningsattributen som en cyklus-parameter Definere en bearbejdningsattribute Indstille bearbejdningsplan (drejekontur, ende- eller cylinderflade, etc.) Vælg attributtype (undermenu fra bearbejdnings-attribute) Udvælg konturelement (eksisterende attributer bliver vist) Attribute indlæse/ændre Softkeys Er i en figur anlagt boringer eller mønstre ( figur i figur ), skelner TURN PLUS mellem disse planer. De vælger først planet og så den ønskede kontur. Softkeys valg af plan Næste/forudgående plan ved figur i figur Næste/forudgående plan ved figur i figur Næste/forudgående figur eller mønster Næste/forudgående figur eller mønster 6.9 Tilordne attribute Bearbejdningsattribut gevinddrejning Parameter B, P: Indløbslængde, overløbslængde ingen indlæsning: CNC PILOT en fremskaffer længden fra ved siden af liggende fristik eller indstik. Eksisterer ingen frigang/indstikning, bliver gevindtilløb-, gevindudløbslængde" anvendt fra bearbejdnings-parameter 7 (se også 4.8 Gevindcykler ). C: Startvinkel - når gevindstarten ligger defineret til ikke rotationssymetriske konturelementer I: Maksimal fremrykning V: Fremrykningsart Konstant tværsnit (V=0): Konstant spåntværsnit ved alle snit Konstant fremrykning (V=1) (Rest-)snitopdeling (V=2): Giver divisionen gevinddybde/ fremrykning en rest, gælder denne rest" for den første fremrykning. Det sidste snit" bliver opdelt i 1/2-, 1/4-, og 1/ 8-snit. EPL-metode (V=3): Fremrykning bliver beregnet fra stigning og omdr.tal H: Forskydningsart for de enkelte fremrykninger for glatning af gevindflanker H=0: Uden forskydning H=1: Forskydning fra venstre H=2: Forskydning fra højre H=3: Forskydning skiftevis fra højre/venstre Q: Antal tomme snit efter det sidste snit (for opbygning af snittrykket i gevindbunden) HEIDENHAIN CNC PILOT
282 6.9 Tilordne attribute Bearbejdningsattribut måling TURN PLUS kalder med parameteren dialogboxen målesnit som i bearbejdnings-parameter 21 UP-MEAS01 det indføret expertprogram. Parameter I: Sletspån for målesnit K: Længde for målesnit Q: Målesløjfetæller: Hvert n-de emne bliver målt Bearbejdningsattribut boring Kalder undermenuen med borattributen og borkombinationer (se 4.9 Borcykler ). TURN PLUS tilgodeser borkombinationer ved værktøjsvalget og ved arbejdsplangenerering (een arbejdsgang for en borkombination ). Udkørselsplan Her bliver boret positioneret før/efter borebearbejdning (cylinderfladeboring: Diameter). Parameter K: Udkørselsplasn position for boret før/efter borebearbejdningen Borkombinationer Attributet influerer på værktøjsvalget: Centrerundersænkning: NC-forbor (Typ 32*); Undvige-værktøj: Centrerer (Typ 31*) Borundersænker: Trinbor (Typ 42*) Bor med gevind: Borgevindbor (Typ 44*) Bore og reife: Delta-bor (Typ 47*) Ikke bearbejde Boring/ boremønster bliver ikke bearbejdet. Slette borattribute Sletter alle attributer for denne boring TURN PLUS
283 Bearbejdningsattribute fræsning De vælger i undermenuen arten af fræsebearbejdning (se også 4.11 Fræsecykler ). Kontur fræsning Fræser figuren eller den frit definerede åbne eller lukkede kontur. Parameter Q: Fræsested Kontur: Fræsermidtpunkt på konturen Indv.(fræsning) lukket kontur Udv.(fræsning) lukket kontur Venstre for den åbne kontur (i bearbejdningsretning) Højre for den åbne kontur (i bearbejdningsretning) H: Fræseløbsretning 0: Modløb 1: Medløb D: Fræserdiameter for værktøjsvalget K: Udkørselsplan: Fræserposition før/efter fræsebearbejdning (cylinderflade: diameter). 6.9 Tilordne attribute Flade fræsning Fræser den indv.flade af lukkede konturer (figur eller frit defineret kontur). Parameter H: Fræseløbsretning 0: Modløb 1: Medløb D: Fræserdiameter for værktøjsvalget K: Udkørselsplan: Fræserposition før/efter fræsebearbejdning (cylinderflade: diameter). HEIDENHAIN CNC PILOT
284 6.9 Tilordne attribute Afgratning Afgrater figuren eller den frit definerede åbne eller lukkede kontur. Parameter H: Fræseløbsretning 0: Modløb 1: Medløb B: Fasebredde W: Fasevinkel: For værktøjsvalget default 45 K: Udkørselsplan: Fræserposition før/efter fræsebearbejdning (cylinderflade: diameter). Gravere Graverer konturen (figur, frit defineret åben eller lukket kontur). Parameter B: Bredde W: Vinkel: For værktøjsvalget default 45 K: Udkørselsplan: Fræserposition før/efter fræsebearbejdning (cylinderflade: diameter). ikke bearbejde Fræsekonturen bliver ikke bearbejdet. Slette fræseattribut Sletter alle attributer for denne fræsekontur TURN PLUS
285 6.10 Betjeningshjælp Lommeregner For standardberegninger, beregning af pasningstolerancer og beregning af kernehulsdiametre (ved indv.gevind) kan De benytte lommeregneren. Udføre beregninger: Positionér cursoren på indlæsefeltet for dialogboxen Kald lommeregner værdien for indlæsefeltet bliver overtaget. Gennemfør beregningen OK deaktiverer lommeregneren med værdiovertagelse Afbryd deaktiverer lommeregneren uden værdiovertagelse 6.10 Betjeningshjælp Display: Displayværdien (nedenfor = ) Gemte værdi (til højre for = ) Regneoperation og mellemresultat (til højre ved siden af displayværdien) Betjeningsanvisning: Regnefunktion/indlæsefelter pr. cursor-taste eller pr. mus vælges og aktiveres. Regnefunktionen (SIN, kvadrering, etc.) henfører sig til displayværdien. Lommeregnerfunktioner = Gennemføre en beregning; Vis resultat +,, *, / Grundregnearter SIN, COS, TAN trigonometriske funktioner ASIN, ACOS, ATAN trigonometriske omvendefunktioner X 2 Kvadrering ¹ Roduddragning STO Gemme displayværdi STO+, STO Addere/subtrahere displayværdi til indhold i hukommelse RCL Overtage indhold i hukommelse som displayværdi CLR Slette display 1/x Reciprokværdi π Værdi af Pi (3,14159) n% Procentregning Lommeregnerfunktioner Pasning Beregner middel tolerancen for pasningen Indlæs nominel-diameter Tryk pasning Indlæs pasnings-data (dialogbox pasning ) tryk OK Lommeregneren overtager tolerance-midte som displayværdi Indv.gevind beregner kernehuldiameteren ud fra gevindangivelserne Tryk indv.gevind Indlæs gevind-data (dialogbox indv.gevind ) tryk OK Lommeregneren udregner kernehuldiameter og overtager den som displayværdi HEIDENHAIN CNC PILOT
286 6.10 Betjeningshjælp Digitalisering De kan fremskaffe og overtage indlæseværdier pr. trådkors (digitalisering). TURN PLUS viser koordinaterne til trådkors-positionen. Aktivere digitaliseringsmodus (med åbnet dialogbox) Positionere trådkors: Cursor-tasten eller mus Forlade digitaliseringsmodus: Enter med værdiovertagelse ESC uden værdiovertagelse De ændrer før kald af digitaliseringsmodus zoom-indstillingen, når inkrementet for trådkorsbevægelsen er for lille/stor. Værdierne bliver overtaget som absolutværdier i det kartesiske koordinatsystem uafhængig af indstillingen i indlæsefeltet Inspektor kontrollere konturelementer Med inspektor kontrollerer De konturer-, formelementer, figurer og mønstre. En ændring af data er ikke mulig. Kontrollere konturelement med inspektor: Vælg vindue (henf.plan) Kald Inspektor Positionér cursoren på kontur-/formelement, figur eller mønster og bekræft TURN PLUS viser den Indlæste parameter ALT-taste: TURN PLUS viser alle parametre for elementet ved formelementer parameteren for de enkelte elementer Pil til venstre/højre (med åbnet dialogbox): Viser parameteren for det følgende/forudgående element ESC lukker dialogboxen TURN PLUS
287 Uløste konturelementer Er ved uløste konturelementer et konturelement underbestemt, melder TURN PLUS denne fejl. Efter at De har bekræftet fejlmeldingen, positionerer De cursoren med softkeys på det ønskede uløste element og retter dataerne. Softkeys uløst konturelement Vælg forudgående uløst element Vælg næste uløste element 6.10 Betjeningshjælp Udvælge det valgte uløste element HEIDENHAIN CNC PILOT
288 6.10 Betjeningshjælp Fejlmeldinger Bliver efter den egentlige fejlmelding tegnet >> vist, viser TURN PLUS om ønsket yderligere informationer om denne fejlmelding. Kald af hjælpeinformationer om fejlmelding TURN PLUS
289 6.11 Klargøring I klargøring definerer De spændejern, spændejernsposition og TURN PLUS-egen revolverbelægning. TURN PLUS fremskaffer ved emneopspændingen Den indre og ydre snitbegrænsning Nulpunktforskydning (bliver overtaget som G59-kommando i NCprogrammet) og overtager følgende indretningsinformationer i programhovedet (se Programhoved ): Indspændingsdiameter Udspændingslængde Spændetryk De kan den fremskaffede snitbegrænsning fastsætte/ændre. Hvis De ikke bruger opspænding, antager TURN PLUS standardværdier. Spændejern for den anden opspænding definerer De efter bearbejdning af den første opspænding. Når De opspænder emnet på spindel- og pinoldoksiden, går TURN PLUS ud fra en akselbearbejdning (se også Akselbearbejdning ) Klargøring Opspænd emne Spænde på spindelsiden Spænde emnet på spindelsiden Vælg udrust spænd indspænding < Vælg spindelside < Arten af patroner vælges i undermenuen TURN PLUS åbner den tilsvarende dialogbox: To-bakkepatron Tre-bakkepatron Fire-bakkepatron Spændetangspatron Uden patron (endeflademedbringer) Tre-bakkepatron indirekte (endeflademedbringer i patron med bakker) < Indfør angivelser for opspænding Definér opspændeområde < TURN PLUS fremstiller spændejernet og snitbegrænsning (som en rød streg ). De udvælger først arten af patron og bakketype. TURN PLUS tilgodeser disse angivelser ved valget af identnummer patron/bakke. Fortsættelse næste side HEIDENHAIN CNC PILOT
290 6.11 Klargøring Parameter to-, tre- eller firebakke patron: Identnummer patron Bakketype: Definere bakketype og trin Spændeform: Fastlægge indv.-/udv.-opspænding og spændetrin Identnummer for bakke Indspændingslængde: Bliver fremskaffet ved hjælp af bakken og opspændeform. De korrigerer værdien, ved afvigende indspændingslængde. Spændetryk: Bliver overtaget i programhoved TURN PLUS udnytter ikke parameteren Bakkeindstillingsmå: Afstand patronyderkant bakkeyderkant; negativt mål: Bakken rager ud over patronen (målet tjener til Deres information) Kontaktfelt vælg opspændingsområde : Fastlæg placering af spændejern Ved konturer med affasning, rundinger eller bueelementer markeres området med opsp.hjørne Ved retvinklede dele markeres et på opsp.hjørnet tilgrænsende element Opspændingsform uden trin et trin to trin D=1 D=2 D=3 D=4 D=5 D=6 D= TURN PLUS
291 Parameter spændetangspatron: Identnummer patron Opspænd.diameter Udspændingslængde: Afstand spændetangsforkant højre råemnekant Spændetryk: Bliver overtaget i programhoved TURN PLUS udnytter ikke parameteren 6.11 Klargøring Parameter uden patron (Endeflademedbringer): Identnummer Indtrykdybde: Cirka dybden, som kløerne må indtrykkes i materialet (TURN PLUS udnytter denne værdi, for at positionere billedet af endeflademedbringeren) HEIDENHAIN CNC PILOT
292 6.11 Klargøring Parameter indirekte trebakkepatron (endeflademedbringer i spændebakker): Identnummer patron Bakketype: De definerer bakketypen Identnummer for bakke Identnummer endeflademedbringer Indtrykdybde: Cirka dybden, som kløerne må indtrykkes i materialet (TURN PLUS udnytter denne værdi, for at positionere billedet af endeflademedbringeren) Spændetryk: Bliver overtaget i programhoved TURN PLUS udnytter ikke parameteren Opspænding på pinoldoksiden Menupunkt: pinoldokside Parameter Indspænding: De vælger spændejernstype Kørnerspids Centrerspids Centrerkegle Identnummer for opspændingsanord. Centrerdybde: Dybden, som spændejernet må trykke ind i materialet (TURN PLUS benytter denne værdi, for at positionere billedet af spændejernet) Når De spænder emnet på spindel- og spindeldoksiden, går TURN PLUS ud fra en akselbearbejdning TURN PLUS
293 Fastlægge snitbegrænsning Menupunkt: Indspænding snitbegrænsning TURN PLUS fremskaffer snitbegrænsning for AAG for en udv.- og indv.kontur ved opspænding spindelside. De kan ændre/udvide værdierne. Snitbegrænsning bliver fremstillet som en rød streg. Slette spændeplan Menupunkt: Spænde slette spændeplan Sletter alle data for emneopspænding og indførte snitbegrænsninger Klargøring Omspænde Omspænde standardbearbejdning Anvender De omspænding standardbearbejdning ved for- og bagfladebearbejdning med adskilte NC-programmer. TURN PLUS Slår om emnet (råemne- og færdigdel) og forskyder nulpunktet med Nvz Drejer cylinderfladekonturen eller konturen for YZ-planet med Wvc Sletter spændejernet for den første opspænding. De skal sikre arbejdsplan etc. for bearbejdning af den første opspænding, før de omspænder. TURN PLUS sletter ved en omspænding den hidtidigt genererede arbejdsplan og det indsatte driftsmiddel. Omspænding erstatter ikke spænding. Parameter emne omspænding Nfs: Nulpunktforskydning (forslagsværdi: Længde af færdigdelkontur) Vfs: Vinkelfoprskydning Omspnding kompletbearbejdning 1. opspænding efter 2. opspænding Indleder bearbejdningen af den anden opspænding. De definerer først spændejernet. Herefter aktiverer TURN PLUS et expertprogram (fra bearbejdnings-parameter 21) for emneoverdragelse. Hvilket expertprogram der bliver anvendt, er afhængig af indføring 1. opspænding spindel.. 2. opspænding spindel.. i programhovedet: Samme spindel (manuel omspænding): Indførsel af UP-UM- HAND Forskellige spindler (Overdragelse af emnet til modspindelen): Indførsel af UP-UMKOMPL Expertprogrammet bliver stillet til rådighed af maskinfabrikanten. Derfor kan der være afvigelser ved de i det følgende beskrevne parametre. Forvis Dem om ved hjælp af expertprogrammet, hhv. ved hjælp af maskin-håndbogen om betydningen af parameteren og om afviklingen af expertprogrammet. F1/B1, F2/B2: Patron/spændebakke hoved- og modspindel Nvz: Nulpunkt-forskydning (G59,...) I: Sikkerhedsafstand på råemne (bearbejdningsparameter 2) NP0: Nulpunkt-offset (f.eks. maskin-parameter 1164 for Z-akse $1) Fortsættelse næste side HEIDENHAIN CNC PILOT
294 6.11 Klargøring TURN PLUS indfører de fremskaffede parametre som forslagsværdier. Kontrollér hhv. udvid indførslen. Betydningen af overdrage-parameteren er afhængig af navnet på expertprogrammet. Overdrage-parameter ved expertprogrammet UMKOMPL Omdr.tal ved del-overdragelsen (LA) Drejeretning af spindel (LB): 0: CCW 1: CW Omdr.tal- eller vinkelsynkronløb (LC): 0: Vinkelsynkronløb uden vinkelforskydning >0: Vinkelsynkronløb med forudgivet vinkelforskydning <0: Omdr.talsynkronløb Afhenteposition i Z (LD): 0: Afhenteposition i maskinmål : Afhenteposition i maskinmål : Afhenteposition beregning af forslagsværdi: se skitsen Arbejdsposition i Z (LE): Forslagsværdi: Nulpunkt-offset f.eks. fra maskinn-arameter 1164 for Z-akse $1 (se skitse) FFærdigdellængde (LF): Fra emnebeskrivelse Afstand anslagskant (LH): Afstand referencepunkt patron anslagskant spændebakke, fremskaffet fra den anden opspænding Minimal tilspændingsvej (I): Uden kørsel til fastanslag: Sikkerhedsafstand fra emnet der afhentes Forslagsværdi: Fra sikkerhedsafstand på råemne (bearbejdnings-parameter 2) Med kørsel til fastanslag: se maskinhåndbogen Maximal tilspændingsvej (J): Ingen indlæsning: Uden kørsel til fastanslag Med indlæsning: Med kørsel til fastanslag betydning af parameter I og J: Se maskinhåndbogen 1, når 2 værkst (U): Er uden bedtydning Fortsættelse næste side TURN PLUS
295 Overdrage-parameter ved expertprogram med andet navn Omdr.tal ved del-overdragelsen (LA) Drejeretning af spindel (LB): 3: CW 4: CCW Vinkelsynkronløb (LC): 0: Vinkelsynkronløb 1: Omdr.talsynkronløb Forskydningsvinkel (LD): Ved vinkelsynkronløb Fastanslag (LE): 0: Med kørsel til fastanslag 1: Uden kørsel til fastanslag Afhentemål (LF): Afhenteposition i maskinmål n (n: 1..6) Minimal tilspændingsvej (LH): For kørsel til fastanslag (se maskin-håndbog) Maximal tilspændingsvej (I): For kørsel til fastanslag (se maskin-håndbog) Tilspændingsvej (J): For kørsel til fastanslag (se maskin-håndbog) Bakkespuling (K): Se maskin-håndbog Overdrage-parameter til information Med TURN PLUS (Z): 1: Forberede arbejder på modspindelen (indkoble konverteringer, nulpunktforskydning, etc.) Arbejdsposition $2 (U): Forslagsværdi: Nulpunkt-offset f.eks. fra maskin-parameter 1164 for Z-akse $1 (se skitse) Nulpunkt-forskydning (W): Forskydning af NCnulpunktet (beregning: Afstand referencepunkt patron til anslagskant spændebakke + færdigdellængde) Færdigdellængde (LF): Fra emnebeskrivelsen 6.11 Klargøring Omspænding kompletbearbejdning tilbage til 1. opspænding Når De efter bearbejdning af anden opspænding vil foretage korrekturer/optimeringer i geometri eller bearbejdning, vender De med denne funktion tilbage til udgangspunktet for bearbejdningen. Arbejdsblokkene i 2. opspænding bliver bortkastet. HEIDENHAIN CNC PILOT
296 6.11 Klargøring Indretning af værktøjsliste Med klargøring værktøjsliste... styrer De TURN PLUS - egen revolverbelægning (se også bearbejdnings-parameter 2 Global teknologiparameter ). Se på revolveren se på revolver n: Viser revolver-bestykningen. Indrette revolver Indrette revolver n: Vælg værktøjer og positionér dem på revolveren Indlægge liste sikret værktøjsliste: Indlægge den gemte værktøjsliste (udvalgsbox indlægge fil ) Indlægge liste Værktøjsliste for maskinen: Overtage den aktuelle revolverbelægning for msakinen (se Indrette værktøjsliste ). Sikre liste: Den aktuelle revolverbelægnig gemmes i en fil Slette liste: TURN PLUS sletter den valgte fil De indlægger TURN PLUS - egen revolverbelægning, før De arbejder med værktøjsvalg i IAG/AAG. Værktøjer fra datenbanken Vælg Indretning værktøjsliste indrette revolver indrette revolver n < Vælg værktøjsplads ( pil op/ned eller Touch-Pad) Indlæs værktøjstype CNC PILOT en viser alle værktøjer med denne typemaske Softkeys Værktøjs-databank Slet værktøj Overtag værktøjet fra Identnummer-mellemlager. Slet værktøj og stil det i identnummer-mellemlageret Editere værktøjs-parametre < Vælg værktøj < Indlæs identnummer CNC PILOT en viser alle værktøjer med denne identnummer-maske Overtage værktøj fra databanken Indførsel af værktøjs-databank sorteret efter værktøjstypep Indførsel af værktøjs-databank sorteret efter værktøjsidentnummer Yderligere softkeys: Se Indrette værktøjsliste < ESC-Taste forlade værktøjsdatenbanken De indstiller kølekredsløbet i dialogboxen værktøj TURN PLUS
297 Indføre nyt værktøj Vælg Indretning værktøjsliste indrette revolver indrette revolver n < Vælg værktøjsplads ( pil op/ned eller Touch-Pad) < ENTER (eller INS-taste ) åbner dialogboxen værktøj < Indlæs værktøjs-identnummer 6.11 Klargøring Kontaktfelt kølekredsløb: Indstil det viste kredsløb (inde; ude; højtrykk) Bytte værktøjsplads Vælg Indretning værktøjsliste indrette revolver indrette revolver n < Vælg værktøjsplads ( pil op/ned eller Touch-Pad) < sletter værktøjet og gemmer det i Identnummer-mellemlager < Vælg ny værktøjsplads ( pil op/ned eller Touch-Pad) < Overtag værktøjet fra Identnummermellemlager. Var pladsen optaget, bliver det hidtidige værktøj arrangeret i mellemlageret. Slette værktøj Vælg Indretning værktøjsliste indrette revolver indrette revolver n < Vælg værktøjsplads ( pil op/ned eller Touch-Pad) < eller DEL-tasten sletter værktøjet HEIDENHAIN CNC PILOT
298 6.12 Interaktiv arbejdsplangenerering (IAG) 6.12 Interaktiv arbejdsplangenerering (IAG) I IAG definerer De de enkelte arbejdsblokke i arbejdsplanen. Herved vælger De værktøjet og snitværdierne og bestemmer bearbejdningscyklus. Delautomatik genererer en komplet arbejdsblok (delbearbejdning). I specialbearbejdninger (SB) udvider De kørselsveje, underprogramkald eller G-/M-funktioner (eksemp: Indsats af emne-handlingssystem). En arbejdsblok kan indeholde: Værktøjskaldet Snitværdierne (teknologidata) Tilkørsel til bearbejdningscyklus Frikørsel Tilkørsel til værktøjsskiftepunktet Bliver værktøjet/ snitdataerne for den forudgående arbejdsblok anvendt, genererer TURN PLUS ingen nyt værktøjskald hhv. ingen ny tilspænding- og omdr.talkommando. Arbejdsblok generering Vælg bearbejdningsart < Vælg værktøj (undermenu værktøj ) < Vælg snitdata Test/optimere snitdata Kølemiddel ind-/udkoble og definere kølekredsløb < Vælg cyklus bearbejdningsområde Fastlæg bearbejdningsområde med områdeudvalg TURN PLUS markerer det udvalgte område < Vælg cyklus cyklus-parameter TURN PLUS åbner dialogboxen cyklusparameter Parameter teste/optimere < Arbejdsblok generering (fortsættelse) Om nødvendigt: Vælg cyklus tilkørsel Indfør tilkørselsposition og tilkørselsart < om nødvendigt: Vælg cyklus frikørsel Indfør position og frikørselsart < Om nødvendigt: Vælg +cyklus kør til værktøjsskiftepunkt Indfør position og tilkørselsart for skiftepunkt < Start TURN PLUS simulerer bearbejdningen (se 6.14 Kontrolgrafik ) < De kan arbejdsblokken: Overtage: Arbejdsblokken bliver gemt og emnet aktualiseret (råemneefterføring) Ændre: TURN PLUS forkaster arbejdsblokken De tester/ optimerer parameteren og simulerer påny Gentage: TURN PLUS simulerer bearbejdningen påny TURN PLUS
299 Videreføre bestående arbejdsplan Vælg IAG < TURN PLUS åbner dialogen arbejdsplan eksisterer De indstiller videreføre < Tilføje yderligere arbejdsblokke Ændre bestående arbejdsplan Vælg IAG < TURN PLUS åbner dialogen arbejdsplan eksisterer De indstiller ændre < TURN PLUS viser den bestående arbejdsplan < De markerer arbejdsblokkene der skal ændres < TURN PLUS simulerer arbejdsplanen Ikke markerede arbejdsblokke: Uden stop Markerede arbejdsblokke: Spørgsmål ændre? < For at ændre arbejdsblok: TURN PLUS markerer bearbejdningsområdet og stiller alle IAG-funktioner til rådighed De korrigerer/optimerer bearbejdningsblokken 6.12 Interaktiv arbejdsplangenerering (IAG) Værktøjskald Menugruppe værktøj... manuelt med revolverbelægning: Vælg et af de på revolveren positionerede værktøjer Manuelt med værktøjstype/identnummer: Vælg værktøj fra databanken og positionér det på revolveren Fra sidste arbejdsgang: Det sidst brugte værktøj bliver anvendt Automatisk: IAG overtager værktøjsvalg og placering. Forudsætning: Definition af bearbejdningsområdet HEIDENHAIN CNC PILOT
300 6.12 Interaktiv arbejdsplangenerering (IAG) Snitdata Snithastighed, hoved- og sidetilspænding: Bliver fremskaffet ved hjælp af materiale og værktøjsdata teste/optimere værdierne Den maximale snitdybde P: Bliver overtaget som cyklus-parameter. Definere kølemiddel, kølemiddelkredsløb: fastlæg brugen Cyklus-specifikation Menupunkt cyklus... Bearbejdningsområde: De indstiller området der skal afspånes pr. område-udvalg. Cyklus-parameter: De tester/optimerer parameteren. Tilkørsel: Værktøjet kører i ilgang fra den aktuelle position til tilkørselspositionen før cyklus bliver kaldt. Bore- og gevindcykler indeholder ingen tilkørsel. De stiller værktøjet med tilkørsel på en egnet position. Frikørsel: Værktøjet kører efter afslutningen af cyklus i ilgang til frikørselsposition. Kør til værktøjsskiftepunkt: Værktøjet kører efter afslutningen af cyklus hhv. efter frikørslen i ilgang til skifteposition. Den i dialogboxen fastlagte skifteposition bliver kun udnyttet ved WP=1 (bearbejdnings-parameter 2). Kørselsart (G0 eller G14) og skiftepositionen bliver fastlagt i bearbejdnings-parameter 2. Bearbejdningsretning ved område-udvælgelse: Pr. taste eller softkey: Rækkefølgen for udvælgelse bestemmer bearbejdningsretningen Touch-Pad: Venstre musetaste bearbejdningsretning i konturfremstillingsretning; Højre musetaste bearbejdningsretning modsat konturfremstillingsretning TURN PLUS
301 Bearbejdningsart skrubning Oversigt: Bearbejdningsart skrubning Skrubning på langs (G810) Skrubning plan (G820) Skrubning konturparallelt (G830) Skrubning automatisk TURN PLUS genererer alle skrubbearbejdninger automatisk Skrubning udfræsning Restskrubning på langs Restskrubning plan Restskrubning konturparallelt Udfræsning automatisk Skrubning udfræsning (neutralt værktøj) Skrubbe på langs, plan (G810, G820) Parameter P: Snitdybde (maximale fremrykning) A: Tilkørselsvinkel (henf.: Z-akse) På langs: Default 0 /180 (parallel med Z-akse) Plan: Default 90 /270 (retvinklet på Z-akse) W: Frakørselsvinkel (henf.: Z-akse) På langs: Default 90 /270 (retvinklet på Z-akse) Plan: Default 0 /180 (parallelt med Z-akse) X, Z: Skærbegrænsning Sletspånart indstilles: pr. softkey I, K: Forskellig længde-/plan-sletspån I: Konstant sletspån genererer sletspå G58 før cyklus Indstikning: Bearbejde faldende konturer? Ja Nej E: Reduceret indstikstilspænding ved faldende konturer H: Frakørselsart Arten af konturglatning H=0: Spåntager efter hvert snit langs konturen H=1: Hæver op under 45 ; Konturglatning efter det sidste snit H=2: Hæver op under 45 ingen konturglatning Q: Frikørselsart ved cyklusende Q=0: Tilbage til startpunkt På langs: Først X- så Z-retning Plan: Først Z- så X-retning Q=1: Positionerer før den færdige kontur Q=2: Hæver op til sikkerhedsafstand og standser Frigangs-bearbejdning (se softkey-tabel) Softkey skrubbearbejdning Indstille på-langs-/plan-sletspån eller konstant sletspån Bearbejde fridrejning FD Bearbejde frigang E og F Bearbejde frigang G Bearbejde frigang H, K og U 6.12 Interaktiv arbejdsplangenerering (IAG) HEIDENHAIN CNC PILOT
302 6.12 Interaktiv arbejdsplangenerering (IAG) Skrubning konturparallelt (G830) Parameter P: Snitdybde (maximale fremrykning) A: Tilkørselsvinkel (henf.: Z-akse) default: 0 /180 (parallel med Z-akse) W: Frakørselsvinkel (henf.: Z-akse) default: 90 /270 (vinkelret på Z-akse) X, Z: Snitbegrænsning Sletspånart indstilles: pr. softkey I, K: Forskellig længde-/plan-sletspån I: Konstant sletspån genererer sletspå G58 før cyklus E: Reduceret indstiktilspænding Q: Frikørselsart ved enden af cyklus default: 0 Q=0: Tilbage til startpunkt (først X- så X-retning) Q=1: Positionerer før den færdige kontur Q=2: Hæver op til sikkerhedsafstand og standser Frigangs-bearbejdning (se softkey-tabel) Skrubbe automatisk Menupunkt: Skrubbe skrubbe automatisk TURN PLUS genererer arbejdsblokkene for alle skrubbearbejdninger (på langs, plan, udfræsning, indv., udv., etc.). Herved bliver alle elemente i arbejdsblokken fremskaffet (værktøjer, snitdata, cyklusparametre, etc.) TURN PLUS
303 Snitbegrænsning ved restskrubning Når der ved faldende konturer bliver restmateriale stående, spåntager De det med skrubning udfræsning restskrubning... Snitbegrænsning: Uden snitbegrænsning bearbejder TURN PLUS det udvalgte bearbejdningsområde. For at undgå kollisioner, bliver det udvalgte bearbejdningsområde indgrænset med snitbegrænsningen. Bearbejdningscyklus tilgodeser sikkerhedsafstand (SAR, SIR bearbejdnings-parameter 2) før restmaterialet. Definere snitbegrænsning Positionér værktøjet på siden af snitbegrænsning, der hvor restmaterialet befinder sig. Vælg bearbejdningsområde Startpunkt for restmateriale udvælges som positionen for snitbegrænsning (se billede). Kollisionsfare Afspåningen af restmaterialet sker uden kollisionsovervågning. De kontrollerer snitbegrænsningen og tilkørselsvinklen (dialogbox cyklus parameter (skrubbe) ). Restskrubning (udfræsning) på langs/plan AR: SAR: SB: Startpunkt restmateriale Sikkerhedsafstand udvendig (bearbejdningsparameter 2) Snitbegrænsning 6.12 Interaktiv arbejdsplangenerering (IAG) Parameter P: Snitdybde (maximale fremrykning) A: Tilkørselsvinkel (henf.: Z-akse) På langs: Default 0 /180 (parallel med Z-akse) Plan: Default 90 /270 (retvinklet på Z-akse) W: Frakørselsvinkel (henf.: Z-akse) På langs: Default 90 /270 (retvinklet på Z-akse) Plan: Default 0 /180 (parallelt med Z-akse) X, Z: Skærbegrænsning Sletspånart indstilles: pr. softkey I, K: Forskellig længde-/plan-sletspån I: Konstant sletspån genererer sletspån G58 før cyklus Indstikning: Bearbejde faldende konturer? Ja Nej E: Reduceret indstikstilspænding ved faldende konturer Fortsættelse næste side HEIDENHAIN CNC PILOT
304 6.12 Interaktiv arbejdsplangenerering (IAG) H: Frakørselsart Arten af konturglatning H=0: Spåntager efter hvert snit langs konturen H=1: Hæver op under 45 ; Konturglatning efter det sidste snit H=2: Hæver op under 45 ingen konturglatning Q: Frikørselsart ved cyklusende Q=0: Tilbage til startpunkt På langs: Først X- så Z-retning Plan: Først Z- så X-retning Q=1: Positionerer før den færdige kontur Q=2: Hæver op til sikkerhedsafstand og standser Frigangs-bearbejdning (se softkey-tabel) Restskrubning (udfræsning) konturparallelt Parameter P: Snitdybde (maximale fremrykning) A: Tilkørselsvinkel (henf.: Z-akse) På langs: Default 0 /180 (parallel med Z-akse) Plan: Default 90 /270 (retvinklet på Z-akse) W: Frakørselsvinkel (henf.: Z-akse) På langs: Default 90 /270 (retvinklet på Z-akse) Plan: Default 0 /180 (parallelt med Z-akse) X, Z: Skærbegrænsning Sletspånart indstilles: pr. softkey I, K: Forskellig længde-/plan-sletspån I: Konstant sletspån genererer sletspån G58 før cyklus Indstikning: Bearbejde faldende konturer? Ja Nej E: Reduceret indstikstilspænding ved faldende konturer H: Frakørselsart Arten af konturglatning H=0: Spåntager efter hvert snit langs konturen H=1: Hæver op under 45 ; Konturglatning efter det sidste snit H=2: Hæver op under 45 ingen konturglatning Q: Frikørselsart ved cyklusende Q=0: Tilbage til startpunkt På langs: Først X- så Z-retning Plan: Først Z- så X-retning Q=1: Positionerer før den færdige kontur Q=2: Hæver op til sikkerhedsafstand og standser Frigangs-bearbejdning (se softkey-tabel) TURN PLUS
305 Udfræse automatisk Understøtter den tosidede bearbejdning. TURN PLUS vælger først skrubværktøjet til forskrubningen og i tilslutning hertil værktøjet med modsatrettet bearbejdningsretning for spåntagningen af restmaterialet. Udfræsning automatisk bearbejder kun indstikninger ( en fridrejning kan bearbejdes med en standard-skrubcyklus). Mellem indstikning eller fridrejning skelner TURN PLUS ved hjælp af tilladt indadvendt kopiervinkel EKW (bearbejdnings-parameter 1). Skrubbe udfræse neutralt vrkt. (G835) Parameter P: Snitdybde (maximale fremrykning) A: Tilkørselsvinkel (henf.: Z-akse) default: 0 /180 (parallel med Z-akse) W: Frakørselsvinkel (henf.: Z-akse) default: 90 /270 (vinkelret på Z-akse) X, Z: Snitbegrænsning Sletspånart indstilles: Pr. softkey I, K: Forskellig længde-/plan-sletspån I: Konstant sletspån genererer sletspå G58 før cyklus Indstikning: Bearbejde faldende konturer? Ja Nej E: Reduceret indstikstilspænding ved faldende konturer Bidirektional: Afspåning med cyklus Ja: G835 Nej: G830 Q: Frikørselsart ved cyklusende Q=0: Tilbage til startpunkt På langs: Først X- så Z-retning Plan: Først Z- så X-retning Q=1: Positionerer før den færdige kontur Q=2: Hæver op til sikkerhedsafstand og standser Frigangs-bearbejdning (se softkey-tabel) 6.12 Interaktiv arbejdsplangenerering (IAG) HEIDENHAIN CNC PILOT
306 6.12 Interaktiv arbejdsplangenerering (IAG) Bearbejdningsart stikning Oversigt: Bearbejdningsart stikning Konturstikning (G860) radial, axial eller automatisk Indstikning (G866) radial, axial eller automatisk Stikdrejning (G869) radial, axial eller automatisk Afstikning Forberede afstikning/bagflade-bearbejdning (emneoverdragelse) Konturstikning radial/axial (G860) For formelementer: Indstikning generelt, fridrejning (indstik form F) og frit definerede indstikskonturer Parameter X, Z: Snitbegrænsning Sletspånart indstilles: Pr. softkey I, K: Forskellig længde-/plan-sletspån I: Konstant sletspån genererer sletspån G58 før cyklus Afvikling: Indstilling pr. softkey Forstikning og sletning i én arbejdsgang Kun forstikning Kun sletning Softkeys udløbsart stikning Indstille på-langs-/plan-sletspån eller konstant sletspån Forstikning og sletning Forstikke Slette Indstikning radial/axial (G866) For formelementerne: Indstikning form D (tætningsring), Indstiks form S (sikringsring) Når De angiver en sletspån, bliver først forstukket og så slettet. Ved sletning bliver dvæletiden kun ved sletning i modsat fald ved alle indstikninger tilgodeset. Parameter I: Sletspån (på langs og plan) E: Dvæletid TURN PLUS
307 Stikdrejning (G869) CNC PILOT en spåntager materialet med pendlende indstiks- og skrubbevægelser. Parameter P: Maximale snitdybde R: Dybdekorrektur afhængig af materiale, tilspændingshastighed etc. tipper skæret ved drejebearbejdningen. Denne fremrykningsfejl korrigerer De med drejedybdekorrektur R. Drejedybdekorrekturen bliver i regelen fremskaffet erfaringsmæssigt. B: Forskydningsbredde fra den anden fremrykning bliver ved overgang fra dreje- til stikbearbejdning strækningen der skal afspånes reduceret med +forskydningsbredden B. Ved alle yderligere overgange fra dreje- til stikbearbejdning på denne flanke sker reduceringen med B yderligere til den hidtidige forskydning. Det tilbageværende restmateriale bliver ved slutningen af forstikningen spåntaget med en stikløft. A, W: Tilkørselsvinkel, frakørselsvinkel Henføring: Z-akse default: Mod indstiksretning X, Z: Snitbegrænsning Sletspånart indstilles: Pr. softkey I, K: Forskellig længde-/plan-sletspån I: Konstant sletspån genererer sletspån G58 før cyklus S: (Unidirektional/) bidirektional indstilling pr. softkey Forstikningen følger: Ja (S=0): Bidirektional Nej (S=1): Unidirektional i den ved valget af bearbejdningsområdet fastlagte retning O: Stiktilspænding default: Aktiv tilspænding E: Slettilspænding default: Aktiv tilspænding H: Frikørselsart ved enden af cyklus H=0: Tilbage til startpunkt (axial: Først Z- så X-retning; radial: Først X- så Z-retning) H=1: Positionerer før den færdige kontur H=2: Løfter op til sikkerhedsafstand og standser Afvikling: Indstilling pr. softkey Forstikning og sletning i én arbejdsgang Kun forstikning Kun sletning Softkeys stikdrejning Indstille på-langs-/plan-sletspån eller konstant sletspån Unidirektional/Bidirektional Forstikning og sletning Forstikke Slette 6.12 Interaktiv arbejdsplangenerering (IAG) HEIDENHAIN CNC PILOT
308 6.12 Interaktiv arbejdsplangenerering (IAG) Afstikning Afstikning bliver gennemført med expertprogrammet. som er indført i bearbejdnings-parameter 21 UP Expertprogrammer bliver stillet til rådighed af maskinfabrikanten. Derfor kan der være afvigelser ved de i det følgende beskrevne parametre. Forvis Dem om ved hjælp af expertprogrammet, hhv. ved hjælp af maskin-håndbogen om betydningen af parameteren og om afviklingen af expertprogrammet. TURN PLUS fremskaffer såvidt mulig parameteren og indfører den som forslagsværdi. Kontrollér hhv. udvid indførslen. Parameter Stangdiameter (LA): Startpunkt i Z (LB): TURN PLUS overtager den i områdevalget fremskaffede position Affase/runding (LC): < 0: Affasebredde > 0: Rundingsradius Tilspændingsreducering fra X (LD): For den sidste strækning (den reducerede tilspænding bliver fastlagt i expertprogrammet) Færdigdeldiameter (LE): Til fremskaffelse af positionen for affase/ runding Indv.diameter (LF): Expertprogrammet kører udover denne position, for at garantere en sikker afstikning = 0: Ved et massivt emne > 0: Ved et rør Sikkerhedsafstand (LH): For startposition X Mejselbredde (I): Bliver i regelen ikke udnyttet Udvælge bearbejdningsområde: Vertikalt element, skal være på den afstukne og affase/runding. Afstikning og emneoverdragelse TURN PLUS aktiverer et expertprogram (fra bearbejdningsparameter 21) for afstikning og for emneoverdragelse. Hvilket expertprogram der bliver anvendt, er afhængig af indførsel 1. opspænding spindel.. 2. opspændings spindel.. i programhoved: Samme spindel (manuel omspænding): Indførsel af UP-AB- HAND Forskellige spindler (Overdragelse af emnet til modspindelen): Indførsel af UP-UMKOMPLA Expertprogrammet bliver stillet til rådighed af maskinfabrikanten. Derfor kan der være afvigelser ved de i det følgende beskrevne parametre. Forvis Dem om ved hjælp af expertprogrammet, hhv. ved hjælp af maskin-håndbogen om betydningen af parameteren og om afviklingen af expertprogrammet. Parameter afstikning Fortsættelse næste side TURN PLUS
309 Afvikling afstikning og emneoverdragelse: De udvælger det vertikale element, hvor der skal afstikkes TURN PLUS åbner dialogboxen for expertprogrammet De tester/udvider parameteren afstikning Efter tryk på OK sker afstikkeforløbet De definerer spændejernsdata og -position for den anden opspænding De tester/udvider parameteren emneoverdragelse Efter tryk på OK sker emneoverdragelsen TURN PLUS indfører den fremskaffede parameter som forslagsværdi. De kontrollerer hhv. udvider indførslerne. Betydningen af overdrage-parameteren er afhængig af navnet på expertprogrammet. Overdrage-parameter ved expertprogrammet UMKOMPLA Afstikning (se skitse) Omdr.talbegrænsning (LA): For afstikkeforløbet Maximal råemnediameter (LB): Forslagsværdi: fra emnebeskrivelsen Reduceret tilspænding (K): For afstikkeforløbet 0: Ingen tilspændingsreducering >0: (reduceret) Tilspænding Startpunkt X (O): For afstikkeforløb forslagsværdi: Fra emnebeskrivelsen Startpunkt i Z (P): For afstikkeforløb forslagsværdi: Vertikalt element fra udvælgelse Emneoverdragelse (se også 6.11 klargøring omspænding ) Omdr.tal- eller vinkelsynkronløb (LC): 0: Vinkelsynkronløb uden vinkelforskydning >0: Vinkelsynkronløb med forudgivet vinkelforskydning <0: Omdr.talsynkronløb Afhenteposition i Z (LD): 0: Afhenteposition i maskinmål : Afhenteposition i maskinmål : Afhenteposition beregning af forslagsværdi: se skitsen Arbejdsposition i Z (LE): forslagsværdi: Nulpunkt-offset f.eks. fra maskin-parameter 1164 for Z-akse $1 Færdigdellængde (LF): Fra emnebeskrivelse Afstand anslagskant (LH): Afstand referencepunkt patron anslagskant spændebakke, fremskaffet fra den anden opspænding Minimal tilspændingsvej (I): Uden kørsel til fastanslag: Sikkerhedsafstand fra emnet der afhentes Forslagsværdi: Fra sikkerhedsafstand på råemne (bearbejdnings-parameter 2) Med kørsel til fastanslag: se maskin-håndbogen Maximal tilspændingsvej (J): Ingen indlæsning: Uden kørsel til fastanslag Med indlæsning: Med kørsel til fastanslag betydning af parameter I og J: Se maskin-håndbogen 1, når 2 værkst (U): Er uden bedtydning 6.12 Interaktiv arbejdsplangenerering (IAG) Fortsættelse næste side HEIDENHAIN CNC PILOT
