ANTIKOLLISION PÅ CNC DREJEBÆNK 3 DAGE
|
|
|
- Stine Krog
- 8 år siden
- Visninger:
Transkript
1 AMU KURSUS ANTIKOLLISION PÅ CNC DREJEBÆNK 3 DAGE

2 Indholdsfortegnelse Forord... 1 Fastspændelse af emner... 4 Hårde bakker... 4 Tjekpunkter... 5 Slitage... 6 Renovering... 5 Opspænding... 6 Bløde bakker... 4 Bedre fasthold af emne... 5 Bearbejdning af bløde bakker... 6 Renovering... 5 Opspænding... 6 Uddrejning med udboringsring... 6 Uddrejning med spændebrik... 5 Korrekt facon på bakkeprofil... 6 Spændetryk... 4 Opspænding side 1/side Maksimum omdrejninger... 4 Værktøj... 4 Emnemateriale... 4 Proces for produktionsplanlægning... 4 Værktøjsholdere til udvendig bearbejdning... 4 Værktøjsholdere til indvendig bearbejdning... 4 Fejlfinding værktøj og skær... 4 Vedligeholdelse og værktøjsslid... 5 Omdrejningsretning på emnet... 4 Værktøjsdimensioner... 4 Indvendige værktøjer... 6 Opspænding af indvendige drejeværktøjer... 5 Påkørsel ved brug af lange værktøjer... 6 Udhæng på vertikalt værktøj... 5 Anvendelse af boreværktøj

3 Indholdsfortegnelse Værktøjopmåling... 4 Tjek af centerpunkt i værktøjsholder... 6 Korrekt opmåling af værktøj... 5 Sikkerhed generelt... 4 Sikkerhed inden programafvikling... 4 Opsavede emner... 6 Stangmateriale... 5 Støbte emner... 6 Verificering... 4 Egenkontrol af program... 6 Værktøjsbane kontrol... 5 Maskinsimulering... 6 Konklusion... 4 Opspændingsplan... 4 Tjekliste - opstilling... 4 Tjekliste - afvikling

4 Antikollision på CNC drejebænk Forord På den CNC styrede drejebænk er der mange faktorer i spil, for at få vellykket resultat. Det gælder selvfølgelig om at få et emne som overholder mål og overfladekrav, og at det sker sikkerhedsmæssig forsvarligt. Det kan være en farlig proces, hvis ikke maskinen overholder sikkerhedskravene, da der derfor kan forekomme personskade. Dette afsnit handler om de ting vi som programmør eller opstiller kan gøre for at emnet bliver vellykket og uden kollisioner. Det drejer sig blandt andet om sikker fastspændelse af emnet, korrekt valg af værktøjer, pålidelig simulering af programmet og meget mere. Grunden til disse overvejelser skyldes hovedsalig, at maskinerne i dag er blevet meget komplekse og dyre at reparere på. Ud over det, så er det meget omkostningsfyldt for en virksomhed når maskinen står stille, altså ikke kan producerer noget, som eller ville give indtægt. I afsnittet bruges ordet bakker som dem der sidder på patronen og holder emnet, - andre steder kan det forekomme at de betegnes kløer. Dette gælder for både de hårde som bruges til side 1 bearbejdning, og til bløde bakker som bruges til side 2 bearbejdning. Sidst i dette dokument finder du en tjekliste med de gennemgåede punkter, som du kan bruge ved opstilling eller indkøring så risikoen for kollision minimeres. 3

5 Fastspændelse af emne I dette afsnit beskrives de faktorer der har med god fastholdelse af emnet. Det vil sige at de områder hvor emnet ikke sidder korrekt monteret eller af flere årsager løsner sig fra sit udgangspunkt, og dermed kan være medskyldig i kollision. Følgende punkter beskrives i dette afsnit: Hårde bakker Bløde bakker Spændetryk Maks omdrejninger på emnet 2-sidet bearbejdning. Hvilken side først, for mest hensigtsmæssig bearbejdning Vedligehold af opspændingsværktøj Hårde bakker Som beskrevet i forordene, så har de hårde bakker til funktion at holde emnet under bearbejdning. Det foregår oftest under den første bearbejdning af emnet, altså på side 1 hvis emnet skal vendes, eller ved bearbejdning af emner som afstikkes til færdig produkt. 4

6 Tjekpunkter for hårde bakker Et af de vigtigste forhold som skal tjekkes inden anvendelse, er bakkernes beskaffenhed. Der må ikke være skader på musefortandingen (hakker eller tryk) Der må ikke være slid på spændeflade Hvis musefortandingen ikke er i orden, kan det have indflydelse på placeringen af bakken. Det kan være meget svært at se, om bakken ligger helt tæt ind til musefortandingen på grundbakkerne, og ved tryk eller mærker er der stor sandsynlighed for at den ikke gør. Konsekvensen heraf kan betyde at råemnet kaster, og den programmerede startdiameter derfor bliver for lille i forhold til den aktuelle diameter når emnet roterer. Hermed bliver den første langsdrejningspån for stor i forhold til det programmerede, eller ved plandrejning kan det ske at værktøjet kører ilgang ind i råmaterialet. Illustration 2 5

7 Ved synlige tegn på skader på musefortandingen, kan der med en passende størrelse diamant nålefil, fjernes uønsket grater/buler. Slitage En anden rigtig vigtig pointe at have fokus på hvis de hårde bakker er slidte, er hvor godt de holder emnet. Hvis bakkerne er slidte eller rillerne er fyldt op med materiale, så holder de ikke optimal fat i emnet, og dermed er risikoen for kollision væsentlig forøget. Se ill. 1. Slid sker ofte uens, og derfor kan det også give ubalance når patronen roterer. Det konstateres let ved at starte omdrejningerne, og hvis maskinen ryster er det et sikkert tegn på uens slidte bakker. Hvis et råemne er montereret i bakkerne og rystelserne gentager sig kan det også skyldes slidte bakker som vist i illustration 2. Når det sker at bakkerne bliver slidte skal de enten renoveres eller skiftes ud. Prisen varierer efter størrelse og udseende, men for et standardsæt til en 8 tommer patron er prisen ca kr. Renovering Derfor skal man selvfølgelig overveje om det kan svarer sig at renoverer dem, i forhold til den tid det vil tage. Men har man erfaringen og udstyret, kan bakkerne sagtens slibes så de bliver cylindriske og rene, så de igen virker efter hensigten: En kraftig luftsliber, eller en el-sliber opspændt i stålholderen monteret med en slibesten, diamant eller sliberondel, kan godt bruges. Bor et 8mm hul ind i alle tre kløer og sæt stifter ind og på med en ring og spænd sammen. Fortsætterslæden skal sættes på 3 grader, og omdrejningstallet til ca. 100 omdr./min. og procedure for uddrejning af bakker følges (se side 7). Alternativt sæt spænderingen helt inderst i kløernes spændeflade, og slib så en frigang bagefter. Metoden med at bore huller til spænderingen fungere fint, dog kan visse kløer være særdeles vanskelige at bore i hvis. Husk at du skal spænde samme vej, på spænderingen, som du spænder når kløerne skal spænde om et emne. 6


8 Opspænding Bakkerne er nummererede 1,2 og 3, og de skal monteres i grundbakkerne med sammen nummer. Dette minimerer kast og en mere ensartet opsætning hver gang bakkerne monteres. Husk altid at spænde på så meget materiale som muligt, for bedst mulig hold i emne. Det tilrådes også altid og sørge for, at begge t- spors bolte ikke er udenfor grundbakkerne. Bløde bakker Hovedformålet med anvendelse af bløde bakker, er at få et så lille kast på emnet som muligt, imellem side 1 og side 2 uden samtidig og få spændemærker på emnet. De bløde bakker vil, når de er korrekt uddrejet, give et 100 % korrekt rundløb og dermed hjælp til bedre at sikre korrekt emnegeometri. Herudover giver det perfekte rundløb bedre balance når emnet roterer, og dermed ingen rystelser. Risiko ved anvendelse Som nævnt er de bløde bakker uddrejet så de passer til emnet, og overflade på bakkerne er drejet meget fint for at undgå mærker på emnet. Den glatte overflade på bakkerne gør, at der ikke er den samme friktion til emnet som ved de hårde bakker, og derfor øges risikoen for at emnet ikke holdes fast under bearbejdning. 7

9 Det kan minimeres ved at gøre sig nogle overvejelser om sin opspænding og bearbejdning. Det første der er vigtig og overveje er de skærehastigheder og spåndybder der er programmeret, om de er korrekte i forhold til hvor meget vi har holder fast i emnet. Hvis vi eksempelvis har et langt udhæng på emnet, så er det meget sandsynlig at værktøjsproducentens vedledende skærehastigheder og spåndybder er for høje. Det tilrådes derfor at nedsætte spåndybden betydelig ved plandrejning, da spåntrykket her påvirker emnet ud ad bakkerne. Eksempel: Vejledende skærehastigheder iflg. producenten Den valgte platte er beregnet til medium bearbejdning i bl.a. stål. De vejledende værdier som producenten opgiver, er altid under perfekte forhold: Stabile maskiner Godt hold i emnet Nye skarpe værktøjer Ingen afvigelse i råemne materiale Tjek din opstilling og kør efter det! Bedre fastholdelse af emne Hvis ikke der er krav til den overfladen der spændes på i de bløde bakker, men kun til rundløbet kan der med fordel anvendes specielle hærdede brikker, som med små spidser sikre godt hold på emnet. Kombineret med de andre egenskaber de bløde bakker giver, så er de det foretrukne valg hvis ikke overfladen har betydning. 8



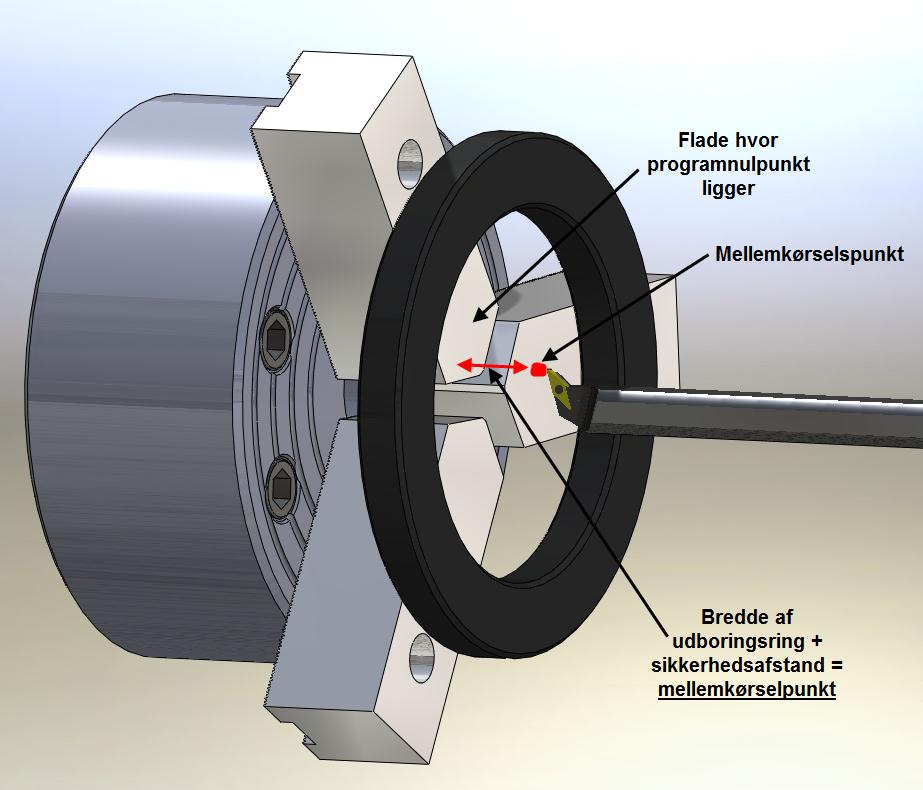
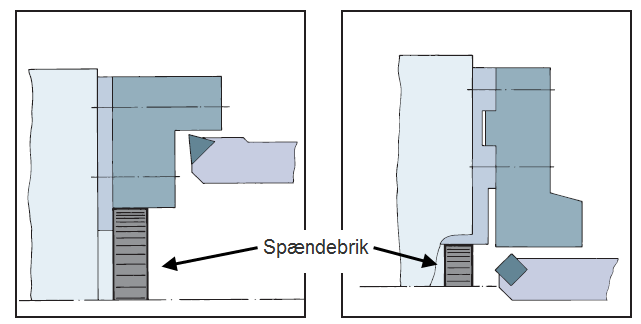
10 Montering af disse kræver ekstra arbejde i forhold til almindelig bearbejdning af bakkerne, og det kan være vanskeligt at efterbearbejde dem. Det kan derfor være klogt og overveje om det kan svarer sig at bruge brikkerne, i forhold til den mængde der skal produceres. Bearbejdning af bløde bakker For at opnå det ønskede resultat ved anvendelse af bløde bakker, er det rigtig vigtigt at de bliver uddrejet korrekt. Herunder er der vejledning til 2 fremgangsmåder for korrekt bearbejdning af bakkerne. Den første forklaring med anvendelse af udboringsring er førstevalg. Fordelen med den, er at ringen vi spænder på er placeret på samme side af bakkerne som vi senere spænder vores emne på. Det betyder at det slør der er i grundbakkerne når vi spænder omkring emnet, er ens under uddrejning og bagefter når bakkerne spænder omkring emnet. Den anden fremgangsmåde som er illustreret, anvender en brik at spænde på ofte placeret i bunden af de bløde bakker. Hermed bliver før omtalt slør i grundbakker, ikke udlignet og derfor skal man have det for øje når denne mulighed anvendes. I beskrivelserne herunder, uddybes fordele og ulemper ved begge bearbejdninger. 9

, og den vil aldrig overstige det programmerede.")