310 6.12 Interaktiv arbejdsplangenerering (IAG) Overdrage-parameter ved expertprogram med andet navn Afstikning (se skitse) Omdr.talbegrænsning (LA): For afstikkeforløbet Tilspændingsreducering (LB): Tilspændingsværdi for den sidste del af afstikkeforløbet Bakkespuling (K): Se maskin-håndbog Startposition X (O): For afstikkeforløb forslagsværdi: Fra emnebeskrivelsen Position reduceret tilspænding X (P): Fra denne position bliver kørt med reduceret tilspænding Slutposition X (R): Slutposition ved afstikning Startposition Z (S): For afstikkeforløb forslagsværdi: Vertikalt element fra udvælgelse Stikmejselbredde (Y): Skærbredde for afstikkeværktøjet Emneoverdragelse (se også 6.11 klargøring omspænding ) Vinkelsynkronløb (LC): 0: Vinkelsynkronløb 1: Omdr.talsynkronløb Vinkelforskydning (LD): Ved vinkelsynkronløb Fastanslag (LE): 0: Med kørsel til fastanslag 1: Uden kørsel til fastanslag Afhentemål (LF): Afhenteposition i maskinmål n (n: 1..6) Minimal tilspændingsvej (LH): For kørsel til fastanslag (se maskin-håndbog) Maximal tilspændingsvej (I): For kørsel til fastanslag (se maskin-håndbog) Inkr. tilspændingsvej (J): For kørsel til fastanslag (se maskin-håndbog) Bearbejdnings-position Z $2 (U): Arbejdsposition modspindel forslagsværdi: Nulpunkt-offset f.eks. fra maskin-parameter 1164 for Z-akse $1 (se skitse) Nulpunkt-forskydning (W): Forskydning af NCnulpunktet (beregning: Afstand referencepunkt patron til anslagskant spændebakke + færdigdellængde) Færdigdellængde (LF): Fra emnebeskrivelsen Med TURN PLUS (Z): 1: Forberede arbejder på modspindelen (indkoble konverteringer, nulpunktforskydning, etc.) TURN PLUS
311 Bearbejdningsart boring Oversigt: Bearbejdningsart boring Centrisk forboring (G74) Centrering (G72) Boring (G71 eller G74) Kegleundersænkning (G72) Fladundersænkning (G72) Reifning (G71) Gevindboring (G73) Specialboring Centrere og undersænke (G72) Boring og undersænke (G72) Boring og gevind (G73) Boring og reifning (G71 eller G74) Automatisk boring tilgodeser formelementer boringer, enkeltboringer og hulmønstre Centrisk forboring (G74) Forboring på drejemidten med faststående værktøjer. Vælg bearbejdningsområde De vælger alle konturelementer, som omslutter boringen. Om fornødent begrænser De boringen med borebegrænsning Z boringen. Parameter Z: Borebegrænsning S: Sikkerhedsafstand genererer sikkerhedsafstand G47 før borecyklus P: 1. Boredybde J: Minimal boredybde I: Reduceringsværdi B: Udkørselsafstand default: Udkørsel til startspunkt boring E: Dvæletid (for friskæring ved bunden af boring) Softkeys tilspændingsreducering Tilspændingsreducering gennemboring Tilspændingsreducering anboring Tilspændingsreducering anboring ved vendeplattebor og spiralbor med 180 borvinkel De positionerer boret med cyklus tilkørsel til drejemidten Interaktiv arbejdsplangenerering (IAG) Centrisk forboring automatik Centrisk forboring automatik bearbejder den komplette forboring også når værktøjsskift er nødvendig på grund af forskellige diametre. HEIDENHAIN CNC PILOT
312 6.12 Interaktiv arbejdsplangenerering (IAG) Bore-bearbejdningsarter IAG genererer følgende borecykler: Centrisk forboring: G74 Centrere: G72 Boring Ingen parameter dybhulboring fastlagt: G71 Parameter dybhulboring fastlagt: G74 Kegleundersænkning: G72 Fladundersænkning: G72 Reifning: G71 Gevindboring: G73 Centrering og undersænkning: G72 Boring og undersænkning: G72 Boring og gevind: G73 Boring og reifning: G71 eller G74 For Faststående værktøjer: Ved boring på drejemidten Drevne værktøjer: Ved C--aksebearbejdninger Tilspændingsreducering De kan ved anboring og/eller gennemboring fastlægge en tilspændingsreducering på 50%. Tilspændingsreducering ved gennemboring bliver indkoblet afhængig af bortypen: Vendeplattebor og spiralbor med 180 borvinkel: Enden af bor 2*sikkerhedsafstand Andre bor: Enden af bor tilsnitslængde sikkerhedsafstand (tilsnitslængde=spidsen af boret; sikkerhedsafstand: Se bearbejdnings-parameter 9 bor hhv. G47, G147 ) Parameter K: Udkørselsplan default: Tilbage til startposition hhv. til sikkerhedsafstand D: Udkørsel (softkey Videre ) med tilspænding med ilgang E: (Dvæletid for) Friskæring F50%: Tilspændingsreducering se softkeytabellen Parameter (specielt dybhulboring) P: 1. Boredybde J: Minimal boredybde I: Dybdereducering (reducerværdi) B: Opløftemål (udkørselsafstand) default: Udkørsel til startpunkt boring Parameter (speciel gevindboring) A: Indløbslængde default: bearbejdnings-parameter 7 gevindindløbslængde [GAL] S: Udtræksomdr.tal default: omdr.tal for gevindboret TURN PLUS
313 Bearbejdningsart sletning Oversigt: Bearbejdningsart sletning Sletning konturbearbejdning (G890) Sletning pasningsdrejning Sletning fristikning Sletning restkonturbearbejdning (G890 Q=4) Sletning udfræsning neutralt vrkt. (G890 Q=4) Betjeningsanvisninger Tilkørselsart, frikørselsart og formelement-bearbejdning definerer De pr. softkey se følgende tabeller. Softkeys slette tilkørsel Tilkørsel: Automatisk valg IAG tester: Diagonal tilkørsel Først X-, så Z-retning Ækvidistant omkring forhindring Udelade det første konturelement, når startpositionen er utilgængelig Tilkørsel: Først X-, så Z-retning Tilkørsel: Først Z-, så X-retning Softkeys slette frikøre Løfter op under 45 imod bearbejdningsretningen og kører diagonalt til frikørselsposition Softkeys formelement-bearbejdning Frigang form F Frigang form G Fridrejning Omskifte softkey-liste for valg af følgende formelementer: Affase Runding Pasning Gevind Omskifte softkey-liste for valg af følgende formelementer: Frigang form H Frigang form K 6.12 Interaktiv arbejdsplangenerering (IAG) Løfter op under 45 imod bearbejdningsretningen og kører først i X-, så i Z-retning til frikørselsposition Frigang form U Løfter op under 45 imod bearbejdningsretningen og kører først i Z-, så i X-retning til frikørselsposition Indstikning generel Løfter op med tilspænding til sikkerhedsafstand Indstiks form S Softkeys formelement-bearbejdning Omskifte softkey-liste for valg af følgende formelementer: Frigang form E Indstiks form D Tilbageskifte softkey-liste HEIDENHAIN CNC PILOT
314 6.12 Interaktiv arbejdsplangenerering (IAG) Sletning konturbearbejdning (G890) Det valgte konturområde bliver bearbejdet konturparallelt i et sletsnit under hensyntagen til affasen, afrundinger og fristik. Ved affase/afrundinger gælder: Attribut grovdybde/tilspænding ikke programmeret: CNC PILOT en gennemfører en automatisk tilspændingsreducering. Der bliver mindst udført FMUR omdrejninger (bearbejdnings-parameter 5). Attribut grovdybde/tilspænding programmeret: Ingen tilspændingsreducering Ved affasning/afrunding, der på grund af størrelsen bliver bearbejdet med mindst FMUR omdrejninger (bearbejdnings-parameter 5), finder ingentilspændingsreducering sted. Parameter X, Z: Snitbegrænsning Sletspånart indstilles: Pr. softkey L, P: Forskellig længde-/plan-sletspån genererer sletspån G57 før cyklus L: Konstant sletspån genererer sletspå G58 før cyklus Indstikning: Bearbejde faldende konturer? Ja Nej E: Reduceret indstikstilspænding ved fallende konturer Tilkørsel: Ja: Tilkørselsart Q indstilles pr. softkey Nej (Q=3): Værktøjet er i nærheden af startpunktet Q: Tilkørselsart indstilles pr. softkey Frikørsel: Ja: Frikørselsart H indstilles pr. softkey Nej (H=4): Værktøj bliver stående på slutkoordinaten H: Frikørselsart indstilles pr. softkey I, K: Frikørselsposition ved H=0, 1 eller 2 Formelement-bearbejdning med...: Indstil pr. softkey de formelementer, affasninger etc. der skal bearbejdes CNC PILOT fremskaffer forslagsværdien for frikørselsposition I,K afhængig af om De programmerer cyklus tilkørsel : Programmeret: Position fra cyklus tilkørsel Ikke programmeret: Position for værktøjsskiftepunktet TURN PLUS
315 Sletning pasningsdrejning TURN PLUS udfører et målesnitpå det valgte konturelement. Forudsætning: Konturelement blev tilordnet attributtet måle (se Bearbejdningsattributter ). Parameter I: Sletspån for målesnit K: Længde for målesnit Q: Målesløjfetæller (hvert n-te emne bliver målt) Pasningsdrejning bliver udført af expertprogrammet (indførsel) UP-MEAS01 (bearbejdnings-parameter 21). Parametre i ekspertprogrammet: Se maskinhåndbogen. Sletning frigang Sletning frigang bruges til bearbejdning af frigang Form U Form H Form K Tilgrænsende planelementer, som besidder nok en sletspån, bliver ved frigangsbearbejdning form U fratrukket færdigmålet. Betjeningsanvisninger Vælg værktøj Vælg bearbejdningsområde Tryk start Bearbejdning af frigang kan De ikke influere på (menupunkt cyklus cyklusparameter kan ikke vælges) Interaktiv arbejdsplangenerering (IAG) HEIDENHAIN CNC PILOT
316 6.12 Interaktiv arbejdsplangenerering (IAG) Sletning Restkonturbearbejdning (G890 Q=4) Bliver der ved faldende konturer restmateriale stående, afspåner De det med sletning restkonturbearbejdning. Snitbegrænsning: Sletbearbejdningen begynder ved restmaterialet. I regelen er en snitbegrænsning ikke nødvendig. Ved restsletning (G890 Q4) kontrollerer CNC PILOT en, om værktøjet kan køre ind kollisionsfrit i konturdalen. Retningsgivende for denne kollisionskontrol er værktøjsparameter Bredde dn (se Anvisninger for værktøjsdata ). Parameter X, Z: Snitbegrænsning Sletspånart indstilles: Pr. softkey L, P: Forskellig længde-/plan-sletspån genererer sletspån G57 før cyklus L: Konstant sletspån genererer sletspån G58 før cyklus Indstikning: Bearbejde faldende konturer? Ja Nej E: Reduceret indstikstilspænding ved faldende konturer Frikørsel: Ja: Frikørselsart H indstilles pr. softkey Nej (H=4): Værktøj bliver stående på slutkoordinaten H: Frikørselsart indstilles pr. softkey I, K: Frikørselsposition ved H=0, 1 eller 2 Formelement-bearbejdning med...: Indstil pr. softkey de formelementer, affasninger etc. der skal bearbejdes CNC PILOT fremskaffer forslagsværdien for frikørselsposition I,K afhængig af om De programmerer cyklus tilkørsel : Programmeret: Position fra cyklus tilkørsel Ikke programmeret: Position for værktøjsskiftepunktet TURN PLUS
317 Sletning udfræsning (neutralt vrkt.) (G890 Q=4) IAG bearbejder med indstikning konturområdet, som bliver fremskaffet ved hjælp af indadvendt kopieringsvinkel (indstikke: EKW mtw). Ved den automatiske generering vælger TURN PLUS et neutralt sletværktøj. Optioner (parameter) X, Z: Skærbegrænsning Sletspånart indstilles: Pr. softkey L, P: Forskellig længde-/plan-sletspån genererer sletspån G57 før cyklus L: Konstant sletspån genererer sletspån G58 før cyklus Indstikning: Bearbejde faldende konturer? Ja Nej E: Reduceret indstikstilspænding ved faldende konturer Frikørsel: Ja: Frikørselsart H indstilles pr. softkey Nej (H=4): Værktøj bliver stående på slutkoordinaten H: Frikørselsart indstilles pr. softkey I, K: Frikørselsposition ved H=0, 1 eller 2 Formelement-bearbejdning med...: Indstil pr. softkey de formelementer, affasninger etc. der skal bearbejdes Den i cyklus tilkørsel definerede position bliver overtaget som forslagsværdi ved frikørselsposition I,K 6.12 Interaktiv arbejdsplangenerering (IAG) HEIDENHAIN CNC PILOT
318 6.12 Interaktiv arbejdsplangenerering (IAG) Bearbejdningsart gevind (G31) Parameter B, P: Indløbslængde, overløbslængde ingen indlæsning: CNC PILOT en fremskaffer længden fra ved siden af liggende fristik eller indstik. Findes ingen frigang/indstikning, bliver gevindanløb-, gevindudløbslængde anvendt fra bearbejdnings-parameter 7 (se også 4.8 Gevindcykler ). C: Startvinkel - når gevindstarten ligger defineret til ikke rotationssymetriske konturelementer I: Maksimal fremrykning V: Fremrykningsart Konstant tværsnit (V=0): Konstant spåntværsnit ved alle snit Konstant fremrykning (V=1) (Rest-)snitopdeling (V=2): Giver divisionen gevinddybde/ fremrykning en rest, gælder denne rest for den første fremrykning. Det sidste snit bliver opdelt i 1/2-, 1/4-, og 1/8- snit. EPL-metode (V=3): Fremrykning bliver beregnet fra stigning og omdr.tal H: Forskydningsart for de enkelte fremrykninger for glatning af gevindflanker H=0: Uden forskydning H=1: Forskydning fra venstre H=2: Forskydning fra højre H=3: Forskydning skiftevis fra højre/venstre Q: Antal tomme snit efter det sidste snit (for opbygning af snittrykket i gevindbunden) Pas på kollisionsfare! Ved en for stor overløbslængde P består en kollisionsfare. De kontrollerer overløbslængden i simuleringen TURN PLUS
319 Bearbejdningsart fræsning Oversigt: Bearbejdningsart fræsning Kontur fræse skrubbe slette (G840) Flade fræse skrubbe (G845), slette (G846) Afgrate (G840) Gravere (G840) Fræse automatisk skrubbe, slette Konturfræsning skrubbe/slette, afgrate (G840) Konturfræsning og afgratning bearbejder figurer eller frie konturer (åbne eller lukkede konturer) i henføringsplanet: ENDEFLADE BAGFLADE CYLINDER Sletspån L forskyder konturen der skal fræses i den med fræsested Q forudgivne retning: Q=0: Sletspån bliver ignoreret Q=1 (lukket kontur): Formindsker konturen Q=2 (lukket kontur): Forstørrer konturen Q=3 (åben kontur): Forskydning til venstre/højre afhængig af bearbejdningsretningen Parameter K: Udkørselsplan default: Tilbage til startposition Ende- eller bagflade: Udkørselsposition i Z-retning Cylinderflade: Udkørselssposition i X-retning (diametermål) Q: Fræsested (Q) Kontur: Fræsermidtpunkt på konturen (Q=0) Indv.(fræsning) lukket kontur (Q=1) Udv.(fræsning) lukket kontur (Q=2) Til venstre/højre for konturen (henf.: Bearbejdningsretning) åben kontur (Q=3) H: Fræseløbsretning H=0: Modløb H=1: Medløb R: Tilkørselsradius R=0: Konturelement tilkøres direkte R>0: Til-/frakørselsradius, der tilslutter sig tangentialt til konturelementet R<0 ved indv.hjørne: Til-/frakørselsradius, der tilslutter sig tangentialt til konturelementet R<0 ved udv.hjørne: Konturelementet bliver liniært til-/ frakørt tangentialt 6.12 Interaktiv arbejdsplangenerering (IAG) Fortsættelse næste side HEIDENHAIN CNC PILOT
320 6.12 Interaktiv arbejdsplangenerering (IAG) P: Konturfræsning: Fræsedybde overskriver dybden fra konturdefinition Afgratning: Indstiksdybde af værktøjet default: affasebredde (fra bearbejdnings-attribut afgratning ) + 1 mm I: Maximal fremrykning default: Fræsning i én fremrykning L: Sletspån fræsekontur forskyde ( sletspån G58 før fræsecyklus) Udvirkning af fræsested, fræseløbsretning og værktøjsdrejeretning : se 4.11 Fræsecykler. Afgratning: Affasebredden bliver defineret som bearbejdnings-attribut. Fladefræsning skrubbe/slette (G845/G846) Skrubber/sletter figurer eller lukkede frie konturer i henføringsplanet: ENDEFLADE BAGFLADE CYLINDER Parameter J: Udkørselsplan default: Tilbage til startposition Ende- eller bagflade: Udkørselsposition i Z-retning Cylinderflade: Udkørselssposition i X-retning (diametermål) Q: Bearbejdningsretning udad (Q=0): Indefra og ud indad (Q=1): Udefra og ind H: Fræseløbsretning H=0: Modløb H=1: Medløb U: Overlapningsfaktor område: 0 <= U <= 0,9; 0: Ingen overlapning V: Overløbsfaktor er ved bearbejdning med C-akse uden betydning P: Maximale fremrykning i fræseplanet I, K: Sletspån i X-, Z-retning bortfalder ved sletning TURN PLUS
321 Gravere (G840) Graverer åbne eller lukkede konturer i henføringsplaner: ENDE BAGFLADE CYLINDER Optioner (parameter) K: Udkørselsplan default: Tilbage til startposition Ende- eller bagflade: Udkørselsposition i Z-retning Cylinderflade: Udkørselssposition i X-retning (diametermål) P: Fræsedybde indstiksdybde af værktøj Specialbearbejdninger (SB) I Specialbearbejdninger (SB) udvider De kørselsveje, underprogramkald eller G-/M-funktioner (eksempl: Brug af emnehandlingssystem). En specialbearbejdning definerer De en arbejdsblok, der bliver integreret i arbejdsplanen. Specialbearbejdninger Værktøjsveje (med tilspænding eller ilgang) inklusiv værktøjskald og definition af teknologidata Kald: IAG-menupunkt special-bea(rbejdning) Menupunkt fri indlæsning Menupunkt værktøj vælg værktøj og positionér det Vælg menupunkt enkeltblok Med de videre menupunkter defineres værktøjsvej og teknologidata (G-/M-funktioner) 6.12 Interaktiv arbejdsplangenerering (IAG) Underprogramkald, G- og M-funktioner Vælg menupunkt SB Vælg menupunkt fri indlæsning Vælg menupunkt enkeltblok Vælg menupunkt teknologi Vælg menupunkt underprogram eller G- og M-funktioner Vælg det ønskede underprogram/ gønskede funktion tryk OK HEIDENHAIN CNC PILOT
322 6.13 Automatisk arbejdsplangenerering (AAG) 6.13 Automatisk arbejdsplangenerering (AAG) AAG genererer en arbejdsplan, der består af enkelte arbejdsblokke. Elementerne i en arbejdsblok fremskaffer TURN PLUS automatisk. Gennem kontrollgrafikken har De en direkte kontrol (se 6.14 Kontrolgrafik ). Rækkefølgen af bearbejdningen influerer De på med bearbejdningsfølge-editoren (se Bearbejdningsfølge ). Hvis der allerede er blevet gennemført en delbearbejdning, kan De videreføre bearbejdningen med AAG Arbejdsplangenerering Menupunkt: AAG automatik TURN PLUS genererer arbejdsblokkene efter den i bearbejdningsfølgen fastlagte rækkefølge og vises i kontrolgrafikken. Efter genereringen kan De arbejdsplanen overtage eller bortkaste. ESC-tasten afbryder genereringen. Alle indtil da fuldstændigt fremstillede arbejdsblokke bliver beholdt. Menupunkt: AAG blokvis TURN PLUS genererer arbejdsblokkene efter den i bearbejdningsfølgen fastlagte rækkefølge og vises i kontrolgrafikken. Efter genereringen kan De arbejdsblokken overtage, bortkaste eller gentage. Efter afslutning af den blokvise arbejdsplan-generering kan De arbejdsplanen overtage eller bortkaste. For bearbejdningsdetaljer, som ikke ved hjælp af konturanalyse, ved hjælp af attributer, etc. kan fremskaffes, indsætter TURN PLUS defaultværdier. De bliver informeret med en advarsel men kan ikke gribe ind. Eksempel: Hvis De ikke indspænder værktøjet, tager TURN PLUS en bestemt indspændingsform/-længde og udfører snitbegrænsningen tilsvarende TURN PLUS
323 Bearbejdningsfølge I rækkefølgen, i hvilken bearbejdningen er opført, analyserer TURN PLUS konturen. Herved bliver området der skal bearbejdes og parameteren for værktøjet fremskaffet. Konturanalysen bliver gennemført med hjælp af bearbejdningsparameteren. TURN PLUS skelner ved bearbejdningen mellem: Hovedbearbejdning Subbearbejdning sted (bearbejdningssted) Subbearbejdning og bearbejdningssted forfiner bearbejdningsspecifikationerne. Angiver De ikke subbearbejdning/ bearbejdningssted, genererer AAG bearbejdningsblokke for alle subbearbejdninger/ bearbejdningssteder. Den følgende tabel oplister anbefalede kombinationer for hovedbearbejdning subbearbejdning bearbejdningssted og belyser arbejdsmåden af AAG. Yderligere størrelser der influerer på genereringen af arbejdsplanen er: Konturens geometri Attribute for konturen Til rådighed værende værktøjer Bearbejdnings-parametre AAG genererer ingen arbejdsblokke, når en nødvendig forbearbejdning ikke blev afsluttet, værktøjet ikke er til rådighed eller lignende situationer foreligger. TURN PLUS overser teknologisk ikke meningsfyldte bearbejdninger/ bearbejdningsrækkefølger. Bagfladebearbejdning (kompletbearbejdning) Bagfladebearbejdning bliver indledt med hoved- og subbearbejdning afstikning kompletbearbejdning hhv. omspænding kompletbearbejdning. De kan efter afstikning... / omspænding... definere yderligere bearbejdningen for bagfladebearbejdningen. Når De efter afstikning... / omspænding... ingen yderligere hovedbearbejdninger definierer, anvender TURN PLUS bearbejdningsfølgen for forsidebearbejdning også for bagfladebearbejdning. TURN PLUS bruger altid den aktuelle bearbejdningsfølge. De kan ændre den aktuelle arbejdsfølge eller ved at lade overskrive en anden bearbejdningsfølge. Når D indlæggere et komplet-program og genererer en ny arbejdsplan, bliver den aktuelle bearbejdningsfølgetaget som grundlag. Pas på kollisionsfare! TURN PLUS tilgodeser ved bore- og fræsebearbejdning ikke tilstanden for drejebearbejdning. Vær opmærksom på bearbejdningsfølgen drejebearbejdning før bore- og fræsebearbejdning Automatisk arbejdsplangenerering (AAG) Fortsættelse næste side HEIDENHAIN CNC PILOT
324 6.13 Automatisk arbejdsplangenerering (AAG) Liste over bearbejdningsfølger Hovedbearbejdning Subbearbejdning Sted Udførelse Centrisk forboring Skrubbe (uden udfræsning) Konturanalyse: Fremskaffelse af boringstrin Bearbejdnings-parameter: Centrisk forboring (3) Forboring 1. trin Forboring 2. trin Færdigboring Forboring Forboring 1. trin Forboring 2. trin Færdigboring Færdigboring Konturanalyse: Underdeling af kontur i områder for udv. på langs-/udv.plan- og indv. på langs-/ indv.planbearbejdning ved hjælp af plan-/længdeforhold (PLVA, PLVI). Rækkefølge: Udv.- før indv.bearbejdning Bearbejdnings-parameter: Skrubbe (4) Planbearbejdning, langsbearbejdning udv. og indv. På langs Længdebearbejdning udv. og indv. På langs Udv. Langsbearbejdning udv. På langs Indv. Langsbearbejdning indv. Plan Planbearbejdning Konturparallelt Konturparallel bearbejdning udv. og indv. Konturparallelt Udv. Konturparallel bearbejdning udv. Konturparallelt Indv. Konturparallel bearbejdning indv. (Skrubbe) udfræse Konturanalyse: Ved hjælp af indadvendtkopiervinkel EKW fremskaffes neddykkende konturområde (udefineret indstikning). Bearbejdningen sker med et eller to værktøjer. Rækkefølge: Udv.- før indv.bearbejdning Bearbejdnings-parameter: Global færdigdelparameter (1) Langs-, planbearbejdning udv. og indv. På langs Udv. Langsbearbejdning udv. På langs Indv. Langsbearbejdning indv. Fortsættelse næste side TURN PLUS
325 Hovedbearbejdning Subbearbejdning Sted Udførelse (Skrubbe) udfræse fortsættelse Plan Udv. Planbearbejdning udv. ende- og bagflade Plan Indv. Planbearbejdning indv. Plan Udv./ende Planbearbejdning udv. endeflade Plan Udv./bagfra Planbearbejdning udv. bagflade Neutralt vrkt. Langs-, planbearbejdning udv. og indv. Neutralt vrkt. Udv. Langsbearbejdning udv. Neutralt vrkt. Indv. Langsbearbejdning indv. Neutralt vrkt. Udv./ende Planbearbejdning udv. ende- og bagflade Neutralt vrkt. Indv./ende Planbearbejdning indv. Konturbearbejdning (slette) Er i bearbejdningsfølgen udfræsning opført før stikdrejning/konturstikning, bliver neddykkede konturområder bearbejdet med udfræsning. undtagelse: Der er ingen egnede værktøjer for hånden. Konturanalyse: Underdeling af kontur i områder for udv.- og indv.bearbejdning. Rækkefølge: udv.- før indv.bearbejdning Bearbejdnings-parameter: Slette (5) Konturparallelt Udv.- og indv.bearbejdning Konturparallelt Udv. Udv.bearbejdning Konturparallelt Indv. Indv.bearbejdning Neutralt vrkt. Udv.- og indv.bearbejdning Neutralt vrkt. Udv. Udv.bearbejdning Neutralt vrkt. Indv. Indv.bearbejdning Neutralt vrkt. Udv./ende Bearbejdning af ende- og bagflade udv. Neutralt vrkt. Indv./ende Bearbejdning af endeflade indv Automatisk arbejdsplangenerering (AAG) Udefineret indstikninger bliver kun bearbejdet, når de forud er blevet skrubbet. Subbearbejdning konturparallelt (standard-værktøjer): Slette efter princippet udfræse. Subbearbejdning neutralt værktøj : Slette med et værktøj. HEIDENHAIN CNC PILOT
326 6.13 Automatisk arbejdsplangenerering (AAG) Hovedbearbejdning Subbearbejdning Sted Udførelse Stikdrejning Konturstikning Konturanalyse: Uden forudgående skrubbearbejdning: Den komplette kontur, inklusiv neddykkende konturområde (udefinerede indstikninger) bliver bearbejdet. Forudgående skrubbearbejdning: Neddykkende konturområde (udefinerede indstikninger) bliver fremskaffet ved hjælp af indadvendtekopiervinkel EKW og bearbejdet. Rækkefølge: Udv.- før indv.bearbejdning Bearbejdnings-parameter: Global færdigdelparameter (1) Radial-/axialbearbejdning udv. og indv. Konturparallelt Udv. Radialbearbejdning udv. Konturparallelt Indv. Radialbearbejdning indv. Konturparallelt Udv./ende Axialbearbejdning udv. Konturparallelt Indv./ende Axialbearbejdning indv. Er i bearbejdningsfølgen stikdrejning opført før udfræsning, bliver neddykkende konturområder bearbejdet med stikdrejning. undtagelse: Der er ingen egnede værktøjer for hånden. Stikdrejning konturstikning bliver anvendt alternativt. Konturanalyse: Indstikkende konturområde (indstikning) bliver fremskaffet ved hjælp af indadvendendekopiervinkel EKW og bearbejdet. Rækkefølge: Udv.- før indv.bearbejdning Bearbejdnings-parameter: Global færdigdelparameter (1) Radial-/axialbearbejdning udv. og indv. akselbearbejdning: axialbearbejdning udv. sker foran og bagved Konturparallelt Udv. Radialbearbejdning udv. akselbearbejdning: Sker foran og bagved Konturparallelt Indv. Radialbearbejdning indv. Konturparallelt Udv./ende Axialbearbejdning udv. Fortsættelse næste side TURN PLUS
327 Hovedbearbejdning Subbearbejdning Sted Udførelse Konturstikning fortsættelse Konturparallelt Indv./ende Axialbearbejdning indv. Indstikning Er i bearbejdningsfølgen konturstikning opført før udfræsning, bliver neddykkende konturområder bearbejdet ved konturstikning. undtagelse: Der er ingen egnede værktøjer for hånden. Stikdrejning konturstikning bliver anvendt alternativt. Konturanalyse: Fremskaffe formelement indstikke : Form S (segerring indstik form S) Form D (tætningsring indstk form D) Form A (indstik generel) Form FD (fridrejning F) FD bliver kun bearbejdet med indstikning ved indadvendtkopievinkel EKW <= mtw. Rækkefølge: Udv.- før indv.bearbejdning Bearbejdnings-parameter ved form FD : Global færdigdelparameter (1) Alle indstikstyper; Radial-/axialbearbejdning; udv. og indv.. Form S, D, A, FD (*) Udv. Radialbearbejdning udv. Form S, D, A, FD (*) Indv. Radialbearbejdning indv. Form A, FD (*) Udv./ende Axialbearbejdning udv. Form A, FD (*) Indv./ende Axialbearbejdning indv. *: Definere indstikstype Automatisk arbejdsplangenerering (AAG) Frigang Konturanalyse/bearbejdning: Fremskaffe formelement frigang : Form H bearbejdning med enkeltveje; kopierværktøj (Typ 22x) Form K bearbejdning med enkeltveje; kopierværktøj (Typ 22x) Form U bearbejdning med enkeltveje; indstiksværktøj (type 15x) Form G bearbejdning med cyklus G860 Rækkefølge: udv.- før indv.bearbejdning; radial- før axialbearbejdning Alle indstikstyper; udv. og indv. Form H, K, U, G (*) Udv. Bearbejdning udv. HEIDENHAIN CNC PILOT
328 6.13 Automatisk arbejdsplangenerering (AAG) Hovedbearbejdning Subbearbejdning Sted Udførelse Frigang fortsættelse Gevindskæring Boring Form H, K, U, G (*) Indv. Bearbejdning indv. *: Definere frigangstype. TURN PLUS bearbejder frigange form G i skrub-/sletbearbejdning. En frigang form G bliver kun stukket i bearbejdning frigang, når ingen egnet skrub-/sletværktøj var til rådighed. Konturanalyse: Fremskaffe formelement gevind. Rækkefølge: Udv.- før indv.bearbejdning så rækkefølgen fra den geometriske definition Cylindriske (på langs), kegleformede og plane gevind udv. og indv. bearbejdning Cylindrisk (på langs), kegleformet, plan (*) Udv. Bearbejde udv.gevind Cylindrisk (på langs), kegleformet, plan (*) Indv. Bearbejde indv.gevind *: Definere gevindtype. Konturanalyse: Fremskaffe formelementer boringer. Rækkefølge Boreteknologi/kombinationsboringer: Centrering / centrerundersænkning Boring Undesænkning / boreundersænkning Reifning / borereifning Gevindboring / Bore- gevindkombination Rækkefølge bearbejdningssted: Centrisk Endeflade (bearbejder også Y-endeflade) Cylinderflade (bearbejder også Y-cylinderflade) så rækkefølgen for den geometriske definition Bearbejdning af alle boringer på alle bearbejdningssteder Centrere, bore, Undersænke, reife, Gevindboring (*) Bearbejdning med den valgte boreteknologi på alle bearbejdningssteder Fortsættelse næste side TURN PLUS
329 Hovedbearbejdning Subbearbejdning Sted Udførelse Boring fortsættelse Fræsning Centrere, bore, Undersænke, reife, Gevindboring (*) Sted Bearbejdning af boring på det valgte bearbejdningssted *: Definere boreteknologi. Kombinationsboringer: De definerer kombinationsboringer som en bearbejdningsattribut (se Bearbejdningsattribut ). nde vælger den tilhørende boreteknologi som en subbearbejdning (se foroven). De vælger den tilhørende borteknologi som subbearbejdning (se foroven). Konturanalyse: fremskaffe fræsekonturer. Rækkefølge fræseteknologi: Lineære og cirkulære noter åbne konturer lukkede konturer (lommer), enkelt- og flerkantflade Rækkefølge bearbejdningssted: Endeflade (bearbejder også Y-endeflade) Cylinderflade (bearbejder også Y-cylinderflade) så rækkefølgen af den geometriske definition Bearbejdning af alle fræseteknologier på alle bearbejdningssteder Flade, kontur, not, Lomme (*) Bearbejdning med den valgte fræseteknologi på alle bearbejdningssteder Flade, kontur, not, Lomme (*) Sted Bearbejdning med den valgte fræseteknologi på det valgte bearbejdningsted *: Definere konturform Automatisk arbejdsplangenerering (AAG) HEIDENHAIN CNC PILOT
330 6.13 Automatisk arbejdsplangenerering (AAG) Hovedbearbejdning Subbearbejdning Sted Udførelse Afgratning Gravere Konturanalyse: Fremskaffe fræsekonturer med attribut afgrate. Rækkefølge bearbejdningsted: Endeflade (bearbejder også Y-endeflade) Cylinderflade (bearbejder også Y-cylinderflade) så rækkefølgen af den geometriske definition Bearbejdning af alle fræsekonturer med attribut afgratning på alle bearbejdningssteder Kontur, not, Lomme (*) Sted Bearbejdning af alle fræsekonturer med attribut afgratning på det valgte bearbejdningssted *: Definere konturform. Konturanalyse: Fremskaf fræsekonturer med attribut gravere. Rækkefølge bearbejdningssted: Endeflade (bearbejder også Y-endeflade) Cylinderflade (bearbejder også Y-cylinderflade) så rækkefølgen for den geometriske definition Bearbejdning af alle fræsekonturer med attribut gravere på alle bearbejdningssteder Kontur, not (*) Sted Bearbejdning af alle fræsekonturer med attribut gravere på det valgte bearbejdningssted *: Definere konturform. Sletfræsning Konturanalyse: fremskaffe fræsekonturer. Rækkefølge fræseteknologi: Lineære og cirkulære noter åbne konturer lukkede konturer (lommer), enkelt- og flerkantflade Rækkefølge bearbejdningssted: Endeflade (bearbejder også Y-endeflade) Cylinderflade (bearbejder også Y-cylinderflade) så rækkefølgen af den geometriske definition Bearbejdning af alle fræseteknologier på alle bearbejdningssteder Flade, kontur, not, Lomme (*) Bearbejdning med den valgte fræseteknologi på alle bearbejdningssteder Fortsættelse næste side TURN PLUS
331 Hovedbearbejdning Subbearbejdning Sted Udførelse Sletfræsning fortsættelse Flade, kontur, Not, lomme (*) Sted Bearbejdning med den valgte fræseteknologi på det valgte bearbejdningsted *: Definere fræseteknologi. Afstikning Emnet bliver afstukket. Komplet bearbejdning Emnet bliver afstukket og overtaget af modspindelen. Omspænde Komplet bearbejdning Drejebænk med modspindel: Emnet bliver overtaget af modspindelen. Drejebænk med een spindel: Emnet bliver omspændt manuelt. Pasningsbearbejdning Specialbearbejdning AAG tilgodeser konturelementer med bearbejdningsattribut måling ved konturbearbejdningen (slette) Har ingen betydning for AAG 6.13 Automatisk arbejdsplangenerering (AAG) HEIDENHAIN CNC PILOT
332 6.13 Automatisk arbejdsplangenerering (AAG) Editere og styre bearbejdningsfølger Editere bearbejdningsfølger AAG Bearbejdnings-følge ændre vælge TURN PLUS aktiverer bearbejdningsfølge-editor < Vælg position < Bearbejdning ny indføre Positionere cursor (den nye bearbejdning bliver anlagt før cursor-positionen) Aktiverer dialogen indlæs bearbejdningsfølge Hovedbearbejdning Subbearbejdning Sted vælg og overtag med Enter OK overtager den nye bearbejdning Ændre bearbejdning Positionér cursoren Aktiverer dialogen indlæs bearbejdningsfølge Hovedbearbejdning Subbearbejdning Sted vælg og korriger med Enter OK overtager den ændrede bearbejdning Styring af bearbejdningsfølge-filer Følgende underpunkter fra AAG bearbejdnings-følge tjener til styring af filerne: Indlægge Sikre (gemme på diskette, CD er) Slette Slette bearbejdning Positionér cursoren TURN PLUS fjerner bearbejdningen < OK gemmer den ændrede bearbejdningsfølge TURN PLUS
333 6.14 Kontrolgrafik Ved konturindlæsningen tegner TURN PLUS konturelementerne der kan fremstilles (tegnes). IAG og AAG viser færdigdelkonturen permanent og fremstiller afspåningsforløb grafisk. Råemnekonturen bliver ved afspåningen efterført. Fremstillingen af værktøjsveje og simuleringsmodus indstiller De pr. softkey. Vindue i maximal størrelse Med flere vinduer på billedskærmen skifter De med tasten. mellem vindue i maximal størrelse og fler-vindues-fremstilling. Lup Ved aktivering kommer en rød firkant til syne for valg af billedudsnit og undermenuen lup-standardeindstillinger. Lup-indstilling pr. tastatur Forstørre: Side frem Formindske: Side tilbage Forskyde: Cursortasten Lup-indstilling pr. Touch-Pad Positionér cursoren på et hjørne af billedudsnittet Med trykket venstre musetaste trækkes cursoren til det overfor liggende hjørne af billedudsnittet Standard-indstillinger: Se softkey-tabellen Efter en stor forstørrelse kan De indstille emne maksimal eller arbejdsrum, for så at vælge et nyt billedudsnit. Forlade lup: ESC-taste Softkeys Kontrolgrafik Inde: Standser efter hver kørselsvej Ude: Simulerer den komplette bearbejdning Udføre næste kørselsvej (simuleringsmodus basisblok inde ) Softkeys Kontrolgrafik Softkeys lup (Skær)spor: Fremstiller fladen af det af værktøjet overkørte skærende område skraveret Linie: Fremstiller tilspændingsveje med fuldt optrukket linie (reference: Teoretiske skærspids) Radergrafik: Afspåner (radert) fladen af det af værktøjet overkørte skærende område Viser den sidste indstilling emne maximalt eller arbejdsrum. Ophæver den sidste forstørrelse/indstilling. De kan trykke sidste lup flere gange. Skifter lupfunktionen til næste vindue Kontrolgrafik Aktivere lup Viser emnet i den størst mulige fremstilling. Viser arbejdsrummet, inklusiv værktøjs-skiftepunktet. Indstille koordinatsystem og position for emnenulpunktet (se 6.15 Konfigurering ) HEIDENHAIN CNC PILOT
334 6.15 Konfigurering 6.15 Konfigurering Med funktionerne for konfigurering ændrer og styrer De forskellige billede- og indlæsevarianter. Indstillinger: Zoomforhold: Dynamisk: Tilpasser kontur-fremstilling for vinduesstørrelse Statisk: Tilpasser kontur-fremstilling ved indlægning af konturens vinduesstørrelse og beholder denne indstiling ved Plankendetegn (betegnelse af koordinataksen) Vise Ikke vise Punktraster (i baggrunden) Vise Ikke vise X-værdiindlæsning (for grund- og formelementer for drejekontur) Diameter: Indlæsning gælder som diameter-værdier Radius: Indlæsning gælder som radius-værdier Med betjeningsbillede (til forklaring af indlæseparameter) Ja: Vise betjeningsbilleder Nej: Ikke vise betjeningsbilleder X-værdiindlæsning: Ved standardformer for råemnebeskrivelse gælder X-værdier altid som diameter-værdier. X-/XEkoordinater ved konturen for C-/Yaksebearbejdning gælder alti som radiusværdier. Vindueskonfigurering (menupunkt billeder ): Billeder, som TURN PLUS skal fremstille ved siden af hovedbilledet (XZ-plan) (endeflade, cylinderafvikling, etc.). Spejle hovedbillede? Ja: Fremstille kontur komplet Nej: Fremstille kontur ovenfor drejemidten Koordinater: Indstilling af koordinatsystemet og positionen for emne-nulpunktet for Hovedbillede Endeflade Bagflade Cylinderflade Parameter (eksempel hovedbillede) Delta X, Z: Fastlægger sletspån for kontrolgrafik-vinduer min XN, ZN: Fastlægger positionen for emne-nulpunktet TURN PLUS Tilpasser sletspån til højde-breddeforholdet på billedskærmen. Forstørrer sletspånen på vinduet således, at emnet bliver fremstillet komplet TURN PLUS
335 Kontrolgrafik: I underpunkter indstiller De adskilt for IAG og AAG: Basisblok: Inde: Standser efter hver kørselsvej Ude: Simulerer den komplette bearbejdning Grafiktype: Værktøjsvej: Fremstiller tilspændingsveje med fuldt optrukken linie (reference: Teoretiske skærspids) Skærspor: Fremstiller fladen af det skærende område som værktøjet overkører skraveret. De ser det afspånede område under hensyntagen til den eksakte skærgeometri (skærradius, skærbredde, skærplacering, etc.). Basis for denne fremstilling er værktøjsdataerne. Raderingsgrafik: Råemnet bliver fremstillet som en udfyldt flade og ved bearbejdningen spåntaget Konfigurering HEIDENHAIN CNC PILOT
336 6.16 Bearbejdningsanvisninger 6.16 Bearbejdningsanvisninger Værktøjsvalg, revolverbestykning Værktøjsvalget bliver bestemt med: Bearbejdningsretning Konturen der skal bearbejdes Bearbejdningsfølgen Står idealværktøjet ikke til rådighed, søger TURN PLUS Først et reserveværktøj, Så et nødværktøj. I givet fald bliver bearbejdningsstrategien tilpasset reserve- eller nødværkyøj. Med flere egnede værktøjer anvender TURN PLUS det optimale værktøj. Multiværktøjer bliver ikke understøttet (undtagen kombinationsværktøjer for borebearbejdning). Konturstikning, stikdrejning Skærradius: Skal være mindre end den mindste indv.radius for stikkonturen men >= 0,2 mm. Stikbredden fremskaffer TURN PLUS som følger: Stikkonturen indeholder Akseparallelt bundelement med radien til begge sider: SB <= b + 2*r (forskellige radier: Mindste radius) Akseparallelt bundelement uden radier hhv. radius kun til én side: SB <= b Ingen akseparallelt bundelement: Stikbredden bliver fremskaffet ved hjælp af stikbreddedivident (SBD) (bearbejdnings-parameter 6) I bearbejdnings-parameter 2 (global teknologiparameter) fastlægger De, om der ved værktøjsvalget i værktøjs-databanken eller udelukkende den aktuelle revolverbelægning bliver tilgodeset. SB: Stikbredde b: Bredde af bundelement r: Radius Boring Værktøjet bliver fremskaffet ved hjælp af boringsgeometrien. For centriske boringer anvender TURN PLUS faststående værktøjer. Automatisk revolverbestykning Grundlaget for valget af optagepladser er parameteren optageart og foretrukken optagelse (værktøj-optagelsesbeskrivelse i maskinparametre).. I parametrene er fastlagt, om et drevet værktøj bliver understøttet hhv. om vigtige udv.-, indv.- eller bor-/fræseværktøjer kan blive placeret. Optagetype Optagetype (maskin-parameter 511,...) differensierer forskellige værktøjsoptagelser (se Anvisninger for værktøjsdata ). TURN PLUS understøtter ingen magasinpladssystemer TURN PLUS
337 Snitværdier TURN PLUS fremskaffer snitværdierne ved hjælp af Materialet (programhoved) Skærmaterialet (værktøjs-parametre) Bearbejdningsarten (valgte hovedbearbejdning med IAG; Hovedbearbejdning fra bearbejdningsfølgen med AAG). De fremskaffede værdier bliver multipliceret med den værktøjsafhængige korrekturfaktor (se 8.3 Teknologiske-databank (snitværdier) og Anvisninger for værktøjsdata ). Ved skrub- og sletbearbejdning gælder: Hovedtilspænding ved brug af hovedskæret Sidetilspænding ved brug af sideskæret Ved fræsebearbejdninger gælder: Hovedtilspænding ved bearbejdninger i fræseplanet Sidetilspænding ved fremrykbevægelser Ved gevind-, bore- og fræsebearbejdninger bliver snithastigheden forvandlet til et drejetal Bearbejdningsanvisninger Kølemiddel De fastlægger, afhængig af materiale, skærmateriale og bearbejdningsart i teknologi-databanken, om der skal arbejdes med/ uden kølemiddel. AAG Er i teknologi-databanken defineret kølemiddel, indkobler AAG det tilordnede kølekredsløb for denne arbejdsblok. Arbejder kølekredsløbet med højtryk, genererer AAG den tilhørende M-funktion. Når De arbejder med en fast revolverbelægning (se bearbejdningsparameter 2), kan De tilordne alle værktøjer kølekredsløb såvel som indstillingen højtryk/normaltryk (menupunkt: udruste værktøjsliste indrette liste ). AAG indkobler det tilhørende kølekredsløb, såsnart værktøjet bliver indsat. IAG IAG styrer kølekredsløbene lige som AAG. Alternativt kan De i snitdata indstille kølekredsløb og tryktrin for den aktuelle arbejdsblok. HEIDENHAIN CNC PILOT
338 6.16 Bearbejdningsanvisninger Udfræsning Er udfræsning i bearbejdningsfølgen placeret før stikdrejning og konturstikning, bliver faldende konturområder (udefinerede indstikninger) spåntaget med skrubværktøjer. I modsat fald bearbejder AAG dette konturområde med stikværktøjer. TURN PLUS skelner mellem indstikninger og fridrejninger ved hjælp af indadvendt kopiervinkel EKW (bearbejdnings-parameter 1). Kan udfræsningsområdet ikke blive afspånet med et værktøj, forbearbejder TURN PLUS med det første værktøj og afspåner restmaterialet med et værktøj modsatrettet bearbejdningsretning. Konturbearbejdning (slette): AAG sletter udfræset indstiksområde med den samme strategi, som ved skrubning. Afhængig af konturen og de til rådighed værende værktøjer resulterer det i følgende situationer: Komplet udfræsning med ét værktøj. Står flere værktøjer til rådighed, har værktøjet med standardbearbejdningsretning første ret. Indeholder udfræsningsområdet som afslutningselement et planelement, forløber den første udfræsningsbearbejdning mod planelementet (se billedet). Besidder begge værktøjer forskellig frivinkel, bliver der først bearbejdet med værktøjet, som har den største frivinkel. Er frivinklen for begge værktøjer ens, bliver først bearbejdet fra den side med den mindste indadvendte kopiervinkel. Pas på kollisionsfare! Ved udfræsning i indvendigt område bliver indstiksdybden for værktøjet ikke kontrolleret. Vælg egnede værktøjer Indvendige konturer TURN PLUS bearbejder gennemgående indv.konturer indtil overgangen fra det dybeste punkt til en større diameter. Yderligere influerer Indv. snitbegrænsning Indv. udhængslængde ULI (bearbejdnings-parameter 4) Indtil hvilken position der bliver boret, skrubbet og slettet. En forudsætning er, at den brugbare værktøjslængde for bearbejdningen er tilstrækkelig er dette ikke tilfældet, bestemmer denne parameter den indvendige bearbejdning TURN PLUS
339 Grænser ved indvendig bearbejdning Forboring SBI begrænser boreforløbet. Skrubning SBI eller SU begrænser skrubningen. SU = Skrubbasislængde (sbl) + udhængslængde indv. (ULI) For at forhindre ringe ved bearbejdningen, lader TURN PLUS et område på 5 før skrubbegrænsningslinien stå. Slette sbl begrænser sletningen. Billederne viser målene (a), borebearbejdningen (b), skrubbearbejdningen (c) og sletbearbejdningen (d). Eksempel 1 Skrubbegrænsningslinien (SU) ligger før snitbegrænsning indv. (SBI). Eksempel 2 Skrubbegrænsningslinien (SU) ligger efter snitbegrænsning indv. (SBI) Bearbejdningsanvisninger Forkortelser SBI: Snitbegrænsning indvendig SU: Skrubbegrænsningslinie (SU = sbl + ULI) sbl: Skrubbasislængde ( dybeste bagerste punkt på den indv.kontur) ULI:Udhængslængde indvendig (bearbejdnings-parameter 4) nbl: Brugbare værktøjslængde (værktøjs-parameter) HEIDENHAIN CNC PILOT
340 6.16 Bearbejdningsanvisninger Boring Boring uden pasningsangivelse TURN PLUS udvælger værktøjer, der tillader bearbejdning til færdigmål. Først søges efter spiralbor, så vendeplattebor. Boring med pasningsangivelse TURN PLUS bearbejder boringen i to skridt. Boring med mindre diameter end den nominelle diameter af boring. Reifning til færdigmål Komplet bearbejdning De beskriver råemne og færdigdelkontur og TURN PLUS genererer arbejdsplanen for det komplette emne. Afhængig af bearbejdningsfølgen aktiverer TURN PLUS efter forsidebearbejdningen et expertprogram for omspænding (bearbejdnings-parameter 21): Omspænde kompletbearbejdning : Modspindelen overtager emnet (indførsel af UP- UMKOMPL ) Afstikning kompletbearbejdning : Stangbearbejdning emnet bliver afstukket og overtaget af modspindelen (indførsel af UP- UMKOMPLA ) Det genererede NC-program indeholder bearbejdningen af for- og bagside (inklusiv bore-, fræse- og indv.bearbejdning), kaldet af expertprogrammet og opspændingsinformationer for begge opspændinger (se også: Kompletbearbejdning ) Forudsætninger for kompletbearbejdning Programhoved: Tilordning spindel slæde for den 2. opspændingng (indlæsefelter: 2. opspænding spindel.. med slæde.. ). Bearbejdningsfølge: Indfør hovedbearbejdning OMSPÆNDING eller AFSTIKNING efter bearbejdning af forside (se Bearbejdningsfølge ). For bagside-bearbejdning kan De: Efter OMSPÆNDING/AFSTIKNING indføre bearbejdningen. Bruge den samme bearbejdningsfølge, som ved forsidebearbejdningen (ingen yderligere indførsler efter OMSPÆNDE/AFSTIKKE). TURN PLUS udnytter kun informationen med/uden pasning. Arten af passning (H6, H7,..) har ingen indflydelse. Fortsættelse næste side TURN PLUS
341 Anvisninger for bagfladebearbejdning De tilgodeser ved konturer på bagfladen (C-/Yaksebearbejdning) orienteringen af XK- hhv. X-aksen og orienteringen af C-aksen Bearbejdningsanvisninger Betegnelser: Endeflade: Den mod arbejdsrummet vendte side Bagflade ( R ): Den væk fra arbejdsrummet vendte side Betegnelserne gælder også, når emnet er opspændt i modspindelen eller ved drejebænke med en spindel hvor emnet blev omspændt for bagfldebearbejdning. Fremstilling ved drejebænk med modspindel. HEIDENHAIN CNC PILOT
342 6.16 Bearbejdningsanvisninger Akselbearbejdning TURN PLUS understøtter ved akseldele udover standardbearbejdningen, bagflade bearbejdning af den udvendige kontur. Hermed kan aksler blive bearbejdet i een opspænding. TURN PLUS understøtter ikke tilbagetrækning af spindeldok og kontrollerer ikke opspændingssituationen. Kriteriet for en aksel : Emnet er opspændt på spindel- og pinoldokside. Pas på kollisionsfare! TURN PLUS kontrollerer ikke kollisionssituationen ved planbearbejdning eller ved arbejde på ende- og bagflade. Skillepunkt (TR) Skillepunktet deler emnet i forside og bagside område. Hvis De ikke angiver skillepunktet, placerer TURN PLUS det på overgangen på det største på en mindre diameter. Skillepunkter skal De placere på udv.hjørner. Værktøjer for bearbejdning af Forside områset: Hovedbearbejdningsretning Z ; hhv. fortrinsvis venstre stik- eller gevindværktøjer, etc. Bagflade områder: Hovedbearbejdningsretning + Z ; hhv. fortrinsvis højre stik- eller gevindværktøjer, etc. Skillepunkt sætte/ændre: Se skillepunkt Beskyttelsesområde for bore- og fræsebearbejdning TURN PLUS bearbejder bore- og fræsekonturer på planfladen (endeog bagflade) under følgende betingelser: Afstanden (horisontale) til planflade skal være > 5 mm eller Afstanden mellem spændejern og bore-/fræsekonturen skal være > SAR (SAR: se Bearbejdnings-parameter 2). Er akslen kun opspændt på spindelsiden med bakker, tilgodeser TURN PLUS snitbegrænsningen (SB). Fortsættelse næste side TURN PLUS
343 Bearbejdningsanvisninger Patronopspænding på spindelside Råemnet i opspændingsområde skal være forbearbejdet. På grund af snitbegrænsningen kan i modsat fald ikke genereres fornuftige bearbejdningsstrategier. Stangbearbejdning TURN PLUS styrer ikkestangføderen og bevæger ikket aggregaterne spindeldok og brille. Bearbejdningen mellem spændetang og kørnerspids med eftersætning af emnet bliver ikke understøttet. Planbearbejdning Vær opmærksom på, at indførelsen af bearbejdningsfølge gælder for det totale emne også for planbearbejdningen af akselenden. AAG bearbejder ikke det indv.område af bagflade. Er akslen opspændt på spindelsiden med bakker, bliver bagfladen ikke bearbejdet. Længdebearbejdning Først bliver det fremadvendte, derefter de bagudvendte område bearbejdet. Undgå kollisioner Bliver bearbejdninger ikke kollisionsfrit gennemført, kan De: Tilbagetrække pinoldokken, placeringen af brillen, etc. senere udvide i DIN PLUS programmet. Efter senere indføjelse af en snitbegrænsning i DIN PLUS programmet undgå kollisioner. Den automatiske bearbejdning i AAG gennem tildeling af attribut ikke bearbejde eller forhindre med angivelse af bearbejdningsstedet i bearbejdningsfølgen. Definere råemnet med sletspån = 0. Så bortfalder bearbejdningen af den fremadvendte side (eksempel aflagte og centrerede aksel) Bearbejdningsanvisninger HEIDENHAIN CNC PILOT
344 6.17 Eksempel 6.17 Eksempel Gående udfra fremstillingstegningen bliver arbejdsskridtene for fremstilling af rå- og færdigdelkonturen, udrustningen og den automatiske generering af arbejdsplaner opført. Anlægge program Vælge program nyt < Dialogbox nyt program : Indlæs programnavn Materiale vælg fra fastordlisten Tryk kontaktflade programhoved < Dialogbox programhoved : Spindel slæde for 1. opspænding indlæses Indfør yderligere felter om nødvendigt < Tilbage til dialogboxen nyt program < OK det nye program er indrettet Ikke målsatte faser: 1x45 Ikke målsatte radier: 1mm Råemne: 60 X 80; materiale: Ck 45 Definere råemne Vælg emne råemne < Vælg stang < Dialogbox stang : Diameter = 60 mm Længde = 80 mm Sletspån = 2 mm OK TURN PLUS fremstiller råemnet < ESC-taste tilbage til hovedmenu TURN PLUS
345 Definér grundkontur Vælg emne færdigdel < Dialogbox punkt (startpunkt for kontur) : X = 0 Z = 0 OK TURN PLUS fremstiller startpunktet < 6.17 Eksempel < Vælg Z = 25 tryk OK < Vælg X = 35 tryk OK < Vælg Z = 43 tryk OK < Vælg X = 58 W = 70 tryk OK < Vælg Z = 76 tryk OK < 2 * ESC-taste Lukke kontur? tryk Ja grundkonturen er fremstillet Definere formelementer Vælg form affase Udvælg +hjørne gevindtap Dialogbox affase : Affasebredde = 3 mm < Vælg form runding Udvælg hjørne for runding Dialogbox runding : Rundingsradius = 2 mm < HEIDENHAIN CNC PILOT
346 6.17 Eksempel Definere formelementer (fortsættelse) Vælg form frigang frigang form G Udvælge hjørne for frigang Dialogbox frigang form G : Frigangslængde = 5 mm Frigangsdybde = 1,3 mm Tilkørselsvinkel = 30 < Vælg form indstikning indstikning form D Udvælge basiselement for indstikning Dialogbox Indstikning form D : Henf.punkt (Z) = 30 mm Indstiksbredde (Ki) = 8 mm Indstiks-diameter = 25 mm Hjørne (B): Affasning; 1 mm < Vælg form gevind Udvælg basiselement for gevind Dialogbox gevind : Vælg metrisk ISO-gevind < ESC-taste tilbage til hovedmenu Klargør opspænd emne Vælg klargør spænd indspænding < Vælg spindelside trebakkepatron < Dialogbox trebakkepatron Vælg identnummer for patron Indlæs bakketype Indlæs opspændingsmåde Vælg identnummer for bakke Kontrollér/indlæs indspændingslængde, spændetryk Tryk kontaktfelt vælg opspændingsområde < Afslut dialogbox trebakkepatron TURN PLUS fremstiller spændejern og snitbegrænsning < ESC-taste tilbage til hovedmenu TURN PLUS
347 Fremstille arbejdsplan blokvis Vælg AAG blokvis < TURN PLUS simulerer afspåningsforløbet arbejdsblok for arbejdsblok < Vælg overføre (arbejds)blok < Efter færdiggørelse af arbejdsplanen: Vælg overfør arbejdsplan 6.17 Eksempel Gemme programmer Vælg program sikre komplet < Kontrollér filnavn tryk OK < TURN PLUS gemmer Arbejdsplan, rå- og færdigdelkontur (i en fil) NC-Programmet (DIN PLUS format) AAG genererer arbejdsblokkene ved hjælp af bearbejdningsfølgen og indstillingen af bearbejdningsparameter (se Bearbejdningsfølge og 7.5 Bearbejdnings-parameter ). HEIDENHAIN CNC PILOT
348
349 Parametre 7 HEIDENHAIN CNC PILOT
350 7.1 Driftsart parameter 7.1 Driftsart parameter Parametergrupper Parametrene i CNC PILOT en er opdelt i grupper Maskin-parametre For tilpasning af styringen til drejebænken (parametre for aggregater, byggegrupper, tilordning af akser, slæder, spindler, etc.). Styrings-parametre For konfigurering af styring (maskindisplays, interface, anvendte målesystemer, etc.). Indretnings-parametre Specielle indstillinger for produktion af et bestemt emne (emne-nulpunkt, værktøjsskiftepunkt, korrekturværdier, etc.). PLC-parametre Parametre i denne gruppe bliver fastlagt af maskinfabrikanten (se maskin-håndbogen). Bearbejdnings-parametre Strategiparametre for bearbejdningscykler og for TURN PLUS. I denne driftsart bliver yderligere følgende driftsmidlerog teknologi-parametre styret (se Kapitel 8 Driftsmidler): Værktøjs-parametre Spændejerns-parametre Teknologi-parametre (snitværdier) Denne håndbog beskriver parametre, som maskinbrugeren kan ændre (brugerklasse systemmanager ). De øvrige parametre bliver forklaret i den tekniske håndbog. Dataudskiftning og datasikring CNC PILOT en understøtter dataudskiftning parametre såvel som tilhørende fastordslister. Med datasikring bliver alle parametre tilgodeset. Dataudskiftning og datasikring sker i driftsart transfer se 10.4 Parametre og driftsmidler. Hovedmenu driftsart parameter Aktuelle Parametre ofte anvendte parametre kan vælges pr. menu Parameter-lister i gruppen PLC, indretning og bearbejdning Værktøjs-parametre Beskrivelse af værktøjer se 8.1 Værktøjs-databank Spændejerns-parametre Beskrivelse af spændejern se 8.2 Spændejernsdatabank Teknologi-parametre se 8.3 Teknologi-databank (snitværdier) Konfigurering parameterlisten i alle grupper (kan kun vælges med berettigelse system-manager ) Indlæsning/Udlæsning og datasikring af parametre Parametre
351 7.1.2 Editere parametre Aktuelle parametre I menugruppen akt(uelle) para(metre) er ofte anvendte parametre sammenfattet, som De kan vælge, uden at kende parameter-nummeret. Editere parametre I givet fald anmeldelse som system-manager (driftsart service) < Vælg akt.para (driftsart parameter) < Vælg parameter pr. menu CNC PILOT en stiller parameteren klar for editering < Foretage ændringer 7.1 Driftsart parameter Parameter-lister Parameter-grupperne Indretnings-parametre Bearbejdnings-parametre PLC-parametre Står til rådighed i underpunkterne i param(eter)-listen. De kan vælge disse parametre uden anmeldelse som system-manager. Editere indretnings-/bearbejdnings-parametre Vælg param.-liste (driftsart parameter) < Vælge parameter-gruppe Indretnings-parameter Bearbejdnings-parameter PLC-parameter < Vælg parameter < ENTER CNC PILOT en stiller parameteren klar til editering < Foretage ændringer HEIDENHAIN CNC PILOT
352 7.1 Driftsart parameter Editere konfigurerings-parametre Parametre i gruppen maskine og styring editerer De som følger: Editere parametre Anmeldelse som system-manager (driftsart service) < Vælg konfig (driftsart parameter) < Parameternummer er ikke kendt: Vælg parametergruppe (maskine, styring) < Vælg parameteren ( pil op/ned eller Touch-Pad) < ENTER CNC PILOT en stiller parameteren klar for editering Parameternummer er kendt: Maskine-direkte / styring-direkte < Indlæs parameternummer < Foretag ændringer I undermenuen for konfig kan De parametergruppen yderligere vælge Indrette-parametre Bearbejdnings-parametre PLC-parametre Betjeningen er identisk med den under parameterlister beskrevne foregangsmåde. CNC PILOT en kontrollerer, om brugeren er berettiget til at ændre parametre. Meld Dem som system-manager, hvis De vil editere beskyttede parametre. I modsat fald kan De kun læse parametrene. Parametre, der influerer på produktionen af et emne, kan ikke ændres i automatikdrift. Parametre, som De som maskinbruger ikke kan ændre, bliver forklaret i den tekniske håndbog Parametre
353 Parametre for C-aksen 1007, 1057 Slørkompensering for C-akse Ved slørkompensering bliver ved hver retningsændring værdien for slørkompensering indregnet. Arten af slørkompensering 0: Ingen slørkompensering 1: Drev og målesystem er fast forbundne. Slørkompensering udglatter vendeslør mellem drev og bordet. Ved hver retningsskift bliver Sollværdien korrigeret med værdien af slørkompensering. 2: Ved en direkte vejmåling udglatter slørkompenseringen vendesløret mellem drev og målesystem. Ved hvert retningsskift bliver Sollværdien korrigeret med værdien af slørkompenseringen. Værdier for slørkompensering: Ved art=1: Korrekturværdi med positivt fortegn Ved art=2: Korrekturværdi med negativt fortegn 7.2 Maskin-parametre 1010, 1060 Belastningsovervågning af C-akse Udnyttelse: Belastningsovervågning Overvågningsstarttid [ ms] (bliver kun udnyttet ved udblænde ilgangsveje ): Overvågningen er ikke aktiv, når Sollaccelerationen af spindel overstiger grænseværdien (grænseværdi = 15% af accelerationsrampe / bremserampe). Underskrider Sollaccelerationen grænseværdien, bliver overvågningen aktiveret efter udløbet af overvågningsstarttiden. Antal af mellemste aftastningsværdier [1..50]: Ved overvågningen bliver middelværdien af antallet af mellemste værdier dannet. Hermed bliver følsomheden overfor kurtvarige belastningsspidser nedsat. Maximalt drejningsmoment bliver p.t. ikke benyttet Reaktionsforsinkelsestid P1, P2 [ ms] Grænseværdibeskadigelsen bliver meldt, når overskridelsen af tiden P1 hhv. P2 for drejemoment-grænseværdi 1 hhv. 2 er overskredet. 1016, 1066 Endekontakt og ilgangshastighed for C-akse Ilgangshastighed for C-akse: Maksimale hastighed ved spindelpositionering. 1019, 1069 Generelle data for C-akse Denne parameter bliver udnyttet, når forpositionering er indkoblet ( udbygningskendetegn 1 maskin-parameter 18). Med digitale drev er en forpositionering i regelen ikke nødvendig. Spindelforpositionering med M14: Vinkel, til hvilken spindelen bliver positioneret, før C-aksen svinges ind. HEIDENHAIN CNC PILOT
354 7.2 Maskin-parametre Generelle maskin-parametre (fortsættelse) 18 Styringskonfigurering Parametre for slæder 204, 254,... tilspændinger Ilgang- og tilspændingshastigheder, når De kører slæderne med håndretningstasterne (Jogtaster). 205, 255,... beskyttelseszoneovervågning Beskyttelseszonemålene bliver defineret aksespecifikt (maskin-parameter 1116,...). De indkobler i denne parameter, om beskyttelseszonemålene skal overvåges. 208, 258,... gevindskæring Parameterværdien bliver anvendt, når ind-/ udkoblingsvejen i NC-programmet ikke er programmeret. 209, 259,... slædeudkobling PLC overtager emnetælling 0: CNC overtager emnetælling 1: PLC overtager emnetælling M0/M1 for alle NC-kanaler 0: M0/M1 udløser på programmeret kanal STOP 1: M0/M1 udløser på alle kanaler STOP Fortolkningssstop ved værktøjssift 0: Ingen fortolkningsstop 1: Fortolkningsstop det forudseende blokfortolkningsstop bliver standset og efter afviklede T-kommando igen aktiveret. Ilgang banehastighed manuel styring Tilspænding banehastighed manuel styring Overvågning 0: Beskyttelseszoneovervågning ude 1: Beskyttelseszoneovervågning inde De yderligere parametre bliver p.t. ikke brugt. Indkoblingsvej: Accelerationsvejen ved start af gevindsnittet for synkronisering af tilspændingsaksen og spindelen. Udkoblingsvej: Forsinkelsesvejen ved enden gevindsnittet. Slæde 0: Slæde udkoble 1: Slæde ikke udkoble Parametre
355 Parametre for slæder (fortsættelse) 211, 261,... position måletaster eller måleoptik Ved positionen for måletasteren bliver udvendige koordinater til tasteren angivet. Ved måleoptik en bliver positionen af trådkorset angivet (+X/+Z). Henf.: Maskin-nulpunkt , ,... Beskrivelse værktøjsoptager Positionen for værktøjsoptagelse relativ til værktøjsholder-henf.punkt. Position måletaster/optik +X Position måletaster X Position måletaster/optik +Z Position måletaster Z Parametre for spindler 804, 854,... Beskyttelseszoneovervågng spindel bliver p.t. ikke brugt Afstand holderhenf.punkt X / Z / Y: Afstand værktøjsholderhenf.punkt værktøjsholder-henf.punkt Korrektur X / Z / Y: Korrekturværdi for afstanden værktøjsholderhenf.punkt værktøjsoptagelse-henf.punkt 7.2 Maskin-parametre 805, 855,... Generelle parametre spindel 806, 856,... Toleranceværdier spindel Nulpunktforskydning (M19): Definerer forskydningen mellem referencepunkt spindel og referencepunkt måleudstyr. Efter nulimpulsen fra måleudstyret bliver denne værdi overtaget. Antal omdrejninger for friskæring: Antal spindelomdrejninger efter stop af spindel i automatikdrift. (Ved lave spindelomdr.tal er yderligere spindelomdrejninger nødvendig for værktøjsaflastning.) Toleranceværdi omdr.tal [%]: Blok viderekobling fra en G0- til en G1- blok sker ved status Omdr.tal nået. Denne status bliver nået, såsnart omdr.tallet er indenfor tolerancegrænsen. Toleranceværdien henfører sig til Sollværdien. Positionsvindues sted [ ]: Blok viderekoblingen ved en punktstilstand (M19) sker ved status stedet nået. Denne status bliver nået, såsnart stedtolerancen mellem Soll- og Akt.værdi er indenfor tolerancegrænsen. Toleranceværdien henfører sig til Sollværdien. Omdr.taltolerance synkronløb [omdr./min]: Kriterium for status synkronløb nået. Stedtolerance synkronløb [ ]: Kriterium for status synkronløb nået. Målgivende er parameter-indstillingen for slave-spindelen. Fortsættelse næste side HEIDENHAIN CNC PILOT
356 7.2 Maskin-parametre Parametre for spindel (fortsættelse) Status synkronløb nået: Når forskellen på omdr.tal-akt.værdi og forskellen på sted-akt.værdi af de synkroniserede spindler ligger indenfor tolerancevinduet, er status nået. Ved status synkronløb nået bliver drejemomentet for den førte spindel begrænset. Anvisning: De opnåelige tolerancer må ikke blive underskredet. Tolerancen skal være større end summen ad de maksimale medløbssvingninger af den førende og den førte spindel (ca omdr./min). 807, 857,... Måling af vinkelforskydning (G906) spindel Udnyttelse: Registrere G906 vinkelforskydning ved spindelsynkronløb Maksimalt tilladelige stedændring: Tolerancevindue for ændring af stedforskydning efter gensidigt greb af et emne i synkronløb. Ünderskrider forskydningsændringen denne maksimalværdi, kommer en fejlmelding. Et normalt sving på ca. 0,5 skal tilgodeses. Ventetid måling af forskydning: Målevarighed 808, 858,... Afstikningskontrol (G991) spindel Efter afstikningsforløbet ændrer fasestedet for begge synkront løbende spindler sig, uden at Sollværdien (omdr.tal/ drejevinkel) bliver ændret. Bliver omdr.talforskellen overskredet indenfor overvågningstiden, er resultatet afstukket. Udnyttelse: G991 Afstikningskontrol ved hjælp af spindelovervågning Omdr.tal forskel Overvågningstid 809, 859,... Belastningsovervågning spindel Udnyttelse: Belastningsovervågning Overvågningsstarttid [ ms] (bliver kun udnyttet ved udblænde ilgangsveje ): Overvågningen er ikke aktiv, når Sollaccelerationen af spindel overstiger grænseværdien (grænseværdi = 15% af accelerationsrampe / bremserampe). Underskrider Sollaccelerationen grænseværdien, bliver overvågningen aktiveret efter udløbet af overvågningsstarttiden. Antal af mellemste aftastningsværdier [1..50]: Ved overvågningen bliver middelværdien af antallet af mellemste værdier dannet. Hermed bliver følsomheden overfor kurtvarige belastningsspidser nedsat. Reaktionsforsinkelsestid P1, P2 [ ms] En grænseværdioverskridelse bliver efter overskridelse af tiden P1 hhv. P2 (drejemoment-grænseværdi 1 hhv. 2) meldt. Maximalt drejningsmoment bliver p.t. ikke benyttet Parametre
357 Parametre for C-aksen 1007, 1057 Slørkompensering for C-akse Ved slørkompensering bliver ved hver retningsændring værdien for slørkompensering indregnet. Arten af slørkompensering 0: Ingen slørkompensering 1: Drev og målesystem er fast forbundne. Slørkompensering udglatter vendeslør mellem drev og bordet. Ved hver retningsskift bliver Sollværdien korrigeret med værdien af slørkompensering. 2: Ved en direkte vejmåling udglatter slørkompenseringen vendesløret mellem drev og målesystem. Ved hvert retningsskift bliver Sollværdien korrigeret med værdien af slørkompenseringen. Værdier for slørkompensering: Ved art=1: Korrekturværdi med positivt fortegn Ved art=2: Korrekturværdi med negativt fortegn 7.2 Maskin-parametre 1010, 1060 Belastningsovervågning af C-akse Udnyttelse: Belastningsovervågning Overvågningsstarttid [ ms] (bliver kun udnyttet ved udblænde ilgangsveje ): Overvågningen er ikke aktiv, når Sollaccelerationen af spindel overstiger grænseværdien (grænseværdi = 15% af accelerationsrampe / bremserampe). Underskrider Sollaccelerationen grænseværdien, bliver overvågningen aktiveret efter udløbet af overvågningsstarttiden. Antal af mellemste aftastningsværdier [1..50]: Ved overvågningen bliver middelværdien af antallet af mellemste værdier dannet. Hermed bliver følsomheden overfor kurtvarige belastningsspidser nedsat. Maximalt drejningsmoment bliver p.t. ikke benyttet Reaktionsforsinkelsestid P1, P2 [ ms] Grænseværdioverskridelsen bliver meldt, når overskridelsen af tiden P1 hhv. P2 for drejemoment-grænseværdi 1 hhv. 2 er overskredet. 1016, 1066 Endekontakt og ilgangshastighed for C-akse Ilgangshastighed for C-akse: Maksimale hastighed ved spindelpositionering. 1019, 1069 Generelle data for C-akse Denne parameter bliver udnyttet, når forpositionering er indkoblet ( udbygningskendetegn 1 maskin-parameter 18). Med digitale drev er en forpositionering i regelen ikke nødvendig. Spindelforpositionering med M14: Vinkel, til hvilken spindelen bliver positioneret, før C-aksen svinges ind. HEIDENHAIN CNC PILOT
358 7.2 Maskin-parametre Parametre for C-aksen (fortsættelse) 1020, 1070 vinkelkompensering C-akse parametre bliver indført af maskinfabrikanten , kompenseringsværdier C-akse parametre bliver indført af maskinfabrikanten. Parametre for lineærakser 1107, 1157,... Slørkompensering for lineærakse Ved slørkompensering bliver ved hver retningsændring værdien for slørkompensering indregnet. Arten af slørkompensering 0: Ingen slørkompensering 1: Drev og målesystem er fast forbundne. Slørkompensering udglatter vendeslør mellem drev og bordet. Ved hver retningsskift bliver Sollværdien korrigeret med værdien af slørkompensering. 2: Ved en direkte vejmåling udglatter slørkompenseringen vendesløret mellem drev og målesystem. Ved hvert retningsskift bliver Sollværdien korrigeret med værdien af slørkompenseringen. Værdier for slørkompensering: Ved art=1: Korrekturværdi med positivt fortegn Ved art=2: Korrekturværdi med negativt fortegn 1110, 1160,... Belastningsovervågning af lineærakse Udnyttelse: Belastningsovervågning Overvågningsstarttid [ ms] (bliver kun udnyttet ved udblænde ilgangsveje ): Overvågningen er ikke aktiv, når Sollaccelerationen af spindel overstiger grænseværdien (grænseværdi = 15% af accelerationsrampe / bremserampe). Underskrider Sollaccelerationen grænseværdien, bliver overvågningen aktiveret efter udløbet af overvågningsstarttiden. Antal af mellemste aftastningsværdier [1..50]: Ved overvågningen bliver middelværdien af antallet af mellemste værdier dannet. Hermed bliver følsomheden overfor kurtvarige belastningsspidser nedsat. Maximalt drejningsmoment bliver p.t. ikke benyttet Reaktionsforsinkelsestid P1, P2 [ ms] Grænseværdibeskadigelsen bliver meldt, når overskridelsen af tiden P1 hhv. P2 for drejemoment-grænseværdi 1 hhv. 2 er overskredet. Fortsættelse næste side Parametre
359 Parametre for lineærakser (fortsættelse) 1112, 1162,... Køre til fastanslag (G916) lineærakse Gælder for lineæraksen, som G916 bliver programmeret for. Udnyttelse: G916 køre til fastanslag 1114, 1164,... Nulpunktoffset ved konvertering af lineærakse Slæbefejlsgrænse: Slæden bliver standset, såsnart slæbeafstanden (afvigelse af Akt.- fra Sollpositionen) har nået slæbefejlsgrænsen. Reverservej: Efter at have nået fastanslaget bliver slæden positioneret tilbage med reverseringsvejen (for opbygning af spænding). NC-nulpunkt-offset: Længden, med hvilken maskin-nulpunktet bliver forskudt ved konverteringen (G30). 7.2 Maskin-parametre 1115, 1165,... Afstikningskontrol (G917) lineærakse Gælder for lineæraksen, som G917 bliver programmeret for. Udnyttelse: G917 afstikningskontrol ved hjælp af slæbefejlsovervågning Slæbefejlsgrænse: Slæden bliver standset, såsnart afvigelsen af Akt.- fra Sollpositionen har nået slæbefejlsgrænsen. CNC PILOT en melder så slæbefejl erkendt. Tilspænding ved kørsel af lineærakse under slæbefejlsovervågning. 1116, 1166,... Endekontakt, beskyttelseszone, tilspændinger lineærakser Beskyttelseszonemål negativt Beskyttelseszonemål positivt Mål for beskyttelseszoneovervågning. Henf.: Maskin-nulpunkt Ilgangshastighed i automatikdrift Referencemål: Afstanden referencepunkt maskin-nulpunkt 1120, 1170,... Afretningskompensering lineærakse parametre bliver indført af maskifabrikanten. Parametre for aggregater Parameter bliver p.t. ikke benyttet HEIDENHAIN CNC PILOT
360 7.3 Styrings-parametre 7.3 Styrings-parametre Styrings-parametre 1 Indstillinger ÿundertrykke printerudlæsning: Med PRINTA-kommandoen i NCprogrammet afgiver De data til en printer (se også styrings-parameter 40,...). ÿ0: Undertrykke udlæsning ÿ1: Gennemføre udlæsning ÿmetrisk / tomme: Indstilling af målesystemer. ÿ0: Metrisk ÿ1: Tomme ÿdisplayformat af positionsvisning (Akt.værdi visning). ÿ0: Format 4.3 (4 før-, 3 efterkommapladser) ÿ1: Format 3.4 (3 før-, 4 efterkommapladser) ÿved DIN PLUS programmer er den i programhoved indførte måleenhed afgørende uafhængig af det her indstillede målesystem. ÿde starter CNC PILOT en påny, når De vil omstille målesystemet. 8 Indstillinger af belastningsovervågning 10 Postproces-måling Udnyttelse: Belastningsovervågning ÿfaktor drejemomentgrænseværdi 1 ÿfaktor drejemomentgrænseværdi 2 ÿfaktor arbejdsgrænseværdi CNC PILOT en beregner: Grænseværdi = henføringsværdi * faktor grænseværdi ÿminimalt drejemoment [% af mærkedrejemoment]: Henf.værdier, som ligger under disse værdier, bliver hævet op til det minimale drejemoment. Hermed bliver grænseværdioverskridelsen forhindret på grund af små drejemoment-svingninger. ÿmaksimal filstørrelse [kb]: Overskrider dataerne for måleværdioptagelserne den maksimale filstørrelse, bliver de ældste måleværdier overskrevet. Retningsværdi: For et aggregat behøves pr. minut programløbetid ca. 12 kbyte Udnyttelse: Postproces-måling Indkoble måling 0: Postproces-måling ude 1: Postproces-måling inde CNC PILOT en er klar til datamodtagelse Fortsættelse næste side Parametre
361 Styrings-parametre (fortsættelse) 11 FTP parameter ÿmåleart ÿ1: Postproces-måling ÿmåleværdikobling ÿ0: Nye måeværdier overskriver gamle måleværdier ÿ1: Nye måleværdier bliver først modtaget efter udnyttelsen af gamle måleværdier Valget af det serielle interface og indstillingen af interfaceparametre sker i styrings-parameter 40,... Udnyttelse: Filtransfer med FTP (File Transfer Protokoll) ÿbrugernavn: Navnet på egen station ÿpassword ÿadresse/navn FTP-server: Adresse/navn på kommunikationspartneren ÿbruge FTP ÿ0: Nej ÿ1: Ja 7.3 Styrings-parametre De kan også foretage parameterindstillinger med transferfunktionen. 20 Generel tidsfremskaffelse for simulering Bitider for funktionen tidfremskaffelse. 21 Tidsfremskaffelse for simulering: M-funktion Individuelle tidstillæg for maksimalt 10 M-funktioner. Udnyttelse: Tidfremskaffelse (driftsart simulering) ÿværktøjsskiftetid [sek] ÿdrevskiftetid [sek] ÿtidstillæg M-munktioner [sec]: Alle M-funktioner bliver anslået med denne tid. De kan forsyne specielle M-funktioner i styrings-parameter 21 med et yderligere tidstillæg. Udnyttelse: Tidfremskaffelse (driftsart simulering) ÿ M-funktion nummeret på M-funktionen ÿtidstillæg [sek] individuelt tidstillæg. Tidsfremskaffelsen for BA simulering adderer denne tid til tidstillægget fra styrings-parameter 20. HEIDENHAIN CNC PILOT
362 7.3 Styrings-parametre Styrings-parametre (fortsættelse) 22 Simulering: Standard vinduesstørrelse (X, Z) Simuleringen tilpasser vinduesstørrelsen til råemnet. er ingen råemne programmeret, arbejder CNC PILOT en med standard-vinduesstørrelsen. Udnyttelse: BA simulering 23 Simulerung: Standard råemne Er ingen råemne programmeret, tager CNC PILOT en standard-råemnet. ÿnulpunktsted X Afstand af koordinatoprindelsen fra nederste vindueskant. ÿnulpunktsted Z Afstand af koordinatoprindelsen fra venstre vindueskant. ÿdelta X Vertikal udvidelse af grafikvinduer. ÿdelta Z Horisontal udvidelse af grafikvinduer. Udnyttelse: BA simulering ÿudvendig diameter ÿråemne længde ÿhøjre råemnekant (sletspån) henf.: Emne-nulpunkt ÿindvendig diameter ved hulcylindre; ved massive-emner: Simulering: Farvetabel for tilspændingsveje Tilspændingsvejen for et værktøj bliver fremstillet i den farve, revolverpladsen er tilordnet. 27 Simulering: Indstillinger Bearbejdnings-simuleringen og kontrolgrafikken (TURN PLUS) venter efter hver vej-fremstilling tiden vej-forsinkelse. Hermed influerer De på simuleringshastigheden. Mindste enhed: 10 msek Udnyttelse: BA simulering ÿfarve for revolverposition n (n: 1..16) Farvekendetegn: ÿ0: Lysegrøn (standardfarve) ÿ1: Mørkegrå ÿ2: Lysegrå ÿ3: Mørkeblå ÿ4: Lyseblå ÿ5: Mørkegrøn ÿ6: Lysegrøn ÿ7: Mørkerød ÿ8: Lyserød ÿ9: Gul 10: Hvid Udnyttelse: BA simulering ÿvej-forsinkelse (bearbejdning) Parametre
363 Styrings-parametre (fortsættelse) 40 Tilordning til interfacet Interface-parametre bliver gemt i parametrene 41 til 47. I parameter 40 tilordner maskinfabrikanten et udstyr en interfacebeskrivelse. Driftsart transfer anvender parameteren det under extern ind-/udlæsning definerede interface. Betydning af indførelse: ÿ1..7: Interface 1..7 Eksempel: 2 = interface 2 (Styrings-parameter 42) ÿekstere ind-/udlæsning ÿdatapilot 90 ÿprinter ÿpostproces-måling 2. tastatur (eller kortlæser) Parameterindstillingen bliver foretaget af maskinfabrikanten. 7.3 Styrings-parametre Interface CNC PILOT en gemmer i disse parametre indstillingerne i det serielle interface og printerinterfacet. Parameterindstillingerne foretager De i driftsart transfer. 48 Transferbibliotek ÿnetværk bibliotek Stien for biblioteket, som ved kommunikationen med NETVÆRK bliver klargjort og vist. Parameterindstillingerne foretager De i driftsart transfer. 196 SIK-nummer CNC PILOT en kontrollerer, om optioner er frigivet for Deres system. Derfor skal De meddele maskinleverandøren Deres boardnummer for frigivelse af yderligere optioner. HEIDENHAIN CNC PILOT
364 7.3 Styrings-parametre Styrings-parametre (fortsættelse) 197 Options-passwords De kan de mulige optioner for Deres CNC PILOT midlertidigt aktivere. De indfører herfor 9999 i det næste frie indlæsefelt og starte CNC PILOT en påny. Nu står alle optioner til rådighed for Dem i et begrænset tidsrum. 301 ff. Display type 1..6 manuel styring/ automatik Maskindisplays består af 12 konfigurerbare felter med følgende ordning: Felt 1 Felt 5 Felt 9 Felt 2 Felt 6 Felt 10 Felt 3 Felt 7 Felt 11 Felt 4 Felt 8 Felt 12 Antallet af optioner frikoble er begrænset. Optioner kan ikke overføres til andre systemer. ÿbillede felt n (n: 1..12): Kendetal for Billedet, der her skal vises (kendetal se følgende sider). ÿslæde / spindel: De definerer, for hvilken slæde, spindel eller C-akse displayet skal resultere i. (Om det handler om et billede for en slæde, en spindel eller en C-akse, erkender CNC PILOT en automatisk.) ÿ0: Det pr. slæde-/spindelskiftetaste valgte aggregat bliver vist ÿ>0: Slæde-, spindel- eller C-akse-nummer ÿaggregat-gruppe: skal altid være Parametre
365 Kendetal for billeder 0 Specialkendetegn ingen visning 1 X-Akt.værdivisning 2 Z-Akt.værdivisning 3 C-Akt.værdivisning Kendetal for billeder 15 a-akt.værdivisning (hjælpeakse) 16 b-akt.værdivisning (hjælpeakse) 17 c-akt.værdivisning (hjælpeakse) 21 Værktøjsvisning med korrekturer (DX, DZ) 7.3 Styrings-parametre 4 Y-Akt.værdivisning 22 Værktøjsvisning med identnummer 5 X-Akt.- og restvejsvisning 23 Additive korrekturer 6 Z-Akt.- og restvejsvisning 25 Værktøjsvisning med brugstidsinformationer 8 Y-Akt.- og restvejsvisning 10 Alle hovedakser 26 Visning for multiværktøjer med korrekturer (DX, DZ) 30 U-Akt.- og restvejsvisning (hjælpeakse) 11 Alle Hjælpeakser 31 V-Akt.- og restvejsvisning (hjælpeakse) 12 U-Akt.værdivisning (hjælpeakse) 32 W-Akt.- og restvejsvisning (hjælpeakse) 13 V-Akt.værdivisning (hjælpeakse) 33 a-akt.- og restvejsvisning (hjælpeakse) 14 W-Akt.værdivisning (hjælpeakse) 34 b-akt.- og restvejsvisning (hjælpeakse) HEIDENHAIN CNC PILOT
366 7.3 Styrings-parametre Kendetal for billeder 35 c-akt.- og restvejsvisning (hjælpeakse) 41 Styktal- og styktidsinformationer 42 Styktalsinformationer 43 Styktidsinformationer Kendetal for billeder 89 Belastn.visning b-akse (hjælpeakse) 90 Belastn.visning c-akse (hjælpeakse) 91 Belastn.visning Spindel 92 Belastn.visning X-akse 45 M01 og udblændeplan 93 Belastn.visning Z-akse 60 Spindel- og omdr.talinformationer 94 Belastn.visning C-akse 61 Akt./ Sollværdi omdr.tal 95 Belastn.visning Y-akse 69 Akt/ Sollværdit tilsp. 96 Belastn.visning U-akse (hjælpeakse) 70 Slæde- og tilsp. informationer 97 Belastn.visning V-akse (hjælpeakse) 71 Kanalvisning 98 Belastn.visning W-akse (hjælpeakse) 81 Frigiveoversigt 99 Tomt felt 88 Belastn.visning a-akse (hjælpeakse) Parametre