11 Uddrejning med udboringsring Fokuspunkter: Udboringsringen er tung og derfor tilrådes det at kører max 1000 omdrejninger med den. o Hvis drejediameter gør at patronen overstiger 1000 omdrejninger, kan der programmeres med G50 (eks. G50 S1000), og den vil aldrig overstige det programmerede. o I nedenstående illustration ses en anden type udboringsring som skrues fast på bakkerne, den holder derfor meget bedre fast en ovenstående. Den programmerede drejeprofil til uddrejning af bakkerne, vil typisk have nulpunkt på enden af bakkerne. Derfor er det ved tilkørsel og frakørsel vigtigt og kører fri for udboringsringen, ved at lave et tilkørsels og frakørselspunkt. Se næste side. 10

12 Uddrejning med spændebrik 11
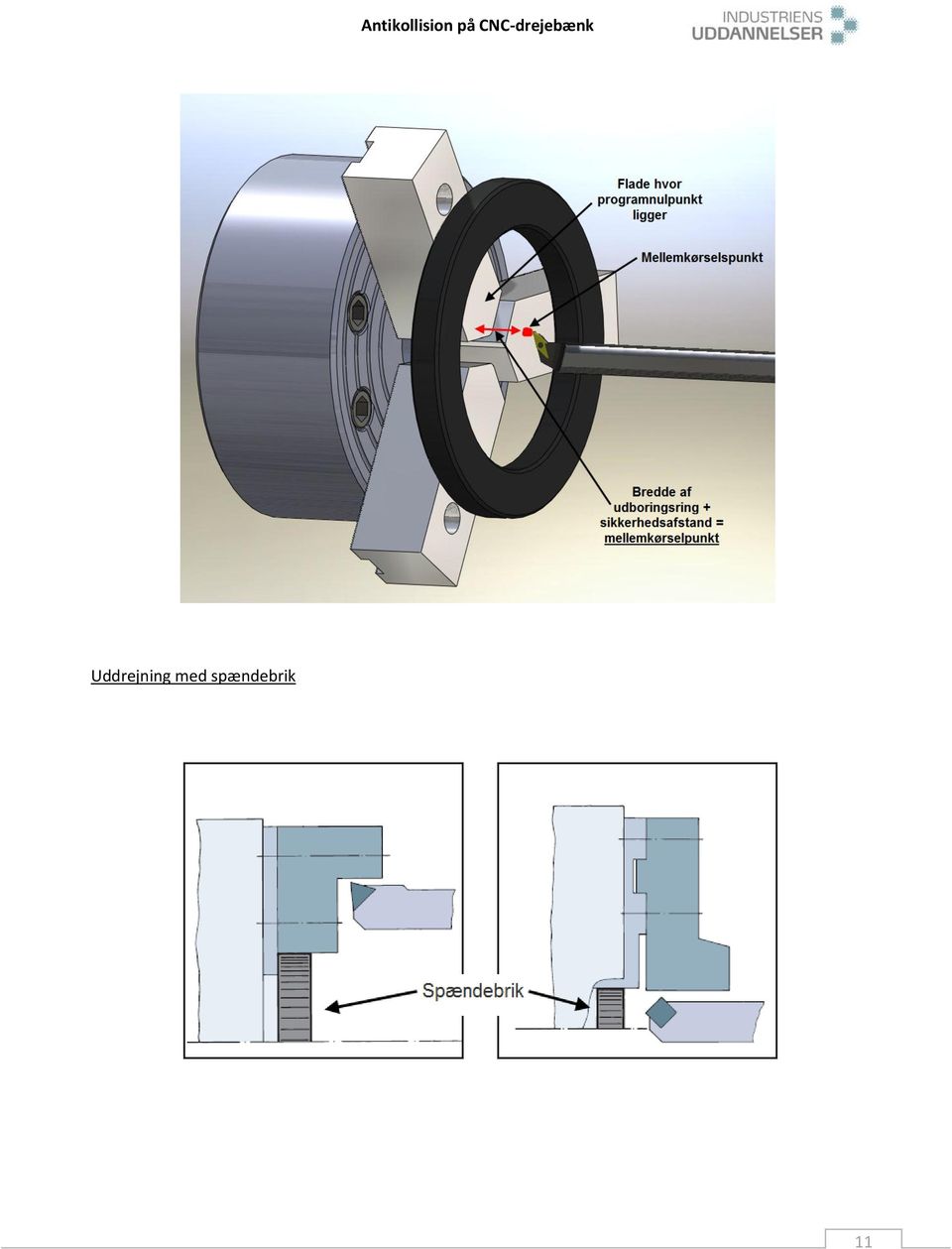
13 At uddreje bakker med spændebrik er ikke anderledes end med spændering. Følg vejledningen for et godt resultat: 1. Indstil bakkerne til emnets diameter. *Diameteren på bakkerne skal være mindre end emnets diameter 2. Isæt spændebrik og spænd centrerpatron *Spændetrykket skal være nedsat og dybden til spændebrik skal være større end dybden på den programmerede profil. 3. Udbor bakkerne. *Diameteren på hullet skal være nøjagtig lig med emnets diameter. Kontroller med trepunktsmåler. 4. Fjern spændebrik. 5. Isæt emne i bakker. *Skrue spændetryk op på det som emnet tillader, og kontroller rundløbet. Korrekt facon på bakkeprofil Alle de tænkelige former emnerne kan have, lige så mange forskellige former skal de bløde bakker også have. Hvis ikke bakkerne er korrekt bearbejdet, kan det være med til at øge risikoen for kollision. Derfor er der også nogle ting som er vigtige og tage stilling til, når de skal bearbejdes. For alle former gælder at, ovenstående metoder til opspænding af bakkerne gør sig gældende. Herunder beskrives 3 forskellige emneformer, som hver har nogle særlige egenskaber der skal tages i hensyn til under bearbejdningen. Figurer uden lige flader: 12



14 FOKUSPUNKTER: På grund af modholdet, skal værktøj til bearbejdning have frigang nok til at fremstille profilen. Det skarpe hjørne på kanten af bakkerne, afrundes for at minimerer mærker som kan give kast/mærker på emnet. Figurer med vertikal og horisontal spændeflade: 13



15 FOKUSPUNKTER: Dybden på bakkerne bestemmes ved at lave præcis så stor spændeflade, at der er plads til værktøjet ved side 2 bearbejdning. De skarpe hjørner på kanterne af bakkerne, afrundes for at minimerer mærker som kan give kast/mærker på emnet. Figurer der kræver frigang, for ikke at spænde på emnet: Nogle emner kan have overflader der ikke må spændes på, som derfor kræver at bakkerne bearbejdes herefter. Det kan være som eksemplet herunder, hvor emnet har udvendig gevind der ikke tåler at blive spændt på, og samtidig har en meget lille hjørneradius der hvor vi gerne holde det. (se ill.) FOKUSPUNKTER: Hvis emnet kræver at der laves frigang for ikke at spænde på emnets hjørne, skal korrekt værktøj vælges. (35 eller 55 graders platte) Der må kun spændes på 2 flader så derfor drejes dybden på bakkerne så der dannes luft imellem emnet og bakkerne. 14

16 Spændetryk Rigtigt spændetryk er for både opspænding i bløde og hårde bakker rigtig vigtig. Det siger sig selv, at hvis spændetrykket er meget lavet så stiger risikoen betydeligt for at emnet vil løsne sig under bearbejdning og dermed kollisionsrisikoen. Kollision i denne kategori skyldes næsten altid glemsel fra opstillerens side. Når der skiftes imellem side 1 og side2 opstillinger, eller imellem forskellige emner, så skal der altid overvejes om spændetrykket skal ændres. Hvis den sidste opstilling har kørt med meget lave spændetryk og en ny mand skal lave en opstilling, eller måske der er gået en længere periode, så kan det være svært og huske at tjekke trykket. Derfor kan det med fordel gøres til en rutine i opstillingen, så det ikke bliver glemt. Det kan gøres ved at lave opstillingskort/planer med alle nødvendige oplysninger, så opstillingen og afviklingen bliver problemfri. Opstillerkort kan laves som et standard dokument, som alle medarbejdere ved den pågældende maskine udfylder ved hver opstilling. Dermed sikres at alle vigtige overvejelser ved opstillingen, herunder spændetryk, overvejes hver gang og dermed ingenting glemt. Spændetryk måles i forskellige enheder på forskellige maskiner, og derfor individuelt hvilken skala høj og lav tryk ligger imellem. Derfor skal du orienterer dig om måleenheden på manometret på din maskine, for ikke at forveksle med det opgivne spændetryk med en anden måleenhed. Bar og Psi er de mest anvendte enheder. Husk derfor altid at og skrive på opstillerkortet hvilken måleenhed spændetrykket er angivet i, fx 2 bar. Korrekt spændetryk: Spændetrykket er individuelt for hvert emne vi bearbejder, og derfor kan det være svært at beskrive. Dog er der nogle ting som altid gør sig gældende. Massiv stangmateriale kan som udgangspunkt spændes med maskinens maksimale spændetryk. Det gælder naturligvis ikke hvis emnets skal bearbejdes til et tyndvægget slutprodukt. Støbte emner er ofte sprøde og tyndvæggede, så her må spændetrykket ikke være for højt. Understøt eventuelt opstillingen med tidligere omtalte pigge for bedre fastholdelse af emne. Ved bearbejdning i bløde bakker skal der altid indstilles et spændetryk, som passer til udhæng og programmeret spåndybder/skærehastigheder. Emneprofiler der har risiko for at deformerer under opspænding, kan med nedsat spændetryk og støttebrik bearbejdes uden at ødelægge emneprofil. (Støttebrik er en klods, fremstillet til at passe indvendig i det emne der opspændes, så bakkerne spænder på et massivt emne) Vedligehold: De færreste virksomheder har udstyr der kan måle det aktuelle spændetryk, så det kan være vanskeligt at vurderer om patronen spænder med det tryk som vi har indstillet det til. Hvis ikke patronen er korrekt vedligeholdt, kan spændetrykket være væsentligt nedsat i forhold til det indstillede. Største synder er mangel på fedtsmøring, som skal gentages efter hver 8. times drift. Test med et let slag med plastichammer, om emnet sidder fast i bakkerne (gælder både hårde og bløde bakker). 15


17 Opspænding side 1/side2 Det kan have stor betydning for den måde vi kan bearbejde et emne på i 2. operation, hvis ikke der overvejes hvilken side på emnet der skal bearbejdes først. Det er vigtigt at stræbe efter en god opspænding på begge sider af emnet, så der kan bearbejdes med spåndybder og skærehastigheder der sikre en konkurrencedygtig spåntid og med minimum af vibrationer. Derfor vil der herunder være eksempler på forskellige emnetyper, hvor vejledning til den bedste opspænding beskrives. Dog kan det i dokumentet ikke tages for givet at bakkerne kan monteres med pigge for bedre hold, og derudover kan der være andre emneformer som kræver individuel opstilling. Eksempel 1: I dette eksempel er den naturlige fordeling imellem side 1 og side 2, forskudt fra midten af emnet. Det betyder at den ene bearbejdning får et længere udhæng end den anden side, og det skal med i vores overvejelse når opstillingen skal defineres. Ved at vælge side 1 som vist på billedet, kræver det at maskinen den skal bearbejdes på har patrongennemboring. Hvis der er vibrationer ved bearbejdning af side 1, kan der med fordel anvendes pinolstøtte hvis sådan er til rådighed. I et andet afsnit finder du en beskrivelse af de ting der skal tages højde for, når pinolstøtten tages i brug. Generelt for alle opspændinger gælder, at der spændes på størst mulig diameter og med et udhæng så kort som muligt. 16