367 7.4 Indretnings-parametre Anbefaling: Brug aktuelle parameter indretnings (menu)... for editering af parametre. I de andre menupunkter bliver parametrene udført uden angivelse af akser. Indretnings-parametre Emne-nulpunkt CNC PILOT en fører for hver slæde: Emne-nulpunkt hovedspindel (henf.: Maskinnulpunkt) Emne-nulpunkt modspindel (henf.: Maskin-nulpunkt modspindel) Side frem/tilbage skifter til næste/forudgående slæde. Emne-nulpunkt modspindel fremkommer fra maskin-nulpunktet + nulpunkt-offset (Maskinparameter 1114, 1164,..). Der bliver med G30 H1.. aktiveret. Position nulpunkt hovedspindel X, Y, Z slæde 1 Position nulpunkt hovedspindel X, Y, Z slæde 2... Position nulpunkt modspindel X, Y, Z slæde 1 Position nulpunkt modspindel X, Y, Z slæde Indretnings-parametre De indstiller emne-nulpunktet i driftsart manuel styring. Værktøjs-skiftepunkt CNC PILOT en fører værktøjs-skiftepunktet for hver slæde. Side frem/tilbage skifter til næste/ forudgående slæde. Position værktøjs-skiftepunkt definerer afstanden til maskin-nulpunktet. Position værktøjs-skiftepunkt X, Y, Z slæde 1 Position værktøjs-skiftepunkt X, Y, Z slæde 2... De indstiller emne-nulpunktet i driftsart manuel styring. HEIDENHAIN CNC PILOT
368 7.4 Indretnings-parametre Indretnings-parametre (fortsættelse) Nulpunkt-sletspån G53/G54/G55 CNC PILOT en fører nulpunkt-sletspån for hver slæde. Side frem/tilbage skifter til næste/forudgående slæde. Sletspån X, Y, Z slæde 1 Sletspån X, Y, Z slæde 2... Nulpunkt-forskydning C-akse Nulpunkt-forskydning C-akse 1 Nulpunkt-forskydning C-akse 2 Influerer på C-akse-Akt.værdien. Nulpunkt-forskydning G152 virker additivt til denne parameter. Værktøjs-brugstidsovervågning Additive korrekturer CNC PILOT en styrer 16 korrekturværdier (altid X og Z). Korrekturværdierne bliver til- og frakoblet i NCprogrammet (se G149, G149-Geo). Brugstidskontakt brugstids-/styktalsovervågning 0: Ude 1: Inde Belastningsovervågning 0: Ude 1: Inde Korrektur X Korrektur Z Ændring af en additiv korrektur i automatikdrift forandrer denne parameter. Udblændeplan, udblændetakt De kan tilordne et udblændeplan en udblændetakt. Så bliver NC-blokke med det angivne udblændeplan udført hver n-te gang. Udblændeplan [0..9] Udblændetakt [0..99] 0: NC-blokke med dette udblændeplan bliver aldrig udført. 1: NC-blokke med dette udblændeplan bliver altid udført : NC-blokke med dette udblændeplan bliver udført hver n-te gang. De aktiverer/deaktiverer udblændeplanet i automatikdrift Parametre
369 7.5 Bearbejdnings-parametre Bearbejdnings-parametre bliver udnyttet af arbejdsplangenerering (TURN PLUS) og forskellige bearbejdningscykler. 1 Global færdigdelparameter (grovhed/grænseværdier) Alle elementer i færdigdele bliver bearbejdet svarende til ORA og ORW (Udnyttelse: Sletcyklus G890). Arten af grovhed [ORA] Arten af overfladeruhed 0: Uden grovhedsangivelse 1 Rt: Grovdybde i [µm] 2 Ra: Middelgrovværdi i [µm] 3 Rz: Gennemsnits grovdybde in [µm] 4 Vr: Direkte tilspændingsangivelse i [mm/omdr.] grovværdier [ORW]: grov- eller tilspændingsværdier Tilladelig indadvendtkopiervinkel [EKW]: Grænsevinkel ved indstikkende konturområder for at skelne mellem dreje- eller stikbearbejdning. EKW > mtw: Fridrejning EKW < mtw: Udefineret indstikning (ingen formelement) (mtw = konturvinkel) 7.5 Bearbejdnings-parametre 2 Global teknologiparameter Værktøjsvalg, værktøjsskift, omdr.talbegrænsning Værktøj fra.. [WD] Ved værktøjsvalget tilgodeser TURN PLUS: 1: Den aktuelle revolverbelægning 2: Vigtige i den aktuelle revolverbelægning men yderligere værktøjs-databanken 3: Værktøjs-databanken TURN PLUS Revolver [RNR] Forudsætning WD=1 eller WD=2. RNR fastlægger, på hvilken revolverbelægning der bliver grebet ind: 0: Aktuelle revolverbelægning på BA maskine 1: TURN PLUS egen revolverbelægning (se Indretning af værktøjsliste ) Kørselsart til værktøjsskiftepunktet [WP] fastlægger tilkørselsarten og positionen af skiftepunktet. Rækkefølgen, i hvilken akserne bliver kørt, definerer De i IAG, hhv. i de tilsvarende bearbejdnings-parametre med AAG. 1: Kørsel til skifteposition med ilgangsveje (G0). IAG Definition af tilkørselsart og skifteposition: Menupunkt cyklus kør til værktøjsskiftepunkt Fortsættelse næste side HEIDENHAIN CNC PILOT
370 7.5 Bearbejdnings-parametre AAG Definition af tilkørselsart: Tilsvarende bearbejdningsparameter; skifteposition: Indstillede værktøjsskiftepunkt 2: Tilkørsel til værktøjsskiftepunktet med G14. 3: Tilkørsel til en beregnet skifteposition mit G0 TURN PLUS beregner ved hjælp af de aktuelle og de følgende værktøj den optimale skifteposition Omdr.talbegrænsning [SMAX]: Global omdr.talbegrænsning De kan i programhoved i TURN PLUS-programmer definere en mindre omdr.talbegrænsning (se Programhoved ). Globale sikkerhedsafstande Udv. på råemne [SAR] Afstand på det ydre råemne Inv. på råemne [SIR] Afstand på det indre råemne Udv. på bearbejdede del [SAT] Afstand på det ydre forbearbejdede emne Indv. på den bearbejdede del [SIT] Afstand på det indre forbearbejdede emne TURN PLUS tilgodeser SAR/SIR ved alle drejeskrubbearbejdninger og ved centrisk forboring. SAT/SIT gælder ved forbearbejdede emner for: Færdigbearbejdning das Stikdrejning Konturstikning Indstikning Gevindskæring Måling 3 Centrisk forboring Forboring Værktøjsvalg, sletapån Forboringen sker i maksimalt 3 trin: 1. Forboringstrin (grænsediameter UBD1) 2. Forboringstrin (grænsediameter UBD2) Færdigboringstrin 1. Boregrænsediameter [UBD1] 1. Forboringstrin: Når UBD1 < DB1max Værktøjsvalg: UBD1 < db1 < DB1max 2. Boregrænsediameter [UBD2] 2. Forboringstrin: Når UBD2 < DB2max Værktøjsvalg: UBD2 < db2 < DB2max Færdigboring sker med: dimin < UBD2 Værktøjsvalg: db = dimin Fortsættelse næste side Parametre
371 Betegnelser: db1, db2: Bordiameter DB1max/DB2max: Maximal indv.diameter 1./2. Bortrin dimin: Minimal indv.diameter BBG borbegrænsningselement: Konturelement, som bliver skåret af UBD1/UBD2 UBD1/UBD2 har ingen betydning, når hovedbearbejdningen centrisk forboring med subbearbejdning færdigboring blivert aftalt (se Bearbejdningsfølge ). Forudsætning: UBD1 > UBD2 UBD2 skal tillade en følgende indv.bearbejdning med borstang. 7.5 Bearbejdnings-parametre Spidsvinkeltolerance [SWT] når borbegrænsningselementet er en skråflade, søger TURN PLUS først og fremmest et spiralbor med passende spidsvinkel. SWT: Tilladelig spidsvinkelafvigelse Er ingen egnet spiralbor for hånden, sker forboringen med et vendeplattebor. Borsletspån diameter [BAX] Bearbejdningssletspån på bordiameter (X-retning radiusmål). Borsletspån dybde [BAZ] Bearbejdningssletspån på boredybde (Z-retning). BAZ bliver ikke overholdt, når En følgende indv.sletbearbejdning er umulig på grund af for lille diameter. Ved sækboringer i færdigboretrin dimin < 2* UBD2 ist. HEIDENHAIN CNC PILOT
372 7.5 Bearbejdnings-parametre Forboring til-/frakørsel, sikkerhedsafstande Tilkørsel for forboring [ANB] Frakørsel for værktøjs-skift [ABW] Tilkørselsart/frakørselsart: 1: X- og Z-retning samtidig 2: Først X- så Z-retning 3: Først Z- så X-retning 6: Medslæb, X- før Z-retning 7: Medslæb, Z- før X-retning Til- og frakørselsbevægelser sker i ilgang (G0). Sikkerhedsafstand til råemne [SAB] Indvendig sikkerhedsafstand [SIB] ved dybhulboring (udkørselsafstand B med G74). Forboring bearbejdning Boredybdeforhold [BTV] TURN PLUS kontrollerer det 1. og 2. boretrin. Forbortrin bliver gennemført ved: BTV <= BT / dmax Boredybdefaktor [BTF] 1. Boredybde med dybboringscyklus (G74): bt1 = BTF * db Boredybdereducering [BTR] Reducering med dybboringscyklus (G74): bt2 = bt1 BTR Udhængslængde forboring [ULB] Gennemboringslængde Parametre
373 4 Skrubning Skrubning værktøj-og bearbejdningsstandarder Værktøjer bliver valgt afhængig af bearbejdningssted og hovedbearbejdningsretning (HBR) ved hjælp af indstillings- og spidsvinkel. Yderligere gælder: Fortrinsvis bliver standard-skrubværktøjer indsatt. Alternativt bliver værktøjer indsat, som muliggør en komplet bearbejdning. Indstillingsvinkel udv./på langs [RALEW] Spidsvinkel udv./på langs [RALSW] Indstillingsvinkel udv./plan [RAPEW] Spidsvinkel udv./plan [RAPSW] Indstillingsvinkel indv./på langs [RILEW] Spidsvinkel indv./på langs [RILSW] Indstillingsvinkel indv./plan [RIPEW] Spidsvinkel indv./plan [RIPSW] Parameter for bearbejdning af konturområde: Standard/komplet udv./på langs [RAL] Standard/komplet indv./på langs [RIL] Standard/komplet udv./plan [RAP] Standard/komplet indv./plan [RIP] 7.5 Bearbejdnings-parametre Indlæsning: 0: Komplet-skrubbearbejdning med indstikning. TURN PLUS søger et værktøj for komplet-bearbejdning. 1: Standard-skrubbearbejdning uden indstikning Skrubning værktøjstolerancer og sletspån For værktøjsvalget gælder: Indstillingsvinkel (EW): EW >= mkw (mkw: stigende konturvinkel) Indstil- (EW) og spidsvinkel (SW): NWmin < (EW+SW) < NWmax Sidevinkel (RNWT): RNWT = NWmax NWmin Sidevinkeltolerance [RNWT] Toleranceområde for værktøjssideskær Frigangsvinkel [RFW] Minimal forskel kontur sideskæring HEIDENHAIN CNC PILOT
374 7.5 Bearbejdnings-parametre Færdigdelområdet kan forsynes med sletspån: Sletspånart [RAA] 16: Forskellig langs-/plansletspån ingen enkeltsletspån 144: Forskellig lags-/plansletspån med enkeltsletspån 32: Ækvidistant sletspån ingen enkeltsletspån 160: Akvidistant sletspån med enkeltsletspån Ækvidistant eller på langs [RLA]: Ækvidistant sletspån eller langssletspån Ingen eller plan [RPA]: Plansletspån Skrubning til- og frakørsel Tilkørsel udv.skrubning [ANRA] Tilkørsel indv.skrubning [ANRI] Frakørsel udv.skrubning [ABRA] Frakørsel indv.skrubning [ABRI] Tilkørselsart/frakørselsart: 1: X- og Z-retning samtidig 2: Først X- så Z-retning 3: Først Z- så X-retning 6: Medslæb, X- før Z-retning 7: Medslæb, Z- før X-retning Til- og frakørselsbevægelser sker i ilgang (G0). Skrubning bearbejdningsanalyse TURN PLUS skelner ved hjælp af PLVA/PLVI, om en langs- eller planbearbejdning bliver gennemført. Plan/Længdeforhold udv. [PLVA] PLVA <= AP/AL: Længdebearbejdning PLVA > AP/AL: Planbearbejdning Plan/Længdeforhold Indv. [PLVI] PLVI <= IP/IL: Længdebearbejdning PLVI > IP/IL: Planbearbejdning Minimal planlængde [RMPL] (Radiusværdi): Bestemmer, om det forreste planelement på en færdigdel-udv.kontur bliver planskrubbet. RMPL > l1: Uden ekstra planskrubning RMPL < l1: Med ekstra planskrubning RMPL = 0: Specialtilfælde Planvinkelafvigelse [PWA]: Det første fremadvendte element gælder som planelement, når det ligger indenfor +PWA og PWA Parametre
375 Skrubning bearbejdnings cykler Udhængslængde udv. [ULA]: Længden, med hvilken der ved udv.bearbejdning i længderetning bliver skrubbet udover målpunktet. Bliver ikke overholdt, når snitbegrænsningen ligger før eller indenfor udhængslængden. Udhængslængde indv. [ULI] (se også Indv.konturen ) Længden, med hvilken der ved indv.bearbejdning i længderetning bliver skrubbet udover målpunktet. Bliver ikke overholdt, når snitbegrænsningen ligger før eller indenfor udhængslængden. Bliver brugt til boredybdeberegning ved centrisk forboring. Opløftelængde udv. [RAHL] Opløftelængde indv. [RIHL] Opløftelængde for udglatningsvarianter (H=1, 2) skrubyklerne (G810, G820) ved udv.bearbejdning (RAHL) / indv.bearbeijdning (RIHL). Snitdybdereducerings-faktor [SRF] Ved skrubforløb med værktøjer, som ikke bliver benyttet ved hovedbearbejdningsretningen, bliver fremrykningen (snitdybde) reduceret. Beregning af fremrykning (P) for skrubcyklerne (G810, G820): P = ZT * SRF (ZT: Fremrykning fra teknologi-databank) 7.5 Bearbejdnings-parametre 5 Slæder Slæder værktøj-og bearbejdningsstandarder Værktøjer bliver valgt afhængig af bearbejdningssted og hovedbearbejdningsretning (HBR) ved hjælp af indstillings- og spidsvinkel. Yderligere gælder for værktøjsvalget: Fortrinsvis bliver standard-sletværktøjer benyttet. Kan standard-sletværktøjet ikke bearbejde formelementer fridrejninger (form FD) og frigange (form E, F, G), så bliver formelementerne udblændet efter hinanden. TURN PLUS forsøger gentagent at bearbejde restkonturen. De udblændede formelementer bliver derefter enkeltvis bearbejdet med et egnet værktøj. Indstillingsvinkel udv./på langs [FALEW] Spidsvinkel udv./på langs [FALSW] Indstillingsvinkel udv./plan [FAPEW] Spidsvinkel udv./plan [FAPSW] Indstillingsvinkel indv./på langs [FILEW] Spidsvinkel indv./på langs [FILSW] Indstillingsvinkel indv./plan [FIPEW] Spidsvinkel indv./plan [FIPSW] HEIDENHAIN CNC PILOT
376 7.5 Bearbejdnings-parametre Følgende parametre fastlægger bearbejdningen for konturområdet: Standard/komplet udv./på langs [FAL] Standard/komplet indv./på langs [FIL] Standard/komplet udv./plan [FAP] Standard/komplet indv./plan [FIP] Indlæsning: 0 komplet-sletbearbejdning: TURN PLUS søger det optimale værktøj for bearbejdning af det komplette konturområde. 1 Standard-sletbearbejdning: Bliver fortrinsvis gennemført med standard-sletværktøjer. Fridrejninger og frigange bliver bearbejdet med egnede værktøjer. Er standard-sletværktøjet ikke egnet til fridrejninger og frigange, underdeler TURN PLUS i standardbearbejdninger og bearbejdning af formelementer. Er opdelingen i standard- og formelementbearbejdning ikke en vellykket, skifter TURN PLUS om til kompletbearbejdning. Sletning værktøjstolerancer, til- og frakørsel For værktøjsvalget gælder: Indstillingsvinkel (EW): EW >= mkw (mkw: stigende konturvinkel) Indstil- (EW) og spidsvinkel (SW): NWmin < (EW+SW) < NWmax Sidevinkel (FNWT): FNWT = NWmax NWmin Sidevinkeltolerance [FNVT] Toleranceområde for værktøjssideskær Frisnitvinkel [FFW] Minimale forskel kontur sideskæring Tilkørsel udv.sletning [ANFA] Tilkørsel indv.sletning [ANFI] Frakørsel udv.sletning [ABFA] Frakørsel indv.sletning [ABFI] Tilkørselsart/frakørselsart: 1: X- og Z-retning samtidig 2: Først X- så Z-retning 3: Først Z- så X-retning 6: Medslæb, X- før Z-retning 7: Medslæb, Z- før X-retning Til- og frakørselsbevægelser sker i ilgang (G0) Parametre
377 Sletning bearbejdningsanalyse Minimal planlængde [FMPL] TURN PLUS undersøger det fremadvendte element for udv.kontur der skal slettes. Gældende: Færdigdel med indv.kontur: FMPL l1: Uden ekstra plansnit FMPL < l1: Med ekstra plansnit Færdigdel uden indv.kontur: Altid med ekstra plansnit Det ekstra plansnit bliver gennemført udefra og indad. Planvinkelafvigelse PVA har ingen indflydelse på analysen af planelementet. Maksimale sletsnitdybde [FMST] Definerer den tilladelige indstiksdybde for ubearbejdede frigange. Sletcyklus (G890) skelner ved hjælp af disse parametre, om frigange (form E, F, G) skal bearbejdes i kontursletbearbejdningsforløb. Gældende: FMST > ft: Med frigangsbearbejdning (ft: Frigangsdybde) FMST < ft: Uden frigangsbearbejdning Antal omdrejninger ved affase eller runding [FMUR] Tilspændingen bliver reduceret så meget, at mindst FMUR omdrejninger bliver udført (udnyttelse: Sletcyklus G890). 7.5 Bearbejdnings-parametre 6 Ind- og konturstikning Indstikning til- og frakørsel Tilkørsel udv.indstikning [ANESA] Tilkørsel indv.indstikning [ANESI] Frakørsel udv.indstikning [ABESA] Frakørsel indv.indstikning [ABESI] Konturstikning til- og frakørsel Tilkørsel udv.konturstikning [ANKSA] Tilkørsel indv.konturstikning [ANKSI] Frakørsel udv.konturstikning [ABKSA] Frakørsel indv.konturstikning [ABKSI] Tilkørselsart/frakørselsart: 1: X- og Z-retning samtidig 2: Først X- så Z-retning 3: Først Z- så X-retning 6: Medslæb, X- før Z-retning 7: Medslæb, Z- før X-retning Til- og frakørselsbevægelser sker i ilgang (G0). HEIDENHAIN CNC PILOT
378 7.5 Bearbejdnings-parametre Ind- og konturstikning værktøjsvalg, sletspån Er der ved bearbejdningsart konturstikning kun lineærelementer, men ingen akseparallelt element ved bunden af indstikning for hånden, sker værktøjsvalget ved hjælp af stikbreddedivisor SBD. Stikbreddedivisor [SBD] SB < b / SBD (SB: Bredde af stikværktøj; b: Bredde af bearbejdningsområde) Sletspånart [KSAA] Stikområdet der skal bearbejdes kan forsynes med sletspån. Er sletspån defineret, bliver indstikningen forstukket og slettet i en anden arbejdsgang. Indlæsning: 16: Forskellig langs-/plansletspån ingen enkeltsletspån 144: Forskellig langs-/plansletspån med enkeltsletspån 32: Ækvidistant sletspån ingen enkeltsletspån 160: Ækvidistant sletspån med enkeltsletspån Ækvidistant eller langs [KSLA]: Ækvidistant sletspån eller langssletspån Ingen eller plan [KSPA]: Plansletspån Sletspånen bliver tilgodeset i bearbejdningsart konturstikning med konturdale. Normeret indstikning (eksempel: Form D, S, A) bliver færdig stukket i en arbejdsgang. En opdeling i skrubning og sletning er kun mulig i DIN PLUS. Ind- og konturstikning bearbejdning Udnyttelse: DIN PLUS Stikbreddefaktor [SBF] til fremskaffelse af den maksimale forskydning ved stikcykler (G860, G866). Gældende: esb = SBF * SB (esb: effektive stikbredde (forskydning); SB: Bredde af stikværktøj) 7 Gevindedrejning Gevinddrejning til- og frakørsel Tilkørsel udv. gevind [ANGA] Tilkørsel indv. gevind [ANGI] Frakørsel udv. gevind [ABGA] Frakørsel indv. gevind [ABGI] Tilkørselsart/frakørselsart: 1: X- og Z-retning samtidig 2: Først X- så Z-retning 3: Først Z- så X-retning 6: Medslæb, X- før Z-retning 7: Medslæb, Z- før X-retning Til- og frakørselsbevægelser sker i ilgang (G0) Parametre
379 Gevinddrejning bearbejdning Gevindanløbslængde [GAL] Anløb før gevindansnit. Gevindudløbslængde [GUL] Udløb (overløb) efter gevindesnit. GAL/GUL bliver overtaget som gevindattribute anløbslængde B / udløbslængde P, når de ikke blev indlæst som attribute. 7.5 Bearbejdnings-parametre 8 Måling Måling måleforløb Måleart [MART] integreret. 1: Manuel måling kalder expertprogrammet 2, 3: Bliver p.t. ikke anvendt Målesløjfetæller [MC] angiver, i hvilke intervaller der skal måles. Måling målesløjfegeometri Målesletspån [MA] hvilken der endnu befinder sig på elementet der skal måles. Målesnitlængde [MSL] Måleparameteren bliver tilordnet pasningselementet som en attribut. 9 Boring Boring til- og frakørsel Tilkørsel endeflade [ANBS] Tilkørsel cylinderflade [ANBM] Frakørsel endeflade [ABGA] Frakørsel cylinderflade [ABGI] Tilkørselsart/frakørselsart: 1: X- og Z-retning samtidig 2: Først X- så Z-retning 3: Først Z- så X-retning 6: Medslæb, X- før Z-retning 7: Medslæb, Z- før X-retning Til- og frakørselsbevægelser sker i ilgang (G0). HEIDENHAIN CNC PILOT
380 7.5 Bearbejdnings-parametre Boring sikkerhedsafstande Indv. sikkerhedsafstand [SIBC] ved dybhulboring (udkørselsafstand B med G74). Drevet boreværktøj [SBC] Sikkerhedsafstand på ende- og cylinderflade for drevne værktøjer. Ikke drevne boreværktøjer [SBCF] Sikkerhedsafstand på endeog cylinderflade for ikke drevne værktøjer. Drevne gevindbor [SGC] Sikkerhedsafstand til ende- og cylinderflade for drevne værktøjer. Ikke drevne gevindbor [SGCF] Sikkerhedsafstand til ende- og cylinderflade for ikke drevne værktøjer. Boring bearbejdning Parameteren gælder for boring med dybhulborecyklus (G74). Boredybdefaktor [BTFC] 1. boredybde: bt1 = BTFC * db (db: Bordiameter) Boredybdereducering [BTRC] 2. boredybde: bt2 = bt1 BTRC; de yderligere boretrin bliver tilsvarende reduceret Diametertolerance for boret [BDT] for valg af boreværktøjer (centrerer, anborer, kegleundersænker, trappebor, keglerivaler). Bordiameter: DBmax = BDT + d (DBmax: maksimal bordiameter) Værktøjsvalg: DBmax > DB > d 10 Fræsning Fræsning til- og frakørsel Tilkørsel endeflade [ANMS] Tilkørsel cylinderflade [ANMM] Frakørsel endeflade [ABMA] Frakørsel cylinderflade [FKMC] Tilkørselsart/frakørselsart: 1: X- og Z-retning samtidig 2: Først X- så Z-retning 3: Først Z- så X-retning 6: Medslæb, X- før Z-retning 7: Medslæb, Z- før X-retning Til- og frakørselsbevægelser sker i ilgang (G0) Parametre
381 Fræsning sikkerhedsafstande og sletspån Sikkerhedsafstand i fremrykretning [SMZ] afstand mellem startposition og overkant af fræseobjekt. Sikkerhedsafstand i fræseretning [SME] afstand mellem fræsekontur og fræserflanke. Sletspån i fræseretning [MEA] Sletspån i fremrykretning [MZA] 7.5 Bearbejdnings-parametre 11 Belastningsovervågning generelle kontakter Belastningsovervågning inde/ude 0: TURN PLUS genererer ingen kommando for belastningsovervågning 1: TURN PLUS genererer kommandoer for belastningsovervågning Position aggregater (svarer til parameter Q i G996) 0: Overvågning ikke aktiv 1: Ilgangsbevægelser overvåges ikke 2: Ilgangsbevægelser overvåges Belastningsovervågning for bearbejdningsarter Den første parameter bestemmer, om bearbejdningsarten skal overvåges. De yderligere parametre fastlægges afhængig af bearbejdningsted/ bearbejdningsart for aggregatet der skal kontrolleres. Indlæsning for parametrene : Bearbejdningsart... Inde/Ude: 0: Belastningsovervågning Ude 1: Belastningsovervågning Inde Til overvågende aggregat (ved flere aggregater Summen af kendetegn): 0: Ingen overvågning 1: X-akse 2: Y-akse 4: Z-akse 8: Hovedspindel 16: Drevet værktøj 32: Spindel 3 64: Spindel 4 128: C-akse 1 HEIDENHAIN CNC PILOT
382 7.5 Bearbejdnings-parametre Belastningsovervågning for bearbejdningsarter (fortsættelse) 12 Belastningsovervågning centrisk forboring Boring centrisk inde/ude Centrere Bore udboring undersænkning Reifning Gevindboring 13 Belastningsovervågning skrubning Skrubbe inde/ude Udv. på langs Udv. plan Indv. på langs Indv. plan 14 Belastningsovervågning konturstikning Forstikning inde/ude Udv. Indv. Plan 15 Belastningsovervågning konturbearbejdning Færdigbearbejdning inde/ude Udv. Indv. 16 Belastningsovervågning indstikning Indstikning inde/ude Udv. Indv. 17 Belastningsovervågning gevinddrejning Gevinddrejning inde/ude Udv. Indv. Plan 18 Belastningsovervågning boring C-akse Boring C-akse inde/ude Centrering Boring udboring undersænkning Reifning Gevindboring 19 Belastningsovervågning fræsning C-akse Fræsning inde/ude Notfræsning Konturfræsning Lommefræsning Afgratning Gravering 20 Drejeretning for bagfladebearbejdning Spejle drejeretning 0: Samme drejeretning for frem- og bagsidebearbejdning 1: Spejle drejeretning (istedet for M3 M4; istedet for M4 M3) 21 Programnavn for ekspert TURN PLUS anvender for funktioner som emneoverdragelse for kompletbearbejdning, etc. ekspertprogrammer. I disse parametre fastlægger De, hvilke ekspertprogrammer (underprogrammer) der skal anvendes. De indfører underprogramnavnet. UP (afstikning) UP (stangføder) UP EXUMS12 (p.t. uden betydning) UP EXUMS12A (p.t. uden Bbetydning) UP MEAS01 (målesnit) UP UMKOMPL (omspænding for modspindel-maskiner) UP UMKOMPLA (afstikning og omspænding for modspindel-maskiner) UP UMHAND (omspænding ved maskine uden modspindel) UP ABHAND (afstikning og omspænding ved maskine uden modspindel) Parametre
383 Driftsmidler 8 HEIDENHAIN CNC PILOT
384 8.1 Værktøjs-databank 8.1 Værktøjs-databank CNC PILOT en gemmer indtil 999 værktøjsbeskrivelser, som De styrer med værktøjseditoren. Dataudskiftning og datasikring CNC PILOT en understøtter dataudskiftning og datasikringen af driftsmidler (værktøjer, spændejern, teknologidata) såvel som tilhørende fastordsliste se 10 Transfer Værktøjs-editor Valg: Menupunkt vrkt. (driftsart parameter) Editering af værktøjsdata Editeringen af værktøjsdata sker i 3 dialogboxe. Parametrene i de to første dialogboxe er afhængig af værktøjstypen. Den tredie dialogbox tjener til multi-værktøjer- og brugstids-styring. De editerer den tredie dialogbox om nødvendigt. Værktøjs-parameteren indeholder: Grunddata Informationer om værktøjsfremstillingng (simulering/kontrolgrafik) Informationer for TURN PLUS (værktøjsvalg, automatisk arbejdsplangenerering). Når De ikke bruger TURN PLUS eller giver afkald på værktøjsfremstilling, kan de tilsvarende værktøjsdata bortfalde. Menupunkt Ny-direkte Indlæs vrkt.-type Vrkt.-type er ikke kendt: De trykker ved hovedgruppe undergruppe bearbejdningsretning softkey Videre og vælger type/ bearbejdningsretning Indlæs værktøjsdata Menugruppe ny-menu Vælg vrkt.-type Indlæs værktøjsdata Menupunkt midlertidig sletning Sletter værktøjsbeskrivelsen, som pr. NC-program blev optaget midlertidigt. Midlertidige værktøjsbeskrivelser begynder med _SIM.. hhv. _AUTO.. (se REVOLVER x ). Softkeys Specialdrejeværktøjer, specialbor og specialfræsere er reserveret for værktøjer, der ikke kan tilordnes nogen andre typer. De bliver ikke indsat for konturhenførte cykler og ikke anvendt af TURN PLUS. Skifter til driftsart service skifter til driftsart transfer Indførte værktøjer i værktøjsholdere (revolvere) Indførsel af værktøjs-databank sorteret efter værktøjs-type Indførsel af værktøjs-databank sorteret efter værktøjs-identnummer Driftsmidler
385 Værktøjslister De kan bruge værktøjslisten som udgangspunkt for editering, kopiering eller sletning af det indførte. Oplister den aktuelle værktøjsholderbelægning. Oplister infførslerne sorteret efter værktøjstype. Indlæs vrkt.-type Vrkt.-type er ikke kendt: Hovedgruppe Undergruppe Bearbejdningsretning vælger pr. softkey Videre Oplister indførslerne sorteret efter identnummer (Id). Maske for identnumre begrænser listen. Der bliver kun oplistet indførsler, som svarer til masken. Maske: Indlæs Id delen: På følgende positioner kan stå vilkårlige tegn.?: På disse positioner kan stå et vilkårligt tegn. Softkeys Slette værktøjs-indførsel 8.1 Værktøjs-databank Forkortelser (hovedlinie i værktøjslisten): rs: Skærradius db: Bordiameter df: Fræserdiameter ew: Indstillingsvinkel bw: Borvinkel fw: Fræservinkel T-Nr. (T-nummer ved revolver-listen): Se Værktøjsprogrammering Bearbejde værktøjsliste Positionér cursoren på det ønskede værktøj og tryk softkey. Kopiere indførsel De kan kun kopiere lignende værktøjer det nye værktøj får et nyt identnummer Slette indførsel Kopiere værktøjs-indførsel Editere værktøjs-indførsel Sortere viste indførsler efter værktøjs-type Sortere viste indførsler efter værktøjs-identnummer Vende rækkefølgen af sorteringen Vise værktøjsbillede eller ENTER: editere indførsel Indførsler i revolver-listen bliver i værktøjs-editoren hverken kopieret eller slettet. Ændring af det indførte er mulig, når automatik-drift ikke er aktiv. Fortsættelse næste side HEIDENHAIN CNC PILOT
386 8.1 Værktøjs-databank Vise værktøjsbillede CNC PILOT en genererer værktøjsbilledet fra parametrene. Den grafiske visning muliggør en kontrol af de indlæste data. Ændringer bliver tilgodeset, såsnart indlæsefeltet forlades. Forlade grafisk visning: Tryk softkey påny Værktøjsplacering: Bliver værktøjsparameteren Optagetype anvendt, gælder: CNC PILOT en søger efter optagetypen i Beskrivelse af værktøjsoptager fra maskin-parameter 511. Den første værktøjs-optagelse med denne optageype er målgivende fór værktøjsplaceringen Driftsmidler
387 8.1.2 Værktøjstyper (oversigt) Hovedbearbejdningsretning (tredie position i værktøjstyper): se billede. Drejeværktøjer Skrubværktøj (type 11x) Sletværktøj (type 12x) Gevindværktøj standard (type 14x) Einstechwerkzeug (Type 15x) Afstikkeværktøj (type 161) Paddehatværktøj (type 21x) Kopiværktøj (type 22x) TURN PLUS anvender popiværktøjer udelukkende til frigang H og K. Stechdrehwerkzeug (type 26x) Ruletteværktøj (type 27x) Specialdrejeværktøj (type 28x) Eksempel: VRKT-type 11x 8.1 Værktøjs-databank Boreværktøjer Centrerer (type 31x) NC-forborer (type 32x) Spiralbor (type 33x) Vendeplattebor (type 34x) Fladundersænker (type 35x) Kegleundersænker (type 36x) Gevindbor (type 37x) Trappebor (type 42x) Rival (type 43x) Borgevindbor (type 44x) Delta-bor (type 47x) Udspindelværktøj (type 48x) bliver ikke brugt af TURN PLUS Specialboreværktøj (type 49x) Eksempel: VRKT-type 31x HEIDENHAIN CNC PILOT
388 8.1 Værktøjs-databank Fræseværktøjer Bornotfræser (type 51x) Skaftfræser (type 52x) Skivefræser (type 56x) bliver ikke andvendt af TURN PLUS Vinkelfræser (type 61x) Gevindfræser (type 63x) bliver ikke anvendt af TURN PLUS Fræsestift (type 64x) Rundsavsblad (type 66x) bliver ikke anvendt af TURN PLUS Specialfræseværktøj (type 67x) Specialværktøjer er reserveret for værktøjer, som ikke kan tilordnes nogen anden type. De bliver ikke indsat for konturhenførte cykler og ikke anvendt af TURN PLUS. Emnehåndteringssystemer Anslagsværktøj (type 71x) Stanggriber (type 72x) Roterende gribeindretning (type 75x) Eksempel: VRKT-type 51x Eksempel: VRKT-type 71x Måleudstyr Måletaster (type 81x) Eksempel: VRKT-type 81x Driftsmidler
389 8.1.3 Værktøjsparametre Parametre drejeværktøjer Parameter Dialogbox 1 G S TP ID: Værktøjs-identnummer X-, Z-mål (xe, ze): Indstillingsmål Indst.V (ew): Indstillingsvinkel Spids.V (sw): Spidsvinkel Radius (rs): Skærradius SBR: Sidebearbejdningsretning Skær.br (sb) Gevindværktøj: Skærbredde afstand skærkant til skærspids Skær.br (sb): Skærbredde Skær.læ (sl): Skærlængde Skær.læ (sl) Ruletteværktøj: Rullediameter Skær.br (sb) Ruletteværktøj: Rullebredde SBR: Sidebearbejdningsretning X-, Z-kor (DX, DZ): Korrekturværdier (maksimalt +/ 10 mm) Drejre.: Spindel-drejeretning Brugblg (nl): Brugbare længde ved indv.-værktøjer E.dybde (et): Maksimal indstiksdybde S-kor (DS): Special-korrekturværdi for den 3. skærside (maksimalt +/ 10 mm) se også G148 og G150/G151 Gevindværktøj: Pas på, at ved typerne 141, 143 indstillingsmålet ze og ved typerne 142, 144 indstillingsmålet xe bliver målt fra skærkanten. CNC PILOT en fremskaffer ved hjælp af parameteren drejeretning, om et overhoved-værktøj eller et standard-værktøj skal indsættes. Eksempel vrkt.-type Værktøjs-databank Fortsættelse næste side HEIDENHAIN CNC PILOT
390 8.1 Værktøjs-databank Parameter Dialogbox 2 G S TP WZ-H. DIN: Typen af værktøjsholder WZ-H. Hø (wh): Højde af værktøjsholder WZ-H. Br (wb): Bredde af værktøjsholder Bredde (dn): Værktøjsbredde (skærspids til skaftbagside) Skaftd (sd): Skaftdiameter Udfør. (A): Venstre eller højre værktøjs-udføring Udfør. (A) Paddehatværktøjer: Venstre, højre eller neutral værktøjs-udførelse ved værktøjsplacering 1..4 Stign: Gevindstigning Disp..: Fysiske disponibelbarhed Billednummer Skærmat.(off) CSP-kor.: Korrekturfaktor snithastighed FDR-kor.: Korrekturfaktor tilspænding Deep-Kor.: Korrekturfaktor snitdybde Optagelsestype G: Grunddata S: Værktøjsfremstilling (simulering) TP: TURN PLUS Eksempel vrkt.-type 111 se også: Multi-værktøjer, brugstidsovervågning (parameter fra tredie dialogbox) Anvisninger for værktøjsdata Værktøjsholder, optageposition Parameteren udførelse bestemmer, om værktøjshenf.punktet ligger på den højre eller venstre skærside. Ved neutrale paddehatværktøjer ligger værktøjshenf.punktet på den venstre skærside Driftsmidler
391 Parameter boreværktøjer Parameter Dialogbox 1 G S TP ID: Værktøjs-identnummer X-, Z-, Y-mål (xe, ze, ye): Indstillingsmål Diam (db): Bordiameter Borvin (bw): Borvinkel Spids.V (sw): Spidsvinkel Tapdm. (d1): Tapdiameter Tapln. (l1): Taplængde Stedvin (rw): Stedvinkel X-, Z-, Y-kor (DX, DZ, DY): Korrekturværdier (maximalt +/ 10 mm) Drejre.: Spindel-drejeretning Brugblg (nl): Brugbare længde af bor Bortype: Se fastordliste *1 *1 Tilsnitl (al): Tilsnitlængde 8.1 Værktøjs-databank Fastordliste gevindbortype : 0: Udefineret 11: Metrisk 12: Fingevind 13: Tommegevind 14: Rørgevind 15: UNC 16: UNF 17: PG 18: NPT 19: Trapezgevind 20: Øvrige *1: Parameteren bortype bliver fremtrukket for fremskaffelse af gevindparametre og tilgodeset i AAG ved værktøjsvalget. Eksempel vrkt.-type 311 Fortsættelse næste side HEIDENHAIN CNC PILOT
392 8.1 Værktøjs-databank Parameter Dialogbox 2 G S TP WZ-H. DIN: Typen af værktøjsholder WZ-H. Hø (wh): Højde af værktøjsholder WZ-H. Br (wb): Bredde af værktøjsholder Patr.dm (fd): Diameter af centrerpatron *1 Patr.hø (fh): Højde af centrerpatron *1 Udhg.lg (ax): Udhængslængde Stign. (hb): Gevindstigning Passning(kvalitet): se fastordliste *2 Disp..: Fysiske disponibelbarhed Billednummer Skærmat.(off) CSP-Korr.: Korrekturfaktor snithastighed FDR-kor.: Korrekturfaktor tilspænding Deep-Kor.: Korrekturfaktor snitdybde Optagelsestype Fastordliste pasningskvalitet : H6 H7 H8 H9 H10 H11 H12 H13 Eksempel vrkt.-type 311 *1 Centrerpatronmål Holder F, K: fd, fh tjener holdermålsætning Anden holder: Med fd=0, fh=0 bliver ingen centrerpatron fremstillet *2: Det automatiske værktøjsvalg af TURN PLUS kontrollerer pasningskvalitet defineret/ ikke defineret der følger ingen detaljeret udnyttelse. G: Grunddata S: Værktøjsfremstilling (simulering) TP: TURN PLUS se også: Multi-værktøjer, brugstidsovervågning (parameter fra tredie dialogbox) Anvisninger for værktøjsdata Værktøjsholder, optageposition Driftsmidler
393 Parameter Fræseværktøjere Parameter Dialogbox 1 G S TP ID: Værktøjs-identnummer X-, Z-, Y-mål (xe, ze, ye): Indstillingsmål Diam. (df): Fræserdiameter foran Diam. (d1): Fræserdiameter Bredde (fb): Fræserbredde Vinkel (fw): Fræservinkel E.dybde (et): Maksimal indstiksdybde Stedvin (rw): Stedvinkel X-, Z-, Y-kor (DX, DZ, DY): Korrekturværdier (maximalt +/ 10 mm) D-kor. (DD): Korrektur fræserdiameter Drejre.: Spindel-drejeretning Skær.læ (sl): Skærlængde på fræseren Tandtal på fræser 8.1 Værktøjs-databank Eksempel vrkt.-type 611 Fortsættelse næste side HEIDENHAIN CNC PILOT
394 8.1 Værktøjs-databank Parameter Dialogbox 2 G S TP WZ-H. DIN: Typen af værktøjsholder WZ-H. Hø (wh): Højde af værktøjsholder WZ-H. Br (wb): Bredde af værktøjsholder Patr.dm (fd): Diameter af centrerpatron *1 Patr.hø (fh): Højde af centrerpatron *1 Udhg.lg (ax): Udhængslængde Stigning (hf): Gevindstigning Gængetal (gb) ved flergængede gevind Fortandingsart på fræser se fastord-liste Disp..: Fysiske disponibelbarhed Billednummer Skærmat.(off) CSP-Korr.: Korrekturfaktor snithastighed FDR-kor.: Korrekturfaktor tilspænding Deep-Kor.: Korrekturfaktor snitdybde Optagelsestype Fastordliste fortandingsart : 0: Udefineret 1: Retl.ef (retlinie på endeflade) 2: Skråef (skrå endeflade) 3: Retomk (retlinie omkreds) 4: skrå omk (skrå omkreds) 5: retefomk (retlinie endeflade og omkreds) 6: sefomk (skrå endeflade og omkreds) 7: Special-fortanding Eksempel vrkt.-type 611 *1: Med fd=0/fh=0 bliver inge centrerpatron fremstillet. G: Grunddata S: Værktøjsfremstilling (simulering) TP: TURN PLUS siehe auch: Multi-værktøjer, brugstidsovervågning (parameter fra tredie dialogbox) Anvisninger for værktøjsdata Værktøjsholder, optageposition Driftsmidler
395 Parametre for emnehandlingssystemer og måleudstye Parameter Dialogbox 1 G S TP ID: Værktøjs-identnummer X-, Z-Maß (xe, ze): Einstellmaße Disp..: Fysiske disponibelbarhed Skaftd (sd): Skaftdiameter Multi-vrkt.: Multi-værktøj (se Værktøjsprogrammering ) Nej: Ingen multi-værktøj Hoved: Hovedskær Side: sideskær M-ID: Identnummer på det næste skær med multi-wz WZ-H. DIN: Typen af værktøjsholder WZ-H. Hø (wh): Højde af værktøjsholder WZ-H. Br (wb): Bredde af værktøjsholder Udhg.lg (ax): Udhængslængde Billednummer Optagelsestype Mag(asin) Kode: bliver p.t. ikke anvendt Mag(asin) Attr(ibut): bliver p.t. ikke anvendt Eksempel vrkt.-type Værktøjs-databank HEIDENHAIN CNC PILOT
396 8.1 Værktøjs-databank Multi-værktøjer, brugstidsovervågning Multi-værktøjer Drejeværktøjer med flere (maksimalt 5) skær bliver betegnet som multi-værktøjer. I værktøjs-databanken bliver hvert skær beskrevet med en datablok yderligere bliver en lukket kæde opbygget med alle skær i multi-værktøjet. De deklarerer et af skærene som hovedskær, de andre som sideskær. I værktøjslisten bliver kun identnummeret på hovedskæret indført (se Værktøjsprogrammering ). Parametre 3. dialogbox Mag(asin) Kode: bliver p.t. ikke anvendt Mag(asin) Attr(ibut): bliver p.t. ikke anvendt Multi-vrkt.: Multi-værktøj Nej: Ingen multi-værktøj Hoved: Hovedskær Side: Sideskær M-ID: Identnummer på det næste skær med multi-vrkt. Overv(ågnings)artbrugstidsovervågning (se Værktøjsprogrammering ) Ingen Brugstidsovervågning Styktalsovervågning Total brugstid: Brugstid for skæret Rest brugstid: Visning af rest-brugstid Totalt styktal: Total-styktal for skæret. Styktals rest: Visning af rest-styktallet. Årsag til afbrydelse: visning af årsag til afbrydelsen: Brugstid udløbet Styktal nået Brugstid udløbet Fremskaffet ved inprocesmåling Fremskaffe ved postprocesmåling Værktøjsslitage (grænseværdi 1 eller 2 af ydelse overskrides) fremskaffet med belastningsovervågning Værktøjsslitage (grænseværdien for arbejde overskrides) fremskaffet med belastningsovervågning Dataindlæsning multi-værktøj Hovedskær: Parameterindlæsning (dialogbox 1 og 2) Skift med side frem til dialobbox 3 I indlæsefelt multi-wz indstilles hoved(skær) I indlæsefelt M-ID indføres identnummer for det næste sideskær Afslut dialogbox med OK For hvert sideskær: Indfør identnummer (identnummeret, som ved det forudgående skær blev indført i M-ID ) Yderligere parameterindlæsning (dialogbox 1 og 2) Skift med side frem til dialobbox 3 I indlæsefelt Multi-WZ indstilles side(skær) Indfør i indlæsefelt M-ID identnummeret på de næste sideskær ved det sidste sideskær bliver identnummeret for hovedskæret indført Afslut dialogbox med OK Pas på med multi-værktøjer på den lukkede kæde (hovedskær sideskær hovedskær). Brugstids-parameteren bliver nulstillet ved et nyt skær (se Brugstidsstyring ) Driftsmidler
397 8.1.5 Anvisninger for værktøjsdata VRKT-identnummer (Wkz-Id): Hvert værktøj bliver kendetegnet med det entydige Vrkt.-Id(indtil 16 cifre/bogstaver). Identnummeret må ikke begynde med een _. Værktøjstype: Første, andet ciffer: Arten af værktøj Tredie ciffer: Værktøjsplacering/hovedbearbejdningsretning. Indstillingsmål(xe, ze): Afstand værktøjs-henf.punkt værktøjsholder-henf.punkt (værktøjsholder-henf.punkt: se maskinhåndbogen) Korrekturværdier (DX, DZ, DS) kompenserer for slitage på værktøjsskærene. Ved stik og paddehatværktøjer betegner DS korrekturværdien for tredie skærsid (den for værktøjs-henf.punktet bortvendte side). Skærlængde (sl): Længden af skærplatte. Den konturhenførte cyklus testes, om værktøjet kan gennemføre den krævede afspåning. Influerer på værktøjsvalget af TURN PLUS. Bliver udnyttet til skærsporfremstilling og værktøjsgrafik. Sidebearbejdningsretning (NBR): Definerer, i hvilken retning værktøjet arbejder yderligere til hovedbearbejdningsretningen. De konturhenførte Cykler testes, om værktøjet kan gennemføre den krævede afspåning. Influerer på værktøjsvalget af TURN PLUS. AAG anvender til sidebearbejdningsrretningen: Sidetilspænding (se 8.3 Teknologi-databank (snitværdier) ) en reduceret snitdybde (se bearbejdnings-parameter 4 SRF Drejeretning: Fastlægger spindeldrejeretning for værktøjet; definerer, om der foreligger et drevet/ ikke drevet værktøj. Test de konturhenførte cykler, om værktøjet kan gennemføre den krævede apspåning. Influerer på værktøjsvalg af TURN PLUS. Definerer spindeldrejeretning ved AAG. Bredde (dn): Målet fra skærspidsen indtil skaftbagsiden. Die Bredde (dn) bliver anvendt til værktøjsgrafikken. (Fysisk) Disponibel: Herved kendetegner De et ikke disponibelt værktøj, uden at slette databank-indførelsen. Udførelse: Venstre eller højre værktøj definerer placeringen af værktøjs-henf.punktet. Ved neutral udførelse ligger værktøjshenf.punktet på den venstre skærside. Billednummer: Vis værktøj eller kun skæret? 0: Vis værktøj 1: Vis kun værktøjsskæret Et >> efter indlæsefeltet betyder fastordliste. De vælger værktøjsparametrene fra fastordlisten og overtager dem som indlæsning. Kald af fastordliste: Positionér cursoren på indlæsefelet og tryk softkey >>. 8.1 Værktøjs-databank Fortsættelse næste side HEIDENHAIN CNC PILOT
398 8.1 Værktøjs-databank CSP-korrektur: Snithastighed (engelsk: cutting speed) FDR-korrektur: Tilspænding (engelsk: feed rate) Deep-korrektur: Snitdybde (engelsk: deep=tief) TURN PLUS multiplicerer de fra teknologi-databanken fremskaffede snitværdier med disse korrekturværdier. Optagetype bliver anvendt ved drejebænke mit forskellige værktøjsoptagere. Værktøjet bliver indsat, når det har den samme optagetype, som defineret for denne optageplads (se Maskinparameter 511,...). Influerer på værktøjsvalget og værktøjsplaceringen i TURN PLUS. Funktionen Indrette værktøjstabel kontrollerer, om værktøjet kan indsættes på den forudsete revolverposition. Placeringsvinkel (rw):definerer afvigelsen for hovedbearbejdningsretningen i matematisk positiv retning ( 90 < rw < +90 ). TURN PLUS anvender kun bore- og fræseværktøjer, der arbejder i retning af hovedakse hhv. retvinklet på hovedaksen Tandantal: Bliver benyttet ved tilspænding pr. tand G93 Udhængslængde (ax) ved bore- og fræseværktøjer: Aksiale værktøjer: ax = afstand værktøjshenf.punkt til holderoverkant Radiale værktøjer: ax = afstand værktøjshenf.punkt til holderunderkant (også når boret/fræseren er opspændt i en patron) Opmåling stedvinkel rw Driftsmidler
399 8.1.6 Værktøjsholder, optageposition Værktøjs-fremstillingen (simulering og kontrollgrafik) tilgodeser formen af holderen og optagepositionen på værktøjsholderen. Værktøjsholder Om holderen bliver indsat i en aksial eller radial optagelse og om en adapter bliver anvendt, erkender CNC PILOT en på grund af revolverpladsen. Hvis De ikke angiver typen af værktøjsholderen, anvender CNC PILOT en en forenklet fremstilling. CNC PILOT en tilgodeser følgende holdere (betegnelse af standardholder iflg. DIN ): 8.1 Værktøjs-databank A1 Borstangholder B1 højre kort B2 venstre kort B3 højre kort overhoved B4 venstre kort overhoved B5 højre lang B6 venstre lang B7 højre lang overhoved B8 venstre lang overhoved C1 højre C2 venstre C3 højre overhoved C4 venstre overhoved D1 multioptagelse A Bohrstangholder B Borholder med kølemiddel-tilførsel C Firkant på langs D Firkant på tværs E Endeflade-bagflade-bearbejdning E1 U-bor E2 Cylinderskaftoptager E3 Spændetangsoptager F Borholder MK (Morse-kegle) HEIDENHAIN CNC PILOT
400 8.1 Værktøjs-databank K borpatron Z anslag T1 drevet aksial T2 drevet radial T3 borstangholder X5 drevet axial X6 drevet radial X7 drevet specialholder Driftsmidler
401 Adapter Ved anvendelse af en adapter betegner målene værktøjs-højde (vh) og værktøjs-bredde (vb) højden/bredden af adapteren und Halter. 8.1 Værktøjs-databank Optageposition Optagepositionen bliver fastlagt af maskinfabrikanten (se Maskinparameter 511,...).. CNC PILOT en fremskaffer optagepositionen på grundlag af revolverpladsen. Aksial optagelse venstre revolverside (AP=0) Radial optagelse venstre revolverside (AP=1) Radial optagelse højre revolverseide (AP=2) Aksial optagelse højre revolverside (AP=3) Er den radiale optagelse i midten af revolverskiven, bliver AP=1 anvendt. HEIDENHAIN CNC PILOT
402 8.2 Spændejerns-databank 8.2 Spændejerns-databank CNC PILOT en gemmer indtil 999 spændejernsbeskrivelser, som De styrer med spændejerns-editoren. Spændejern bliver anvendt i driftsart TURN PLUS og vist i simulering/kontrolgrafik. Spændejern-identnummer Hvert spændejern bliver kendetegnet entydigt med spændejerns-id (indtil 16 cifre/bogstaver). Identnummeret må ikke begynde med een _. Spændejernstype Spændejernstypen kendetegner arten af centrerpatroner/ spændbakker Spændejerns-editor Valg: Menupunkt Spænd(ejern) (driftsart parameter) Editering af spændejernsdata Editeringen af spændejernsdata sker i en dialogbox. Spændejerns-parametre indeholder informationer om spændejernsfremstillingen i simulering/ kontrolgrafik og yderligere data for valg afspændejern fra TURN PLUS. Når De ikke bruger TURN PLUS eller giver afkald på fremstilling af spændejern i simuleringen, kan spændejernsdataerne bortfalde. Fremstille beskrivelse af spændejern Menupunkt Ny-direkte Indlæsning af spændejerns-type Indlæsning af spændejernsdata i dialogboxen Menupunkt ny-menu Vælg spændejerns-typen i undermenuen Indlæsning af spændejernsdata i dialogboxen Softkeys Skifter til driftsart service skifter til driftsart transfer Indføre spændejerns-databanken sorteret efter spændejerns-type Indføre spændejerns-databanken sorteret efter spændejerns-identnummer Driftsmidler
403 Spændejernsliste CNC PILOT oplister indføringerne sorteret efter identnummer eller sorteret efter spændejernstyper. Spændejernslisten tjener som udgangspunkt for editering, kopiering eller sletning af indførsler. Oplister indførslerne sorteret efter identnummer (Id). Maske for identnumre begrænser listen. Der bliver kun oplistet indførsler, som svarer til masken. Maske: Indlæs Id delen: På følgende positioner kan stå vilkårlige tegn.?: På disse positioner kan stå et vilkårligt tegn. Oplister indførslerne sorteret efter spændejernstype. Med masken for type-nummer begrænser De listen. Der bliver kun oplistet indførsler, som svarer til masken. Hovedet i spændejernslisten informerer Dem om den indlæste maske, tallene på de fundne og gemte spændejern. Yderligere bliver angivet det maksimale antal spændejern, som CNC PILOT en gemmer. Bearbejde spændejernslisten De positionerer cursoren på det ønskede spændejern og trykker den tilhørende taste. Kopiere indførsel(kun spændejern af samme type) Softkeys Slette spændejerns-indførsel Kopiere spændejerns-indførsel Editere spændejerns-indførsel 8.2 Spændejerns-databank Slette indførsel Sortere viste indførsler efter spændejerns-type eller ENTER: editere indførsel Sortere viste indførsler efter spændejerns-identnummer Vende rækkefølgen af sorteringen HEIDENHAIN CNC PILOT
404 8.2 Spændejerns-databank Spændejernsdata Oversigt over spændejernstyper Spændejerns-parameteren er afhængig af typen. Spændejerns-hovedgrupper Centrerpatron Spændejern Centrerpatron Type Spændetangspatron 110 To-bakkepatron 120 Tre-bakkepatron 130 Fire-bakkepatron 140 Planskive 150 Specialpatron 160 Spændejern Type Spændebakker 21x bløde bakker 211 hårde bakker 212 gribebakke 213 specialbakke 214 Spændetang 220 Spændedorn 23x Endeflademedbringerer 24x Drejegriber 25x Kørnerspids 26x Centrerspids 27x Centrerkegle 28x Optagelse med spændejern type 23x..28x cylindrisk patron optage fladflangeoptager morsekegle MK3 morsekegle MK4 morsekegle MK5 morsekegle MK6 specielle optagelser Type xx1 xx2 xx3 xx4 xx5 xx6 xx Driftsmidler
405 Centrerpatron Parametre centrerpatron (type 1x0) ID: Spændejerns-identnummer Disponibel: Fysisk disponibelhed (fastordliste) B.tilsl.: Kode bakketilslutning d: Patrondiameter l: Patronlængde maxspdm (d1): Maximal spændediameter minspdm (d2): Minimum spændediameter dz: Centrerdiameter maxdr: maximalt omdr.tal [omdr./min] Kode bakketilslutning Hvis kun bestemmte centrerpatron spændebakke kombinationer er tilladt, styrer de det med bakketilslutning. De tildeler den samme kode til centrerpatron og de tilladte spændebakker. Bakketilslutning = 0 : Alle spændebakker er tilladt. 8.2 Spændejerns-databank Spændetangpatron (type 110) Eksempel: Tre-bakkepatron (type 130) HEIDENHAIN CNC PILOT
406 8.2 Spændejerns-databank Spændebakker Parametre spændebakker (type 21x) ID: Spændejerns-identnummer Disponibel: Fysisk disponibelhed (fastordliste) B.tilsl.: Kode bakketilslutning skal svare til koden for centrerpatron L: Bakkebredde H: Bakkehøjde G1: Mål trin 1 i Z-retning G2: Mål trin 2 i Z-retning Parametre spændebakker (type 21x) S1: Mål trin 1 i X-retning S2: Mål trin 2 i X-retning minspdm: Minimum spændediameter maxspdm: Maximal spændediameter Eksempel: Spændebakke (type 211) Eksempel: Griberbakke (type 213) Driftsmidler
407 Spændetang Parametre Spændetang (type 220) ID: Spændejerns-identnummer Disponibel: Fysisk disponibelhed (fastordliste) d: Spændetangsdiameter Spændedorn Parametre spændedorn (type 23x) ID: Spændejerns-identnummer Disponibel: Fysisk disponibelhed (fastordliste) Dornlængde: LD: Totale længde DF: Flangediameter BF: Flangebredde maxspdm: Maximal spændediameter minspdm: Minimum spændediameter 8.2 Spændejerns-databank Spændetang (type 220) Spændedorn (type 23x) HEIDENHAIN CNC PILOT
408 8.2 Spændejerns-databank Endeflademedbringer Parametre endeflademedbringer (type 24x) ID: Spændejerns-identnummer Disponibel: Fysisk disponibelhed (fastordliste) ds: Diameter spids ls: Længde spids DK: Diameter krop BK: Bredde krop DF: Flangediameter BR: Flangebredde d1: Maksimal spændekredsdiameter d2: Minimal spændekredsdiameter Drejegriber Parametre drejegriber (type 25x) ID: Spændejerns-identnummer Disponibel: Fysisk disponibelhed (fastordliste) NomDm: Drejegriberdiameter Længde: Drejegriberlængde maxspdm: Maximal spændediameter minspdm: Minimum spændediameter Endeflademedbringer (type 24x) Driftsmidler
409 Kørnerspids Parametre kørnerspids (type 26x) ID: Spændejerns-identnummer Disponibel: Fysisk disponibelhed (fastordliste) w1: Spidsvinkel 1 w2: Spidsvinkel 2 d1: Diameter 1 d2: Diameter 2 IA: Længde kegleformede del d3: Diameter af kørnerspidstilholder b3: Bredde af kørnerspidstilholder md: Omkredsdiameter af anlægsflade mb: Bredde af anlægsflade Centrerspids Parametre centrerspids (type 27x) ID: Spændejerns-identnummer Disponibel: Fysisk disponibelhed (fastordliste) w1: Spidsvinkel 1 w2: Spidsvinkel 2 d1: Diameter 1 d2: Diameter 2 zl: Længde af centrerspids md: Diameter til omkreds af anlægsflade mb: Bredde af aftryksmøtrik 8.2 Spændejerns-databank Kørnerspids (type 26x) Centrerspids (type 27x) HEIDENHAIN CNC PILOT
410 8.2 Spændejerns-databank Centrerkegle Parametre centrerkegle (type 28x) ID: Spændejerns-identnummer Disponibel: Fysisk disponibelhed (fastordliste) zw: Centrerkeglevinkel za: Afstand centrerkegle pinol d1: (Maksimal) Diameter 1 d2: (Minimal) Diameter 2 zl: Længde af centrerkeglen Centrerkegle (type 28x) Driftsmidler
411 8.3 Teknologi-databank (snitværdier) CNC PILOT en gemmer teknologidataerne afhængigt af Materialet Skærmateriale Bearbejdningsart Bearbejdningsarten, som CNC PILOT en understøtter er fastlagt emne- og skærmateriale fastlægger De pr. fastordliste. Styringen af snitværdier gennemfører De med teknologi-editoren. Valg: Menupunkt Tek(nologidata) (driftsart parameter) Arbejdsplangenereringen af TURN PLUS anvender teknologidataerne. De kan yderligere bruge denne databank til at gemme Deres snitværdier. Snitværdi-tabeller Tab(el) materiale De fastlægger bearbejdningsarten og skærmaterialet CNC PILOT en oplister snitværdier efter materialer. Tab(el) skærmaterialef De fastlægger materialet og bearbejdningsarten CNC PILOT en oplister snitværdier efter skærmaterialer. Tab(el) Bearb(ejdnings)art De fastlægger materialet og skærmaterialet CNC PILOT en oplister snitværdier efter bearbejdningsarter. De indlæser altid emne- og skærmateriale såvel som bearbejdningsart med hjælp fra fastordlisten. 8.3 Teknologi-databank (snitværdier) HEIDENHAIN CNC PILOT
412 8.3 Teknologi-databank (snitværdier) Menupunkt snit(værdier) direkte De angiver emne- og skærmateriale og bearbejdningsart CNC PILOT en gør snitværdierne klar til editering. Snitværdier Specifik snitkraft for materialet: Parameteren bruges som information den bliver ikke udnyttet. Snithastighed Hovedtilspænding [mm/omdr.]: Tilspænding for hovedbearbejdningsretning Sidetilspænding [mm/omdr.]: Tilspænding for sidebearbejdningsretning Fremrykning Med/uden kølemiddel Den automatiske arbejdsplangenerering (AAG) erkender ved hjælp af disse parametre, om kølemiddel skal indsættes. TURN PLUS multiplicerer snitværdierne med korrekturfaktoren (CSP-, FDR- DEEPkorr), som er tilordnet værktøjet (se Anvisninger for værktøjsdata ) Driftsmidler
413 Service og diagnose 9
414 9.1 Driftsart service 9.1 Driftsart service Driftsart service indeholder: Service-funktioner Diagnose-funktioner Servicesystem Service-funktioner: Bruger-anmeldelse og brugerstyring, sprogomstilling og forskellige systemindstillinger Diagnose-funktioner: Kontrol af systemet og understøttelse ved fejlsøgning Servicesystemet erindrer maskinn-brugeren om nødvendige service- og vedligeholdelsesarbejder. Forskellige service- og diagnosefunktioner er reserveret for service- og idriftsætningspersonale. 9.2 Service-funktioner Brugerberettigelse Funktioner, som ændring af vigtige parametre er forbeholdt prviligerede brugere. En berettigelse bliver meddelt ved anmeldelse med det rigtige password. Denne anmeldelse gælder indtil afmelding eller indtil en andeb bruger melder sig. Et password består af 4 cifre de bliver indlæst +fordækt+ (usynligt). CNC PILOT en skelner mellem brugerklasserne: Uden beskyttelsesklasse NC-Programmører System-manager Service-personel (fra maskinfabrikanten) Menupunkt anmeldelse Ved brugeranmeldelsen vælger De fra listen med alle indførte brugere Deres navn og indlæser Deres password. Menupunkt afmelding CNC PILOT en anvender ingen automatisk tidsstyret afmelding. Derfor er brugerafmeldingen nødvendig, når De vil beskytte Deres system mod uberettiget indgreb. Menugruppe Br.Srv. (bruger-service) For bruger-service er en anmeldelse som systemmanager nødvendig. Indføre br(uger) De indlæser navnet på den nye bruger, fastlægger password og indstiller brugerklassen. Forudsætning: De er anmeldt som systemmanager Service og diagnose
415 Fjerne en br(uger) De vælger navnet der skal slettes fra betjenerlisten og trykker OK. Ændre password Enhver bruger kan ændre sit password. For at forebygge et misbrug, skal først indlæses det gamle password, før et nyt password kan fastlægges. Menupunkt service se 9.3 Servicesystem CNC PILOT en bliver leveret med bruger password 1234 og password 1234 (berettigelse system-manager ). De anmelder Dem som bruger password 1234 og indfører ny bruger. Herefter skal De udelukke brugeren password CNC PILOT en forhindrer udelukkelsen af sidste system-manager Men De må ikke glemme password et. 9.2 Service-funktioner System-service Menugruppe Sys.Srv. (System-Service) Dato/klokken Dato/klokken bliver registreret ved fejlmeldinger. Da optrædende fejl bliver gemt langfristet i en logfile, skal De være opmærksom på den rigtige indstilling. Disse informationer letter fejldiagnosen i servicetilfælde. Sprogomskiftning De vælger med softkey >> sproget og trykker OK. Efter en fornyet start af CNC PILOT en er billedskærmdialogen skiftet til det valgte sprog. FWL-editering sprogafhængig bliver p.t. ikke benyttet FWL-editering sproguafhængig: Råmateriale (filnavn: 0TEMATER ) Skærmateriale (filnavn: 0TESTOFF ) Pasning (filnavn: 0WZPASSU ) 0Listbox : Bliver p.t. ikke benyttet (FWL = Fastordliste se Fastordliste ) Hjælpebilleder INDE/UDE Står menupunktet på hjælpebilleder INDE bliver hjælpebillederne i driftsart maskine ikke vist. Editeringskontakt INDE/UDE Med editeringskontakten beskytter De driftsarten DIN PLUS TURN PLUS Parameter før uberettiget adgang. Står menupunktet på editeringskontakt INDE, kan disse menupunkter kunvælges efter en anmeldelse som NC-programmør (eller højere. Menugruppe Aggr.D. (Aggregat-Diagnose) Med menupunkterne kalder De diagnose-funktioner, som er fastlagt af maskinfabrikanten (se maskin-håndbogen). HEIDENHAIN CNC PILOT
416 9.2 Service-funktioner Fastordliste Rå- og skærmaterialer Betegnelserne for rå- og skærmaterialer i den teknologi-databanken bliver opført i fastordlisten. Hermed kan De opbygge databanken passende for de materialer De anvender i Deres virksomhed (se også 7.5 Snitværdi-databank ). Passninger Ved værktøjerne rivaler og delta-bor bliver parameteren pasning opført. I fastordlisten 0WZPASSU fastlægger De de ønskede pasningskvaliteter. Pas på ved editering af fastordlisten: Maksimalt 64 indførsler Kode Ciffer fra ingen dobbelt kode må angives Begreb Maximal 16 tegn Editering af en fastordliste Vælg Sys.Srv. FWL-editering sproguafhængig < Vælg: 0TEMATER (materiale) 0TESTOFF (skærmat.) 0WZPASSU (pasningskvalitet) < Ændre indførsel Vælg positionen der skal ændres tryk ENTER < Ændre kode, begreb tryk OK, CNC PILOT en gemmer dataerne Ny indførsel åbner dialogen editere fastordliste < Indfør kode, begreb tryk OK, CNC PILOT en gemmer dataerne Service og diagnose
417 9.3 Servicesystem Servicesystem CNC PILOT en erindrer maskin-brugeren om nødvendige service- og vedligeholdelsesarbejder. Hertil er hver forholdsregel beskrevet i kortform (serie, serviceinterval, etc. Disse informationer bliver vist i listen service- og vedligeholdelses eftersyn+. En udførlig beskrivelse af service-eftersyn bliver efter ønske vist. En gennemført service-eftersyn bliver kvitteret. Herefter begynder service-intervallet påny. CNC PILOT en gemmer kvitteringstidspunktet sammen med soll-terminen i en logfil. Kvitterings-logfilen kan udlæses af service-personalet og blive udnyttet. De kan se (mindst) de sidste 10 kvitteringer. Visning af service-status: lyskurven til højre ved siden af dato-/ klokke-feltet Grøn: Ingen service-eftersyn nødvendig Gul: Mindst en service-eftersyn er forfalden om kort tid Rød: Mindst en service-eftersyn er forfalden eller over forfalden Der bliver vist status med den højeste prioritet (rød før gul, gul før grøn). Terminer og tidsrum (se billede): I Interval: Det af maskinfabrikanten fastlagte tidsrum for serviceintervaller. Under indkoblingstiden af styrigen bliver det løbende serviceinterval permanent reduceret. Den tilbageværende tid bliver vist i spalten når. D Varighed: Det af maskinfabrikanten fastlagte tidsrum mellem forfalden og over forfalden service eftersyn. Q Kvitterings-tidsrum: I dette tidsrum kan service-forholdsregler blive gennemført og kvitteret. t1 Tidspunkt service-eftersyn er forfalden om kort tid : Fra dette tidspunkt kan service-eftersyn blive gennemføt og kvitteret. Status bliver markeret gult. Beregning: t1 = Indførsel advarsel * Interval / 100 t2 Tidspunkt service-eftersyn er forfalden : Fra dette tidspunkt skal service-eftersyn gennemføres og kvitteres. Status bliver markeret rødt. Beregning: t2 = Interval t3 Tidspunkt service-eftersyn er over forfald : Tidspunktet for service-eftersyn er overskredet. Status bliver markeret rødt. Beregning: t3 = Interval + varighed Forudsætning: Maskinfabrikanten skal indføre de nødvendige forholdsregler og stille de udførlige beskrivelser af forholdsregler til rådighed. Alle statusændringer inklusiv kvittering for service-forholdsregler bliver meddelt PLC en. De tager fra maskin-håndbogen, om yderligere konsekvenser fra forventede hhv. forsinkede serviceeftersyn bliver trukket. Forklaringer: I: Interval D: Varighed Q: Kvitterings-tidsrum t1: Service-eftersyn er forfalden om kort tid t2: Service-eftersyn er forfalden t3: Service-eftersyn er over forfald 9.3 Servicesystem HEIDENHAIN CNC PILOT
418 9.3 Servicesystem Liste service-eftersyn Art: Se tabellen Arten af service-eftersyn status bliver der skelnet mellem pr. baggrundsfarve: Ingen farve: Ingen service-eftersyn nødvendig Gul: Service-eftersyn er forfalde på kort tid Rød: Service-eftersyn er forfalden eller over forfald Sted: Placering af serie Serie: Betegnelse for serien Når: Resttid til tidspunktet service-eftersyn er forfalden (= resttid for service-intervallet) Varighed: Tidsrummet mellem forfalden og over forfald service-eftersyn. Hvem: Den ansvarlige for gennemførelsen af eftersyn Interval: Tidsrummet for service-intervaller Forvarsel: Fastlægger tidspunktet for status service-eftersyn er om kort tid forfalden (relativt til service-interval) Dokumentation-reference og -type: Indførsel disponibel: Softkey info eftersyn kalder en udførlig beskrivelse af service-eftersyn Ingen indførsel: Der står ingen udførlig beskrivelse af service-eftersyn til rådighed Kald af servicesystemet: Menupunkt service (driftsart service) tilbage til service Softkeys servicesystem generel Del 2 vis eftersyn-liste Del 1 vis eftersyn-liste Kald udførlig beskrivelse af eftersyn Efter kald af servicesystemet bliver listen service- og vedligeholdelsesforholdsreglerne vist med alle eftersyn. Informationerne bliver underdelt i del 1 og 2 (skift pr. softkey). Betjening Pil op/ned; side frem/tilbage: Flytter de cursoren indenfor eftersyns listen Enter: Åbner en dialogbox med parametrene af de pr. cursor markerede eftersyn Skift til softkey-liste art/status for eftersyn Tilbageskift til softkey-liste servicesystem Arten af service-eftersyn Rengøring Inspektion Service Vedligeholdelse før symbolet: Servicesystem er deaktiveret Service og diagnose
419 Valg fra listen De kan kalde listen service- og vedligeholdelsesforanstaltninger efter følgenden kriterier: Liste over alle service-foranstaltninger Liste over opståede, forfaldne og over forfald service-forholdsregler Skift af softkeyliste til art/status for forholdsregler 9.3 Servicesystem Arten af eftersyn: Liste over vedligeholds-eftersyn Liste over service-eftersyn Liste over enspektions-eftersyn Liste over rengørings-eftersyn Status over eftersyn: Liste over forfaldne og over forfald service-eftersyn Liste over opståede service-eftersyn Kvitterede eftersyn Oplister de kvitterede serviceeftersyn Liste kvitterede eftersyn : Art: Symbol: Se tabellen Arten af service-eftersyn + : Eftersyn blev kvitteret Eftersyn: Betegnelse for service-eftersyn Kvittering med: Navn på den der kvitterer Kvittering på: Dato for kvittering Tid: Tidspunkt service-eftersyn er forfalden (t2) Kommentar af den der kvitterer Tidsangivelser (tysk / engelsk) M / M: S / H: T / D: W / W: J / Y: Minutter Timer Dage Uger År Dele af en tidsenhed bliver angivet som decimalbrøk. Eksempel: 1.5 S = 1 time 30 minutter. HEIDENHAIN CNC PILOT
420 9.4 Diagnose 9.4 Diagnose Kald: Menuepunkt diag(nose) i driftsart service tilbage til service I diagnose står informations-, test- og kontrolfunktioner, til rådighed for understøttelse ved fejlsøgning. Menupunkt info De modtager informationer om de indsatte softwaremoduler. Menugruppe display Hukommelse er reserveret for servicepersonalet Variable viser det øjeblikkelige indhold af ca. 500 V- variable (se også V-variable ). --- : De variable er ikke initialiseret??? : De variable står ikke til rådighed Ind- udlæsning viser den øjeblikkelige status af alle ind-/udlæsninger (interface CNC PILOT drejebænk). 16 ind- udlæsning: I dialogboxen E/A s for valg af display vælger De indtil 16 ind-/udgange. Efter afslutning af dialogboxen viser CNC PILOT en den aktuelle status af disse ind-/udlæsninger. Alle statusændringer bliver straks vist. Forlade display-funktionen: ESC-tasten Cyklisk hukommelse er reserveret for servicepersonalet Variable cyklisk: De vælger en V-variabel. CNC PILOT en viser den aktuelle værdi. Alle værdiændringer bliver straks vist. Cyklisk ind- udlæsning: De vælger en E-/Aposition. CNC PILOT en viser den aktuelle status. Alle statusændringer bliver straks vist. Cykliske display overlapper en del af maskinvinduet. De afslutter cykliske display med Display stop cykliske display Service og diagnose
421 Menugruppe logfiles Fejl, systemtildragelser, og dataudveksling mellem forskellige systemkomponenter bliver kendetegnet i logfiles. Bestemte logfiles bliver gemt på kommando og kan trækkes frem af servicepersonalet for fejldiagnose. Vis fejl-logfile viser de yngste meldinger. Med side frem/side tilbage sorterer De yderliger indførsler. Gemme fejl-logfile fremstiller en kopi af fejllogfile en (filnavn: Fejl.log; bibliotek: Para_Usr). Bestående filer error.log bliver overskrevet. Gemmne Ipo-trace gemmer informationer om den sidste interpolator-funktion (filnavn: IPOMakro.cxx, IPOBewbe.cxx, IPOAxCMD.cxx xx: ; Bibliotek: Data). Menugruppe remote Remote-funktionen understøtter fjerndiagnose. Informationer herom får De fra Deres maskinleverandør. Menugruppe kontroller Hardware system-info: De modtager informationer om indførte hardwarekomponenter. Optioner: De modtager en oversigt over disponible og installerede optioner i CNC PILOT en (se også 1.3 Udbygningstrin (optioner) og styringsparameter 197). Netværk indstillinger: Dette menupunkt kalder WINDOWS-dialogboxen network. CNC PILOT en bliver indført som klient for Microsoft Networks. Detaljer om installationen og konfigurationen af netværk tager De fra de tilhørende underlag eller online-hjælp fra WINDOWS. Netværk frigive-password: De angiver adskilte passwords for de læsende og skrivende indgreb. Men passwords gælder for alle frigivne biblioteker (se også Frigivelse, filtyper ). I dialogboxen frigive-password tjener de oplistede frigivenavne til Deres information. Indlæsning er kun mulig i felterne læse password og skrive password. Indlæsningen skert skjult. Netværk Netværk INDE: Netværk Netværk UDE: Kobler netværkskadapteren i styringen ind hhv. ud. De starter systemet påny, da ind- hhv. udkobling først bliver virksom efter en nystart. 9.4 Diagnose Menupunkt osci(lloskop), logic an(analyzer) : Reserveret for service-personalet HEIDENHAIN CNC PILOT
422
423 Transfer 10
424 10.1 Driftsart transfer 10.1 Driftsart transfer Transfer bliver indsat med formålet datasikring og dataudveksling med andre EDV-systemer. Hermed bliver filer transfered. Det e enten filer med NCprogrammer (DIN PLUS- eller TURN PLUSprogrammer), parameter-filer eller filer med informationer for service-personalet (oscilloskop-data, logfiler, etc.) Driftsarten transfer indeholder også organiseringsfunktioner som duplikering, sletning, omdøbning, etc. Datasikring HEIDENHAIN anbefaler, at de på CNC PILOT en fremstillede programmer regelmæssigt bliver sikret på en PC. Parametrene skal De ligeledes sikre. Da parametre ikke bliver ændret ofte, er sikringen kun nødvendig efter behov. Se Sikre parametre og driftsmiddeldata. Dataudveksling med DataPilot HEIDENHAIN tilbyder som udvidelse til CNC PILOT maskinstyring PC-programpakken DataPilot DataPilot besidder de samme programmerings- og testfunktioner som styringen. Det vil sige, De fremstiller TURN PLUS- og DIN PLUS-programmer på PC en, tester dem pr. simulering og overfører dem til maskinstyringen. Systemer for datasikring/dataudveksling DataPilot en egner sig til datasikringen. Alternativt til DataPilot en kan De indsætte driftssystemfunktioner fra WINDOWS eller PC-programmer der kan erhverves i handelen til datasikring. Printer I Organisation kan De udlæse DIN PLUSprogrammer og parameter-/driftsmiddeldata til en printer. TURN PLUS-programme kan ikke printes. CNC PILOT en udformer udprintningen til DIN A4- format. Menu driftsart transfer Netværk aktiverer WINDOWS-netværket og viser de maskerede filer i CNC PILOT en og kommunikationspartnere. Seriel aktiverer den serielle dataoverførsel og viser de maskerede filer i CNC PILOT en. FTP aktiverer FTP-netværk og viser de maskerede filer i CNC PILOT en og kommunikations-partnere. Kald af Organisation (lokalt) Parameter-Konv(ertering) Forvandle parametre/ driftsmidler af internt format til ASCII-format eller omvendt; forberede datasikring indlæse sikrede data Indstilling af netværk-, FTP-, serielle interface- hhv. printerparametre Filer i TURN PLUS format bliver kun bearbejdet af CNC PILOT eller DataPilot de er ikke læsbare. Service-filer understøtter die Fehlersuche. I regelen bliver disse filer transfered og udnyttet af servicepersonalet Transfer
425 10.2 Overførselsprocedure Generelt Interface Anbefalelsesværdig er dataoverførsel via Ethernet-interfacee.Det garanterer en høj overførselshastighed, stor sikkerhed og komfortabel betjening. En dataoverførsel via serielt interface er ligeledes muligt. WINDOWS-netværker (Ethernet-interface): Med et WINDOWS-netværk integrerer De Deres drejebænk i et LAN-netværk. CNC PILOT en understøtter de under WINDOWS normale netværker. Fra CNC PILOT en afsender/henter De filer. Andre netdeltagere har læsende og skrivende indgreb på frigivne biblioteker uafhængig af aktiviteterne i CNC PILOT en. I regelen melder CNC PILOT en sig ved systemstarten i netværket og bliver der indtil afslutningen af systemet i nettet. FTP (File Transfer Protokol) (Ethernet-interface): Med FTP integrerer De Deres drejebænk i e LAN-netværk. Herfor skal i Host-computeren være installeret en FTP-server (er ved WINDOWS NT og UNIX en bestanddel af driftssystemet; for WINDOWS 95/98 er FTP-serveren til rådighed). Fra CNC PILOT en afsender/henter De filer. CNC PILOT en har ingen server-funktionalitet. Det betyder, at andre netdeltagere har ingen indgreb på filer i CNC PILOT en. Seriel De overfører program- eller parameter-filer via serielt interface uden protokol. Forvis Dem om, at modparten er opmærksom på de fastlagte interfaceparametre (baudrate, ordlængde, etc). Netværk-priner CNC PILOT en sender printudlæsning til standard-printeren. Forudsætning: Printerdrev installeret Deklareret som standard-printer Apparat-navn: STD (dialogbox Indstilling af printer ) Lokal printer CNC PILOT en sender printudlæsning til COMx-interface (indførsel i felet apparat-navn dialogbox Indstilling af printer ). HEIDENHAIN anbefaler, at lade idriftsættelsen af printeren gennemføre af service-personalet Overførselsprocedure HEIDENHAIN CNC PILOT
426 10.2 Overførselsprocedure Installation af dataoverførsel Konfigurere netværk WINDOWS-netværk og FTP-netværk bliver konfigureret med funktionerne i WINDOWSdriftssystemet. Anmeldelse som system-manager Vælg kontrol netværk indstillinger dette menupunkt kalder WINDOWS-dialogbox netværk. Gennemføre netværks-konfigurering. CNC PILOT en bliver indført som Client for Microsoft netværker. Detaljer om installationen og konfigurationen af netværk tager De fra de tilhørende underlag eller online-hjælp fra WINDOWS. HEIDENHAIN anbefaler, at lade konfigureringen af Windows-netværker udføre af autoriseret personale fra maskinfabrikanten. Indstillinger for WINDOWS-netværk Anmeldelse som system-manager Vælg Indstilling netværk (driftsart transfer) Dialogbox Indstilling netværk : Transfer-bibliotek: Indfør stien for kommunikationspartneren (se næste side) Auto-Login med højløb: JA: CNC PILOT overtager anmeldelsen med de i brugernavn og password indførte data NEJ: De indlæser brugernavn og password med systemstart Anbefaling: Brug den automatiske Login Aktivere WINDOWS-netværk: Vælg netværk (driftsart transfer) CNC PILOT en viser under hensyntagen til den indstillede maske : Filer i eget system Filer i det indstillede transfer-bibliotek (filer hos kommunikationspartneren) Transfer
427 Transfer-bibliotek Computernavne, frigivenavne og sti for kommunikationspartneren indfører De i transferbiblioteket (dialogbox indstilling netværk ) i følgende form: \\Computernavn\Frigivenavn\Sti Eksempel: \\DATAPILOT\C\DP90V70\MASK\MASKINE1 Computernavnet og frigivenavnet indstiller De på PC en hos kommunikationspartneren. I eksemplet er platten C frigivet. Om De med frigivenavnet definerer den komplette sti eller dele af stien, det er afhængig af Deres organisation. De definerer transfer-biblioteket uden underbibliotek. CNC PILOT en tilføjer det sidste trine, afhængig af filtype Overførselsprocedure Indstillinger for FTP Anmeldelse som system-manager I styrings-parameter 11 ( FTP-parameter ) indstilles: Brug FTP: 1 (=JA) Vælg indstilling FTP (driftsart transfer) Dialogbox indstilling FTP : Brugernavn, password: For anmeldelsen ved host-computer Indfør adresse/navn FTP-server: Servernavn eller IP-adresse for host-computeren Menupunktet FTP og indstilling FTP kan kun vælges, når brug FTP = Ja i styrings-parameter 11 er indført. Aktivere FTP: Vælg FTP (driftsart transfer) CNC PILOT en viser under hensyntagen til den indstillede maske : Filer i eget system Filer i det indstillede transfer-bibliotek (filer hos kommunikationspartneren) HEIDENHAIN CNC PILOT
428 10.2 Overførselsprocedure Konfigurere serielt interface eller printer Anmeldelse som system-manager Vælg indstilling seriel/printer (driftsart transfer) Indfør dialogbox indstilling seriel/printer Parametre De indstiller følgende interface-parametre i overensstemmelse med modparten. Baudrate (i bit pr. sekund): Baudrate en bliver indstillet svarende til de stedlige forhold (kabellængde, støjindflydelse, etc.). En høj baudrate har den fordelen af en hurtig dataoverførsel, men er mere støjfølsom end en lavere baudrate. Ordlængde: De vælger mellem 7 eller 8 bit pr. tegn. Paritet: Indstiller De lige/ulige paritet, udvider CNC PILOT en paritetsbit en således, at der altid kan overføres et lige/ulige antal fastlagte bits pr. tegn. Pariteten kan kontrolleres hos modparten. Indstiller De ingen paritet, bliver tegnene overført således, som de er gemt. Paritetsbit en bliver yderligere sendt med det i ordlængde indstillede bittal. Stopbits: De vælger mellem 1, 1 1/2 og 2 stopbits. Protokol: Hardware (hardware-handshake): Modtageren meddeler afsenderen med RTS/CTS-signaler, at den i øjeblikket ingen data kan modtage. Hardwarehandshake et forudsætter, at RTS/CTS-signalerne er fortrådet i dataoverføringskablet. XON/XOFF (software-handshake): Modtageren sender XOFF, når den i øjeblikket ingen data kan modtage. Med XON signalerer den, at den kan modtage yderligere data. Software-handshake behøver ingen RTS/CTS-signaler i overførigskablet. ON/XOFF (software-handshake): Modtageren sender XON i begyndelsen af dataoverførslen, for at meddele, at den er klar til at modtage. Modtageren sender XOFF, når den i øjeblikket ingen data kan modtage. Med XON signaliserer den, at yderligere data kan modtages. Softwarehandshake behøver ingen RTS/CTS-signale i overføringskablet. Apparat-navn: COM1: V.24/RS-232-C-datainterface Menupunkterne seriel og indstilling seriell kan kun vælges, når der i extern ind-/udlæsning (styringsparameter 40) er tilordnet et interface. Parameteren for det serielle interface bliver gemt i en af styrings-parametrene 41 til 47. (Afhængig af indstillingen i styrings-parameter 40) Transfer
429 10.3 Dataoverførsel Frigivelse, filtyper Frigivelse CNC PILOT Se listen Frigivne biblioteker De kan beskytte til disse biblioteker med angivelse af passwords for den skrivende og/eller læsende adgang (menupunkt Kontroller netværk frigivelses-password driftsart Service/diagnose se 9.3 Diagnose ) Hvis de ingen password indfører, har alle kommunikationspartnere adgang til bibliotekerne. Frigivelse Kommunikationspartner Kommunikationspartneren kan tildele passwords for læse- hhv. skriveadgang (WINDOWS: Systemstyring netværker adgangsstyring til frigivelsesplaner ). Så vises ved adgangen til biblioteker hos partneren WINDOWS-dialogboxen Enter Network Password. Bliver kun ét password anvendt, kan De gemme det. Dialogboxen vises så kun én gang (hhv. ved password-ændringer). Alle yderligere indgreb bliver på basis af det gemte password kontrolleret. Ved forskellige passwords for læse- og skriveindgreb vises dialogboxen enter network password hver gang ved det første indgreb efter en nytart af CNC PILOT en. Filtyper Følgende udvalg foretager De i dialogboxen fil masker : Alle NC-programmer (DIN PLUS programmer) NC-hovedprogrammer (DIN PLUS programmer) NC-underprogrammer (DIN PLUS programmer) Forlægs filer (DIN PLUS forlæg) TURN PLUS komplet (råemne-, færdigdelbeskrivelse og arbejdsplan) TURN PLUS emner (Råemne-, færdigdelbeskrivelse) TURN PLUS råemne (råemnebeskrivelse) TURN PLUS færdigdele (færdigdelbeskrivelse) TURN PLUS konturkæder (beskrivelse af konturkæder) TURN PLUS rev(olver)-lister TURN PLUS bea(rbejdnings)-følge Parameter-filer (bibliotek PARA_USR ) Parameter-backup (bibliotek backup ) Programhoved-lister (hjælpefiler for programhoved-indførsler) Service-filer (bibliotek DATA ) Pas på kollisionsfare! Andre netdeltagere kan overskrive NC-programmer i CNC PILOT en. Pas på at De ved organiseringen af netværk og ved tildeling af frigive-passwords, at kun autoriserede personer kan gribe ind i CNC PILOT en. Frigivne biblioteker i CNC PILOT...\NCPS: NC-hoved- og underprogrammer, forlægs-filer...\gtr: Råemnebeskrivelser (TURN PLUS)...\GTF: Færdigdelbeskrivelser (TURN PLUS)...\GTW: Emnebeskrivelser (TURN PLUS)...\GTC: Komplet-programmer (TURN PLUS)...\GTT: Konturkæde-beskrivelser (TURN PLUS)...\GTL: Revolverlister (TURN PLUS)...\GTB: Bearbejdningsfølger (TURN PLUS)...\PARA_USR: Hjælpefiler for programhoved-indførsler konverterede parameter-, driftsmiddel-filer (sikrede) fejl-logfiler...\data: Filer for service-personalet 10.3 Dataoverførsel...\BACKUP: Filer for datasikring (backup/restore) HEIDENHAIN CNC PILOT