18 Eksempel 2: I dette eksempel er udfordringen hullet på Ø50, som typisk vil blive forboret med et korthulsbor. Boreprocessen kræver et rigtig godt greb om emnet og derfor vil det i dette tilfælde være bedst at gøre i 1. operation. Ved side 2 bearbejdning spændes på en emneprofil med kun 2mm godstykkelse, og derfor er bakkerne drejet 35mm dybe så der spændes på emnet hvor det er massivt. Nu kan spændetrykket skrues op og bedre hold er opnået. Det kræver at bakkernes højde er tilpasset dybden på emneprofilen, så der stadig er mulighed for at spænde på spændebrik under bearbejdning. Bløde standard bakker kan fås i forskellige højder så de let kan opfylde de krav emneprofilen kræver. 17

19 Maksimum omdrejninger Emnets geometri kan betyde, at det er nødvendigt og nedsætte maskinens maksimale omdrejningstal. Hvis den programmerede skærehastighed gør, at omdrejningstallet bliver for højt ved fx plandrejning eller ved uddrejning af små diametre, kan det være nødvendigt at nedsætte det maksimale omdrejningstal. Hvis emnegeometrien ikke er cylindrisk, kan et højt omdrejningstal betyde rystelser og i værste tilfælde kan emnet rive sig løs af bakkerne. Derfor skal bearbejdning af excentriske emner altid gennemtænkes, så omdrejningstallet og opspændingen overvejes. Samtidig med stigende omdrejningstal, så stiger centrifugalkraften også. Det betyder at spændetrykket kan blive nedsat når et excentrisk emne roter med høje omdrejninger, og med stigende risiko for kollision. Specielle patroner kan leveres med centrifugalkraftudligning, så spændetrykke bevares ved alle omdrejningstal. Emne 1, 2 og 3 herunder er eksempler på excentriske emner som kan bearbejdes i drejebænk. For alle gælder det at omdrejningstallet ikke må være for højt. Emne 4 og 5 har begge en stor diameter men uden at være excentriske, og har derfor en stor centrifugalkraft når omdrejningstallet stiger. Specielt nr. 4 har risiko for kollision, fordi den skal bearbejdes på en lille diameter og dermed øges omdrejningstallet betydelig. For begge emner gælder det at omdrejningstallet ikke må blive for højt. 18

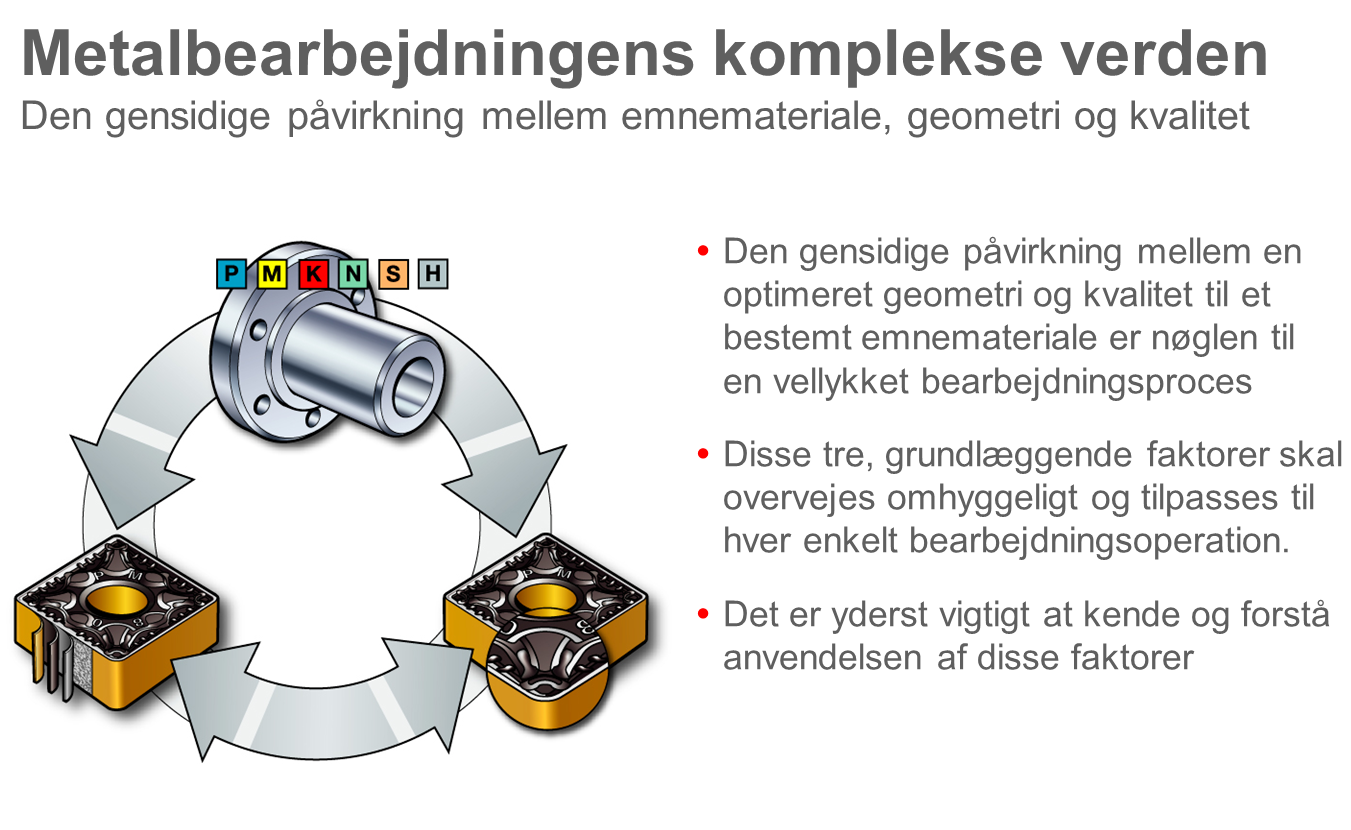
20 Værktøj I dette afsnit beskrives de faktorer hvor værktøj kan være skyld i kollision. Der er følgende 4 områder der gennemgås: Emnemateriale Værktøjsvedligehold Plattegeometri Omdrejningsretning Værktøjsdimensioner Centerhøjde på boreværktøj Opmåling af værktøj Emnemateriale For at få spåntagningsprocesserne til at forløbe rigtig skal man kende emnematerialet, og derefter vælge den korrekte platte geometri og kvalitet, der passer til den specifikke bearbejdning. Emnematerialet har stor indflydelse på hvordan opgaven skal gribes an, så det er rigtig vigtigt at vide hvilke egenskaber materialet har ved bearbejdning. Stål, aluminium, og støbegodt har hver især mange forskellige legeringer som gør dem bløde eller hårde, seje eller sprøde og her er værktøjsvalg og korrekt skæredata vigtig for et godt resultat. Værktøjsproducenterne er dem der ved mest om korrekt data for deres værktøj, så de er gode at tage med på råd hvis man skal producere emner i ukendte materialer. 19

21 20
22 Materialernes egenskaber 21
23 22
24 23
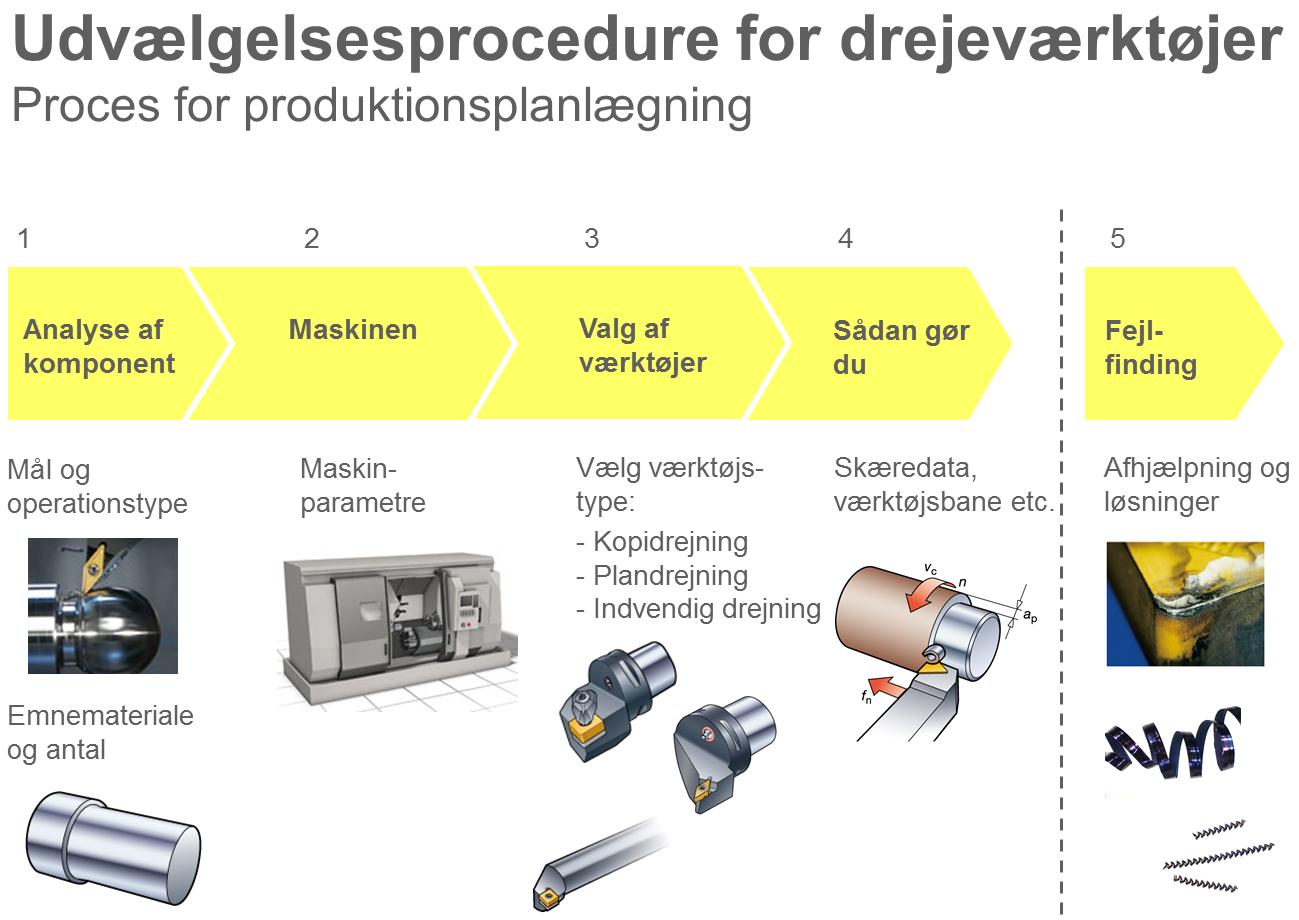
25 Proces for produktionsplanlægning 24
26 25
27 26

28 Korrekt værktøjsvalg 27
29 28
30 29
31 30
32 31
33 Fejlfinding værktøj og skær Hvis der under bearbejdning forekommer problemer med vibrationer eller fastklemte spåner, så her herunder nogle forslag til løsningsmodeller. Det gælder også for der færdige emnes overfladeruhed. 32
34 Vedligeholdelse og værktøjsslid Hvis værktøjet ikke er ordentligt vedligeholdt kan det i værste tilfælde betyde kollision. En slidt underlagsplatte eller platteleje kan betyde at platten ikke ligger stabil under bearbejdning, og resultere i brud som omgående vil skade både værktøjet og emnet. I de efterfølgende illustrationer gennemgås de ting der er vigtige for at undgå denne typer skader. 33
35 34
36 35
37 36