430 10.3 Dataoverførsel Sende og modtage filer De vælger efter valg af transfer pr. menu overførselsprocedure: Netværk: WINDOWS-netværker Seriel: Seriel dataoverførsel FTP: Fil transfer protokol Display Venstre vindue: CNC PILOT ens egne filer Højre vindue: Netværk og FTP: Modpartens bibliotek Seriel transfer: Det indstillede interface Tilbage til transfer-hovedmenu Kan modparten ikke nås, kommer efter en ventetid en fejlmelding. Parametre og driftsmiddeldata skal være konverteret før transfer og omvendt (se Parameter og driftsmiddeltransfer Skifte kommunikationspartner Indfør i transfer-bibliotek hhv. i adresse/navn FTPserver ændre (dialogbox indstillinger.. ). Skift filgruppe, ændre maske Den aktuelle maske-indstilling bliver vist nedenunder menuzlinien. Filtype: Se Frigivelse, filtype Sortere: Filer efter navn eller sorter efter dato Maske: Der bliver kun vist indførsler, der svarer til masken. Wildcards: *: På denne position kan stå vilkårlige tegn.?: På denne position kan stå et vilkårligt tegn. CNC PILOT en vedhænger automatiskden indlæste maske *. Softkeys Skift til driftsart service Skift til driftsart parameter Indstille filtype, sortering og maskering Aktualisere fillisten Kald organiserings-funktioner se 10.4 Filorganisation Sende markerede filer Hente markerede filer fra modparten ved seriel transfer: CNC PILOT en går i modtageberedskab Markere alle filer Markere fil Fortsættelse næste side Transfer
431 Betjening Pil op/ned; side frem/tilbage: Flytter de cursoren indenfor fillisten Pil til venstre/højre: Skifter mellem det venstre og højre vindue hermed skifter CNC PILOT en mellem sende- og modtageberedskab Indlæse tegn/tegnfølge: Cursoren positionerer på den næste med denne tegnfølge begyndende fil Enter (ved DIN PLUS programmer, parametre- og driftsmiddelfiler): Viser filindholdet. De lukker filen med et fornyet tryk på Enter (eller ESC-tasten) Markerer alle viste filer fornyet tryk sletter markeringen eller + (plus-taste) markerer den valgte fil fornyet tryk sletter markeringen Netværk eller FTP: Markerede filer bliver af CNC PILOToverført til kommunikationspartneren. Findes filen, følger spørgsmålet overskrive?. Seriel transfer: Markerede filer bliver sendt. Netværk eller FTP: Markerede filer bliver overført fra kommunikationspartneren CNC PILOT en. Findes filen, følger spørgsmålet overskrive?. Seriel transfer: CNC PILOT en går til modtageberedskab, hhv. modtager indkommende data. Findes filerne allerede, følger spørgsmålet overskrive?. Muse-betjening: Cursorpositionering, markeringen og visningen af fil (ved DIN PLUS programmer, parameter- og driftsmiddelfiler) kan De foretage med den normale muse-betjening De Starter ved seriel transfer først modtager og derefter senderen Dataoverførsel HEIDENHAIN CNC PILOT
432 10.4 Parameter og driftsmiddel 10.4 Parametre og driftsmidler Konvertere parametre og driftsmidler Kald: Menupunkt parameter-konv(ertering) sikre/ indlægge Tilbage til transfer-hovedmenu CNC PILOT en gemmer parametre og driftsmiddeldata i interne formater og i CNC PILOT ens egne biblioteker. Før afsendelse bliver dataerne konverteret til ASCII-format og overført til biblioteket PARA_USR. Omvendt bliver modtagne parametre/driftsmiddel-filer gemt i biblioteket PARA_USR. Med et yderligere skridt aktiverer De disse filer. Det vil sige, dataerne bliver i det interne format forvandlet og overført til CNC PILOT ens egne biblioteker. Efter disse skridt arbejder CNC PILOT en med de modtagne parametre/ driftsmiddeldata. Ved konverteringen af parametre/driftsmidler definerer De navnet på sikringsfilen og influerer på udlæsningen som følger (dialogbox sikre parametre ): Uden kommentar: Der bliver udelukkende udlæst parametre-/driftsmiddeldat Med kommentar: Yderligere til parameter-/ driftsmiddeldata bliver kommentarer udlæst til forklaring af dataerne Ændre maske (kun i højre vindue) Den aktuelle maske-indstilling bliver vist nedenfor menulinien. Sortering: Filer sorteres efter navn eller efter dato Maske: Der bliver kun vist indførsler, der svarer til masken. Wildcards: *: På disse positioner kan stå vilkårlige tegn.?: På denne position kan stå et vilkårligt tegn. CNC PILOT en vedhænger den indlæste maske automatisk en *. Softkeys parameter-konvertering Konvertere enkelte parametre/driftsmiddeldata Konvertere parametre/driftsmidler Aktiviere markerede filer Kald organiserings-funktioner se 10.4 Filorganisation Herved kan parameter-/driftsmiddeldata blive overført via seriel transfer (7-bit transfer), bliver omlyde i kommentarerne erstattet med _. Fortsættelse næste side Transfer
433 Betjening Pil op/ned; side frem/tilbage: Flytter de cursoren indenfor fillisten Pil til venstre/højre: Skifter mellem det venstre og højre vindue Enter (kun i højre vindue): Viser filindholdet De lukker filen med et fornyet tryk på enter (eller ESCtasten) Åbner den valgte parameter-/ driftsmiddel-fil og klargør de ebkelte parametre/driftsmidler til markering og derefter transferere. Konverterer og transfererer den markerede parameter-/driftsmiddel-fil hhv. den markerede parameter/driftsmiddel (selektivt valg) til biblioteket PARA_USR. Henter den markerede parameter-/ driftsmiddel-fil fra biblioteket PARA_USR, konverterer dataerne til det interne format og overskriver de bestående parameter/driftsmiddeldata. Markerer alle viste filer hhv. parameter/ driftsmiddel (selektivt valg) fornyet tryk sletter markeringen Markerer den valgte fil hhv. arameteren/driftsmidlet fornyet tryk sletter markeringen Muse-betjening: Cursorpositionering, markeringen og visningen af fil (ved DIN PLUS programmer, parameter- og driftsmiddelfiler) kan De foretage med den normale muse-betjening Ved indlæsning genkender CNC PILOT en parameter-/ driftsmiddelgruppen ved hjælp af extention. Derfor må på eksterne systemer filnavnet gerne ændres men ikke extention. Ved indlæsningen kontrollerer styringen, om brugeren er berettiget til at ændre parameteren, hhv. om driftsart automatik er aktiv. Må parameteren ikke blive ændret, bliver den overset Parameter og driftsmiddel HEIDENHAIN CNC PILOT
434 10.4 Parameter og driftsmiddel Sikre parametre og driftsmidler Fremstilling af en datasikring sker med parametre og driftsmidler i to skridt: Anlæg sikrings-filer (funktion backup) Transfer sikrings-filer på et eksternt system (standard-transfer-funktion) Indlæsningen af en datasikringsker med parametre og driftsmidler ligeledes i to skridt: Hent sikrings-filer fra det eksterne system (standard-transfer-funktion) Integrere sikrings-filer i CNC PILOT en (funktion restore) Backup transfererer følgende filer i biblioteket BACKUP : Alle parameter-filer Alle driftsmiddel-filer Alle tilhørende fastordslister Service-system-filer Parametre og driftsmiddeldata bliver konverteret ved backup en. Restore indlæser alle sikrigs-filer i biblioteket BACKUP (undtagen servicesystem-filer). Kald: Menupunkt parameter-konvertering backup / restore Softkeys datasikring Indstille sortering Aktualiserer fillisten Tilbage til transfer-hovedmenu Betjening Pil op/ned (kun i højre vindue); flytter cursoren indenfor fillisten Pil til venstre/højre: Skifter mellem det venstre og højre vindue Enter (kun i højre vindue): Viser filindholdet De lukker filen med et fornyet tryk på enter (eller ESC-tasten) (kun i højre vindue): Sortering efter dato eller filnavn Gennemføre backup. Alle bestående sikrings-filer bliver slettet. Herefter bliver de nye sikrings-filer anlagt. Gennemføre restore. Gennemføre backup Gennemføre restore Restore forventer en pr. backup fremstillet fuldstændig fil-gruppe. Anbefaling: De behandler den ved backup fremstillede fil-gruppe altid som en blok. Forudsætning for restore: Anmeldelse som system-manager Driftsart automatik må ikke være aktiv Sikrinngs-filerne skal stå til rådighed i biblioteket BACKUP En restore af servicesystem-filer kan kun gennemføres af service-personale Transfer
435 10.5 Fil-organisation Organiserings-funktionerne anvender De til CNC PI- LOT egne filer og under følgende forudsætninger også til filer hos kommunikationspartneren: Overførselsprocedure WINDOWS-netværk Anmeldelse som system-manager Valg af fil-organisation: Menupunkt organisation (kun for CNC PILOT ens egne filer) Softkey Org.-funktioner. Informationer i fillisten Filnavne og extention (*.NC = hovedprogram; *.NCS = underprogram; etc.) Filstørrelse i bytes i [...] Attribut r/w : Læsning og skrivning tilladt (read/write) ro : Kun læsning tilladt (read only) Dato, klokken for den sidste ændring Skifte filgruppe, ændre maske Den aktuelle maske-indstilling bliver vist nedenfor menulinien. Filtype: Se Frigivelse, filtype Sortere: Filer efter navn eller sorter efter dato Maske: Der bliver kun vist indførsler, der svarer til masken. Wildcards: *: På denne position kan stå vilkårlige tegn.?: På denne position kan stå et vilkårligt tegn. CNC PILOT en vedhænger automatiskden indlæste maske *. Betjening: Pil op/ned; side frem/tilbage: Flytter de cursoren indenfor fillisten Indlæse tegn/tegnfølge: Cursoren positionerer på den næste med denne tegnfølge begyndende fil Enter (ved DIN PLUS programmer, parametre- og driftsmiddelfiler): Viser filindholdet. De lukker filen med et fornyet tryk på Enter (eller ESC-tasten) Markerer alle viste filer fornyet tryk sletter markeringen Softkeys organisations-funktioner Slette markerede filer Omdøbe markeret fil Duplikere markeret fil Indstille filtype, sortering og maskering Printe markerede filer Markere alle filer Markere fil Kalde transfer-funktioner Kalde Organisations-funktioner 10.5 Fil-organisation Fortsættelse næste side HEIDENHAIN CNC PILOT
436 10.5 Fil-organisation eller + (plus-taste) markerer den valgte fil fornyet tryk sletter markeringen Muse-betjening:Cursorpositionering, markeringen og visningen af fil (ved DIN PLUS programmer, parameter- og driftsmiddelfiler) kan De foretage med den normale muse-betjening Yderligere organisations-funktioner: Se softkeys tabellen Transfer
437 11 Tabeller og oversigter
438 11.1 Frigang- og gevind-parametre 11.1 Frigang- og gevindparametre Frigangs-parameter DIN 76 TURN PLUS fremskaffer parameteren for gevindfrigang (frigang DIN 76) ved hjælp af gevindstigning. Det betyder: G.-stigning = gevindstigning I = Frigangsdybde (radiusmål) K = Frigangsbredde R = Frigangsradius W = Frigangsvinkel Frigangsparameteren svarer til DIN 13 for metriske gevind Udvendige gevind G.-stigning I K R V 0,2 0,3 0,7 0,1 30 0,25 0,4 0,9 0, ,3 0,5 1,05 0, ,35 0,6 1,2 0, ,4 0,7 1,4 0,2 30 0,45 0,7 1,6 0,2 30 0,5 0,8 1,75 0,2 30 0,6 1 2,1 0,4 30 0,7 1,1 2,45 0,4 30 0,75 1,2 2,6 0,4 30 0,8 1,3 2,8 0, ,6 3,5 0,6 30 1,25 2 4,4 0,6 30 1,5 2,3 5,2 0,8 30 1,75 2,6 6, ,5 3,6 8,7 1, ,4 10,5 1,6 30 3, , , ,5 6, ,5 2,5 30 5,5 7,7 19 3, ,2 30 Indvendige gevind G.-stigning I K R V 0,2 0,1 1,2 0,1 30 0,25 0,1 1,4 0, ,3 0,1 1,6 0, ,35 0,2 1,9 0, ,4 0,2 2,2 0,2 30 0,45 0,2 2,4 0,2 30 0,5 0,3 2,7 0,2 30 0,6 0,3 3,3 0,4 30 0,7 0,3 3,8 0,4 30 0,75 0,3 4 0,4 30 0,8 0,3 4,2 0, Tabeller og oversigter
439 Indvendige gevind (fortsættelse) G.-stigning I K R V 1 0,5 5,2 0,6 30 1,25 0,5 6,7 0,6 30 1,5 0,5 7,8 0,8 30 1,75 0,5 9, ,5 10, ,5 0,5 13 1, ,5 15,2 1,6 30 3,5 0,5 17,7 1, , ,5 0, ,5 26 2,5 30 5,5 0,5 28 3, , Frigang- og gevind-parametre Frigangs-parameter DIN 509 E Frigangsparametrebliver fremskaffet afhængig af cylinderdiameter ermittelt. Det betyder: I = Frigangsdybde K = Frigangslængde R = Frigangsradius W = Frigangsvinkel Diameter I K R V <= 1,6 0,1 0,5 0,1 15 > 1,6 3 0,1 1 0,2 15 > ,2 2 0,2 15 > ,2 2 0,6 15 > ,3 2,5 0,6 15 > 80 0, Frigangs-parameter DIN 509 F Frigangsparametre bliver fremskaffet afhængig af cylinderdiameter ermittelt. Det betyder: I = Frigangsdybde K = Frigangslængde R = Frigangsradius W = Frigangsvinkel P = Plandybde A = Planvinkel Diameter I K R V P A <= 1,6 0,1 0,5 0,1 15 0,1 8 > 1,6 3 0,1 1 0,2 15 0,1 8 > ,2 2 0,4 15 0,1 8 > ,2 2 0,6 15 0,1 8 > ,3 2,5 0,6 15 0,2 8 > 80 0, ,3 8 HEIDENHAIN CNC PILOT
440 11.1 Frigang- og gevind-parametre Gevind-parametre CNC PILOT en fremskaffer gevind-parametre ved hjælp af følgende tabel. Er der i spalten F opført en *, bliver gevindstigningen afhængig af gevindart fremskaffet på grundlag af diameteren. Det betyder: F = Gevindstigning P = Gevinddybde R = Gevindbredde A = Flankevinkel venstre W= Flankevinkel højre Gevindsløret ac bliver fremskaffet på grundlag af gevindstigning Gevindstigning ac <= 1 0,15 <= 5 0,25 <= 12 0,5 > 12 1 Beregning af Kb Kb = 0,26384*F 0,1*¹F Gevindtype Q F P R A V Q=1 Metrisk ISO fingevind (DIN 13) Udvendig 0,61343*F F Indvendig 0,54127*F F Q=2 Metrisk ISO gevind (DIN 13) Udvendig * 0,61343*F F Indvendig * 0,54127*F F Q=3 Metrisk ISO keglegevind Udvendig 0,61343*F F (DIN 158) Q=4 Metrisk ISO keglefingevind 0,61343*F F (DIN 158) Q=5 Metrisk ISO trapezgevind Udvendig 0,5*F+ac 0,633*F Indvendig 0,5*F+ac 0,633*F Q=6 Fladt metr. trapezgevind Udvendig 0,3*F+ac 0,527*F (DIN 308) Indvendig 0,3*F+ac 0,527*F Q=7 Metrisk savind (DIN 513) Udvendig 0,86777*F 0,73616*F 3 30 Indvendig 0,75*F F Kb 30 3 Q=8 Cylindrisk rundgevind (DIN 405) Udvendig * 0,5*F F Indvendig * 0,5*F F Q=9 Cylindrisk whitworth-gevind Udvendig * 0,64033*F F 27,5 27,5 (DIN 11) Indvendig * 0,64033*F F 27,5 27,5 Q=10 Kegleformet whitworth-gevind Udvendig * 0,640327*F F 27,5 27,5 (DIN 2999) Q=11 Whitworth-rørgevind (DIN 259) Udvendig * 0,640327*F F 27,5 27,5 Indvendig * 0,640327*F F 27,5 27,5 Q=12 Unormerede gevind Q=13 UNC US-grovgevind Udvendig * 0,61343*F F Indvendig * 0,54127*F F Q=14 UNF US-fingevind Udvendig * 0,61343*F F Indvendig * 0,54127*F F Fortsættelse næste side Tabeller og oversigter
441 Gevindtype Q F P R A V Q=15 UNEF US-ekstrafingevind Udvendig * 0,61343*F F Indvendig * 0,54127*F F Q=16 NPT US-kegle rørgevind Udvendig * 0,8*F F Indvendig * 0,8*F F Q=17 NPTF US-kegle dryseal rørgevind Udvendig * 0,8*F F Indvendig * 0,8*F F Q=18 NPSC US-cylindrisk rørgevind med smørermiddel Udvendig * 0,8*F F Indvendig * 0,8*F F Q=19 NPFS US-cylindrisk rørgeind uden smøremiddel Udvendig * 0,8*F F Gevindstigning Indvendig * 0,8*F F Frigang- og gevind-parametre Q=2 Metrisk ISO gevind Diameter 1 0,25 1,1 0,25 1,2 0,25 1,4 0,3 1,6 0,35 1,8 0,35 2 0,4 2,2 0,45 2,5 0,45 3 0,5 3,5 0,6 4 0,7 4,5 0,75 5 0, ,25 9 1, ,5 11 1,5 12 1, ,5 Gevindstigning Diameter 20 2,5 22 2, ,5 33 3, ,5 45 4, ,5 60 5, Q=8 Cylindrisk rundgevind Diameter 12 2, , , , ,35 Gevindstigning Gevindstigning HEIDENHAIN CNC PILOT
442 11.1 Frigang- og gevind-parametre Q=9 Cylindrisk whitworth-gevind Gevindbe- Diameter Gevindtegnelse (i mm) stigning 1/4 6,35 1,27 5/16 7,938 1,411 3/8 9,525 1,588 7/16 11,113 1,814 1/2 12,7 2,117 5/8 15,876 2,309 3/4 19,051 2,54 7/8 22,226 2, ,401 3, /8 28,576 3, /4 31,751 3, /8 34,926 4, /2 38,101 4, /8 41,277 5,08 1 3/4 44,452 5,08 1 7/8 47,627 5, ,802 5, /4 57,152 6,35 2 1/2 63,502 6,35 2 3/4 69,853 7,257 Q=10 Kegleformet whitworth-gevind Gevindbe- Diameter Gevindtegnelse (i mm) stigning 1/16 7,723 0,907 1/8 9,728 0,907 1/4 13,157 1,337 3/8 16,662 1,337 1/2 20,995 1,814 3/4 26,441 1, ,249 2, /4 41,91 2, /2 47,803 2, ,614 2, /2 75,184 2, ,884 2, ,03 2, ,43 2, ,83 2,309 Q=11 Whitworth-rørgevind Gevindbe- Diameter Gevindtegnelse (i mm) steigung 1/8 9,728 0,907 1/4 13,157 1,337 3/8 16,662 1,337 1/2 20,995 1,814 5/8 22,911 1,814 3/4 26,441 1,814 7/8 30,201 1, ,249 2, /8 37,897 2, /4 41,91 2, /8 44,323 2, /2 47,803 2, /4 53,746 2, ,614 2, /4 65,71 2, /2 75,184 2, /4 81,534 2, ,884 2, /4 93,98 2, /2 100,33 2, /4 106,68 2, ,03 2, /2 125,73 2, ,43 2, /2 151,13 2, ,83 2,309 Q=13 UNC US-grovgevind Gevindbe- Diameter Gevindtegnelse (i mm) stigning 0,073 1,8542 0, ,086 2,1844 0, ,099 2,5146 0, ,112 2,8448 0,635 0,125 3,175 0,635 0,138 3,5052 0, ,164 4,1656 0, ,19 4,826 1, ,216 5,4864 1, Fortsættelse næste side Tabeller og oversigter
443 Gevindbe- Diameter Gevindtegnelse (i mm) stigning 1/4 6,35 1,27 5/16 7,9375 1, /8 9,525 1,5875 7/16 11,1125 1, /2 12,7 1, /16 14,2875 2, /8 15,875 2, /4 19,05 2,54 7/8 22,225 2, ,4 3, /8 28,575 3, /4 31,75 3, /8 34,925 4, /2 38,1 4, /4 44,45 5, ,8 5, /4 57,15 5, /2 63,5 6,35 2 3/4 69,85 6, ,2 6,35 3 1/4 82,55 6,35 3 1/2 88,9 6,35 3 3/4 95,25 6, ,6 6,35 Q=14 UNF US-fingevind Gevindbe- Diameter Gevindtegnelse (i mm) steigung 0,06 1,524 0,3175 0,073 1,8542 0, ,086 2,1844 0, ,099 2,5146 0, ,112 2,8448 0, ,125 3,175 0, ,138 3,5052 0,635 0,164 4,1656 0, ,19 4,826 0, ,216 5,4864 0, /4 6,35 0, /16 7,9375 1, /8 9,525 1, /16 11,1125 1,27 Gevindbe- Diameter Gevindtegnelse (i mm) stigning 1/2 12,7 1,27 9/16 14,2875 1, /8 15,875 1, /4 19,05 1,5875 7/8 22,225 1, ,4 1, /8 28,575 2, /4 31,75 2, /8 34,925 2, /2 38,1 2, Q=15 UNEF US-ekstrafingevind Gevindbe- Diameter Gevindtegnelse (i mm) stigning 0,216 5,4864 0, /4 6,35 0, /16 7,9375 0, /8 9,525 0, /16 11,1125 0, /2 12,7 0, /16 14,2875 1, /8 15,875 1, /16 17,4625 1, /4 19,05 1,27 13/16 20,6375 1,27 7/8 22,225 1,27 15/16 23,8125 1, ,4 1,27 1 1/16 26,9875 1, /8 28,575 1, /16 30,1625 1, /4 31,75 1, /16 33,3375 1, /8 34,925 1, /16 36,5125 1, /2 38,1 1, /16 39,6875 1, /8 41,275 1, /16 42,8625 1, /4 44,45 1, ,8 1, Frigang- og gevind-parametre HEIDENHAIN CNC PILOT
444 11.1 Frigang- og gevind-parametre Q=16 NPT US-kegle rørgevind Gevindbe- Diameter Gevindtegnelse (i mm) stigning 1/16 7,938 0, /8 10,287 0, /4 13,716 1, /8 17,145 1, /2 21,336 1, /4 26,67 1, ,401 2, /4 42,164 2, /2 48,26 2, ,325 2, /2 73,025 3, ,9 3, /2 101,6 3, ,3 3, ,3 3, ,275 3, ,075 3, ,05 3, ,85 3, ,6 3, ,4 3, ,2 3, ,0 3, ,6 3,175 Q=17 NPTF US-kegleformet dryseal rørgevind Gevindbe- Diameter Gevindtegnelse (i mm) stigning 1/16 7,938 0, /8 10,287 0, /4 13,716 1, /8 17,145 1, /2 21,336 1, /4 26,67 1, ,401 2, /4 42,164 2, /2 48,26 2, ,325 2, /2 73,025 3, ,9 3,175 Q=18 NPSC US-cylindrisk rørgevind med smørermiddel Gevindbe- Diameter Gevindtegnelse (i mm) stigning 1/8 10,287 0, /4 13,716 1, /8 17,145 1, /2 21,336 1, /4 26,67 1, ,401 2, /4 42,164 2, /2 48,26 2, ,325 2, /2 73,025 3, ,9 3, /2 101,6 3, ,3 3,175 Q=19 NPFS US-cylindrisk rørgeind uden smøremiddel Gevindbe- Diameter Gevindtegnelse (i mm) steigung 1/16 7,938 0, /8 10,287 0, /4 13,716 1, /8 17,145 1, /2 21,336 1, /4 26,67 1, ,401 2, Tabeller og oversigter
445 11.2 Tekniske informationer Grundudførelse Kan udvides Display Program-hukommelse CNC PILOT 4290 Banestyring med integreret motorregulering og integreret konverter 2 styrede akser X1 og Z1 på slæde 1 1 styret spindel til maximalt 10 styrekredse maximalt 6 slæder maximalt 4 spindler maximalt 2 C-akser 15 tommer TFT-fladbilledskærm Harddisk 11.2 Tekniske informationer Interpolation Retlinie i 2 hovedakser, som option i 3 hovedakse (maximal ±10m) Cirkel i 2 akser (cirkelradius maximal 100 m) C-akse Interpolation af lineærakser X og Z med C-akse Skruelinie Overlapning af cirkelbane og retlinie Look-ahead Fremadskuende beregning af banehastigheds-profil under hensyntagen af indtil 20 blokke Tilspænding Datainterface Maximal ilgang ved 0,001 mm opløsning: 400 m/min Indlæsning i mm/min eller mm/omdr. Konstant snithastighed Tilspænding med spånbryder nÿv.24/rs-232-c med maximal 38,4 kbaud Ethernet 100 Base T (maximal 100 MBaud) Printerudgang via serielt interface Tilbehør CNC PILOT 4290 DataPilot PC-software for programmering og udformning for drejebænk-styring CNC PILOT 4290: Programmering og programtest Programstyring Styring af driftsmiddeldata Datasikring Træning HEIDENHAIN CNC PILOT
446 11.2 Tekniske informationer Programmering CNC PILOT 4290 DIN-editor Programmering efter DIN DIN PLUS Cykler for konturbeskrivelse Indretnings-informationer om råemne, materiale værktøjer spændejern Udvidet kommandoforråd (IF...THEN...ELSE; WHILE...; SWITCH...CASE) Ført indlæsning og hjælpebilleder for hver programmeringsfunktion Underprogrammer og variabelprogrammering Kontrolgrafik for råemne- og færdigdel Parallelprogrammering Parallelsimulering Alfanumeriske programnavne Standard-råemneformer Indstikning Frigange Gevind Boremønster for ende- og cylinderflade hhv. XY- og ZY-planer Figurmønster for ende- og cylinderflade, hhv. XY- og ZY-planer Bearbejdningscykler TURN PLUS Grafisk programmering (option) Afspåningscykler på langs og plan Indstikscykler radialt og axialt Stikdrejecyklus radial og axial Frigangscykler Afstikkecyklus Gevindcykler radial og axial (flergængede, sammenkædede gevind, keglegevind, variabel stigning) Bore-, dybhulsbor-, og gevindborecykler (med/uden kompenserende patron) radialt og axialt (C-akse og Y-akse) Konturfræsning og lommefræsning radialt og axialt (C-akse og Y-akse) Fladefræsning, flerkantfræsning radialt og axialt (Y-akse) Geometrisk emnebeskrivelse for råemne- og færdigdel Grafisk geometriprogram for beregning og fremstilling også ikke målsatte konturpunkter i vilkårlig lang sammenkædning ÿmed enkel indlæsning normerede formelementer: Faser, rundinger, frigange, indstikning, gevind, pasninger Med enkel indlæsning af transformationer: Forskydning, drejning, spejling, mangfoldiggørelse Er ved beregnede koordinater flere geometriske løsninger mulig, bliver alle løsninger tilbudt for valg Tabeller og oversigter
447 Programmering CNC PILOT 4290 C-aksebearbejdning Y-aksebearbejdning Fremstilling og programmering i 3 billeder (ZX-, XC-, ZC-planer), såvel som cylinderflade-afvikling Bore- og figurmønstre i XC- og ZC-planer Bearbejdningscykler for boring og fræsning på ende- og cylinderflader Fremstilling og programmering i 3 billeder (ZX-, XY-, ZY-planer), såvel som cylinderflade-afvikling Bore- og figurmønstre i XY- og ZY-planer Bearbejdningscykler for boring og fræsning i XY- og ZY-planer TURN PLUS Grafisk-interaktiv afviklingsprogrammering (option) Afviklingsprogrammering i enkelte arbejdsgange for dreje-, C-akse-, Y- akse- og kompletbearbejdning med: Kald af værktøjer og snittdata Individuelt valg og bestemmelse af bearbejdningsart Direkte grafisk kontrol af den simulerede afspåning og efterfølgende korrekturmulighed Omspænding med maskinspecifikt expertprogram for bagfladebearbejdning Interaktiv generering af arbejdsblokke for omspænding og for den anden opspænding 11.2 Tekniske informationer TURN PLUS Automatisk DIN PLUS programgenerering (option) Automatisk NC-programfremstilling for dreje-, C-akse-, Y-akse- og kompletbearbejdning Automatisk værktæjsvalg Automatisk revolverbelægning Automatisk generering af produktionsafvikling in allen Bearbeitungsebenen automatische snitbegrænsning med spændejern Automatisk omspænding med maskinspecifikt expertprogram for bagfladebearbejdning Automatisk generering af arbejdsblokke for omspænding og for den anden opspænding Info-system Informationer om G-funktioner Understøttelse ved den grafiske programmering af TURN PLUS Understøttelse ved den interaktive afviklingsprogrammering af TURN PLUS Informationer om dparametre og driftsmiddeldata Kontex-sensitivt kald af info-systemer Temasøgning over indholdfortegnelse og index HEIDENHAIN CNC PILOT
448 11.2 Tekniske informationer Programmering CNC PILOT 4290 Måling (Option) I maskinen På eksterne målepladser Værktøjsovervågning Brugstidsovervågning For indretning af værktøjer og måling af emner i driftsarterne manuel og automatik med kontakt tastsystem Overtage måleresultaterne fra en ekstern måleindretning for forarbejdning af måledataerne i driftsart automatik : Maximalt 16 målepunkter Datainterface: V.24/RS-232-C Dataoverføringsprotokol: 3964-R Brugstidsovervågning efter tid og styktal Belastningsovervågning Værktøjs-inspektion Brud- og slitageovervågning med motorstrøm-udførelse maximalt 4 drev Fremstilling af belastningsværdier med bjælkegrafik eller streggrafik For kontrol af skærplatter under bearbejdningen; gentilkørsel til emnet på dem frikørselsvejen Tabeller og oversigter
449 11.3 Periferi interface På CNC PILOT en befinder sig følgende stik for tilslutning af pereferiudstyr eller PC er såvel som for integration af styringen i netværk. Hvilke stik der er til rådighed på drejebænken, finder De i maskin-håndbogen. Serielt interface Stiktype: 9 polet SUB-D han Pin Signal RS232 2 TxD Transmit Data 3 RxD Receive Data 4 DTR Data Terminal Ready 5 GND Signal-Ground 6 DSR Data Set Ready 7 RTS Request to Send 8 CTS Clear to Send Hus Udvendig skærm På grund af direkte galvanisk forbindelse med den eksterne PC kan forskellige referenceniveauer i netfoprsyningen føre forstyrrelser på interfacet. Forholdsregler: Brug såvidt mulig servicestikdåsen på maskinen til PC en. Forbindelser isættes/udtages kun med udkoblet Maschine og udkoblet PC er. Overskrid ikke kabellængder på 20 m hhv. ved kraftig EMV-støjomgivelse anvendes kortere kabellængder. Anbefaling: Brug en adapter med galvanisk adskillelse. Ethernet-interface Stiktype: RJ45-tilslutning hun Pin Belægning 1 Tx+ 2 Tx 3 REC+ 4 Ikke i brug 5 Ikke i brug 6 REC 7 Ikke i brug 8 Ikke i brug Hus Udvendig skærm 11.3 Pereferi interface HEIDENHAIN CNC PILOT
450
451 Symboler #-Variable Ind-/udlæsning Programmering Ved NC-programoversættelse $ Slædekendetegn Editering Udførelse / Udblændeplaner Editering Udførelse ? VGP forenklet geometri-programmering D-billede akse-bearbejdning Cyklus G Cyklus G er-felt A AAG Åbne konturer 66 Absolutte koordinater... 7 Acceleration (slope) G Additive korrekturer Indlæse Korrektur G Korrektur G149-Geo Vise Adresseparameter Grundlaget 64 Programmering Advarsler (simulering) Ækvidistant Ændre TURN PLUS kontur Afbrudt tilspænding G Affase DIN PLUS cyklus G TURN PLUS formelement Afgrate DIN PLUS fræsecyklus G TURN PLUS bearbejdningsattribut Afsnit-kendetegn DIN PLUS Indlæse geometri-menu Indlæse hovedmenu Oversigt Afstikkeværktøj Afstikning (IAG) Standardbearbejdning Afstikningskontrol pr. slæbefejlsovervågning G pr. spindelovervågning G Værdier for afstikkontrol G Aksebetegnelser... 7 Akselbearbejdning (TURN PLUS) Bearbejdningsanvisninger Klargøring Akt.værdi i variable G Akt.værdivisning Aktivt værktøj Anløb (gevind) Anslagsværktøj Anvisninger, indlæsning Arbejdsplangenerering TURN PLUS AAG IAG Arbejdsvindue Arten af belastningsovervågning G Attribute for overlapningselementer G39-Geo for TURN PLUS konturer Automatikdrift Automatisk arbejdsplangenerering (AAG) B Bagfladebearbejdning DIN PLUS Programmere afsnits-kendetegn Afsnits-kendetegn Index HEIDENHAIN CNC PILOT 4290 I
452 Index Eksempel med én spindel Eksempel med modspindel Elementer i ende-/bagfladekontur TURN PLUS Bearbejdningsanvisning Bearbejdningsfølge Basisblokdrift Automatikdrift Simulering Basisblokvisning Automatikdrift Simulering Bearbejdning DIN PLUS Afsnit-kendetegn 83 Bearbejdnings kommandoer Bearbejdnings-menu Bearbejdningsanvisninger (TURN PLUS) Bearbejdningsarter (teknologi-databank) Bearbejdningsarter TURN PLUS IAG Boring Fræsning Gevind Skrubbe Slette Stikning Bearbejdningscyklus, programmering Anvisninger for programmering Programmeringseksempel Bearbejdningsfølge AAG Editering Generelt Liste for Styre Bearbejdnings-parameter Bearbejdningsplaner Bearbejdningsretning af kontur Bearbejdnings-simulering Belastningsovervågning Arbejde med Arten af belastningsovervågning G Editere grænseværdier Grundlaget Overvågningszone, fastlægge G Parametre for Produktion under Programmering Referencebearbejdning Referencebearbejdning, analysere Beskrivelsesretning af kontur Beskyttelseszone Beskyttelseszone-overvågning (simulering) fastlægge udkoble G Betjening Dataindlæsning Funktionsvalg Kontaktflader Listeoperationer Menuliste Softkeyliste Betjeningselementer Betjeningsfelt Billedskærm Maskinbetjeningsfelt Touch-Pad Bevægelses-simulering Biblioteker, frigivne Billede forstørre/formindske Simulering TURN PLUS Billeder for maskinvisning Billedfremstilling Billedskærms display DIN PLUS billedskærm Generelt Simulerings-billedskærm 196 Billedudsnit, vælge Simulering II Index
453 TURN PLUS Blokbearbejdning Blokke, udskifte Indføje, kopiere, slette Blokdisplay Indstilling Skriftstørrelse Bloknummer Grundlaget Nummerering Blokreferencer Bearbejdningscykler Konturvisning Borebearbejdning DIN PLUS Boring (centreret) G49-Geo 91 Cyklus boring G Cyklus dybhulboring G Cyklus gevindboring G Cyklus gevindboring G Cyklus udboring, undersænkning G Cylinderflade G310-Geo Endeflade-/bagflade G300-Geo Grundlaget TURN PLUS Bearbejdningsattribut Boring cylinderflade Boring ende-/bagflade Centrisk boring IAG borebearbejdning IAG centrisk forboring Borgevindbor Bornotfræser Borværktøjer Bruger, indføre Brugerberettigelse Brugerbillede, konfigurere Brugerhjælp (TURN PLUS) Bruger-kommunikation Brugstidsstyring Data i værktøjs-databank I automatikdrift Indføre parametre Værktøjs-diagnosebits Vise data Buer. Se cirkelbuer Byte C C-akse C-vinkelforskydning G Grundlaget... 3 Konfigurering Konturer for Normere G Nulpunkt-forskydning G Referencediameter G Udvælge G Vinkelangivelse... 7 Centrerer Centrering DIN PLUS cyklus G TURN PLUS Cylinderflade Ende-/bagflade Formelement IAG-bearbejdning Centrerkegle Centrerspids Centrisk forboring (IAG) Cirkelbue DIN PLUS Cylinderflade G112, G Cylinderfladekontur G112-, G113-Geo Drejebearbejdning G2, G3, G12, G Drejekontur G2-, G3-, G12-, G13-Geo 85 Ende-/bagflade G102, G Ende-/bagfladekontur G102-, G103-Geo 97 Index HEIDENHAIN CNC PILOT 4290 III
454 Index TURN PLUS Cylinderflade Ende-/bagflade Grundkontur Cirkelinterpolation Cirkulær not DIN PLUS Cylinderflade G312-/G313-Geo Endeflade G302-/G303-Geo i cirkulære mønstre TURN PLUS Cylinderflade Ende-/bagflade Cirkulærbevægelse. Se cirkelbuer Cirkulært mønster med cirkulære noter Cirkulært mønster Se mønstre Cursor Cyklusende G Cyklus-specifikation (TURN PLUS IAG) Cylinderflade Bearbejdningskommando Cylinder-vindue (simulering) Konturkommando Koordinatangivelse Referencediameter G TURN PLUS konturer D Dataoverførsel Generelt Indstillinger for FTP Indstillinger for WINDOWS-netværk Installation af Transfer-bibliotek DataPilot Datasikring Driftsart transfer Generelt Dataudveksling (transfer) Dato indstilling Debug Defaultværdi Delautomatik (IAG) Delta-bor Den sædvanlige DIN-programmering 60 Diagnose Dialogbox Dialogtekst ved underprogrammer Digitalisering (TURN PLUS brugerhjælp) DIN PLUS Billedskærm Editor Grundlaget... 2 Hovedmenu Koncept Parallel-editering Programmering Display DIN PLUS kontur-visning Maskindisplay Betydning af displayelementet Displayfelter, definere Omskift til automatikdrift Omskift til manuel styring Blokvisning Simulering Anvisninger for visning 198 Fremstillingselementer Drejecykler enkle konturhenførte Drejegriber Drejekonturer Drejeværktøj Drejning (TURN PLUS kontur) Driftsarter Automatikdrift DIN PLUS IV Index
455 Driftsartvalg Manuel styring Oversigt... 5 Parameter Service og diagnose Simulering Transfer TURN PLUS Duplikering (TURN PLUS konturer) Dvæletid G D-visning Dybhulboring G E Editering Editeringskontakt Eksempler Bearbejdningscyklus, programmering 184 DIN PLUS programmering Kompletbearbejdning med én spindel Kompletbearbejdning med modspindel Konturgentagelser TURN PLUS Elementer i DIN-programmet Element-opmåling (simulering) Emne, spænde (TURN PLUS) Emnegruppe G Emnehandlingsystem Emne-nulpunkt Grundlaget... 9 Indlæse Parameter Emneoverdragelse Afstikkekontrol ved hjælp af slæbefejlsovervågning Afstikkekontrol ved hjælp af spindelovervågning G C-vinkeloffset G Køre til fastanslag G Registrere vinkelforskydning ved spindelsynkronløb G Spindelsynkronisering G Værdier for afstikkontrol G Endeflade Afsnit-kendetegn Bearbejdning Grundlaget Konturbeskrivelse Endeflademedbringer Endeflade-vindue (simulering) Endekontakt-overvågning i simulering Enkeltblokdrift Automatikdrift Simulering Enkeltboring (TURN PLUS) Enkle-værktøjer Indretning Programmering Ensidig synkronisering G ESC-taste Ethernet-interface Overførselsmetode med Stik-forbindelser Expertprogrammer Extension Externe underprogrammer F Færdigdel-kontur Afsnitskendetegn FÆRDIGDEL Grundlaget TURN PLUS Fastanslag, kør til.. G Fastordlister F-display Fejl-logfile Fejlmelding (simulering) Fejlmelding File transfer protokol (FTP) Index HEIDENHAIN CNC PILOT 4290 V
456 Index Filer sende/modtage Filer-/udlæse (NC-program) Filindlæsetastatur... 2 Filindlæsning Fil-organisation Filtyper Firkant DIN PLUS Cylinderflade G315-Geo Ende-/bagflade G305-Geo TURN PLUS Cylinderflade Ende-/bagflade Fjerndiagnose Flade fræsning IAG skrubbe/slette TURN PLUS bearbejdningsattribut Fladundersænker 371 Fladundersænkning (IAG) Fødedel cylinder/rør G20-Geo Forbinde (TURN PLUS konturer) Forboring (IAG) Forgrening Grundlaget Programmering Forlæg styring Formelementer DIN PLUS TURN PLUS Forskyde (TURN PLUS kontur) Forskyde konturen G Forskyde programblokke Forstyring G Fortolkningsstop Fortolkningsstop G Variabelprogrammering Fræsebearbejdning DIN PLUS Grundlaget Konturfræsning G Lommefræsning skrubbe G Lommefræsning slette G TURN PLUS Bearbejdningsattribut IAG fræsning Fræsecykler DIN PLUS Konturfræsning G Lommefræsning slette G Lommefræsning skrubbe G TURN PLUS Afgrate Fladefræsning Gravere Konturfræsning 303 Fræsedybde DIN PLUS TURN PLUS cylinderflade TURN PLUS ende-/bagflade Fræseretning (DIN PLUS) Cyklus G Cyklus G Cyklus G Fræserradiuskompensation Grundlaget Programmering Fræsestift 372 Fræseværktøjer 372 Fremrykning Fri editering Grundlaget Menupunkt Fridrejning Formelement G23-Geo TURN PLUS formelement Frigang DIN PLUS Cyklus G VI Index
457 Definition med G25-Geo DIN 509 E DIN 509 F DIN Form H Form K Form U TURN PLUS DIN 509 E DIN 509 F DIN Form H Form K Form U Frigangs-parameter DIN 509 E DIN 509 F DIN Frigive Frigivenavn kommunikationspartner Frigive-password (netværk) Frigivne biblioteker Frigiveoversigt (maskin-display) FTP (fil transfer protokol) Fuldkreds DIN PLUS Cylinderflade G314-Geo Ende-/bagflade G304-Geo TURN PLUS Cylinderflade Ende-/bagflade G Genstart Gentagelsesfaktor underprogrammer Geometri (i hovedmenu) Geometri kommando (DIN PLUS) Gevind DIN PLUS Enkeltvej G Generel G37-Geo Gevindboring G Gevindcyklus G Gevindcyklus, enkel... G med frigang G24-Geo Standard G34-Geo TURN PLUS Bearbejdningsattribut Formelement IAG-bearbejdning Gevindbor 371 Gevindboring DIN PLUS Cyklus G Gevind, konturhenført G TURN PLUS Centrisk boring Cylinderflade Ende-/bagflade IAG-bearbejdning Gevindfræser 372 Gevindfrigang Gevind-parametre 424 Gevindstigning Gevindværktøj standard G-funktioner Manuel drejebearbejdning Valg fra listen over bearbejdningsfunktioner Valg fra listen over geometri-funktioner G-funktioner bearbejdning G0 Ilgang G1 Lineærbevægelse G100 Ilgang ende-/bagflade G101 Lineær ende-/bagflade G102 Cirkelbuer ende-/bagflade G103 Cirkelbuer ende-/bagflade G110 Ilgang cylinderflade Index HEIDENHAIN CNC PILOT 4290 VII
458 Index G111 Lineær cylinderflade G112 Cirkulær cylinderflade G113 Cirkulær cylinderflade G119 Vælge C-akse G12 Cirkulærbevægelse G120 Referencediameter G121 Kontur omklapning G13 Cirkulærbevægelse G14 Værktøjsskiftepunkt G147 Sikkerhedsafstand (fræsebearbejdning) G148 Skift af skærkorrektur G149 Additiv korrektur G15 Køre rundakse G150 Omregning af højre værktøjsspids G151 omregning venstre værktøjsspids G152 Nulpunktforskydning C-akse G153 Normere C-akse G162 Fastlægge synkronmærke G192 Minuttilspænding rundakse G2 Cirkulærbevægelse G204 Vente på tidspunkt G26 Omdr.talbegrænsning G3 Cirkulærbevægelse G30 Konvertere og spejle G31 Gevindcyklus 140 G32 Enkel gevindcyklus G33 Gevind enkeltvej G36 Gevindboring G4 Dvæletid G40 SRK/FRK udkoble G41 SRK/FRK indkoble G42 SRK/FRK indkoble G47 Sikkerhedsafstand G48 Acceleration (Slope) G50 Udkoble sletspån G51 Nulpunktforskydning G52 Udkoble sletspån G53 Parameterafhængig nulpunktforskydning G54 Parameterafhængig nulpunktforskydning G55 Parameterafhængig nulpunktforskydning G56 Nulpunktforskydning additiv G57 Sletspån akseparallel G58 Sletspån konturparallel G59 Nulpunktforskydning absolut G60 Udkoble beskyttelseszone G62 Ensidig synkronisering G63 Synkronstart af veje G64 Afbrudt tilspænding G65 Spændejern G7 Præc.stop inde G701 Ilgang i maskinkoordinater G702 Konturefterføring sikre/indlægge G703 Konturefterføring G706 K-default-forgrening G71 Borecyklus G710 Kæde af værktøjsmål G717 Aktualisere sollværdier G718 Udkøre slæbefejl G72 Udboring, undersænkning G720 Spindelsynkronisering G73 Gevindboring G74 Dybhulborecyklus G8 Præc.stop ude G80 Cyklusende G81 Enkel drejning på langs G810 På langs-skrubning G82 Enkel plandrejning G820 Plan-skrubbe G83 Konturgentagelsescyklus G830 Konturparallel-skrubning G835 Konturparallelt med neutralt vrkt G840 Konturfræsning G845 Lommefræsning skrubbe G846 Lommefræsning slette G85 Frigangscyklus VIII Index
459 G86 Enkel indstikcyklus G860 Indstikning konturhenført G866 Indstikcyklus G869 Stikdrejecyklus 130 G87 Strækning med radius G88 Strækning med affase G890 Kontur-sletfræs G9 Præc.stop G901 Akt.værdi i variable G902 Nulpunkt-forskydning i variable G903 Slæbefejl i variable G905 C-vinkelforskydning G906 Vinkelforskydnig spindelsynkronløb, registrere G907 Omdr.talovervågning blokvis ude G908 Tilspændingsoverlapning 100% G909 Fortolkningsstop G910 Inprocesmåling, indkoble G912 Akt.værdioptagelse inprocesmåling G913 Inprocesmåling, udkoble G914 Frikøre måletaster G915 Postprocesmåling G916 Kør til fastanslag G917 Afstikkekontrol G918 Forstyring G919 Spindeloverride 100% G920 Nulpunktforskydninger, deaktivere G921 Nulpunktforsk., vrkt.-længde, deaktivere G93 Tilsp. pr. tand G94 Tilspænding konstant G95 Tilspænding pr. omdr G96 Konstant snithastighed G97 Omdr.tal G975 Slæbefejlsgrænse G98 Spindel med emne G980 Nulpunktforskydninger, aktivere G981 Nulpunktforsk., vrkt.-længde aktivere G99 Emnegruppe G991 Afstikningskontrol spindelovervågning G992 Værdier for afstikningskontrol G995 Overvågningszone, fastlægge G996 Arten af belastningsovervågning G-funktioner konturbeskrivelse G0-Geo startpunkt kontur G100-Geo startpunkt endeflade G101-Geo strækning endeflade G102-Geo cirkelbue endeflade G103-Geo cirkelbue endeflade G10-Geo grovdybde G110-Geo startpunkt cylinderflade G111-Geo strækning cylinderflade G112-Geo cirkelbue cylinderflade G113-Geo cirkelbue cylinderflade G12-Geo cirkelbue G13-Geo cirkelbue G149-Geo Additiv korrektur G1-Geo strækning G20-Geo fødedel cylinder/rør G21-Geo støbt emne G22-Geo indstikning (standard) G23-Geo Indstikning (generel) G24-Geo Gevind med frigang G25-Geo frigangskontur G2-Geo cirkelbue G300-Geo boring endeflade G301-Geo Lineær not endeflade G302-Geo Cirkulær not endeflade G303-Geo Cirkulær not endeflade G304-Geo fuldkreds endeflade G305-Geo firkant endeflade G307-Geo mangekant endeflade G308-Geo start lommee/ø G309-Geo Ende lomme/ø G310-Geo boring cylinderflade G311-Geo Lineær not cylinderflade G312 Geo Cirkulær not cylinderflade G313-Geo Cirkulær not cylinderflade Index HEIDENHAIN CNC PILOT 4290 IX
460 Index G314-Geo fuldkreds cylinderflade G315-Geo firkant cylinderflade G317-Geo mangekant cylinderflade G34-Geo Gevind (standard) G37-Geo Gevind (generel) G38-Geo tilspændingsreducering G39-Geo Attribute for overlapningselementer G3-Geo cirkelbue G401-Geo Mønster lineær endeflade G402-Geo Mønster cirkulær endeflade G411-Geo Mønster lineær cylinderflade G412-Geo Mønster cirkulær cylinderflade G49-Geo Boring (centrisk) G7-Geo Præc.stop inde G95-Geo Tilspænding pr. omdr G9-Geo præc.stop blokvis Grafik (DIN PLUS) Grafik-vindue Grafisk visning Gravere DIN PLUS cyklus G TURN PLUS Bearbejdningsattribut IAG-bearbejdning Grovdybde Bearbejdningsparameter DIN PLUS kommando G10-Geo TURN PLUS attribut Grundkontur (TURN PLUS) H Håndhjul Håndretningstaster Henf.punkt fastlægge/ophæve (simulering) Henføringsplan, indstille (TURN PLUS) Hjælp Hjælpeakse Hjælpeakser Hjælpekommandoer for konturbeskrivelse Hjælpekontur Afsnit-kendetegn 83 i simualering Indlæsning af afsnit-kendetegn Hovedakser Anordning... 7 Grundlaget Hovedskær Hovedtilspænding I IAG Identnummer Spændejern Værktøj IF.. Programforgrening Ilgang Cylinderflade G Ende-/bagflade G I maskinkoordinater G Ilgang G Ilgangsveje (simulering) Ind-/udlæsning Bruger-kommunikation Programmering Tidspunkt for Indføje (TURN PLUS kontur) Indkobling 22 Indlæsefelt Indlæsefinhed Indlæsevindue Indretning DIN PLUS programhoved Indretnings-funktioner Indretnings-parametre 351 TURN PLUS programhoved Indretning af maskinmål 38 Indretning af spændejernstabel Indstikning X Index
461 DIN PLUS Enkel G Enkel G Indstikcyklus G Indstiks-kontur (generel) G23-Geo Indstiks-kontur (standard) G22-Geo Konturhenført indstikning G TURN PLUS Formelement generel indstikning Formelement indstikning form F (fridrejning) Formelement indstikning form S (sikringsring) IAG-bearbejdning Indstikning form D (tætningsring) 235 Indstiksværktøj Indv.bearbejdning (TURN PLUS bearbejdningsanvis.) Informationer uløste geometrielementer Informationer i variable Info-system Inkremental adresseparameter Kendetegn Programmering Inkrementale koordinater 8 Inprocesmåling Akt.værdioptagelse med.. G indkoble G Måletaster, frikøre G udkoble G INPUT (indlæsning #-variable) INPUTA (indlæsning V-variable) Inspektionsdrift Inspektor (TURN PLUS brugerhjælp) Installation af dataoverførsel INS-taste Integer-variable Interaktiv arbejdsplangenerering (IAG) Interface Ethernet Stik-forbindelser Overførselsmetode med Seriel Generelt Konfigurering Stik-forbindelser Intern fejl 18 Invertering (TURN PLUS kontur) J Jogtasten K Kæder af værktøjsmål G Kegleundersænker 371 Kegleundersænkning (IAG) 295 Kildeblokvisning simulering Klargøre (TURN PLUS) Kølemiddel Teknologi-databank TURN PLUS Kommentarer Grundlaget Indlæse geometri-menu Indlæsning af bearbejdnings-menu Komplet bearbejdning Grundlaget... 4 i DIN PLUS TURN PLUS AAG Bearbejdningsanvisning AAG bearbejdningsfølge Konfigurering DIN PLUS brugerbillede TURN PLUS Konstant snithastighed Gx Kontaktflader Kontinuerlig tilspænding (manuel styring) Kontrol af NC-programafvikling Kontrolgrafik (TURN PLUS) Kontur Afsnitskendetegn i DIN PLUS Index HEIDENHAIN CNC PILOT 4290 XI
462 Index Kontur-simulering Konturvalg (simulering) Kontur-visning aktivere/aktualisere Kontur-visning, indkoble omklappe G Kontur bearbejdning, tilordning Konturbearbejdning (sletning) IAG Konturdefinition DIN PLUS Cylinderflade Ende-/bagflade Geometri-menu Grundlaget Hovedmenu Rå-/færdigdelkontur TURN PLUS Ændre konturer Cylinderflade Ende-/bagflade Formelementer, indlæse Grundlaget emnebeskrivelse Indlæse grundkontur Kontrollere konturelementer Råemnekontur Konturefterføring Grundlaget i simulering Konturefterføring G Konturefterføring sikre/indlægge G Konturer for drejebearbejdning Konturfræsning DIN PLUS cyklus G TURN PLUS Bearbejdningsattribut IAG-bearbejdning Konturfrembringelse i simulering 67 Konturgentagelse (DIN PLUS eksempel) Konturgentagelsescyklus G Konturhenførte drejecykler 122 Konturparallel-skrubning DIN PLUS Cyklus G med neutralt vrkt. cyklus G TURN PLUS IAG-bearbejdning Konturstikning (IAG) Konvertering (parameter og driftsmiddel) Konvertering og spejling G Koordinater Absolutte Grundlaget Inkrementale Koordinatsystem... 7 Polære Programmering af Kopierværktøj Kørnerspids Korrektur Additiv korrektur G Additiv korrektur G149-Geo Indlæse Korrketurværdier L Langsdrejning enkel G Lineær not DIN PLUS Cylinderflade G311-Geo Ende-/bagflade G301-Geo TURN PLUS Cylinderflade Ende-/bagflade Lineær- og rundakser 62 Lineærbevægelse. Se strækning Lineært mønster. Se mønstre L-kald Logfile Lokale underprogrammer Lokale variable Lommefræsning XII Index
463 Fræsekontur lomme Slette G Skrubbe G Lommeregner (TURN PLUS brugerhjælp) Lup Automatikdrift (grafisk visning) Simulering TURN PLUS kontrolgrafik M Måleenheder i DIN PLUS-program Målesystem, fastlægge Oversigt... 8 Måleoptik Måletaster Inprocesmåling med Værktøj Værktøjs måling med Måling Inprocesmåling Postprocesmåling TURN PLUS bearbejdningsattribut Mangekant DIN PLUS Cylinderflade G317-Geo Ende-/bagflade G307-Geo TURN PLUS Cylinderflade Ende-/bagflade Manuel styrings-funktioner Maskinbetjeningsfelt Maskindata Maskindisplay Definere display Displayelementer Grundlaget Indstilling/omskiftning Maskinhenf.punkter... 9 Maskinkommandoer 183 Maskin-nulpunkt... 9 Maskin-parameter Matematiske funktioner Matematiske udtryk Indlæse bearbejdnings-menu Indlæse geometri-menu Materiale (teknologi-databank) Materiale-betegnelser Mellemkonturer Menupunkter Menuvalg Metrisk Målesystem automatikdrift Målesystem BA manuel styring Målesystem, fastlægge Oversigt over måleenheder... 8 Minuttilspænding Lineærakser G Manuel styring Rundakser G M-kommando i manuel styring Indlæsning M00 program stop M01 valgfrit stop M30 Programende M97 Synkronfunktion 183 M99 Programende med tilbagespring TURN PLUS IAG-specialbearbejdning TURN PLUS programhoved Mønster DIN PLUS Cirkulær cylinderflade G412-Geo Cirkulær ende-/bagflade G402-Geo Lineær cylinderflade G411-Geo Lineær ende-/bagflade G401-Geo TURN PLUS Cirkulær cylinderflade Index HEIDENHAIN CNC PILOT 4290 XIII
464 Index Cirkulær Ende-/bagflade Lineær cylinderflade Lineær ende-/bagflade Multi-værktøjer Definition af Programmering af N Navigering NC-adresseparameter NC-anboring G NC-blokke Anlægge, slette Grundlaget Nummerere NC-kommando Ændre, slette Grundlaget NC-program-afsnit NC-programafvikling, kontrollere NC-program-forspænding NC-programstyring NC-programudførelse NC-underprogrammer Negative X-koordinater Netværk Indstillinger (diagnose) Installere Oversigt Noter DIN PLUS Cirkulær not cylinderflade G312-/G313-Geo 104 Cirkulær not ende-/bagflade G302-/G303- Geo Lineær not cylinderflade G311-Geo 104 Lineær not ende-/bagflade G301-Geo 99 TURN PLUS Cirkulær not cylinderflade Cirkulær not ende-/bagflade Lineær not cylinderflade Lineær not ende-/bagflade Nulpunkt Ændre i TURN PLUS C-akse Emne-nulpunkt... 9 Forskydning absolut G Forskydning additiv G Forskydning C-akse G Forskydning deaktivere G Forskydning i simulering Forskydning i variable G Forskydning parameterafhængig G53..G Forskydning, aktivere G Forskydning, Vrkt.-længde aktivere G Forskydning, vrkt.-længde deaktivere G Forskydninger, oversigt Forskydningng relativ G Maskin-nulpunkt... 9 Nystart (NC-programmer) O Ø (DIN PLUS) OK-kontaktfelt Omdrejningstal Konstant snithastighed Gx Omdr.tal Gx Omdr.talbegrænsning Gx Omdr.taloverlapning Omdr.talovervågning blokvis fra G Omdrejningstilspænding Omregning venstre/højre værktøjsspids G Omspænde Opløse (TURN PLUS) Opmåling (simulering) Optioner... 6 Optioner, visning af Organisering (filstyring) Overdrageværdier underprogrammer Overførselsforløb XIV Index
465 Overlapningselement (TURN PLUS) Cirkelbuer Kile Lineære/cirkulære overlapninger Ponton Overløb, gevwind Oversættelse af NC-programmer Oversigt over G-kommandoer... 3 P Paddehatværktøj Parallelarbejde Parallel-editering (DIN PLUS) Parameterafhængig nulpunktforskydning G53..G Parameterbeskrivelse underprogrammer Parameterværdier, læse (DIN PLUS) Parametre Bearbejdnings-parameter Beskyttede parametre C-akse-parameter Editering Indretnings-parametre 351 Lineærakse-parameter Maskin-parametre Parametergrupper 334 Spindel-parametre Styrings-parametre 344 Parametre/driftsmiddel Konvertering Overføre Sikre Passninger IAG målesnit TURN PLUS boringer Password Periferi interface Placering af fræsekontur DIN PLUS TURN PLUS cylinderflade TURN PLUS ende-/bagflade Plandrejning enkel G Plan-skrubning G PLC-melding Polarkoordinater... 8 Positions-Sollværdier, aktualisere G Positionsvisning Postprocesmåling Cyklus G Status Præc.stop blokvis G blokvis G9-Geo inde G inde G7-Geo TURN PLUS attribut Ude G ude G8-Geo PRINT (udlæsning #-variable) 173 PRINTA (udlæsning V-variable) Printer Program hold M Program-afsnitskendetegn Programafvikling, influere på Programforgrening IF Programforgrening, SWITCH Programgentagelse, WHILE Programhoved DIN PLUS TURN PLUS Programlager Programmende med tilbagespring M Programnummer Programoversættelse Programudførelse Programvalg Pull-down-menu Punkt-opmåling (simulering) Punktstandsning Index HEIDENHAIN CNC PILOT 4290 XV
466 Index R Radius G RÅEMNE (afsnit-kendetegn) 83 Råemne-attribute (TURN PLUS) Råemnekontur DIN PLUS Grundlaget Råemnebeskrivelse 84 TURN PLUS Indlæsning af Konturelement Råemnekontur, ændre Real-variable Referencediameter Afsnit-kendetegn 75 Referencediameter G Referencekørsel Referenceplan Afsnit-kendetegn 75 Referenceplan G Referencepunkt... 9 Regelmæssig firkant. Se mangekant Reifning Cyklus G IAG-bearbejdning Restkonturbearbejdning DIN PLUS restsletning TURN PLUS IAG konturparallel skrubning IAG slette IAG snitbegrænsning IAG skrubbe Restvejsvisning RETURN (afsnits-kendetegn) Revolver DIN PLUS afsnits-kendetegn DIN PLUS værktøjsprogrammering TURN PLUS revolverbestykning Rivval Rør (TURN PLUS) Rulleteringsværktøj Rundakse Grundlaget kørsel G Minuttilspænding rundakse G Runding DIN PLUS cyklus G TURN PLUS formelement Rundsavblad 372 S Sammenkædede konturer Selvholdende adresseparameter Selvholdende G-funktioner Serielt interface Generelt Konfigurering Stikforbindelser Service-funktioner Servicesystem Sidebearbejdningsretning (NBR) 381 Sidebillede (YZ) (Simulering) Sidetilspænding Sikkerhedsafstand Drejebearbejdning G Fræsebearbejdning G Sikringsring (TURN PLUS) Simulering 3D-billede Bearbejdnings-simulering Beskyttelseszone- og endekontakt-overvågning Bevægelses-simulering Billedskærm-indhold Cylinder-vindue Driftsart Endeflade-vindue Fejl og advarsler Fremstillingselementer XVI Index
467 Hovedmenu Konturfrembringelse i simulering 205 Kontur-simulering Linie- og sporfremstilling Lup NC-programafvikling, kontrollere Opmåling Sidebillede (YZ) Spændejern-fremstilling Synkronpunktanalyse Tidsberegning TURN PLUS kontrolgrafik Værktøjs-fremstilling Vise Skærkorrektur G Skærmateriale Fastlægge betegnelser Teknologi-databank Skærnummer Skærradiuskompensation Grundlaget Programmering Skærsporfremstilling Skaftfræser Skift af skærkorrektur G Skillepunkt TURN PLUS attribut TURN PLUS bearbejdningsanvisning Skivefræser Skridtbrede NC-bloknummer Skrubbe DIN PLUS Konturparallel med neutralt værkt. G Konturparallel-skrubning G Skrubning på langs G Plan-skrubning G TURN PLUS Udfræsning neutralt vrkt Automatisk Konturparallelt På langs, plan Skrubning på langs G Skrubværktøj Slæbefejl -grænse G i variable G udkørsel G Slædedisplay Slædekendetegn Betinget blokudførelse Grundlaget Programmering Slædeskiftetaste Slædesynkronisering Ensidig synkronisering G Fastlæg synkronmærke G Generelt Synkronstart af veje G Sletspån Akseparallelt G Blokvis G52-Geo Konturparallelt (ækvidistant) G TURN PLUS attribut Udkoble G Slette TURN PLUS elementindlæsning TURN PLUS kontur manipulering Slette DIN PLUS Slettilspænding Cyklus G TURN PLUS-IAG Udfræsning (neutralt vrkt.) Frigang Konturbearbejdning (G890) Pasningsdrejning Restkonturbearbejdning Slette spændeplan Index HEIDENHAIN CNC PILOT 4290 XVII
468 Index Sletværktøj Slut Afsnits-kendetegn Lomme/Ø G309-Geo Smedet emne (TURN PLUS) Snitbegrænsning Fastlægge/ændre (TURN PLUS) Ved klargøring (TURN PLUS) ved restskrubning (TURN PLUS) Snitdata (TURN PLUS IAG) Snitfremstilling Snithastighed Manuel styring Teknologi-databank Snitværdier Fremskaffe i TURN PLUS Teknologi-databank Softkeyliste Software-endekontakt Manuel styring Referencekørsel Software-handshake (dataoverførsel) Søgefunktioner Sollværdier, aktualisere G Spændejern DIN PLUS afsnits-kendetegn Referencepunkt vise G Spændejerns-databank Centrerkegle Centrerpatron Centrerspids Drejegriber Endeflademedbringer Generelt Identnummer spændejern Kørnerspids Oversigt over spændejernstyper Oversigt spændejernstyper Spændebakker Spændedorn Spændejerns-editor Spændejernslister Spændetang Sppændejernsltype Specialbearbejdninger (IAG) Spindel med emne G Spindelomdr.tal Spindeloverride 100% G Spindelskiftetaste Spindelsynkronisering G Spindeltaster Spindeltilstand Spindelvisning Spiralbor Spjling DIN PLUS Kontur omklappe G Konvertering og spejling G TURN PLUS Hjælpefunktion Manipulering af konturer Sprog, indstilling Stænger (TURN PLUS) Start lomme/ø G308-Geo Startbloksøgning Startpunkt kontur DIN PLUS Cylinderflade G110-Geo Drejekontur G0-Geo Ende-/bagflade G100-Geo Vise TURN PLUS Cylinderflade Ende-/bagflade Grundkontur Sti XVIII Index
469 Stik-bearbejdning DIN PLUS Indstikcyklus G Indstikning G TURN PLUS IAG indstikning IAG konturstikning Stikdrejeværktøj Stikdrejning DIN PLUS cyklus G IAG-bearbejdning Støbedel DIN PLUS råemne G21-Geo TURN PLUS råemne Strækning DIN PLUS Cylinderflade G Cylinderfladekontur G111-Geo Drejekontur G1-Geo Ende-/bagflade G Ende-/bagfladekontur G101-Geo Lineærbevægelse G med affasning G med radius G TURN PLUS Cylinderflade Drejekontur Ende-/bagflade Strækningsmål Struktureret DIN PLUS program Styktalsovervågning Styktal i variable Styktalangivelse Styktalinformationer Styktidsinformationer Styring af programafvikling Styrings-parameter Svingposition værktøjsholder SWITCH..CASE programforgrening Synkronisering Fastlæg synkronmærke G Synkronfunktion M Synkronisering, spindel G Synkronstart af veje G Synkronpunktanalyse Systemfejl T Tabeller Frigangs-parameter DIN 509 F Frigangs-parameter DIN Frigangs-parametre DIN 509 E Gevind-parameter Gevindstigning Q= 2 metriske ISO gevind Q= 8 cylindriske rundgevind Q= 9 cylindriske whitworth-gevind Q=10 Kegleformet whitworth-gevind Q=11 Whitworth-rørgevind Q=13 UNC US-grovgevind Q=14 UNF US-fingevind Q=15 UNEF US-extrafingevind Tætningsring (TURN PLUS formelement) Takt-forløb Tekniske informationer Teknologi-databank Bearbejdningsart Fremrykning Hovedtilspænding Kølemiddel Materiale Sidetilspænding Skærmateriale Snithastighed Tidsberegning Tilordning kontur bearbejdning Tilspænding Afbrudt tilspænding G Index HEIDENHAIN CNC PILOT 4290 XIX
470 Index i manuel styring konstant G Minuttilspænding rundakse G pr. omdrejning G95-Geo pr. omdrejning Gx pr. tand Gx Rundakser G Tilspændingsoverlapning 100% G Tilspændingsoverlapning i automatikdrift Tilspændingsreducering G38-Geo TURN PLUS attribut Vise tilspændingsoverlapning T-kommando Grundlaget Værktøj indveksles T-nummer Tommer BA maskine... 24, 41 Måleenheder... 8 Målesystem, fastlægge Programmering Touch-Pad Transfer Transformeringer (TURN PLUS konturer) Trappebor Trimme (TURN PLUS kontur) TURN PLUS AAG Arbejdsplangenerering Bearbejdningsfølge Bearbejdningsfølge editere og styre Liste over bearbejdningsfølger Bearbejdningsanvisninger Akselbearbejdning Boring Indv. konturer Kølemiddel Kompletbearbejdning Revolverbestykning Snitværdier Udfræsning Værktøjsvalg Generelt Bearbejdningsanvisninger Betjeningsanvisninger Driftsart Eksempel Konfigurering Kontrolgrafik Programhoved Styre filer IAG Bearbejdningsart boring Bearbejdningsart fræsning Bearbejdningsart gevind Bearbejdningsart skrubbe Bearbejdningsart sletning Bearbejdningsart stikning Cyklus-specifikation Interaktiv arbejdsplangenerering Snitdata Specialbearbejdninger (SB) Værktøjskald Konturdefinition Ændre kontur Anvisninger for betjening Bearbejdningsattribute Betjeningshjælp Elementer for C-akse-konturer Elementer for færdigdelkonturer Emnebeskrivelse Farved ved udvælgelsespunkter Forbinde Formelementer Hjælpefunktioner for elementindlæsning Indføje i konturen Indlæsning af C-aksekonturer Indlæsning af færdigdelkontur XX Index
471 Indlæsning af råemnekontur Integrere konturkæde Konturer på cylindeflade ndre råemnekontur Opløse (formelementer, figurer, mønstre) Overlapningselementer Overlappe formelementer Råemne-attribute Råemnekonturer Slette kontur Tilordne attribute Transformationer Trimme kontur Udvælgelse med softkeys Udvælgelse med Touch-Pad Udruste Fastlægge snitbegrænsning Indretning af værktøjsliste Omspænde Spænde emne Tvilling-værktøj T-visning U Udblændetakt Udblændingsplan Editering Grundlaget 64 Indlæse Udførelse Udboring G Udbygningstrin... 6 Udfræsning TURN PLUS bearbejdningsanvisning TURN PLUS IAG Restskrubning konturparallelt Restskrubning på langs/plan Skrubning... (neutralt vrkt.) Slette (neutralt vrkt.) Slette Snitbegrænsning ved Udfræsning automatisk Udkobling Udlæsning #-variable Bruger-kommunikation Programmering af Tidspunkt for V-variable Udløb (gevind) Udnytte resultater Udskiftnings-kæde Grundlaget 69 Udskiftnings-værktøjer, definere Udspindelværktøj Udtageindretning Udvidet indlæsning ved adresseparametre Ukendte koordinater Underprogram Afsnit-kendetegn Grundlaget Kald Undersænke DIN PLUS cyklus G TURN PLUS Formelement IAG-fladundersænkning IAG-kegleundersænkning Undersænkning cylinderflade Undersænkning ende-/bagflade Ur, indstille Index HEIDENHAIN CNC PILOT 4290 XXI
472 Index V Værdier for afstikkontrol G Værktøj indskifte (DIN PLUS) måle Værktøjsbillede, vise Værktøjs-fremstilling (simulering) Værktøjer med flere skær Værktøjsbevægelse uden bearbejdning Værktøjsbillede, vise Værktøjs-brugstidsovervågning Diagnose-Bits Grundlaget Indføre parameter med belastningsovervågning Værktøjs-databank Adapter Anvisninger for værktøjsdata Billednummer Bredde dn Brugstidsovervågning CSP-korrektur Deep-korrektur Drejeretning Enkelt-vrkt Fastordlister FDR-korrektur Generelt Indstillingsmål Korrekturværdier Multi-værktøjer NBR (sidebearbejdningsretning) Optageposition Optagetype Skærlængde Stedvinkel Udførelse Udhængslængde Udvidet indlæsning Værktøjsbillede, vise Værktøjs-editor Værktøjsholder Værktøjslister Værktøjsplacering VRK-identnummer Værktøjskald (TURN PLUS IAG) Værktøjs-korrekturer fremskaffe Grundlaget I automatikdrift Variabelprogrammering Værktøjslængdenmål Værktøjsliste Indretning (indrette maskine) Indrette (TURN PLUS) overtage fra NC-program Sammenligne med NC-program Værktøjsmål kæde G Værktøjsprogrammering Værktøjsskiftepunkt fastlægge tilkørsel G Værktøjstyper Afstikkeværktøj Anslagsværktøj Borgevindbor Bornotfræser Borværktøjer Centrerer Delta-bor Drejeværktøj Emnehandlingsystem Fladundersænker 371 Fræsestift 372 Fræseværktøjer Gevindbor Gevindfræser Gevindværktøj standard XXII Index
473 Indstiksværktøj Kegleundersænker Kopierværktøj Måletaster NC-anborer Paddehatværktøj Rivval Rulleteringsværktøj Rundsavblad Skaftfræser Skivefræser Skrubværktøj Sletværktøj Specialborværktøj Specialdrejeværktøj Specialfræseværktøj Spiralbor Stanggriber Stikdrejeværktøj Trappebor Udspindelværktøj Udtageindretning Vendeplattebor Vinkelfræser Værktøjsvalg Manuel styring TURN PLUS Valgfrit stop Automatikdrift M-kommando M Variable #-variablen Belægning Beregninger Gyldighedsområde Ind-/udlæsning af #-variable Ind-/udlæsning af V-variable Indlæse bearbejdnings-menu Indlæse geometri-menu Informationer i variable Programmering som adresseparameter Variabelvisning V-variable Vendeplattebor Vente på tidspunkt G VGP forenklet geometri-programmering Vindues-valg DIN PLUS kontur-visning Simulering Vinkelangivelse for C-akse Vinkelforskydning C-vinkelforskydning G Registrere vinkelforskydning ved spindelsynkronløb G Vinkelfræser Visning af udnyttelsesgrad W WHILE.. Programgentagelse WINDOW (specielt udlæsevindue) WINDOWA (specielt udlæsevindue) WINDOWS-netværk Y Y-akse... 3 Y-aksebearbejdning Index HEIDENHAIN CNC PILOT 4290 XXIII
474
475 Sammenhæng mellem geometri- og bearbejdningskommandoer Drejebearbejdning Funktion Geometri Bearbejdning Enkeltelementer G0..G3 G810 Skrubcyklus på langs G12/G13 G820 Skrubcyklus plan G830 Skrubcyklus konturparallel G835 Konturparallel mit neutralt Vrkt. G860 Indstikcyklus universal G869 Stikdrejecyklus G890 Sletcyklus Indstikning G22 (standard) G860 Indstikcyklus universal G866 Enkel indstikcyklus G869 Stikdrejecyklus Indstikning G23 G860 Indstikcyklus universal G869 Stikdrejecyklus Gevind G24 G810 Skrubcyklus på langs med frigang G820 Skrubcyklus plan G830 Skrubcyklus konturparallel G890 Sletcyklus G31 Gevindcyklus Frigang G25 G810 Skrubcyklus på langs G890 Sletcyklus Gevind G34 (standard)g31 Gevindcyklus G37 (generel) Boring G49 (drejemidte) G71 Enkel borecyklus G72 Udboring, undersænkning etc. G73 Gevindborecyklus G74 Dybdeborecyklus
476 C-aksebearbejdning ende-/bagflade Funktion Geometri Bearbejdning Enkeltelementer G100..G103 G840 Konturfræsning G845/G846 Lommefræsning skrubbe/slette Figurer G301 Lineare Nut G840 Konturfræsning G302/G303 Cirkulær not G845/G846 Lommefræsning skrubbe/slette G304 Fuldkreds G305 Firkant G307 Regelmæssig mangekant Boring G300 G71 Enkel borecyklus G72 Udboring, undersænkning etc. G73 Gevindborecyklus G74 Dybdeborecyklus C-aksebearbejdning cylinder Funktion Geometri Bearbejdning Enkeltelementer G110..G113 G840 Konturfræsning G845/G846 Lommefræsning skrubbe/slette Figurer G311 Lineare Nut G840 Konturfræsning G312/G313 Cirkulær not G845/G846 Lommefræsning skrubbe/slette G314 Fuldkreds G315 Firkant G317 Regelmæssig mangekant Boring G310 G71 Enkel borecyklus G72 Udboring, undersænkning etc. G73 Gevindborecyklus G74 Dybdeborecyklus
477 Oversigt over G-kommando konturbeskrivelse Drejebearbejdning Råemnebeskrivelse Side G20-Geo Fødedel cylinder/rør 84 G21-Geo Støbedel 84 Grundelement drejekontur Side G0-Geo Startpunkt af kontur 84 G1-Geo Strækning 85 G2-Geo Buer inkr. Midtpunktopmåling 85 G3-Geo Buer inkr. Midtpunktopmåling 85 G12-Geo Buer abs. midtpunktopmåling 85 G13-Geo Buer abs. midtpunktopmåling 85 Formelement for drejekontur Side G22-Geo Indstikning (standard) 86 G23-Geo Indstik/fridrejning 86 G24-Geo Gevind med frigang 87 G25-Geo Frigangskontur 88 G34-Geo Gevind (standard) 90 G37-Geo Gevind (generel) 90 G49-Geo Boring på drejemidten 91 Hjælpekommando for konturbeskrivelse Side Oversigt: Hjælpekommando for konturbeskrivelse 92 G7-Geo Præc.stop inde 92 G8-Geo Præc.stop ude 92 G9-Geo Præc.stop blokvis 92 G10-Geo Ruhedsdybde 92 G38-Geo Tilspændingsreducering 93 G39-Geo Kendetegn for overlapningselementer 93 G52-Geo Overmål blokvis 94 G95-Geo Tilspænding pr. omdrejning 94 G149-Geo Additiv korrektur 94 C-aksebearbejdning Overlappede konturer Side G308-Geo Start lomme/ø 95 G309-Geo Slut lomme/ø 96 Ende-/bagfladekontur Side G100-Geo Startpunkt endefladekontur 96 G101-Geo Strækning endeflade 97 G102-Geo Bue endeflade 97 G103-Geo Bue endeflade 97 G300-Geo Boring endeflade 98 G301-Geo Lineær not endefladeside 99 G302-Geo Cirkulær not endefladeside 99 G303-Geo Cirkulær not endefladeside 99 G304-Geo Fuldkreds endefladeside 99 G305-Geo Firkant endeflade 100 G307-Geo Regelmæssig mangekant endefladeside 100 G401-Geo Mønster lineær endeflade 100 G402-Geo Mønster cirkulær endeflade 101 Cylinderfladekontur Side G110-Geo Startpunkt cylinderfladekontur 102 G111-Geo Strækning cylinderflade 102 G112-Geo Bue cylinderflade 103 G113-Geo Bue cylinderflade 103 G310-Geo Boring cylinderflade 103 G311-Geo Liniær not cylinderflade 104 G312-Geo Cirkulær not cylinderflade 104 G313-Geo Cirkulær not cylinderflade 104 G314-Geo Fuldkreds cylinderflade 105 G315-Geo Firkant cylinderflade 105 G317-Geo Regelmæssig mangekant cylinderflade 105 G411-Geo Mønster lineær cylinderflade 106 G412-Geo Mønster cirkulær cylinderflade 106
478 Oversigt over G-kommandoer BEARBEJDNING Værktøjsbevægelser uden bearbejdning Side G0 Positionering i ilgang 110 G14 Kørsel til værktøjsskiftepunkt 110 G701 Ilgang i maskinkoordinater 111 Enkle lineær- og cirkulærbevægelser Side G1 Lineærbevægelse 111 G2 Cirkulær inkr. Midtpunktopmåling 112 G3 Cirkulær inkr. Midtpunktopmåling 112 G12 Cirkulær abs. midtpunktopmåling 112 G13 Cirkulær abs. midtpunktopmåling 112 Tilspænding, omdr.tal Side Gx26 Omdr.tal begrænsning * 113 G48 Acceleration (slope) 113 G64 Afbrudt tilspænding 113 G192 Minuttilspænding rundakse 113 Gx93 Tilspænding pr. tand * 114 G94 Minuttilspænding 114 Gx95 Omdrejningstilspænding 114 Gx96 Konstant skærehastighed 114 Gx97 Omdrejningstal 114 Skærradiuskompensation (SRK/FRK) Side G40 Udkoble FRK/SRK 115 G41 SRK/FRK venstre 115 G42 SRK/FRK højre 115 Nulpunkt-forskydninger Side Oversigt nulpunkt-forskydninger 116 G51 Nulpunkt-forskydning (relativ) 116 G53 Parameterafhængig nulpunktforskydning. 116 G54 Parameterafhængig nulpunktforskydning. 116 G55 Parameterafhængig nulpunktforskydning. 116 G56 Additiv nulpunkt-forskydning 117 G59 Absolut nulpunkt-forskydning 117 G121 Kontur spejling/forskydning 117 G152 Nulpunkt-forskydning C-akse 148 G920 Sæt nulpunkt-forskydning på inaktiv 172 Nulpunkt-forskydninger Side G921 Nulpunkt-forskydning, sæt vætktøjsmål på inaktiv 172 G980 Sæt nulpunktforskydning på aktiv 172 G981 Nulpunkt-forskydning, sæt vætktøjsmål på aktiv 172 Sletspån, sikkerhedsafstande Side G47 Fastlæggelse af sikkerhedsafstande 118 G50 Udkobling af sletspån 118 G52 Udkobling af sletspån 119 G57 Akseparallelt sletspån 119 G58 Konturparallel sletspån 119 G147 Sikkerhedsafstand (fræsebearbejdning) 119 Værktøj, korrekturer Side T Værktøj indveksles 120 G148 (Veksel af) skærkorrektur 120 G149 Additiv korrektur 120 G150 Omregning af højre værktøjsspids 121 G151 Omregning af venstre værktøjsspids 121 G710 Kæder af værktøjsmål 121 Enkle drejecykler Side G80 Cyklusende 134 G81 Enkel skrubning på langs 134 G82 Enkel plan skrubning 135 G83 Konturgentagelsescyklus 136 G85 Frigang 137 G86 Enkel indstikcyklus 138 G87 Overgangsradier 139 G88 Affasning 139 Konturhenførte drejecykler Side G810 Skrubcyklus på langs 122 G820 Skrubcyklus plan 124 G830 Skrubcyklus konturparallel 126 G835 Konturparallel mit neutralt Vrkt. 127 G860 Universel indstikscyklus 128 G866 Enkel indstikcyklus 129 G869 Stikdrejecyklus 130 G890 Sletcyklus 132 * x+ = nummer på spindel (0...3)
479 Gevindcykler Side G31 Gevindcyklus 140 G32 Enkel gevindcyklus 141 G33 Enkelte gevindsnit 142 Borecykler Side G36 Gevindboring 146 G71 Enkel borecyklus 143 G72 Udboring, undersænkning, etc. 144 G73 Gevindborecyklus 145 G74 Dybdeborecyklus 147 C-akse-bearbejdning C-akse Side G119 Vælg C-akse 148 G120 Referencediameter cylinderfladebearbejdning 148 G152 Nulpunkt-forskydning C-akse 148 G153 Normering af C-akse 148 Ende-/bagfladebearbejdning Side G100 Ilgang endeflade 149 G101 Lineærbevægelse endeflade 149 G102 Cirkelbuer endeflade 149 G103 Cirkelbuer endeflade 149 Cylinderfladebearbejdning Side G110 Ilgang cylinderflade 150 G111 Lineærbevægelse cylinderflade 151 G112 Cirkelbuer cylinderflade 151 G113 Cirkelbuer cylinderflade 151 G120 Referencediameter cylinderfladebearbejdning 148 Fræsecykler Side G840 Konturfræsning 152 G845 Lommefræsning skrubning 156 G846 Lommefræsning sletning 157 Specialfunktioner Tilordne kontur bearbejdning Side G99 Emnegruppe 110 Spændejern ved simulering Side G65 Vise spændejern 159 Slædesynkronisering Side G62 Ensidig synkronisering 160 G63 Synkronstart af veje 160 G162 Fastlæg synkronmærke 160 Spindelsynkronisering, emneoverdragelse Side G30 Konvertering og spejling 169 G121 Kontur spejling/forskydning 117 G720 Spindelsynkronisering 161 G905 Måling af C-vinkelforskydning 161 G906 Vinkelforskydning ved spindelsynkronløb registrere 161 G916 Køre til fastanslag 162 G917 Afstikningskontrol ved hjælp af slæbefejlsovervågning 162 G991 Afstikningskontrol ved hjælp af Spindelovervågning 163 G992 Værdier for afstikkontrol 164 Konturefterføring Side G702 Konturopdatering sikre/lade 164 G703 Konturopdateringng inde/ude 164 G706 K-default-forgrening 164 In- og postproces-måling Side G910 Indkoble inproces-måling 165 G912 Akt.værdioptagelse inproces-måling 165 G913 Udkoble inproces-måling 165 G914 Udkoble måletasterovervågning 165 G915 Postproces-måling 166 Belastningsovervågning Side G995 Fastlægge overvågningszone 167 G996 Art af belastningsovervågning 167
480 Specielle G-funktioner Side G4 Dvæletid 168 G7 Præc.stop inde 168 G8 Præc.stop ude 168 G9 Præc.stop (blokvis) 168 G15 Køre med rundakser 168 G30 Konvertering og spejling 169 G60 Beskyttelseszone sættes inaktiv 169 G98 Indordning spindel emne 169 G121 Kontur spejling/forskydning 117 G204 Vent på tidspunkt 170 G717 Aktualisere Sollværdi 170 G718 Udnyt slæbefejl 170 G901 Akt.værdier i variable 170 G902 Nulpunkt-forskydning i variable 170 G903 Slæbefejl i variable 170 G907 Omdr.talovervågning blokvis fra 171 G908 Tilspændingsoverlejring 100% 171 G909 Interpreterstop 171 G918 Forstyring inde/ude 171 G919 Spindel-override 100% 171 G920 Deaktivere nulpunkt-forskydninger 172 G921 Nulpunkt-forskydning, sæt vætktøjsværktøjsmål 172 G975 Slæbefejlsgrænse 172 G980 Sæt nulpunktforskydning på aktiv 172 G981 Nulpunkt-forskydning, sæt vætktøjsmål på aktiv 172 Dataindlæsning, dataudlæsning Side INPUT Indlæsning (#-variable) 173 WINDOW Åbned udlæsevindue (#-variable) 173 PRINT Udlæsning (#-variable) 173 INPUTA Indlæsning (V-variable) 174 WINDOWA Åbne udlæsevindue (V-variable) 174 PRINTA Udlæsning (V-variable) 174 Variabelprogrammering Side #-Variable Udnyttelse ved program-oversættelse 175 V-variable Udnyttelse ved program-udførelse 177 Programforgrening, -gentagelse Side IF..THEN.. Programforgrening 180 WHILE Programgentagelse 180 SWITCH..CASE Programforgrening 181 Specialfunktioner Side $ Slædekendetegn 181 / Udblændingsplan 181 Underprogrammer Side Underprogramkald 182 Se maskin-håndbogen G OEM-cyklus G600, PLC-funktion Se tekniske-håndbog G715 G716 G719 Sandtidkobblingsfunktion Sandtidkobblingsfunktion Sandtidkobblingsfunktion Reserveret til internt brug G16 G704 G705 G900 G990 Reserveret til 3D Udkørsels inspektion Udkørsels inspektion Udkørsels inspektion
481 TURN PLUS softkeys (udvalg) Generelle softkeys Fremskaffe indlæse-parameter ved digitalisering Beregne indlæse-parameter med lommeregner Softkeys: Punkt-udvælgelse Indkoble multi-udvælgelse og udvælge alle elementer Indkoble multi-udvælgelse Inkrementale mål Skift til bueindlæsning Skift til linieindlæsning Softkey Videre næste element, næste valg, etc. Tangential overgang til næste konturelement Tangential overgang til næste konturelement Udvælge næste/forudgående punkt (konturovergang) Udvælge næste/forudgående punkt (konturovergang) Softkeys: Midtpunkt-/slutpunkt-udvælgelse Indkoble midtpunkt-/slutpunkt-udvælgelse Udvælge næste/forudgående midtpunkt-/ slutpunkt Udvælge næste/forudgående midtpunkt-/ slutpunkt Gemme kontur Softkeys: Element-udvælgelse Indkoble område-udvælgelse Udvælge næste/forudgående konturelement Softkeys: Formelement-udvælgelse Udvælge alle formelementer Udvælge næste/forudgående formelement Udvælge næste/forudgående formelement Udvælge næste/forudgående konturelement Udvælgelse indkoble flere elementer og udvælge alle elementer Indkoble udvælgelse af flere elementer Softkeys: Udvælgelse generelt Udvælge valgte element/valgte punkt Overtage udvælgelse De-udvælge valgt element/valgte punkt
Lods. Software-udgave 6.4/7.0. Dansk (dk) 8/2003
 8/2003") Lods CNC PILOT 4290 Software-udgave 6.4/7.0 Dansk (dk) 8/2003 CNC PILOT 4290 V7.0 dataindlæsetastatur Driftsart manuel styring Driftsart automatik Programmerings-driftsarter (DIN PLUS, simulatering, TURN
Lods CNC PILOT 4290 Software-udgave 6.4/7.0 Dansk (dk) 8/2003 CNC PILOT 4290 V7.0 dataindlæsetastatur Driftsart manuel styring Driftsart automatik Programmerings-driftsarter (DIN PLUS, simulatering, TURN
itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 12/2005
 12/2005") p= h" itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 12/2005 smart.nc-lods... er programmerings-hjælpen for den nye driftsart smart.nc i itnc 530 i kortfattet udgave.
p= h" itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 12/2005 smart.nc-lods... er programmerings-hjælpen for den nye driftsart smart.nc i itnc 530 i kortfattet udgave.
Din brugermanual HEIDENHAIN ITNC 530 http://da.yourpdfguides.com/dref/3203810
 Du kan læse anbefalingerne i brugervejledningen, den tekniske guide eller i installationsguiden. Du finder svarene til alle dine spørgsmål i i brugermanualen (information, specifikationer, sikkerhedsråd,
Du kan læse anbefalingerne i brugervejledningen, den tekniske guide eller i installationsguiden. Du finder svarene til alle dine spørgsmål i i brugermanualen (information, specifikationer, sikkerhedsråd,
Hvad er C-akse egentlig? 2. Værktøjsholdere 3. Koblingssystemer 4. Værktøjsopmåling 5. C-akse programmering 6. Bolthulcirkel 6.
 INDHOLDSFORTEGNELSE Hvad er C-akse egentlig? 2 Værktøjsholdere 3 Koblingssystemer 4 Værktøjsopmåling 5 C-akse programmering 6 Bolthulcirkel 6 Not-fræsning 6 Spiral fræsning 7 Boring med udspåning aksialt
INDHOLDSFORTEGNELSE Hvad er C-akse egentlig? 2 Værktøjsholdere 3 Koblingssystemer 4 Værktøjsopmåling 5 C-akse programmering 6 Bolthulcirkel 6 Not-fræsning 6 Spiral fræsning 7 Boring med udspåning aksialt
Fremstilling af værktøjskomponenter Drejning. AMU nr
 Fremstilling af værktøjskomponenter Drejning AMU nr. 47597 INDHOLDSFORTEGNELSE Forord 3 Koordinatsystemet på en CNC drejebænk 4 Oversigt over de mest brugte G koder og M koder 7 Værktøjs geometri og opmåling
Fremstilling af værktøjskomponenter Drejning AMU nr. 47597 INDHOLDSFORTEGNELSE Forord 3 Koordinatsystemet på en CNC drejebænk 4 Oversigt over de mest brugte G koder og M koder 7 Værktøjs geometri og opmåling
itnc 530 NC-software 340 420-xx Bruger-håndbog DIN/ISO-programmering
 itnc 530 NC-software 340 420-xx Bruger-håndbog DIN/ISO-programmering Dansk (da) 7/2002 Betjeningselementer på billedskærm-enhed Valg af billedskærm-opdeling Vælg billedskærm mellem maskine- og programmerings-driftsart
itnc 530 NC-software 340 420-xx Bruger-håndbog DIN/ISO-programmering Dansk (da) 7/2002 Betjeningselementer på billedskærm-enhed Valg af billedskærm-opdeling Vælg billedskærm mellem maskine- og programmerings-driftsart
AMU, maskin og værktøj. CNC-Drejeteknik, Produktion/opstiller. Kursusnummer Udviklet af EUCSyd, Sønderborg 1
 CNC-Drejeteknik, Produktion/opstiller Kursusnummer 45188 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Flangeholder... 4 Tegning 4518_10... 5 Tegning
CNC-Drejeteknik, Produktion/opstiller Kursusnummer 45188 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Flangeholder... 4 Tegning 4518_10... 5 Tegning
TNC 320 Bruger-håndbog. DIN-ISO-programmering. NC-Software 340551-06 340554-06
 TNC 320 Bruger-håndbog DIN-ISO-programmering NC-Software 340551-06 340554-06 Dansk (da) 8/2014 Betjeningselementer for TNC en Betjeningselementer for TNC en Betjeningselementer på billedskærm Taste Funktion
TNC 320 Bruger-håndbog DIN-ISO-programmering NC-Software 340551-06 340554-06 Dansk (da) 8/2014 Betjeningselementer for TNC en Betjeningselementer for TNC en Betjeningselementer på billedskærm Taste Funktion
AMU, maskin og værktøj CNC-teknik Kursusnummer 45186
 CC-teknik Kursusnummer 45186 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Historisk tilbageblik... 4 rincippet i en cnc-styring... 5 Tallinien...
CC-teknik Kursusnummer 45186 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Historisk tilbageblik... 4 rincippet i en cnc-styring... 5 Tallinien...
Fremstilling af værktøjskomponenter Fræsning. AMU nr
 Fremstilling af værktøjskomponenter Fræsning AMU nr. 47611 INDHOLDSFORTEGNELSE Forord 2 Koordinatsystemet. 3 3D koordinatsystem 3 De fire kvadranter 4 Koordinat øvelse. 4 Emnenulpunkt. 5 Værktøjslængde
Fremstilling af værktøjskomponenter Fræsning AMU nr. 47611 INDHOLDSFORTEGNELSE Forord 2 Koordinatsystemet. 3 3D koordinatsystem 3 De fire kvadranter 4 Koordinat øvelse. 4 Emnenulpunkt. 5 Værktøjslængde
Indholdsfortegnelse. 1. Installation af LØN... 1. 2. Introduktion til LØN... 2. 3. Indtastning af lønseddel... 7. 4. Udskrifter...