38 37
39 Omdrejningsretning på emnet Det der bestemmer om hvorvidt emnet skal rotere med uret eller mod uret er værktøjet. Alle drejeværktøjer defineres enten som venstre eller højre og dermed kan den korrekte M-kode defineres (M03 og M04). På nedenstående illustration kan man se venstre og højre værktøjer monteret i en revolver. Måden værktøjets retning defineres på, er ved at holde værktøjet ind imod sig selv, så platten er synlig og peger ind mod imod ansigtet. Værktøjet defineres nu ud fra om platte vender mod venstre eller højre. Hvis værktøjet vender mod venstre skal maskinen programmeres til at kører mod uret, altså M04. Hvis værktøjet vender mod højre skal maskinen programmeres til at kører med uret, altså M03. 38
40 På langt de fleste drejebænke vælger om man vil kører med venstre eller højre holdere, og ikke begge dele. Valget står imellem en højre holder, hvor operatøren ikke kan se platten men til gængæld kan programmerer omdrejningsretning med uret (M03). Alternativt er en venstre holder, hvor fordelen er at operatøren kan se platten, men skal programmerer omdrejningsretningen mod uret (M04). Grunden til at mange kun kører med den ene type, skyldes risikoen for at programmerer forkert når omdrejningsretningen skal defineres. Sandsynligheden for fejl vil altid stige i takt med antallet af de valg der skal gøres. Minimering af kollisionsrisiko ved venstre/højre værktøjer Hvis ikke det er tilfældet med ens værktøjsretninger på den maskine man skal opstille eller programmere på, så er der nogle rutiner man kan indarbejde. Samme rutiner kan bruges som tjekpunkter, hvis det drejer sig om en maskine hvor der normalt bliver kørt med ens rettede værktøjer, men af forskellige årsag ikke kan lade sig gøre. Det kan fx være til en specialopgave eller hvis man låner et værktøj ved en anden maskine, som ikke har samme værktøjstype. Nedenstående punkter gælder ved første indkøring af program: Hver gang et nyt værktøj kører i retning mod emnet, vælges singleblok, så maskinen ikke begynder bearbejdning efter værktøjet har positioneret sig. Ved at nedsætte omdrejningstallet kan man lettere bestemme, om omdrejningsretningen passer til værktøjet. Skru omdrejningerne tilbage på 100 %. Vurder om omdrejningstallet er rigtigt programmeret (Passer det til opstillingen). Er der udhæng nok på værktøjet til den bearbejdning den skal lave? Er der plads til de andre værktøjer i revolveren? Værktøjsdimension Dimensioner og udhæng på værktøjer er vigtige parameter at tjekke ved hver indkørsel af nye emner. I dette afsnit omtales 4 risiko områder: Størrelse på indvendige værktøjer Længde på bor og indvendige drejeværktøjer Udhæng på drejeværktøjer til langsdrejning Udhæng på bakker Indvendig bearbejdning Som beskrevet i forrige afsnit, så skal vi altid vælge det største mulige udborestål til indvendig bearbejdning. Det er selvfølgelig for at nedsætte risikoen for vibrationer og dermed få et godt slutresultat. 39
41 Størrelsen på udborestålet er defineret ved diameteren på skaftet, og derfor har værktøjets største diameter som illustreret på billedet. Det vigtige i forbindelse med indvendig bearbejdning er at undgå kontakt imellem værktøjsskaftet og emnet. Derfor skal det med som en parameter når programmet fremstilles, så den frikørsel der programmeres ikke bliver for stor. Det gælder også ved CAM programmering, hvor systemet vælger en forud bestemt værdi som kan være for stor. Disse risici kan tjekkes på flere måder, men den mest nærliggende er ved enkeltbloks kørsel ved første bearbejdning. Når værktøjet har nået den programmerede slutdiameter, skal man kigge på maskinens display for at se hvor langt den vil kører fri. Hvis der er tvivl om hvorvidt værktøjet kan være i hullet, så kan man med fordel stoppe omdrejningerne og manuelt kører frigangsværdien for nemmere at se om det er muligt. Herefter genstartes programmet og nu ved man at værktøjet kan kører sikkert. En anden vigtig ting at være opmærksom på ved indvendig bearbejdning, er længden på værktøjet. Værktøjet skal have et udhæng det er tilpasset opgaven, altså ikke for lang og bestemt ikke for kort. Det er derfor med samme fremgangsmåde som ved den indvendige frigang, at benytte sig at enkeltbloks kørsel. Når værktøjet skal til at bearbejde den profil hvor den kører ind i max dybde, kan man følge den aktuelle position på maskinens display, og samtidig den Z-værdi maskinen mangler. Er der stadig tvivl, kan man stoppe maskinen og måle om den manglende distance er kortere end afstanden imellem emne og værktøjsholder. 40
42 Opspænding af indvendige drejeværktøjer Som netop beskrevet er udhæng på indvendig drejestål vigtigt. Men også hvordan den monteres i holderen kan have betydning for slutresultatet (se også beskrivelse side 28 og 29). Værktøjets spændeflade skal være plan og uden kanter og hakker, så tjek dets beskaffenhed inden montering. Når værktøjets skal fastspændes i holderen, spændes skruerne lidt ad gangen så der sikres korrekt pinolhøjde. På revolverdrejebænk kan udborestålet monteres så det går igennem holderen og stikke bagud (se billede punkt 1). Det frarådes at køre med værktøj monteret på denne måde, da et for langt udhæng vil give kollision ved rotation af revolver. Brug i stedet et stop bag på holderen, så værktøjet aldrig kan have udhæng på bagsiden af holderen. Hvis værktøjet dermed bliver for langt, må det afkortes eller kortere model anvendes. Udborestålet kan også monteres med skæret vendende op eller ned, alt efter om det skal bruges indvendigt eller udvendigt. Derfor skal man også ved hver opstilling være opmærksom på måden værktøjet opsættes på, eller på den måde den allerede sidder på. Begge retninger betyder forskellige omdrejningsretninger på emnet (M03 og M04). Ved udborestålets almindelige anvendelse skal skæret vende opad, sådan at bearbejdningen foregår i en positiv X-værdi. Omdrejningsretningen bestemmes på samme måde som tidligere beskrevet (side 36). 41
43 Påkørsel ved brug af lange værktøjer På revolver drejebænken hvor alle værktøjer er i bearbejdningsrummet, kan de lange udhæng på bor og borestænger give anledning til kollision. Se eksempel herunder, hvor det udvendige drejestål skal dreje tæt på bakkerne, og dermed opstår faren for at udborestålet vil ramme patronen eller endevæggen. Hvis emnet har en større diameter end på billedet, vil bakkerne også have et udhæng på patronen som dermed også vil være i kollisionsrisiko med værktøjet. En løsning på begge tilfælde kan være at flytte de lange værktøjer væk fra positionen ved siden af de udvendige drejeværktøjer. Altså og lave en opstilling hvor hvert andet værktøj er langt og hver andet er til udvendig bearbejdning. Dermed fjernes risikoen for at ramme patronen eller bakkerne. Hvis bearbejdningen kræver lange værktøjer som vil ramme bagvæggen når emnet bearbejdes udvendigt, kan det være nødvendigt og lave et større udhæng på emnet eller at montere de lange værktøjer når de skal anvendes i programmet. 42
44 Udhæng på vertikalt værktøj Når et værktøj defineres som vertikalt betyder det at dets retning er parallel med fronten på revolveren. Det betyder at drejeværktøjer til udvendig bearbejdning og bore og fræse værktøjer hører til denne kategori. Fordi de skal nævnes i dette dokument, skyldes at der ofte sker kollision imellem værktøjet og maskinens bearbejdningsrum altså ikke imellem værktøj og emne. Imellem revolveren og maskinens vægge i bearbejdningsrum er der en afstand som begrænser udhænget på værktøjet. Denne længde kan aflæses i maskinens manual og med fordel skrives på opstillerkortet, som en vigtig bemærkning. Anvendelse af boreværktøj For at opnå et godt resultat med boreværktøjer, er det nødvendig med en korrekt opspænding. Solide bor og bor med monteret spids kræver en meget præcis opspænding for ikke at ødelægge boret. Korthulsbor kan anvendes til udboring af større huller end dets diameter, men som kræver korrekt fremgangsmåde for at lykkedes. Herunder er en gennemgang af de ting som skal være i orden inden påbegyndt bearbejdning. 43
45 44
46 45
47 Arbejdet med bor og korthulsbor kræver udover korrekt opspænding også rigtig køling. For begge typer gælder at førstevalget er indvendig spul, så spåner bliver ledt ud og arbejdstemperaturen ikke bliver for høj. For de drejebænke der ikke har denne applikation, er det vigtigt at programmerer sin boring med en udspåning der er så stor at alle spåner bliver spulet ud af den ude fra kommende køling (se nedenstående billede). Ingen bor anbefales at bearbejde uden køling. 46
48 Hvis det borede hul er for stort i forhold til værktøjets diameter, eller boret er slidt på den ene side, kan det skyldes at værktøjsholder ikke sidder korrekt. Det kan også skyldes at revolveren ikke er korrekt oprettet, så værktøjet derfor også bearbejder skævt. Herunder vejledning til at tjekke om patronen er korrekt rettet op, og tjek af rundslag på værktøjsholder. Tjek af centerpunkt i værktøjsholder: 1. Kør revolver i position, så borestangs holder sidder i bearbejdningsposition. 2. Montér bøsning i holderen. 3. Holder for vippeindikator spændes op i hårde bakker 4. Vippeindikator monteres i holder 5. Maskinen flyttes, så holder på revolver køres til vippeindikator 6. Kugle på måleuret justeres så den røre indersiden af bøsningen 7. Patronen roteres rundt så evt. udslag på uret kan aflæses 8. Hvis uret har en afvigelse i X-retningen, rettes maskinens X-nulpunkt 9. Hvis uret har en afvigelse i Y- retningen, skal revolver på maskinen rettes op Korrekt opmåling af værktøj Som netop beskrevet herover, skal centerpunktet for boreværktøjer være korrekt. Det vil sig at bearbejdningen skal være korrekt når der bores i X0, fordi værktøjets offset-værdi i X koordinatet altid skal være lig nul. Hvis det er nødvendigt at rette værktøjets X-værdi for at få et godt resultat, skal proceduren for tjek af centerpunkt følges. For maskiner med eller uden tool-setter kan det være rart for operatøren og tjekke om det er sket korrekt. Den nemmeste måde at tjekke om værktøjet er korrekt opmålt på, er ved at lave et mdi program som kører til et kendt koordinat på emnet. Det kan fx være at man ønsker og kontroller et gevindværktøj, da dens tilspænding ikke kan køres i enkeltblokskørsel. Lav et mdi program med værktøjsnummer, X-værdi og Z-værdi: G00 T0404 X50 Z0 Kør aldrig direkte til det koordinat man ønsker at tjekke, men hold en sikkerhedsafstand i fx X-værdien, og kør restværdien med håndhjul. Hvis maskinen ikke er monteret med tool-setter har den derfor et nul-værktøj som bruges til at sætte emnenulpunkt med. Vær derfor opmærksom på det valgte værktøj til denne opgave, om det er maskinens nul-værktøj. Det kan ses på værktøjets Z-offset værdi, som skal være nul (ofte værktøj 1). Selvom nul-værktøjet ikke skal bruges til en opgave, så er det stadig den som skal bruges til at sætte emnenulpunkt med. 47
49 Sikkerhed generelt Det sidste afsnit handler om de mange uforudsete ting som kan ske når vi skal bearbejde emner i drejebænken, og som dermed kan resultere i kollisioner. Når programmering, opstilling eller bearbejdning bliver rutine, sker der samtidig det at man bliver uopmærksom. Uopmærksom på alle de ting man som ny ved maskinen eller styringen huskede ved hver ny opstilling. Derfor er der godt at lave nogle rutiner, så både programmering, opstilling og bearbejdning bliver udført med samme gennemgang af alle risikofaktorer hver gang. Rutinerne kan sikres ved at anvende en tjekliste ved hver ny opstilling, så man altid overvejer hele processen fra start til slut. Et udkast til sådan en liste kan du finde sidst i dette dokument. Når opgaven er vellykket udført, kan det være klogt og lave et opstillerark/plan hvis det senere viser sig, at den skal laves igen. Og netop for ikke at skal igennem tjeklisten igen, kan opstillerplanen være et godt redskab til hurtigt at blive produktionsklar. Et udkast til en opstillingsplan kan findes sidst i dette dokument. Helt generelt for begge dokumenter, så indeholder de punkter der kan være med til at minimere kollision. Flere af punkter er ikke nævnet yderligere i dette dokument, fordi de kan være af mere handlingsorienteret karakter. Sikkerhed inden programafvikling Ved at tjekke programmet og råmaterialet inden kørsel af emnet, sammen med de tidligere omtalte punkter er chancen for et vellykket produkt uden kollisioner stor. Derfor vil afsnittet handle om hvordan programmet verificeres så det kan afvikles forsvarligt, og om de råemner vi skal bearbejde. Når råmaterialet når maskinen er der operatørens ansvar og bearbejde det korrekt. Der er også hans ansvar at opdage eventuelle fejl i materielet, så der ikke sker nogen skade under bearbejdning. Derfor kan man opdele materielet i 3 kategorier: Opsavede Støbte Stang materiale (til bearbejdning i stanglader) 48
50 Opsavede emner Opsavede emner kan give anledning til kollisioner, hvis ikke de er lige lange eller skævt savet. Derfor er det vigtig for operatøren at måle emnernes længde inden de bearbejdes, så der ikke pludselig sidder et emne i patronen som er for lang. Ved at stille emnerne på højkant i en palle med ramme på (som på billedet), er det nemt og se om nogen skiller sig ud i forhold til længde. Hvis det er muligt og finde det længste emne inden bearbejdningen startes, skal det være den plandrejningen er programmeret efter. Det betyder at der ikke er risiko for påkørsel ved plan eller langsdrejning. Råemnets diameter er lige så vigtig som længden, og derfor skal dette også måles inde bearbejdning. Sommetider kan mangel på materiale gøre at andre dimensioner anvendes, men selvom materialet er mærket for at se forskel, så skal programmet også tilrettes. Stangmateriale Ligesom de savede emner kan der af mange årsager være ændringer på diameteren på stangmaterialet. Den bedste måde og kontrollere råmaterialets korrekte diameter på, er ved enkeltbloks kørsel af programmet så start position for bearbejdning kan kontrolleres i forhold til materialedimension. Støbte emner Kvaliteten af støbningen kan varierer rigtig meget. Det betyder at mål og overflader kan variere fra emne til emne eller fra støbning til støbning. Derfor skal den opstilling og programmering man tidligere har lavet, måske rettet så den passer til den nye støbning. En god idé ved programmering af støbte emner er altid og lave et sikkerhedstillæg, så risikoen for ilgangsbevægelser i emnet minimeres. Eller er øjnene det bedste redskab til at finde fejl på emnerne, så kig godt efter om alle huller er til stede og om der er støbekanter på emnet. 49

51 Verificering Med verificering menes kontrol af programmet. Og der findes mange måder at gøre det på, fra avanceret software programmer, maskinsimulering, værktøjsbanekontrol til egen kontrol af CNC programmet. I afsnitte beskrives de mulighed operatøren kan gøre brug af, og hvilke fokuspunkter man skal have for at få gavn verificeringen. Det gælder nemlig for alle metoder, at pålideligheden minimeres kraftigt hvis ikke alle aspekter involveres. Egen kontrol af program Når et CNC program skal afvikles er det for operatøren vigtigt at forstå dets opbygning. Hvis ikke han selv har lavet programmet, kan en gennemlæsning inden afvikling være til stor gavn for at opnå viden om strategien igennem programmet. Den viden er vigtig når programmet skal afvikles, fordi operatøren dermed ikke bare afvikler i blinde. Det gælder for både ISO programmer og dialog programmer. Dialog: ISO: 50


52 Værktøjsbane kontrol Hvis maskinen grafisk kan simulerer programmets værktøjsbaner, er dette en rigtig god hjælp for operatøren til at kontrollerer programmet. Alt efter alder og styring er mulighederne forskellige for hvor meget der kan tjekkes for. Nogle kan simulere værktøjsdimensioner sammen med værktøjsbanerne, så en mere pålidelig simulering opnås. Andre kan vise værktøjsbanerne og emneprofil så man kan se efter forkerte programmerede koordinater. Det vigtige ved brug af værktøjsbane kontrol, uanset hvor meget den kan vise, er at kigge efter om de baner værktøjet kører ligger på den rigtige side af emnet. Altså tjekke om der i programmet er en fejl, som får værktøjet til at kolliderer med emnet (se billedet). VÆRKTØJSBANE MED EMNEPROFIL DE LILLA LINJER VISER EMNET DE HVIDE LINJER ER VÆRKTØJSBANERNE DE HVIDE STIPLEDE LINJER VISER VÆRKTØJETS ILGANGS BEVÆGELSER NEMT AT SE OM VÆRKTØJET KØRER IGENNEM EMNEPROFIL VÆRKTØJSBANE UDEN EMNEPROFIL VISNING DE HVIDE LINJER ER VÆRKTØJSBANERNE DE GULE LINJER VISER VÆRKTØJETS ILGANGS BEVÆGELSER NEMT AT SE OM VÆRKTØJET KØRER IGENNEM EMNE INGEN EMNEPROFIL VÆRKTØJSBANE MED FEJL NEMT OG SE AT VÆRKTØJSBANE KØRER IGENNEM EMNE 51
53 Maskinsimulering På mange nyere maskiner er værktøjsbane kontrollen udvidet, så det er muligt og lave en simulering hvor maskinens opbygning er med. Det betyder at patron, bakker, værktøj, revolver og andre maskinelementer der er defineret medtages ved programsimulering, så en meget sikker bearbejdning kan opnås. Pålideligheden ved simuleringen ligger i definitionen af alle de elementer der kan give anledning til kollision. Hvis ikke data for bakker eller værktøj defineres eller kontrolleres ved hver opstilling, så kan man ikke betragte simuleringen som brugbar. MASKINSIMULERING UDEN KOLLISION MASKINSIMULERING MED KOLLISION 52
54 Konklusion Der vil stadig efter gennemlæsning af dette dokument forekomme kollisioner, men dog skulle det gerne ske i et mindre omfang. Uanset hvor meget vi gør for at minimerer kollisioner eller hvor meget erfaring operatøren har, så kan der altid ske uforudsete hændelser vi ikke er herre over. Når det er mekaniske dele vi arbejder med, kan der forekomme brud på dele, fejl på el eller noget helt tredje. Det bedste middel imod kollision, er derfor altid og sørge for at maskinerne er vedligeholdte og så sørge for at lave rutiner for sig selv ved hver opstilling. Rutinerne komme med erfaring, men også igennem vejledninger til de mindre erfarne medarbejdere, som kan støtte ved programmering, opstilling og indkøring. Som skrevet tidligere i dokumentet findes herunder et udkast til en opstillerplan og en tjekliste for indkøring. Opstillerplanen bruges til opgaver som skal laves igen, så man dermed hurtigere og mere sikkert kan indkører emnerne. Tjeklisten skal bruges som en huskeliste til de ting vi skal være opmærksomme på under programmering, opstilling og indkøring. Der er efterladt tomme felter i hver kategori til egne punkter, så listen kan tilpasses efter egne ønsker. KØR FORSIGTIGT 53
55 54
56 Tjekliste til opstilling og indkøring på CNC drejebænk Opstilling Område Beskrivelse Tjek Program Indlæs korrekt program til afvikling i Memory mode Åben programmet og aflæs værktøjspositioner (noter ned) Find den Z-værdi i programmet der er tættest på bakkerne (noter ned), sådan kan udhæng på råmateriale bestemmes Råmateriale Mål råemnets diameter og længde (passer det med emnetegning?) Montér bakker på patron så de passer til råmaterialediameter (den position hvor bakkerne spænder på råmaterialet skal være midt i bakkernes vandring) Smør grundbakkerne i patronen med fedt (sikre korrekt spændetryk) Indstil spændetryk så det passer til bearbejdningen (gælder uanset om det er opspænding i hårde eller bløde bakker, eller bearbejdning af bløde bakker) Fastspænd emnet i bakkerne med korrekt udhæng og tjek rundløb (udhæng bestemmes ved at tage den tidligere bestemte Z-værdi fra programmet og lægge plandrejningstillægget og sikkerhedsafstand til bakkerne sammen) Værktøj Monter værktøj i revolver på positioner iflg. programmet (spidsen på skæret skal flugte center på råemne) Tjek udhæng på alle værktøjer i forholdt til program (ingen værktøjer må vende bagud af holder) Tjek værktøjs og plattekvalitet (skift eventuelt slidte dele) Juster kølevandsstudser så de peger mod værktøjets skær Nulstil alle værktøjer (afkryds de opmålte, så ingen bliver glemt) Definer værktøjs profil og værktøjsradius på styring hvis sådan findes Sæt emnenulpunkt (hvis emnet skal plandrejes flyttes nulpunktet så det tilpasses planværdien fra programmet) Verificering Lav en simulering af programmet og se efter fejl 55
57 Afvikling af program Område Beskrivelse Tjek Maskine Revolver køres til maskinnulpunkt Evt. pinol eller sub-spindel flyttes til hjemmeposition Enkeltblokkørsel aktiveres Valgfri stop aktiveres (maskinen stopper ved alle programmerede M01) Kølevandskontakt aktiveres så det tænder/slukker efter de programmerede M-koder Værktøj Offset slet værktøjer der skal lave pasninger (positiv X-værdier for udvendige og negative X-værdier for indvendige værktøjer) Udvendig slet værktøj køres til bakkerne tæt på råmaterialet (tjek om lange udvendige værktøjer kan være i bearbejdningsrummet uden kollision) Afvikling Maskinen sættes i AUTO mode Tilspænding og ilgang sættes begge på 0 % Cyklus start aktiveres og værktøj køres forsigtigt til råmaterialet (når værktøjet er tæt på materialet, tjekkes den manglende afstand til råmaterialet på distance to go i displayet) Skru altid tilspænding og ilgang ned på 0 % efter hver afviklet linje Tjek om omdrejningsretning på patron passer til værktøjet (skrue ned for omdrejningerne hvis det er svært at se) Når første bearbejdning skal kører, sættes tilspænding på 0 % og cyklus start aktiveres. Nu vil displayet på maskine vise hvilken tilspænding der er programmeret og dermed kan det tjekkes om det er korrekt Kør første spån med hånden på tilspændingsknappen, så bevægelsen kan stoppes (se og lyt) Hold øje med pladsen til de andre værktøjer i revolveren Når bearbejdningsprocessen er færdig, tjekkes koordinaterne for værktøjsskifteposition Når de efterfølgende bearbejdninger skal udføres gentages processen for afvikling Genstart Hvis der er behov for genstart midt i programmet, skal revolver køres til sikker skifteposition inden afvikling 56
58 57
AMU, maskin og værktøj CNC Fræseteknik Operatør Kursusnummer 45191
 CNC Fræseteknik Operatør Kursusnummer 45191 Udarbejdet af EUCSYD. 1 Indholdsfortegnelse INDHOLDSFORTEGNELSE... 2 KURSUSINFORMATION... 3 PROGRAMMERINGS OVERSIGT DREJNING OG FRÆSNING... 4 G-KODER... 4 G-KODER
CNC Fræseteknik Operatør Kursusnummer 45191 Udarbejdet af EUCSYD. 1 Indholdsfortegnelse INDHOLDSFORTEGNELSE... 2 KURSUSINFORMATION... 3 PROGRAMMERINGS OVERSIGT DREJNING OG FRÆSNING... 4 G-KODER... 4 G-KODER
Lederadfærdsanalyse II egen opfattelse af ledelsesstil
 Lederadfærdsanalyse II egen opfattelse af ledelsesstil Instruktion Formålet med Lederadfærdsanalyse II Egen er at give dig oplysninger om, hvordan du opfatter din ledelsesstil. I det følgende vil du blive
Lederadfærdsanalyse II egen opfattelse af ledelsesstil Instruktion Formålet med Lederadfærdsanalyse II Egen er at give dig oplysninger om, hvordan du opfatter din ledelsesstil. I det følgende vil du blive
Årsafslutning i SummaSummarum 4
 Årsafslutning i SummaSummarum 4 Som noget helt nyt kan du i SummaSummarum 4 oprette et nyt regnskabsår uden, at det gamle (eksisterende) først skal afsluttes. Dette betyder, at det nu er muligt at bogføre
Årsafslutning i SummaSummarum 4 Som noget helt nyt kan du i SummaSummarum 4 oprette et nyt regnskabsår uden, at det gamle (eksisterende) først skal afsluttes. Dette betyder, at det nu er muligt at bogføre
Gode råd om læsning i 3. klasse på Løjtegårdsskolen
 Gode råd om læsning i 3. klasse på Løjtegårdsskolen Udarbejdet af læsevejlederne september 2014. Kære forælder. Dit barn er på nuværende tidspunkt sikkert rigtig dygtig til at læse. De første skoleår er
Gode råd om læsning i 3. klasse på Løjtegårdsskolen Udarbejdet af læsevejlederne september 2014. Kære forælder. Dit barn er på nuværende tidspunkt sikkert rigtig dygtig til at læse. De første skoleår er
Arbejdsmiljøgruppens problemløsning
 Arbejdsmiljøgruppens problemløsning En systematisk fremgangsmåde for en arbejdsmiljøgruppe til løsning af arbejdsmiljøproblemer Indledning Fase 1. Problemformulering Fase 2. Konsekvenser af problemet Fase
Arbejdsmiljøgruppens problemløsning En systematisk fremgangsmåde for en arbejdsmiljøgruppe til løsning af arbejdsmiljøproblemer Indledning Fase 1. Problemformulering Fase 2. Konsekvenser af problemet Fase
GoTime Grundlæggende vejledning Om denne brugervejledning
 DA GoTime Grundlæggende vejledning Om denne brugervejledning Læs venligst vejledningen grundigt. Hvis du ikke forstår vejledningen, eller du har spørgsmål, som denne vejledning ikke dækker, skal du spørge
DA GoTime Grundlæggende vejledning Om denne brugervejledning Læs venligst vejledningen grundigt. Hvis du ikke forstår vejledningen, eller du har spørgsmål, som denne vejledning ikke dækker, skal du spørge