 Løn til Windows Indholdsfortegnelse 1. Installation af LØN... 1 2. Introduktion til LØN... 2 2.1. Første start af LØN...2 2.1.1. Ét eller flere distrikter...2 2.1.2. Lønperioder...3 2.1.3. Kartoteker...4
Løn til Windows Indholdsfortegnelse 1. Installation af LØN... 1 2. Introduktion til LØN... 2 2.1. Første start af LØN...2 2.1.1. Ét eller flere distrikter...2 2.1.2. Lønperioder...3 2.1.3. Kartoteker...4
CNC drejning med C-akse AMU nr.: 47454
 CNC drejning med C-akse AMU nr.: INDHOLDSFORTEGNELSE Forord 3 Hvad er C-akse egentligt? 4 Værktøjsholdere 5 Koblingssystemer 6 Værktøjsopmåling 7 C-akse programmering 8 Bolthulcirkel 8 Not-fræsning 8 Spiral
CNC drejning med C-akse AMU nr.: INDHOLDSFORTEGNELSE Forord 3 Hvad er C-akse egentligt? 4 Værktøjsholdere 5 Koblingssystemer 6 Værktøjsopmåling 7 C-akse programmering 8 Bolthulcirkel 8 Not-fræsning 8 Spiral
Fræsning. Opsætning af system, tegning af emne, definere kontur- og lommebearbejdning, redigere og anvende macro, gemme NC- og tegningsfiler.
 1. Case: Fræsning Omhandlende: Opsætning af system, tegning af emne, definere kontur- og lommebearbejdning, redigere og anvende macro, gemme NC- og tegningsfiler. NB! Denne øvelse er tænkt som en case,
1. Case: Fræsning Omhandlende: Opsætning af system, tegning af emne, definere kontur- og lommebearbejdning, redigere og anvende macro, gemme NC- og tegningsfiler. NB! Denne øvelse er tænkt som en case,
Betjeningsvejledning. For HAAS SL20
 Betjeningsvejledning For HAAS SL20 Maskinspecifikationer for M122, HAAS SL20 Aksevandring X-aksen 215 mm Z-aksen 508 mm Arbejdsrum Sving over vangen Ø 584 mm Sving over tværslæden Ø 241 mm Afstand mellem
Betjeningsvejledning For HAAS SL20 Maskinspecifikationer for M122, HAAS SL20 Aksevandring X-aksen 215 mm Z-aksen 508 mm Arbejdsrum Sving over vangen Ø 584 mm Sving over tværslæden Ø 241 mm Afstand mellem
TNC 426 TNC 430. Bruger-håndbog HEIDENHAIN- Klartext-dialog. NC-software 280 476-xx 280 477-xx 12/99
 TNC 426 TNC 430 NC-software 280 476-xx 280 477-xx Bruger-håndbog HEIDENHAIN- Klartext-dialog 12/99 Betjeningselementer på billedskærm-enhed Valg af billedskærm-opdeling Vælg billedskærm mellem maskine-
TNC 426 TNC 430 NC-software 280 476-xx 280 477-xx Bruger-håndbog HEIDENHAIN- Klartext-dialog 12/99 Betjeningselementer på billedskærm-enhed Valg af billedskærm-opdeling Vælg billedskærm mellem maskine-
Vi skal således finde en metode til:
 Vi skal således finde en metode til: 1. At anvende maskinen som målemaskine til at finde det forudbestemte startpunkt. 2. At finde programmeringskoordinatsystemets afstand til startpunktet. 3. At indføre
Vi skal således finde en metode til: 1. At anvende maskinen som målemaskine til at finde det forudbestemte startpunkt. 2. At finde programmeringskoordinatsystemets afstand til startpunktet. 3. At indføre
AgroSoft A/S AgroSync
 AgroSoft A/S AgroSync AgroSync er et AgroSoft A/S værktøj, der bliver brugt til filudveksling imellem WinSvin og PocketPigs. Fordele ved at bruge AgroSync: Brugeren bestemmer overførsels tidspunktet for
AgroSoft A/S AgroSync AgroSync er et AgroSoft A/S værktøj, der bliver brugt til filudveksling imellem WinSvin og PocketPigs. Fordele ved at bruge AgroSync: Brugeren bestemmer overførsels tidspunktet for
Din brugermanual HEIDENHAIN ITNC 530 http://da.yourpdfguides.com/dref/3203786
 Du kan læse anbefalingerne i brugervejledningen, den tekniske guide eller i installationsguiden. Du finder svarene til alle dine spørgsmål i i brugermanualen (information, specifikationer, sikkerhedsråd,
Du kan læse anbefalingerne i brugervejledningen, den tekniske guide eller i installationsguiden. Du finder svarene til alle dine spørgsmål i i brugermanualen (information, specifikationer, sikkerhedsråd,
AMU, maskin og værktøj. CNC-Drejeteknik, Operatør. Kursusnummer Udviklet af EUCSyd, Sønderborg 1
 CNC-Drejeteknik, Operatør Kursusnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 CNC-værktøjsmaskinen... 4 Koordinatsystemet... 5 Øvelse
CNC-Drejeteknik, Operatør Kursusnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 CNC-værktøjsmaskinen... 4 Koordinatsystemet... 5 Øvelse
Dreje/Fræse-værktøjsbane
 Øvelse Mastercam X Dreje-Fræse-Værktøjsbane Dreje/Fræse-værktøjsbane C-akse og roterende værktøj Drejning 1 2 Drejning Øvelse Mastercam X Dreje-Fræse-Værktøjsbane Dreje/Fræse-værktøjsbane I denne øvelse
Øvelse Mastercam X Dreje-Fræse-Værktøjsbane Dreje/Fræse-værktøjsbane C-akse og roterende værktøj Drejning 1 2 Drejning Øvelse Mastercam X Dreje-Fræse-Værktøjsbane Dreje/Fræse-værktøjsbane I denne øvelse
Drejning Øvelsesvejledning
 Drejning Øvelsesvejledning Lundtoftegårdsvej 97 2800 Kgs. Lyngby Tlf.: +45 4585 6050 2 Indhold: Drejeprogrammering...5 Indledning....5 Opsætning af system...5 Valg af maskintype...6 Tilpas konfigurationsfilen...6
Drejning Øvelsesvejledning Lundtoftegårdsvej 97 2800 Kgs. Lyngby Tlf.: +45 4585 6050 2 Indhold: Drejeprogrammering...5 Indledning....5 Opsætning af system...5 Valg af maskintype...6 Tilpas konfigurationsfilen...6
Mastercam Øvelsesvejledning
 Mastercam Øvelsesvejledning Fræsning og Design version 9 MASTERCAM V9 ØVELSER 1 2 MASTERCAM V9 ØVELSER Indhold: 1. Indledning 5 1.1. Konfiguration 5 1.2. Brugerfladen 6 1.3. Menuerne 7 1.3.1. Analyser
Mastercam Øvelsesvejledning Fræsning og Design version 9 MASTERCAM V9 ØVELSER 1 2 MASTERCAM V9 ØVELSER Indhold: 1. Indledning 5 1.1. Konfiguration 5 1.2. Brugerfladen 6 1.3. Menuerne 7 1.3.1. Analyser
Graph brugermanual til matematik C
 Graph brugermanual til matematik C Forord Efterfølgende er en guide til programmet GRAPH. Programmet kan downloades gratis fra nettet og gemmes på computeren/et usb-stik. Det betyder, det også kan anvendes
Graph brugermanual til matematik C Forord Efterfølgende er en guide til programmet GRAPH. Programmet kan downloades gratis fra nettet og gemmes på computeren/et usb-stik. Det betyder, det også kan anvendes
W1000 TÆLLEREN BRUGERHÅNDBOG
 W1000 TÆLLEREN BRUGERHÅNDBOG W1000 Taste layout 1 Visningsområde 2 Softkey 3 Lys-indikater for tæller tændt 4 Piltaster: Brug tasterne OP/NED for at justere skærm kontrasten. 5 Akse-taster 6 Numerisk
W1000 TÆLLEREN BRUGERHÅNDBOG W1000 Taste layout 1 Visningsområde 2 Softkey 3 Lys-indikater for tæller tændt 4 Piltaster: Brug tasterne OP/NED for at justere skærm kontrasten. 5 Akse-taster 6 Numerisk
Proces Styring STF-1 til BalTec Radial Nittemaskine med RC 20 STYRING
 [Skriv tekst] [Skriv tekst] Proces Styring STF-1 til BalTec Radial Nittemaskine med RC 20 STYRING Brugsanvisning Introduktion Styringen og overvågningen af processer med henblik på kvalitetssikring er
[Skriv tekst] [Skriv tekst] Proces Styring STF-1 til BalTec Radial Nittemaskine med RC 20 STYRING Brugsanvisning Introduktion Styringen og overvågningen af processer med henblik på kvalitetssikring er
side 1 side 2 side 3 side 3 side 3 side 4 side 5 side 6 side 7 side 7 side 7 side 7 side 7 side 8 side 8-17 side 18-21
 side 1 side 2 side 3 side 3 side 3 side 4 side 5 side 6 side 7 side 7 side 7 side 7 side 7 side 8 side 8-17 side 18-21 Indholdsfortegnelse Geometrimodulet Start geometrimodulet Udfyldning af talfelter
side 1 side 2 side 3 side 3 side 3 side 4 side 5 side 6 side 7 side 7 side 7 side 7 side 7 side 8 side 8-17 side 18-21 Indholdsfortegnelse Geometrimodulet Start geometrimodulet Udfyldning af talfelter
Athena DIMENSION Tværsnit 2
 Athena DIMENSION Tværsnit 2 Januar 2002 Indhold 1 Introduktion.................................. 2 2 Programmets opbygning........................... 2 2.1 Menuer og værktøjslinier............................
Athena DIMENSION Tværsnit 2 Januar 2002 Indhold 1 Introduktion.................................. 2 2 Programmets opbygning........................... 2 2.1 Menuer og værktøjslinier............................
Brugervejledning ND 522/523
 Brugervejledning ND 522/523 Dansk (da) 7/2014 ND 522/523 billedskærm Symboler for status bjælke Henf.punkt Værktøj Tilspænd. Stopur Måleenhed Drifts funktioner Side visning Fastlæg/ nulling Aksebetegnelse
Brugervejledning ND 522/523 Dansk (da) 7/2014 ND 522/523 billedskærm Symboler for status bjælke Henf.punkt Værktøj Tilspænd. Stopur Måleenhed Drifts funktioner Side visning Fastlæg/ nulling Aksebetegnelse
EDGECAM ESSENTIAL MILLING
 EDGECAM ESSENTIAL MILLING Vores Essential fræse kursus henvender sig til dig, som ønsker en god opstart i Edgecam. Vi starter fra bunden, lærer selve brugerfladen Workflow og opbygningen af programmet
EDGECAM ESSENTIAL MILLING Vores Essential fræse kursus henvender sig til dig, som ønsker en god opstart i Edgecam. Vi starter fra bunden, lærer selve brugerfladen Workflow og opbygningen af programmet
Dreje/Fræse-værktøjsbane
 Dreje/Fræse-værktøjsbane Dreje/Fræse 1 2 Dreje/Fræse Dreje/Fræse-værktøjsbane I denne øvelse vises, hvordan man med følgende funktioner frembringer en drejefræse værktøjsbane: NC-Prog, Operationen Værktøjsbaner,
Dreje/Fræse-værktøjsbane Dreje/Fræse 1 2 Dreje/Fræse Dreje/Fræse-værktøjsbane I denne øvelse vises, hvordan man med følgende funktioner frembringer en drejefræse værktøjsbane: NC-Prog, Operationen Værktøjsbaner,
PC-Logging System MTD-Log. for. NS-Proces-Alarm. ninasoft
 PC-Logging System MTD-Log for NS-Proces-Alarm. ninasoft PC-Logging System for NS-Proces-Alarm. Side 1 Generelt PC-Logging Systemet er et dataopsamlings system, der kun kan benyttes sammen med NS-Proces-Alarmen.
PC-Logging System MTD-Log for NS-Proces-Alarm. ninasoft PC-Logging System for NS-Proces-Alarm. Side 1 Generelt PC-Logging Systemet er et dataopsamlings system, der kun kan benyttes sammen med NS-Proces-Alarmen.
Drejning Øvelsesvejledning
 Drejning Øvelsesvejledning Mastercam X L1-6. udg. Vermundsgade 38 2100 København Tlf.: (+45) 4585 6050 2 Indhold: Drejeprogrammering... 5 Indledning.... 5 Opsætning af system... 5 Valg af maskintype...
Drejning Øvelsesvejledning Mastercam X L1-6. udg. Vermundsgade 38 2100 København Tlf.: (+45) 4585 6050 2 Indhold: Drejeprogrammering... 5 Indledning.... 5 Opsætning af system... 5 Valg af maskintype...
Svane Electronic Timer universal med 8 funktioner 1
 Svane Electronic Timer universal med 8 funktioner 1 Digital timer print modul 12V 2000.2231 Multi funktions timer med 8 funktioner, anvendelig i mange installationer, forsyning 12VDC drift. Printet har
Svane Electronic Timer universal med 8 funktioner 1 Digital timer print modul 12V 2000.2231 Multi funktions timer med 8 funktioner, anvendelig i mange installationer, forsyning 12VDC drift. Printet har
Din brugermanual HEIDENHAIN ITNC 530 http://da.yourpdfguides.com/dref/3203770
 Du kan læse anbefalingerne i brugervejledningen, den tekniske guide eller i installationsguiden. Du finder svarene til alle dine spørgsmål i HEIDENHAIN ITNC 530 i brugermanualen (information, specifikationer,
Du kan læse anbefalingerne i brugervejledningen, den tekniske guide eller i installationsguiden. Du finder svarene til alle dine spørgsmål i HEIDENHAIN ITNC 530 i brugermanualen (information, specifikationer,
Styresystemet er den del af softwaren, der sammenkæder hardware og brugerprogrammer, således at de kan arbejde sammen.
 Hvad sker der, når der tændes for PC en? Når computeren tændes, kontrolleres en række funktioner, bl.a. ram, harddisk, mus, tastatur, diskettedrev og lignende, før det rigtige Windows- billede vises på
Hvad sker der, når der tændes for PC en? Når computeren tændes, kontrolleres en række funktioner, bl.a. ram, harddisk, mus, tastatur, diskettedrev og lignende, før det rigtige Windows- billede vises på
Status vejledning. Vejledning i håndtering af status scanner, tømning og indlæsning til EasyPOS
 Status vejledning Cipherlab CPT8000 Vejledning i håndtering af status scanner, tømning og indlæsning til EasyPOS 1 Indhold 2 Håndterminalen... 1 2.1 Beskrivelse af taster... 1 2.1.1 Hvad bruges tasterne
Status vejledning Cipherlab CPT8000 Vejledning i håndtering af status scanner, tømning og indlæsning til EasyPOS 1 Indhold 2 Håndterminalen... 1 2.1 Beskrivelse af taster... 1 2.1.1 Hvad bruges tasterne
SPEED-Commander Frekvensomformer. Program Nr. 05 Ver. 5.17a. Fortløbende en-vejs positionering
 SPEED-Commander Frekvensomformer Driftsvejledning Bemærk: Speciel Software Program Nr. 05 Ver. 5.17a Parameterliste og tilslutninger af styreklemmer anvendes vedhæftede programbeskrivelse. Alle øvrige
SPEED-Commander Frekvensomformer Driftsvejledning Bemærk: Speciel Software Program Nr. 05 Ver. 5.17a Parameterliste og tilslutninger af styreklemmer anvendes vedhæftede programbeskrivelse. Alle øvrige
Kom i gang med DANBRO
 1 Indhold... 1 Generelt...2 DANBRO...2 Forkundskaber for at anvende DANBRO...2 Krav til pc...2 Starte DANBRO...2 Installation...3 DANBRO-Manualer...4 Manualer...4 DANBROs Brugergrænseflade...5 Valg af
1 Indhold... 1 Generelt...2 DANBRO...2 Forkundskaber for at anvende DANBRO...2 Krav til pc...2 Starte DANBRO...2 Installation...3 DANBRO-Manualer...4 Manualer...4 DANBROs Brugergrænseflade...5 Valg af
Geometrimodulet generelt
 Indholdsfortegnelse side 1 side 3 side 3 side 4 side 5-6 side 7 side 7 side 7 side 8 side 8-16 side 17 side 17-20 side 21-24 side 25-28 side 29 side 30-32 side 33 Geometrimodulet generelt Opbygning af
Indholdsfortegnelse side 1 side 3 side 3 side 4 side 5-6 side 7 side 7 side 7 side 8 side 8-16 side 17 side 17-20 side 21-24 side 25-28 side 29 side 30-32 side 33 Geometrimodulet generelt Opbygning af
Quick guide til Condes 8.
 Quick guide til Condes 8. Quick guide til Condes 8.... 1 Starte Condes:... 2 Opret poster.... 6 Opdatere post detaljer:... 7 Finjustere postcirklen.... 8 Flytte postnummer... 9 Sætte poster sammen til
Quick guide til Condes 8. Quick guide til Condes 8.... 1 Starte Condes:... 2 Opret poster.... 6 Opdatere post detaljer:... 7 Finjustere postcirklen.... 8 Flytte postnummer... 9 Sætte poster sammen til
CNC-Calc v7 Brugervejledning
 CNC-Calc v7 Brugervejledning 1 CNC-Calc v7 Brugervejledning Maj 2014 Copyright 1991-2014 CIMCO A/S www.cimco.com E-mail: [email protected] Indholdsfortegnelse 2 Indholdsfortegnelse CNC-Calc v7 Brugervejledning...
CNC-Calc v7 Brugervejledning 1 CNC-Calc v7 Brugervejledning Maj 2014 Copyright 1991-2014 CIMCO A/S www.cimco.com E-mail: [email protected] Indholdsfortegnelse 2 Indholdsfortegnelse CNC-Calc v7 Brugervejledning...
Installations- og brugervejledning. for. HDM trafikanalyseprogram til anvendelse sammen med HiStar enhederne NC90, NC90A, NC97 og NC200
 Installations- og brugervejledning for HDM trafikanalyseprogram til anvendelse sammen med HiStar enhederne NC90, NC90A, NC97 og NC200 2008 Tokheim Scandinavia A/S All Rights Reserved INDHOLDSFORTEGNELSE
Installations- og brugervejledning for HDM trafikanalyseprogram til anvendelse sammen med HiStar enhederne NC90, NC90A, NC97 og NC200 2008 Tokheim Scandinavia A/S All Rights Reserved INDHOLDSFORTEGNELSE
Brugervejledning til Kørebog for Pocket PC
 Brugervejledning til Kørebog for Pocket PC Denne vejledning beskriver kort anvendelsen af Kørebog for Pocket PC version 3.0 Programmet giver mulighed for registrering af den daglige kørsel. Registreringen
Brugervejledning til Kørebog for Pocket PC Denne vejledning beskriver kort anvendelsen af Kørebog for Pocket PC version 3.0 Programmet giver mulighed for registrering af den daglige kørsel. Registreringen
Kom-i-gang vejledning opmålingsprogram
 Kom-i-gang vejledning opmålingsprogram Billedprislisten Udarbejdet af EG Byg & Installation den 12. marts 2010 Opdateret den 18. februar 2011 Indholdsfortegnelse 1 Gulve... 3 1.1 Opmåling af gulvflade...
Kom-i-gang vejledning opmålingsprogram Billedprislisten Udarbejdet af EG Byg & Installation den 12. marts 2010 Opdateret den 18. februar 2011 Indholdsfortegnelse 1 Gulve... 3 1.1 Opmåling af gulvflade...
Stifinder er et program til navigere rundt med i dine mapper (biblioteker) på din computers Harddisk.
 på din computers Harddisk.") Stifinder Stifinder er et program til navigere rundt med i dine mapper (biblioteker) på din computers Harddisk. Den bruges også til at Oprette, Slette, Flytte og Omdøbe, samt sortere i dem. Den traditionelle
Stifinder Stifinder er et program til navigere rundt med i dine mapper (biblioteker) på din computers Harddisk. Den bruges også til at Oprette, Slette, Flytte og Omdøbe, samt sortere i dem. Den traditionelle
VEJLEDNING Udfyldelse af spørgeskemaet
 VEJLEDNING Udfyldelse af spørgeskemaet Indholdsfortegnelse Introduktion... 3 Tekniske krav... 3 Adgang og forbindelse... 4 Navigation i spørgeskemaet... 7 Spørgeskemaets afsnit... 7 Navigationslinjen...
VEJLEDNING Udfyldelse af spørgeskemaet Indholdsfortegnelse Introduktion... 3 Tekniske krav... 3 Adgang og forbindelse... 4 Navigation i spørgeskemaet... 7 Spørgeskemaets afsnit... 7 Navigationslinjen...
ninasoft Micro Temp. Vandtæt miniature temperatur datalogger.
 ninasoft Micro Temp. Vandtæt miniature temperatur datalogger. Betjeningsvejledning Micro Temp. Datalogger. Side 1. Micro Temp. er en 1 kanals temperatur datalogger, der leveres i et vandtæt rustfrit kabinet,
ninasoft Micro Temp. Vandtæt miniature temperatur datalogger. Betjeningsvejledning Micro Temp. Datalogger. Side 1. Micro Temp. er en 1 kanals temperatur datalogger, der leveres i et vandtæt rustfrit kabinet,
ELCANIC A/S. ENERGY METER Type ENG110. Version 3.00. Inkl. PC program: ENG110. Version 3.00. Betjeningsvejledning
 ELCANIC A/S ENERGY METER Type ENG110 Version 3.00 Inkl. PC program: ENG110 Version 3.00 Betjeningsvejledning 1/11 Generelt: ELCANIC A/S ENERGY METER Type ENG110 er et microprocessor styret instrument til
ELCANIC A/S ENERGY METER Type ENG110 Version 3.00 Inkl. PC program: ENG110 Version 3.00 Betjeningsvejledning 1/11 Generelt: ELCANIC A/S ENERGY METER Type ENG110 er et microprocessor styret instrument til
Easy Guide i GallupPC
 Easy Guide i GallupPC Version. 6.00.00 Gallup A/S Masnedøgade 22-26 DK 2100 København Ø Telefon 39 27 27 27 Fax 39 27 50 80 Indhold SÅDAN KOMMER DU I GANG MED AT ANVENDE GALLUPPC... 2 TILFØJELSE AF UNDERSØGELSER
Easy Guide i GallupPC Version. 6.00.00 Gallup A/S Masnedøgade 22-26 DK 2100 København Ø Telefon 39 27 27 27 Fax 39 27 50 80 Indhold SÅDAN KOMMER DU I GANG MED AT ANVENDE GALLUPPC... 2 TILFØJELSE AF UNDERSØGELSER
Tastevejledning Windows XP
 Tastevejledning Windows XP Tastevejledningen dækker den danske udgave af Windows XP. Der er taget udgangspunkt i en standard installation, hvor der ikke er foretaget tilpasninger i skærmopsætning, valg
Tastevejledning Windows XP Tastevejledningen dækker den danske udgave af Windows XP. Der er taget udgangspunkt i en standard installation, hvor der ikke er foretaget tilpasninger i skærmopsætning, valg
Binært LAS-format Denne indstilling import Laser scan datafiler, i LAS format.
 Kvadratnetsmodel - Import af Laser Scan Datafiler Funktionen til at oprette kvadratnetsmodeller er nu blevet udvidet og omfatter nu også en funktion til at importere laser scanning datafiler. Metoden bag
Kvadratnetsmodel - Import af Laser Scan Datafiler Funktionen til at oprette kvadratnetsmodeller er nu blevet udvidet og omfatter nu også en funktion til at importere laser scanning datafiler. Metoden bag
Farm Manager medarbejder: KMZ
 J A S O P E L SF A R MMA NA G E R V A R ENR. : 4 0 2 0 0 0 3 9 D A NS K Titel: Basis bruger vejledning Side 2 of 8 1. Indholdsfortegnelse a. Punkt 2 - Forord b. Punkt 3 - System Introduktion c. Punkt
J A S O P E L SF A R MMA NA G E R V A R ENR. : 4 0 2 0 0 0 3 9 D A NS K Titel: Basis bruger vejledning Side 2 of 8 1. Indholdsfortegnelse a. Punkt 2 - Forord b. Punkt 3 - System Introduktion c. Punkt
BRUGERVEJLEDNING CP-508LCD ALARMCENTRAL
 ALPHATRONICS DANMARK BRUGERVEJLEDNING CP-508LCD ALARMCENTRAL Version 4.2 INDHOLDSFORTEGNELSE BETJENING... side 2 TIL- OG FRAKOBLING... side 3 TILKOBLING NIVEAU 1... side 4 TIL- OG FRAKOBLING NIVEAU 2...
ALPHATRONICS DANMARK BRUGERVEJLEDNING CP-508LCD ALARMCENTRAL Version 4.2 INDHOLDSFORTEGNELSE BETJENING... side 2 TIL- OG FRAKOBLING... side 3 TILKOBLING NIVEAU 1... side 4 TIL- OG FRAKOBLING NIVEAU 2...
dpix til Word Indholdsfortegnelse
 dpix til Word Indholdsfortegnelse dpix til Word...1 Installation af Java...1 Klargøring af Word...1 Installation (opdatering) af dpix...2 Første start af Word med dpix...2 Udarbejdelse af et opgavesæt...4
dpix til Word Indholdsfortegnelse dpix til Word...1 Installation af Java...1 Klargøring af Word...1 Installation (opdatering) af dpix...2 Første start af Word med dpix...2 Udarbejdelse af et opgavesæt...4
Eksempel på CNC-fræseprogram
 Industrieknologi ræsning Eksempel på CC-fræseprogram Eksempel på CC-fræseprogram I det følgende gennemgås et eksempel på fremstilling af et CC-fræseprogram til en VP2000-fræser med Siemensstyring. CC-programmet
Industrieknologi ræsning Eksempel på CC-fræseprogram Eksempel på CC-fræseprogram I det følgende gennemgås et eksempel på fremstilling af et CC-fræseprogram til en VP2000-fræser med Siemensstyring. CC-programmet
Excel tutorial om lineær regression
 Excel tutorial om lineær regression I denne tutorial skal du lære at foretage lineær regression i Microsoft Excel 2007. Det forudsættes, at læseren har været igennem det indledende om lineære funktioner.
Excel tutorial om lineær regression I denne tutorial skal du lære at foretage lineær regression i Microsoft Excel 2007. Det forudsættes, at læseren har været igennem det indledende om lineære funktioner.
IDAP manual Analog modul
 IDAP manual Analog modul Dato: 15-06-2005 11:01:06 Indledning Til at arbejde med opsamlede og lagrede analoge data i IDAP portalen, findes en række funktions områder som brugeren kan anvende. Disse områder
IDAP manual Analog modul Dato: 15-06-2005 11:01:06 Indledning Til at arbejde med opsamlede og lagrede analoge data i IDAP portalen, findes en række funktions områder som brugeren kan anvende. Disse områder
Genvejstaster til Windows
 Genvejstaster til Windows Selvom musen er et praktisk redskab, er den langt fra altid den hurtigste måde at styre computeren på. Ofte vil det være meget hurtigere at bruge genvejstaster. Hvis du sidder
Genvejstaster til Windows Selvom musen er et praktisk redskab, er den langt fra altid den hurtigste måde at styre computeren på. Ofte vil det være meget hurtigere at bruge genvejstaster. Hvis du sidder
Brugermanual for styreskab Master Chain 4.0
 Fodermaskine 1: Manuel Brugermanual for styreskab 88.340 - DK INDHOLDSFORTEGNELSE INTRODUKTION Se side Styringens funktioner. 3 Styreskab, display og tastatur. 4-5 Hovedmenu oversigt. 6-7 Servicemenu oversigt.
Fodermaskine 1: Manuel Brugermanual for styreskab 88.340 - DK INDHOLDSFORTEGNELSE INTRODUKTION Se side Styringens funktioner. 3 Styreskab, display og tastatur. 4-5 Hovedmenu oversigt. 6-7 Servicemenu oversigt.
itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx
 Lods Klartext-dialog itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 2/2005 Lodsen... er en programmerings-hjælp for HEIDENHAIN-styringen itnc 530 i kortfattet udgave.
Lods Klartext-dialog itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Dansk (da) 2/2005 Lodsen... er en programmerings-hjælp for HEIDENHAIN-styringen itnc 530 i kortfattet udgave.
Elevskema. Med modulet Elevskema kan du fordele eleverne på kurser og danne individuelle elevskemaer.
 Elevskema Med modulet Elevskema kan du fordele eleverne på kurser og danne individuelle elevskemaer. Forudsætningen for at arbejde med modulet Elevskema er, at der i Untis er oprettet elever, som er tilknyttet
Elevskema Med modulet Elevskema kan du fordele eleverne på kurser og danne individuelle elevskemaer. Forudsætningen for at arbejde med modulet Elevskema er, at der i Untis er oprettet elever, som er tilknyttet
AMU, maskin og værktøj CNC-Drejning opstiller/ Bearbejdningscykler Kursusnummer 45625
 CNC-Drejning opstiller/ Bearbejdningscykler Kursusnummer 45625 Ud af EUCSyd, Sønderborg 1 CNC-Drejning, Opstiller/Bearbejdningscykler Målgruppe: Uddannelsen henvender sig til personer, som har beskæftigelse
CNC-Drejning opstiller/ Bearbejdningscykler Kursusnummer 45625 Ud af EUCSyd, Sønderborg 1 CNC-Drejning, Opstiller/Bearbejdningscykler Målgruppe: Uddannelsen henvender sig til personer, som har beskæftigelse
Viditronic NDVR Quick Guide. Ver. 2.0
 Viditronic NDVR Quick Guide Ver. 2.0 1 Indholdsfortegnelse 1. HOVEDMENU 3 1.1 START 5 1.2 AKTIVITETSINDIKATOR: 7 1.3 INFORMATIONS VINDUE: 7 1.4 PTZ KAMERA KONTROL: 7 1.5 SKÆRMMENU 8 1.5.1 AKTIVER BEVÆGELSE:
Viditronic NDVR Quick Guide Ver. 2.0 1 Indholdsfortegnelse 1. HOVEDMENU 3 1.1 START 5 1.2 AKTIVITETSINDIKATOR: 7 1.3 INFORMATIONS VINDUE: 7 1.4 PTZ KAMERA KONTROL: 7 1.5 SKÆRMMENU 8 1.5.1 AKTIVER BEVÆGELSE:
Cam-modulet. ud: Udfyldning af felter for råemnedimentioner Udfyld felterne således:
 side 1 side 1 side 1 side 2 side 3 side 4 side 5 side 11 side 15 side 18 side 21 side 22 side 23 side 24 side 26-28 side 29 side 31 Indholdsfortegnelse Cam-modulet Om cam-nodulet Sådan aktiveres cam-modulet
side 1 side 1 side 1 side 2 side 3 side 4 side 5 side 11 side 15 side 18 side 21 side 22 side 23 side 24 side 26-28 side 29 side 31 Indholdsfortegnelse Cam-modulet Om cam-nodulet Sådan aktiveres cam-modulet
Brugte maskiner. Maskiner, Tlf. 36954900, e-mail: [email protected], www.lemu.dk/maskiner
 Brugte maskiner Pladebearbejdning Pressere Stenhøj LP 40/25 T hydraulisk presse Pressekraft 40 tons, slaglængde 300 mm, tilhoderkraft 25 tons, årgang 1996, vægt 2000 kg, motor str. 5,5 kw kr. 75.000,-
Brugte maskiner Pladebearbejdning Pressere Stenhøj LP 40/25 T hydraulisk presse Pressekraft 40 tons, slaglængde 300 mm, tilhoderkraft 25 tons, årgang 1996, vægt 2000 kg, motor str. 5,5 kw kr. 75.000,-
Kompendie til CAM programmering Nr
 Kompendie til CM programmering Nr. 4488 Kompendie til CM programmering Nr. 4488 Kursus indhold: CNC-teknik og databaseproblematik CNC-dataoverførsel Programmeringsmetodik CM-systemet Programsimulering
Kompendie til CM programmering Nr. 4488 Kompendie til CM programmering Nr. 4488 Kursus indhold: CNC-teknik og databaseproblematik CNC-dataoverførsel Programmeringsmetodik CM-systemet Programsimulering
SIDE MOBILSTATION Mobilstation 3 Tilslutning 3 Menu (Tastefunktioner) 4 Sprogudvalg 4
 4 Sprogudvalg 4") 1 INDHOLDSFORTEGNELSE SIDE MOBILSTATION Mobilstation 3 Tilslutning 3 Menu (Tastefunktioner) 4 Sprogudvalg 4 Oprette / Konfigurerer Lokomotiver Kørsel (Tastefunktioner) 5 Anlæg Lokomotiv med Lokomotiv-kort
1 INDHOLDSFORTEGNELSE SIDE MOBILSTATION Mobilstation 3 Tilslutning 3 Menu (Tastefunktioner) 4 Sprogudvalg 4 Oprette / Konfigurerer Lokomotiver Kørsel (Tastefunktioner) 5 Anlæg Lokomotiv med Lokomotiv-kort
Svane Electronic Universal timer med 2 relæer og 18 funktioner hver 1
 Svane Electronic Universal timer med 2 relæer og 18 funktioner hver 1 Digital dobbelt timer print modul 12V 2000.2236 Multi funktions timer med 18 funktioner pr. relæ, anvendelig i mange installationer,
Svane Electronic Universal timer med 2 relæer og 18 funktioner hver 1 Digital dobbelt timer print modul 12V 2000.2236 Multi funktions timer med 18 funktioner pr. relæ, anvendelig i mange installationer,
Beskrivelse af jobområdet
 Side 1 af 5 Nummer: 2787 Titel: Spåntagende metalindustri Kort titel: Spåntagning Status: GOD Godkendelsesperiode: 02-06-2009 og fremefter Beskrivelse af jobområdet Definition af jobområdet Jobområdet
Side 1 af 5 Nummer: 2787 Titel: Spåntagende metalindustri Kort titel: Spåntagning Status: GOD Godkendelsesperiode: 02-06-2009 og fremefter Beskrivelse af jobområdet Definition af jobområdet Jobområdet
QUICK GUIDE LUFT/VAND CHILLER. pco 5
 QUICK GUIDE LUFT/VAND CHILLER pco 5 Brugerflade (PGD1) Styringens kontrolpanel tillader hurtig indstilling og visning af unittens driftsparametre. Kortet husker alle standardindstillinger og alle ændringer.
QUICK GUIDE LUFT/VAND CHILLER pco 5 Brugerflade (PGD1) Styringens kontrolpanel tillader hurtig indstilling og visning af unittens driftsparametre. Kortet husker alle standardindstillinger og alle ændringer.
Betjeningsvejledning. for. UniRace
 Betjeningsvejledning for UniRace 2007 Et konkurrence indtastningsprogram. Indholdsfortegnelse Indholdsfortegnelse... 2 Figur fortegnelse... 3 Indledning... 4 Race info... 4 Indtastning af deltagere...
Betjeningsvejledning for UniRace 2007 Et konkurrence indtastningsprogram. Indholdsfortegnelse Indholdsfortegnelse... 2 Figur fortegnelse... 3 Indledning... 4 Race info... 4 Indtastning af deltagere...
At indsætte ord og billeder og brug af hjælpefunktionen.
 Udarbejdelse af kommunikationsbøger Noter og øvelser i forbindelse med at udarbejde kommunikationsbøger vha. programmet Phraseit (Genlyd). Følgende øvelser og instruktion er baseret på at Phrase-it 2.1
Udarbejdelse af kommunikationsbøger Noter og øvelser i forbindelse med at udarbejde kommunikationsbøger vha. programmet Phraseit (Genlyd). Følgende øvelser og instruktion er baseret på at Phrase-it 2.1
Opstilling af model ved hjælp af differentialkvotient
 Opstilling af model ved hjælp af differentialkvotient N 0,35N 0, 76t 2010 Karsten Juul Til eleven Dette hæfte giver dig mulighed for at arbejde sådan med nogle begreber at der er god mulighed for at der
Opstilling af model ved hjælp af differentialkvotient N 0,35N 0, 76t 2010 Karsten Juul Til eleven Dette hæfte giver dig mulighed for at arbejde sådan med nogle begreber at der er god mulighed for at der
Indledning. På de følgende sider vises, primært i tegneserieform, lidt om mulighederne i PC-AXIS for Windows.
 Indledning PC-AXIS for Windows er et talbehandlingsprogram, der kan håndtere store mængder statistisk materiale. PC-AXIS giver mulighed for at arbejde videre med det statistiske materiale i egne programmer
Indledning PC-AXIS for Windows er et talbehandlingsprogram, der kan håndtere store mængder statistisk materiale. PC-AXIS giver mulighed for at arbejde videre med det statistiske materiale i egne programmer
på Sterling 10 Brugermanual Bemærk! betjeningspanelet er i manualen angivet som FUNC
 Sterling 10 Brugermanual Bemærk! Tasten FUNC på Sterling 10 betjeningspanelet er i manualen angivet som Side 2 Sterling 10 Indholdsfortegnelse 1 Bruger- og master-faciliteter... 3 1.1 Generelt... 3 1.2
Sterling 10 Brugermanual Bemærk! Tasten FUNC på Sterling 10 betjeningspanelet er i manualen angivet som Side 2 Sterling 10 Indholdsfortegnelse 1 Bruger- og master-faciliteter... 3 1.1 Generelt... 3 1.2
TNC 310. Bruger-håndbog HEIDENHAIN-klartext-dialog. NC-Software xx 6/98
 TNC 310 NC-Software 286 040 xx Bruger-håndbog HEIDENHAIN-klartext-dialog 6/98 Betjeningselementer for TNC en Betjeningstaster på billedskærmen Valg af billedskærm-opdeling Softkeys Maskin-taster Skift
TNC 310 NC-Software 286 040 xx Bruger-håndbog HEIDENHAIN-klartext-dialog 6/98 Betjeningselementer for TNC en Betjeningstaster på billedskærmen Valg af billedskærm-opdeling Softkeys Maskin-taster Skift
Indholdsfortegnelse. Indholdsfortegnelse.. side 2. Adgang til webgraf 3. Opslag adresse... 4. Styring af layout.. 5. Zoom funktioner..
 Indholdsfortegnelse Indholdsfortegnelse.. side 2 Adgang til webgraf 3 Opslag adresse... 4 Styring af layout.. 5 Zoom funktioner.. 6 Panorere på skærmen. 7 Information om grafikken.... 8-10 Print et udsnit.....
Indholdsfortegnelse Indholdsfortegnelse.. side 2 Adgang til webgraf 3 Opslag adresse... 4 Styring af layout.. 5 Zoom funktioner.. 6 Panorere på skærmen. 7 Information om grafikken.... 8-10 Print et udsnit.....
Betjening/programmering Udgave 06/2003
 Betjening/prograering Udgave 06/2003 ShopTurn SINUMERIK 840D/840Di/810D Introduktion 1 Justering af maskine 2 SINUMERIK 840D/840Di/810D ShopTurn Bearbejd arbejdsstykke Fremstil et ShopTurnprogram 3 4
Betjening/prograering Udgave 06/2003 ShopTurn SINUMERIK 840D/840Di/810D Introduktion 1 Justering af maskine 2 SINUMERIK 840D/840Di/810D ShopTurn Bearbejd arbejdsstykke Fremstil et ShopTurnprogram 3 4
Svane Electronic Universal timer med 4 relæer og et valg af 18 funktioner hver 1. 4 kanals timer med 18 funktioner
 Svane Electronic Universal timer med 4 relæer og et valg af 18 funktioner hver 1 4 kanals timer med 18 funktioner 2000.2238 Vi sikrer en høj kvalitet sammen med vores samarbejdes partnere! Vi udveksler
Svane Electronic Universal timer med 4 relæer og et valg af 18 funktioner hver 1 4 kanals timer med 18 funktioner 2000.2238 Vi sikrer en høj kvalitet sammen med vores samarbejdes partnere! Vi udveksler
BRUGERVEJLEDNING CP-508LCD ALARMCENTRAL
 BRUGERVEJLEDNING CP-508LCD ALARMCENTRAL Ver 3.7 INDHOLDSFORTEGNELSE BETJENING... side 3 TIL- OG FRAKOBLING... side 4 TILKOBLING NIVEAU 1... side 5 TIL- OG FRAKOBLING NIVEAU 2... side 6 TIL- OG FRAKOBLING
BRUGERVEJLEDNING CP-508LCD ALARMCENTRAL Ver 3.7 INDHOLDSFORTEGNELSE BETJENING... side 3 TIL- OG FRAKOBLING... side 4 TILKOBLING NIVEAU 1... side 5 TIL- OG FRAKOBLING NIVEAU 2... side 6 TIL- OG FRAKOBLING
SizeWare. Bruger Manual. JVL Industri Elektronik A/S. Skive. Tandrem. Spindel. JVL Industri Elektronik A/S - Bruger Manual - SizeWare LB0041-02GB
 SizeWare Bruger Manual ä Skive ä Tandrem ä Spindel JVL Industri Elektronik A/S LB0041-02GB Revised 23-3-99 1 2 Copyright 1997, JVL Industri Elektronik A/S. Der tages forbehold for ændringer af indholdet
SizeWare Bruger Manual ä Skive ä Tandrem ä Spindel JVL Industri Elektronik A/S LB0041-02GB Revised 23-3-99 1 2 Copyright 1997, JVL Industri Elektronik A/S. Der tages forbehold for ændringer af indholdet
Udlæsning af stregkodefil til scanneren 1. Opret mappen pdt på C-drevet (c:\pdt).
.") Indholdsfortegnelse Introduktion... 2 Udlæsning af stregkodefil til scanneren... 3 Installation af scanneren... 5 Indlæsning af datafil i scanneren... 7 Brug af scanneren... 8 Sådan scanner du... 8 Sådan
Indholdsfortegnelse Introduktion... 2 Udlæsning af stregkodefil til scanneren... 3 Installation af scanneren... 5 Indlæsning af datafil i scanneren... 7 Brug af scanneren... 8 Sådan scanner du... 8 Sådan
Vejledning til Teknisk opsætning
 Vejledning til Teknisk opsætning v. 1.0 Adm4you, 2010. Indhold Kort om denne vejledning... 3 Generelt om easyourtime... 3 Installation af databasen... 3 Sikkerhed og rettigheder... 4 SQL Login... 4 Rettigheder
Vejledning til Teknisk opsætning v. 1.0 Adm4you, 2010. Indhold Kort om denne vejledning... 3 Generelt om easyourtime... 3 Installation af databasen... 3 Sikkerhed og rettigheder... 4 SQL Login... 4 Rettigheder
Produkt Modellering & Load til Microsoft Dynamics NAV
 Produkt Modellering & Load til Microsoft Dynamics NAV Send data fra et CAD-system, modellér de ønskede produktionsdata, og opret herefter stamdata automatisk i Dynamics NAV. Formål: Hovedformålet med PM&L
Produkt Modellering & Load til Microsoft Dynamics NAV Send data fra et CAD-system, modellér de ønskede produktionsdata, og opret herefter stamdata automatisk i Dynamics NAV. Formål: Hovedformålet med PM&L
smart-house Web-Server Manual smart-house Web-Server Manual 1 of 15
 smart-house Web-Server Manual CARLO GAVAZZI AS, PB 215, NO-3901 Porsgrunn Telefon: 35 93 08 00 Telefax: 35 93 08 01 Internet: http://www.carlogavazzi.no E-Mail: [email protected] 1 of 15 Indholdsfortegnelse
smart-house Web-Server Manual CARLO GAVAZZI AS, PB 215, NO-3901 Porsgrunn Telefon: 35 93 08 00 Telefax: 35 93 08 01 Internet: http://www.carlogavazzi.no E-Mail: [email protected] 1 of 15 Indholdsfortegnelse
Svane Electronic Timer universal med 8 funktioner 1
 Svane Electronic Timer universal med 8 funktioner 1 Digital timer print modul 12V 2000.2231 Multi funktions timer med 8 funktioner, anvendelig i mange installationer, forsyning 12VDC drift. Printet har
Svane Electronic Timer universal med 8 funktioner 1 Digital timer print modul 12V 2000.2231 Multi funktions timer med 8 funktioner, anvendelig i mange installationer, forsyning 12VDC drift. Printet har
INSTALLATIONSMANUAL TIL GARAGEPORT ÅBNER
 INSTALLATIONSMANUAL TIL GARAGEPORT ÅBNER INSTALLATIONS MANUALEN SKAL GENNEMLÆSES OMHYGGELIG FØR IBRUGTAGNING ADVARSEL FOR SIKKER INSTALLATION Inden installation af automatikken skal balance fjederen på
INSTALLATIONSMANUAL TIL GARAGEPORT ÅBNER INSTALLATIONS MANUALEN SKAL GENNEMLÆSES OMHYGGELIG FØR IBRUGTAGNING ADVARSEL FOR SIKKER INSTALLATION Inden installation af automatikken skal balance fjederen på
Vejledning. Indlæsning af studerende til gruppedannelse i STADS. Indhold. Studie-IT Tlf.:
 Studie-IT Tlf.: 9940 9720 Vejledning Indlæsning af studerende til gruppedannelse i STADS Indhold Indledning.... 2 Udvælgelse af data. i istads... 2 Generering af data... 5 Generering af data fra et excel-ark...
Studie-IT Tlf.: 9940 9720 Vejledning Indlæsning af studerende til gruppedannelse i STADS Indhold Indledning.... 2 Udvælgelse af data. i istads... 2 Generering af data... 5 Generering af data fra et excel-ark...