Pendulbevægelse. Måling af svingningstid: Jacob Nielsen 1
 Pendulbevægelse Jacob Nielsen 1 Figuren viser svingningstiden af et pendul i sekunder som funktion af udsvinget i grader. For udsving mindre end 20 grader er svingningstiden med god tilnærmelse konstant.
Pendulbevægelse Jacob Nielsen 1 Figuren viser svingningstiden af et pendul i sekunder som funktion af udsvinget i grader. For udsving mindre end 20 grader er svingningstiden med god tilnærmelse konstant.
Variabel- sammenhænge
 Variabel- sammenhænge Udgave 2 2009 Karsten Juul Dette hæfte kan bruges som start på undervisningen i variabelsammenhænge for stx og hf. Hæftet er en introduktion til at kunne behandle to sammenhængende
Variabel- sammenhænge Udgave 2 2009 Karsten Juul Dette hæfte kan bruges som start på undervisningen i variabelsammenhænge for stx og hf. Hæftet er en introduktion til at kunne behandle to sammenhængende
Katalogets formål er, at fungere som et værktøj i arbejdet med at optimere og udvikle rum og rumoplevelser. Mie Dinesen
 BEVÆGELSE I RUM BEVÆGELSE I RUM er et opslagskatalog, der er tænkt som et redskab til at få en bredere viden omkring bevægelse i rum. Bevægelsen i og igennem et rum er det, der definerer og beskriver
BEVÆGELSE I RUM BEVÆGELSE I RUM er et opslagskatalog, der er tænkt som et redskab til at få en bredere viden omkring bevægelse i rum. Bevægelsen i og igennem et rum er det, der definerer og beskriver
Manual til skinnelayoutprogram
 Manual til skinnelayoutprogram Version 1.1 13. marts 2005 Skinnelayoutmanual af 13. marts 2005, version 1.1 1 Indholdsfortegnelse 1. Indledning... 3 2. Oversigt over startbillede... 3 3 Menulinie... 4
Manual til skinnelayoutprogram Version 1.1 13. marts 2005 Skinnelayoutmanual af 13. marts 2005, version 1.1 1 Indholdsfortegnelse 1. Indledning... 3 2. Oversigt over startbillede... 3 3 Menulinie... 4
Uge 29: Færdiggørelse af dræn på Parken 5.
 Uge 29: Færdiggørelse af dræn på Parken 5. De 3 vigtigste ting for en greenkeeper og pasning af en golfbane er dræn, dræn og dræn. Jo mere vand vi kan få arbejdet væk fra jorden desto bedre får græsset
Uge 29: Færdiggørelse af dræn på Parken 5. De 3 vigtigste ting for en greenkeeper og pasning af en golfbane er dræn, dræn og dræn. Jo mere vand vi kan få arbejdet væk fra jorden desto bedre får græsset
VEJLEDNING SPAMFILTERET. 1. Udgave, august 2015 Tilpasset FirstClass version 12.1, Dansk
 VEJLEDNING SPAMFILTERET 1. Udgave, august 2015 Tilpasset FirstClass version 12.1, Dansk Udarbejdet af: Styrelsen for IT og Læring Vester Voldgade 123, 1552 København V Indholdsfortegnelse Vejledning -
VEJLEDNING SPAMFILTERET 1. Udgave, august 2015 Tilpasset FirstClass version 12.1, Dansk Udarbejdet af: Styrelsen for IT og Læring Vester Voldgade 123, 1552 København V Indholdsfortegnelse Vejledning -
APV og trivsel 2015. APV og trivsel 2015 1
 APV og trivsel 2015 APV og trivsel 2015 1 APV og trivsel 2015 I efteråret 2015 skal alle arbejdspladser i Frederiksberg Kommune udarbejde en ny grundlæggende APV og gennemføre en trivselsundersøgelse.
APV og trivsel 2015 APV og trivsel 2015 1 APV og trivsel 2015 I efteråret 2015 skal alle arbejdspladser i Frederiksberg Kommune udarbejde en ny grundlæggende APV og gennemføre en trivselsundersøgelse.
Forslag til træningsøvelser U11 12
 Forslag til træningsøvelser U11 12 Løbe aflevering. Spillerantal: Alle 1 bold pr. spiller Banestørrelse: 20 x 15 meter Scoring: Ingen Øvelses starter med at spillerne løber banen igennem. Der startes med
Forslag til træningsøvelser U11 12 Løbe aflevering. Spillerantal: Alle 1 bold pr. spiller Banestørrelse: 20 x 15 meter Scoring: Ingen Øvelses starter med at spillerne løber banen igennem. Der startes med
Præsentation af Dencker Værktøj
 Præsentation af Dencker Værktøj Dencker Værktøj er en moderne virksomhed, der producerer støbe- og prototypeværktøj primært til plast- og trykstøbning. Vi klarer bearbejdning af mindre serier og andre
Præsentation af Dencker Værktøj Dencker Værktøj er en moderne virksomhed, der producerer støbe- og prototypeværktøj primært til plast- og trykstøbning. Vi klarer bearbejdning af mindre serier og andre
Vejledning til Photofiltre nr.129 Side 1
 Side 1 Til denne vejledning laver vi lidt ekstra ved hvert billede. Vi skal bruge det der hedder Image Curl. Vi skal altså bruge en fil der kan hentes på min hjemmeside under Photofiltre 7 og nederst på
Side 1 Til denne vejledning laver vi lidt ekstra ved hvert billede. Vi skal bruge det der hedder Image Curl. Vi skal altså bruge en fil der kan hentes på min hjemmeside under Photofiltre 7 og nederst på
Vejledning til Photofiltre nr.166 Side 1 Lave små grafik knapper i Photofiltre
 Side 1 Photofiltre er jo først og fremmest et fotoredigeringsprogram. MEN det er også udmærket til at lave grafik med. F.eks. disse knapper er hurtig og nemme at lave. Her er der sat en hvid trekant med
Side 1 Photofiltre er jo først og fremmest et fotoredigeringsprogram. MEN det er også udmærket til at lave grafik med. F.eks. disse knapper er hurtig og nemme at lave. Her er der sat en hvid trekant med
Afstand fra et punkt til en linje
 Afstand fra et punkt til en linje Frank Villa 6. oktober 2014 Dette dokument er en del af MatBog.dk 2008-2012. IT Teaching Tools. ISBN-13: 978-87-92775-00-9. Se yderligere betingelser for brug her. Indhold
Afstand fra et punkt til en linje Frank Villa 6. oktober 2014 Dette dokument er en del af MatBog.dk 2008-2012. IT Teaching Tools. ISBN-13: 978-87-92775-00-9. Se yderligere betingelser for brug her. Indhold
Go On! 7. til 9. klasse
 Go On! 7. til 9. klasse Fra skoleåret 2013 / 2014 Introduktion til linjer Alle er genier. Men hvis du dømmer en fisk på dens evne til at klatre i træer, vil den leve hele sit liv i den tro, at den er dum.
Go On! 7. til 9. klasse Fra skoleåret 2013 / 2014 Introduktion til linjer Alle er genier. Men hvis du dømmer en fisk på dens evne til at klatre i træer, vil den leve hele sit liv i den tro, at den er dum.
Den bedste dåse, en optimeringsopgave
 bksp-20-15e Side 1 af 7 Den bedste dåse, en optimeringsopgave Mange praktiske anvendelser af matematik drejer sig om at optimere en variabel ved at vælge en passende kombination af andre variable. Det
bksp-20-15e Side 1 af 7 Den bedste dåse, en optimeringsopgave Mange praktiske anvendelser af matematik drejer sig om at optimere en variabel ved at vælge en passende kombination af andre variable. Det
Intro - Std.Arb. Version: 2014-12-11
 Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne erfaringer og oplevelser
Noterne til værktøjet indeholder de supplerende informationer og emner, som underviser kan anvende til at opnå en dybere indsigt i værktøjet. Noterne bør erstattes af undervisers egne erfaringer og oplevelser
AMU, maskin og værktøj CNC-Drejning, Manuel programmering Kursusnummer 44816
 CNC-Drejning, Manuel programmering Kursusnummer 44816 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse...2 Kursusinformation...3 Øvelse 1...4 Øvelse 2...5 Øvelse 3...6 Koordinatbestemmelse
CNC-Drejning, Manuel programmering Kursusnummer 44816 Udviklet af EUCSyd, Sønderborg 1 Indholdsfortegnelse Indholdsfortegnelse...2 Kursusinformation...3 Øvelse 1...4 Øvelse 2...5 Øvelse 3...6 Koordinatbestemmelse
Ved aktivt medborgerskab kan vi gøre Silkeborg Kommune til en attraktiv kommune med plads til alle. Silkeborg Kommunes Socialpolitik
 Ved aktivt medborgerskab kan vi gøre Silkeborg Kommune til en attraktiv kommune med plads til alle. Silkeborg Kommunes Socialpolitik 1 Indhold Socialpolitikken og Socialudvalgets MVV... 3 Politikkens fokusområder...
Ved aktivt medborgerskab kan vi gøre Silkeborg Kommune til en attraktiv kommune med plads til alle. Silkeborg Kommunes Socialpolitik 1 Indhold Socialpolitikken og Socialudvalgets MVV... 3 Politikkens fokusområder...
Introduktion til forældre og andre voksne, der gerne vil være en del af vores verden
 Kære voksne til børn i Sundbrinkens Børnehus Sundbrinkens børn og vores børns måde at være i verden på, er en del af en helhed. Derfor er vi rigtig glade for at kunne dele vores verden med jer, når I har
Kære voksne til børn i Sundbrinkens Børnehus Sundbrinkens børn og vores børns måde at være i verden på, er en del af en helhed. Derfor er vi rigtig glade for at kunne dele vores verden med jer, når I har
- det øger genkendeligheden og styrker personligheden
 - det øger genkendeligheden og styrker personligheden Du har fået svært ved at huske og finde rundt. Du flytter i plejebolig, men har svært ved at finde din egen dør. Du tager din gamle dør med, som du
- det øger genkendeligheden og styrker personligheden Du har fået svært ved at huske og finde rundt. Du flytter i plejebolig, men har svært ved at finde din egen dør. Du tager din gamle dør med, som du
KORT GØRE/RØRE. Vejledning. Visuel (se) Auditiv (høre) Kinæstetisk (gøre) Taktil (røre)
 Auditiv (høre) Kinæstetisk (gøre) Taktil (røre)") GØRE/RØRE KORT Vejledning Denne vejledning beskriver øvelser til Gøre/røre kort. Øvelserne er udarbejdet til både de kinæstetisk, taktilt, auditivt og visuelt orienterede elever. Men brugeren opfordres
GØRE/RØRE KORT Vejledning Denne vejledning beskriver øvelser til Gøre/røre kort. Øvelserne er udarbejdet til både de kinæstetisk, taktilt, auditivt og visuelt orienterede elever. Men brugeren opfordres
DSB Kolonnehus Svenstrup J.
 DSB Kolonnehus Svenstrup J. Byggevejledning Læs venligst hele byggevejledningen inden du starter med at samle huset. Start med at lime de fire stykker med murstensmønster samt de to stykker med hul der
DSB Kolonnehus Svenstrup J. Byggevejledning Læs venligst hele byggevejledningen inden du starter med at samle huset. Start med at lime de fire stykker med murstensmønster samt de to stykker med hul der
Til underviseren. I slutningen af hver skrivelse er der plads til, at du selv kan udfylde med konkrete eksempler fra undervisningen.
 Til underviseren Her er nogle små skrivelser med information til forældrene om Perspekt 3. Du kan bruge dem til løbende at lægge på Forældreintra eller lignende efterhånden som undervisningen skrider frem.
Til underviseren Her er nogle små skrivelser med information til forældrene om Perspekt 3. Du kan bruge dem til løbende at lægge på Forældreintra eller lignende efterhånden som undervisningen skrider frem.
Ny Nordisk Skole. Arbejdshæfte til forandringsteori
 Ny Nordisk Skole Arbejdshæfte til forandringsteori Introduktion Ny Nordisk Skole handler om at styrke dagtilbud og skoler, så de har de bedste forudsætninger for at give børn og unge et fagligt løft. Dette
Ny Nordisk Skole Arbejdshæfte til forandringsteori Introduktion Ny Nordisk Skole handler om at styrke dagtilbud og skoler, så de har de bedste forudsætninger for at give børn og unge et fagligt løft. Dette
SKABT AF IMERCO TIL HVERDAGEN ULTIMATE SLOWJUICER BRUGSANVISNING
 SKABT AF IMERCO TIL HVERDAGEN ULTIMATE SLOWJUICER Vigtige sikkerhedsforanstaltninger.... 02 Advarsel.... 03 Apparatets dele.... 05 Sådan samles juiceren.... 07 Tips vedr. betjening... 09 Tips vedr. ingredienser...
SKABT AF IMERCO TIL HVERDAGEN ULTIMATE SLOWJUICER Vigtige sikkerhedsforanstaltninger.... 02 Advarsel.... 03 Apparatets dele.... 05 Sådan samles juiceren.... 07 Tips vedr. betjening... 09 Tips vedr. ingredienser...
TIPS & TRICKS TIL EN GOD TUR
 TIPS & TRICKS TIL EN GOD TUR Sådan sikrer du dig, at eleverne både får en sjov dag og noget fagligt med hjem. FØR TUREN Fortæl klassen om den tematur, de skal på. Lad eleverne drøfte de spørgsmål, som
TIPS & TRICKS TIL EN GOD TUR Sådan sikrer du dig, at eleverne både får en sjov dag og noget fagligt med hjem. FØR TUREN Fortæl klassen om den tematur, de skal på. Lad eleverne drøfte de spørgsmål, som
Pinsedag Joh. 14,15-21; Jer. 31,31-34; Apg. 2,1-11 Salmer: 290, 300, 283-291,292 (alterg.), 298
, 298") Pinsedag Joh. 14,15-21; Jer. 31,31-34; Apg. 2,1-11 Salmer: 290, 300, 283-291,292 (alterg.), 298 Lad os bede! Kære hellige ånd, tak fordi Du er hos os som vor ledsager gennem livet. Vi beder dig: bliv hos
Pinsedag Joh. 14,15-21; Jer. 31,31-34; Apg. 2,1-11 Salmer: 290, 300, 283-291,292 (alterg.), 298 Lad os bede! Kære hellige ånd, tak fordi Du er hos os som vor ledsager gennem livet. Vi beder dig: bliv hos
6150 9135935 MOSRIVE / STENRIVE 100 CM.
 6150 9135935 MOSRIVE / STENRIVE 100 CM. Samle vejledning Bruger vejledning Vedligeholdelse Reservedele DAVIDSENshop.dk Industrivej 36 DK-6580 Vamdrup Tlf.: 78 77 48 00 e-mail: mail@davidsenshop.dk REGLER
6150 9135935 MOSRIVE / STENRIVE 100 CM. Samle vejledning Bruger vejledning Vedligeholdelse Reservedele DAVIDSENshop.dk Industrivej 36 DK-6580 Vamdrup Tlf.: 78 77 48 00 e-mail: mail@davidsenshop.dk REGLER
Bordkort nr. 1 & 7. Sværhedsgrad 1 Ingen kendskab. Bordkort nr. 2 & 3. Sværhedsgrad 2 Lidt kenskab. Bordkort nr. 4 & 6
 SVÆRHEDSGRAD Der er i denne e-bog 8 bordopsætninger, som indeholder 4 sværhedsgrader. Sværhedsgrad 1 er den letteste, og 4 den sværeste. Dog skal det siges, at alle, som er let øvede inden for kort og
SVÆRHEDSGRAD Der er i denne e-bog 8 bordopsætninger, som indeholder 4 sværhedsgrader. Sværhedsgrad 1 er den letteste, og 4 den sværeste. Dog skal det siges, at alle, som er let øvede inden for kort og
L: Præsenterer og spørger om han har nogle spørgsmål inden de går i gang. Det har han ikke.
 Bilag 4 Transskription af Per Interviewere: Louise og Katariina L: Louise K: Katariina L: Præsenterer og spørger om han har nogle spørgsmål inden de går i gang. Det har han ikke. L: Vi vil gerne høre lidt
Bilag 4 Transskription af Per Interviewere: Louise og Katariina L: Louise K: Katariina L: Præsenterer og spørger om han har nogle spørgsmål inden de går i gang. Det har han ikke. L: Vi vil gerne høre lidt
Bilag 4: Transskription af interview med Ida
 Bilag 4: Transskription af interview med Ida Interviewet indledes med, at der oplyses om, hvad projektet i grove træk handler om, anonymitet, og at Ida til enhver tid kan sige, hvis der er spørgsmål hun
Bilag 4: Transskription af interview med Ida Interviewet indledes med, at der oplyses om, hvad projektet i grove træk handler om, anonymitet, og at Ida til enhver tid kan sige, hvis der er spørgsmål hun
OL alternative konkurrencer
 OL alternative konkurrencer OL kan bruges som en sjov og alternativ aktivitet for deltagere i alle aldre, dog vil disciplinerne passe bedst fra U-10 spillere og opad. Disciplinerne kan plukkes og bruges
OL alternative konkurrencer OL kan bruges som en sjov og alternativ aktivitet for deltagere i alle aldre, dog vil disciplinerne passe bedst fra U-10 spillere og opad. Disciplinerne kan plukkes og bruges
1. Læsestærke børn i Vores Skole
 1. Læsestærke børn i Vores Skole Vores forældre kan lære at styrke børnenes læsefærdigheder Forældre kan bruges endnu mere til at fremme børnenes læsefærdigheder. Vi kan give dem gode råd og brugbare redskaber
1. Læsestærke børn i Vores Skole Vores forældre kan lære at styrke børnenes læsefærdigheder Forældre kan bruges endnu mere til at fremme børnenes læsefærdigheder. Vi kan give dem gode råd og brugbare redskaber
Indsættelse af nyt hofteled (Øvelsesprogram)
") Indsættelse af nyt hofteled (Øvelsesprogram) Anbefalinger Medmindre du har fået andet at vide, må du støtte med fuld vægtbæring på det opererede De første 6 uger efter operationen anbefales det at undgå
Indsættelse af nyt hofteled (Øvelsesprogram) Anbefalinger Medmindre du har fået andet at vide, må du støtte med fuld vægtbæring på det opererede De første 6 uger efter operationen anbefales det at undgå
PAS PÅ DIG SELV SOM PÅRØRENDE
 PAS PÅ DIG SELV SOM PÅRØRENDE Hvem er jeg Fysioterapeut gennem 20 år Bruhn Coaching- fokus på kronikere, pårørende, stress og trivsel Bor i Randers, gift med Jakob. Har børnene Rasmus(17), Anna(15) og
PAS PÅ DIG SELV SOM PÅRØRENDE Hvem er jeg Fysioterapeut gennem 20 år Bruhn Coaching- fokus på kronikere, pårørende, stress og trivsel Bor i Randers, gift med Jakob. Har børnene Rasmus(17), Anna(15) og
Bilag F - Caroline 00.00
 Bilag F - Caroline 00.00 Benjamin: Så det første jeg godt kunne tænke mig, det var hvis du kunne fortælle mig om en helt almindelig hverdag hvor arbejde indgår. Caroline: Ja. Jamen det er jo fyldt med
Bilag F - Caroline 00.00 Benjamin: Så det første jeg godt kunne tænke mig, det var hvis du kunne fortælle mig om en helt almindelig hverdag hvor arbejde indgår. Caroline: Ja. Jamen det er jo fyldt med
Spørgeskema på HVAL.DK
 Skive, d. 24-05-2006 Journal nr. 7.5.286 Spørgeskema på HVAL.DK Et webbaseret værktøj udviklet af Programdatateket i Viborg amt i forbindelse med Videndeling. Indholdsfortegnelse INDHOLDSFORTEGNELSE 2
Skive, d. 24-05-2006 Journal nr. 7.5.286 Spørgeskema på HVAL.DK Et webbaseret værktøj udviklet af Programdatateket i Viborg amt i forbindelse med Videndeling. Indholdsfortegnelse INDHOLDSFORTEGNELSE 2
Når mor eller far er ulykkesskadet. når mor eller far er ulykkesskadet
 Når mor eller far er ulykkesskadet når mor eller far er ulykkesskadet 2 Til mor og far Denne brochure er til børn mellem 6 og 10 år, som har en forælder, der er ulykkesskadet. Kan dit barn læse, kan det
Når mor eller far er ulykkesskadet når mor eller far er ulykkesskadet 2 Til mor og far Denne brochure er til børn mellem 6 og 10 år, som har en forælder, der er ulykkesskadet. Kan dit barn læse, kan det
PERSONALE- OG LEDELSESPOLITIKKEN SAT I SPIL
 114659_Manual_250x250 17/10/03 13:38 Side 1 Kunde & Co. Frederiksholms Kanal 6 1220 København K Tlf: 33 92 40 49 perst@perst.dk www.perst.dk Løngangstræde 25, 4. 1468 København K Tlf: 38 17 81 00 cfu@cfu-net.dk
114659_Manual_250x250 17/10/03 13:38 Side 1 Kunde & Co. Frederiksholms Kanal 6 1220 København K Tlf: 33 92 40 49 perst@perst.dk www.perst.dk Løngangstræde 25, 4. 1468 København K Tlf: 38 17 81 00 cfu@cfu-net.dk
Program for Kvart Jernmand lørdag d. 27. juni 2015
 Program for Kvart Jernmand lørdag d. 27. juni 2015 Programmet starter mandag d. 12. januar (uge 3.) og slutter med konkurrencen lørdag d. 27. juni (uge 23). Programmet består altså af i alt 24 uger. Man
Program for Kvart Jernmand lørdag d. 27. juni 2015 Programmet starter mandag d. 12. januar (uge 3.) og slutter med konkurrencen lørdag d. 27. juni (uge 23). Programmet består altså af i alt 24 uger. Man
Vejledning til AT-eksamen 2016
 Sorø Akademis Skole Vejledning til AT-eksamen 2016 Undervisningsministeriets læreplan og vejledning i Almen Studieforberedelse kan findes her: http://www.uvm.dk/uddannelser/gymnasiale-uddannelser/fag-og-laereplaner/fagpaa-stx/almen-studieforberedelse-stx
Sorø Akademis Skole Vejledning til AT-eksamen 2016 Undervisningsministeriets læreplan og vejledning i Almen Studieforberedelse kan findes her: http://www.uvm.dk/uddannelser/gymnasiale-uddannelser/fag-og-laereplaner/fagpaa-stx/almen-studieforberedelse-stx
Udgivet af Line Christensen, fra: SkrevetafFysioterapeuten.dk Kontakt:
 Udgivet af Line Christensen, fra: SkrevetafFysioterapeuten.dk Kontakt: kontakt@skrevetaffysioterapeuten.dk Indledning Jeg har lavet denne Smertedagbog for at hjælpe dig med at få et overblik over dine
Udgivet af Line Christensen, fra: SkrevetafFysioterapeuten.dk Kontakt: kontakt@skrevetaffysioterapeuten.dk Indledning Jeg har lavet denne Smertedagbog for at hjælpe dig med at få et overblik over dine
Projekt Guidet egenbeslutning og epilepsi. Refleksionsark. Tilpasset fra: Vibeke Zoffmann: Guidet Egen-Beslutning, 2004.
 Projekt Guidet egenbeslutning og epilepsi Refleksionsark Tilpasset fra: Vibeke Zoffmann: Guidet Egen-Beslutning, 2004. Label: Refleksionsark, der er udfyldt og drøftet 1. Samarbejdsaftale Markér 1a. Invitation
Projekt Guidet egenbeslutning og epilepsi Refleksionsark Tilpasset fra: Vibeke Zoffmann: Guidet Egen-Beslutning, 2004. Label: Refleksionsark, der er udfyldt og drøftet 1. Samarbejdsaftale Markér 1a. Invitation
Arealer under grafer
 HJ/marts 2013 1 Arealer under grafer 1 Arealer og bestemt integral Som bekendt kan vi bruge integralregning til at beregne arealer under grafer. Helt præcist har vi denne sætning. Sætning 1 (Analysens
HJ/marts 2013 1 Arealer under grafer 1 Arealer og bestemt integral Som bekendt kan vi bruge integralregning til at beregne arealer under grafer. Helt præcist har vi denne sætning. Sætning 1 (Analysens
Delmængder af Rummet
 Delmængder af Rummet Frank Nasser 11. juli 2011 2008-2011. Dette dokument må kun anvendes til undervisning i klasser som abonnerer på MatBog.dk. Se yderligere betingelser for brug her. Indhold 1 Introduktion
Delmængder af Rummet Frank Nasser 11. juli 2011 2008-2011. Dette dokument må kun anvendes til undervisning i klasser som abonnerer på MatBog.dk. Se yderligere betingelser for brug her. Indhold 1 Introduktion
Netværksguide. sådan bruger du dit netværk. Danmarks måske stærkeste netværk
 Netværksguide sådan bruger du dit netværk Danmarks måske stærkeste netværk Step 1 Formålet med guiden Hvor kan netværk hjælpe? Netværk er blevet et centralt middel, når det gælder om at udvikle sig fagligt
Netværksguide sådan bruger du dit netværk Danmarks måske stærkeste netværk Step 1 Formålet med guiden Hvor kan netværk hjælpe? Netværk er blevet et centralt middel, når det gælder om at udvikle sig fagligt
Statistikkompendium. Statistik
 Statistik INTRODUKTION TIL STATISTIK Statistik er analyse af indsamlet data. Det vil sige, at man bearbejder et datamateriale, som i matematik næsten altid er tal. Derved får man et samlet overblik over
Statistik INTRODUKTION TIL STATISTIK Statistik er analyse af indsamlet data. Det vil sige, at man bearbejder et datamateriale, som i matematik næsten altid er tal. Derved får man et samlet overblik over
Ansøgervejledning for elever i 9. kl. Brugervejledning til Optagelse.dk
 Ansøgervejledning for elever i 9. kl. Brugervejledning til Optagelse.dk Ansøgervejledning for elever i 9. kl. Brugervejledning til Optagelse.dk Forfatter: Tine Kanne Sørensen, Ulrik Sølgaard-Nielsen Styrelsen
Ansøgervejledning for elever i 9. kl. Brugervejledning til Optagelse.dk Ansøgervejledning for elever i 9. kl. Brugervejledning til Optagelse.dk Forfatter: Tine Kanne Sørensen, Ulrik Sølgaard-Nielsen Styrelsen
Sådan træner du, når du har fået et kunstigt
 Sådan træner du, når du har fået et kunstigt hofteled En afgørende forudsætning for et godt resultat efter operationen er den efterfølgende indsats med træningen. Træning er ikke kun, når du træner med
Sådan træner du, når du har fået et kunstigt hofteled En afgørende forudsætning for et godt resultat efter operationen er den efterfølgende indsats med træningen. Træning er ikke kun, når du træner med
Bilag 1 3 til. 5.3 Sikkerhedsorganisationens værktøj til læring af ulykker
 Bilag 1 3 til 5.3 Sikkerhedsorganisationens værktøj til læring af ulykker 1 Bilag 1: Definition af Arbejdsskadebegrebet Arbejdsulykker og arbejdsbetingede lidelser er forskellige former for Arbejdsskader.
Bilag 1 3 til 5.3 Sikkerhedsorganisationens værktøj til læring af ulykker 1 Bilag 1: Definition af Arbejdsskadebegrebet Arbejdsulykker og arbejdsbetingede lidelser er forskellige former for Arbejdsskader.
Afsnit Indhold Side. General information 3. 1 Beskrivelse 4. 2 Samlevejledning 4. 3 Igangsætning 5. 4 Reservedelsliste 6.
 INDHOLD Afsnit Indhold Side General information 3 1 Beskrivelse 4 2 Samlevejledning 4 3 Igangsætning 5 4 Reservedelsliste 6 5 Sikkerhed 8 6 Produkt specifikation 8 7 Pumpe 9 8 Vedligehold 9 9 Tilslutning
INDHOLD Afsnit Indhold Side General information 3 1 Beskrivelse 4 2 Samlevejledning 4 3 Igangsætning 5 4 Reservedelsliste 6 5 Sikkerhed 8 6 Produkt specifikation 8 7 Pumpe 9 8 Vedligehold 9 9 Tilslutning
Vejledning til Uddannelsesplan for elever i 10. klasse til ungdomsuddannelse eller anden aktivitet
 Vejledning til Uddannelsesplan for elever i 10. klasse til ungdomsuddannelse eller anden aktivitet Om uddannelsesplanen Uddannelsesplanen er din plan for fremtiden. Du skal bruge den til at finde ud af,
Vejledning til Uddannelsesplan for elever i 10. klasse til ungdomsuddannelse eller anden aktivitet Om uddannelsesplanen Uddannelsesplanen er din plan for fremtiden. Du skal bruge den til at finde ud af,
Indsættelse af nyt hofteled
 Information og øvelsesprogram Indsættelse af nyt hofteled med restriktioner Fysioterapien Indholdsfortegnelse Restriktioner side 2 Andet side 4 Bilkørsel side 5 Øvelsesprogram side 6 Liggende øvelser side
Information og øvelsesprogram Indsættelse af nyt hofteled med restriktioner Fysioterapien Indholdsfortegnelse Restriktioner side 2 Andet side 4 Bilkørsel side 5 Øvelsesprogram side 6 Liggende øvelser side
Indhold. Vigtige pointer. Hvordan ser en god jobannonce ud? Gode råd til teksten
 Indhold 3 4 6 Vigtige pointer Hvordan ser en god jobannonce ud? Gode råd til teksten Vigtige pointer Du skal se jobannoncen som en salgsannonce. Du skal sælge din arbejdsplads og den ledige stilling så
Indhold 3 4 6 Vigtige pointer Hvordan ser en god jobannonce ud? Gode råd til teksten Vigtige pointer Du skal se jobannoncen som en salgsannonce. Du skal sælge din arbejdsplads og den ledige stilling så
Oprettelse af Aktivitet
 Oprettelse af Aktivitet 1. Fra Organizerens forside Kalender vælges og det ønskede tidspunkt for aktiviteten. 2. Nu dukker formen frem som aktiviteten bliver oprettet med. Formen har som udgangspunkt 3
Oprettelse af Aktivitet 1. Fra Organizerens forside Kalender vælges og det ønskede tidspunkt for aktiviteten. 2. Nu dukker formen frem som aktiviteten bliver oprettet med. Formen har som udgangspunkt 3
EKSEMPEL PÅ INTERVIEWGUIDE
 EKSEMPEL PÅ INTERVIEWGUIDE Briefing Vi er to specialestuderende fra Institut for Statskundskab, og først vil vi gerne sige tusind tak fordi du har taget dig tid til at deltage i interviewet! Indledningsvis
EKSEMPEL PÅ INTERVIEWGUIDE Briefing Vi er to specialestuderende fra Institut for Statskundskab, og først vil vi gerne sige tusind tak fordi du har taget dig tid til at deltage i interviewet! Indledningsvis
Bilag 14: Transskribering af interview med Anna. Interview foretaget d. 20. marts 2014.
 Bilag 14: Transskribering af interview med Anna. Interview foretaget d. 20. marts 2014. Anna er 14 år, går på Virupskolen i Hjortshøj, og bor i Hjortshøj. Intervieweren i dette interview er angivet med
Bilag 14: Transskribering af interview med Anna. Interview foretaget d. 20. marts 2014. Anna er 14 år, går på Virupskolen i Hjortshøj, og bor i Hjortshøj. Intervieweren i dette interview er angivet med
Rammesamlinger med DOMINO brikker
 Nr. 542 Rammesamlinger med DOMINO brikker A Beskrivelse Med DOMINO træsamlingssystemet kan snedkere og tømrere hurtigt og enkelt fremstille rammesamlinger. DOMINO brikken kombinerer egenskaberne ved en
Nr. 542 Rammesamlinger med DOMINO brikker A Beskrivelse Med DOMINO træsamlingssystemet kan snedkere og tømrere hurtigt og enkelt fremstille rammesamlinger. DOMINO brikken kombinerer egenskaberne ved en
RollerMouse Red. Brugermanual
 RollerMouse Red Brugermanual Vi er glade for, at du giver os chancen for at hjælpe dig med at opnå en mere behagelig arbejdsstilling og arbejde mere effektivt. Siden 1995 har Contour Design arbejdet på
RollerMouse Red Brugermanual Vi er glade for, at du giver os chancen for at hjælpe dig med at opnå en mere behagelig arbejdsstilling og arbejde mere effektivt. Siden 1995 har Contour Design arbejdet på
Smedejernsport & låge.
 Smedejernsport & låge. Art: 00094/95 Version: 205/0 Designet af: F&H Com A/S - Gl. Kattrupvej 4-875 Gedved Danmark - mail@fhcom.dk Produktet/ kassernes indhold: 5 0 8 9 Nr. 2 3 4 5 6 7 8 9 0 6 Beskrivelse
Smedejernsport & låge. Art: 00094/95 Version: 205/0 Designet af: F&H Com A/S - Gl. Kattrupvej 4-875 Gedved Danmark - mail@fhcom.dk Produktet/ kassernes indhold: 5 0 8 9 Nr. 2 3 4 5 6 7 8 9 0 6 Beskrivelse
Succesfuld start på dine processer. En e-bog om at åbne processer succesfuldt
 Succesfuld start på dine processer En e-bog om at åbne processer succesfuldt I denne e-bog får du fire øvelser, der kan bruges til at skabe kontakt, fælles forståelser og indblik. Øvelserne kan bruges
Succesfuld start på dine processer En e-bog om at åbne processer succesfuldt I denne e-bog får du fire øvelser, der kan bruges til at skabe kontakt, fælles forståelser og indblik. Øvelserne kan bruges
Pladeudfoldning, Kanaler
 2009 Pladeudfoldning Kanaler Teoretisk gennemgang af de grundlæggende færdigheder inden for Pladeudfoldning, Kanaler Teknisk Isolering AMUSYD 06 02 2009-1 - Indholdsfortegnelse Indholdsfortegnelse...2
2009 Pladeudfoldning Kanaler Teoretisk gennemgang af de grundlæggende færdigheder inden for Pladeudfoldning, Kanaler Teknisk Isolering AMUSYD 06 02 2009-1 - Indholdsfortegnelse Indholdsfortegnelse...2
Service i rengøring. Service i rengøring. Daglig erhvervsrengøring
 Service i rengøring Daglig erhvervsrengøring 1 Forord At udføre erhvervsrengøring kræver uddannelse dette undervisningsmateriale er udarbejdet som grundbogsmateriale til kurset Daglig erhvervsrengøring.
Service i rengøring Daglig erhvervsrengøring 1 Forord At udføre erhvervsrengøring kræver uddannelse dette undervisningsmateriale er udarbejdet som grundbogsmateriale til kurset Daglig erhvervsrengøring.
Notat om håndtering af aktualitet i matrikulære sager
 Notat om håndtering af aktualitet i matrikulære sager Ajourføring - Ejendomme J.nr. Ref. lahni/pbp/jl/ruhch Den 7. marts 2013 Introduktion til notatet... 1 Begrebsafklaring... 1 Hvorfor er det aktuelt
Notat om håndtering af aktualitet i matrikulære sager Ajourføring - Ejendomme J.nr. Ref. lahni/pbp/jl/ruhch Den 7. marts 2013 Introduktion til notatet... 1 Begrebsafklaring... 1 Hvorfor er det aktuelt
BMW X6 Tyveriskade. Indsendt af kenn - 13. Mar 2014 07:51
 BMW X6 Tyveriskade. Indsendt af kenn - 13. Mar 2014 07:51 BMW X6 Tyveriskade. Denne meget fine BMW X6 kom fra en forhandler der havde haft besøg af en flok tyveknægte. Der var desværre fjernet navigationsudstyr
BMW X6 Tyveriskade. Indsendt af kenn - 13. Mar 2014 07:51 BMW X6 Tyveriskade. Denne meget fine BMW X6 kom fra en forhandler der havde haft besøg af en flok tyveknægte. Der var desværre fjernet navigationsudstyr
STIGA PARK 100 B 8211-3014-08
 STIGA PARK 100 B 8211-3014-08 1. F G 2. H 3. 4. 2 DK DANSK SYMBOLER Følgende symboler findes på maskinen for at minde Dem om den forsigtighed og opmærksomhed, der kræves ved brug af maskinen. Symbolerne
STIGA PARK 100 B 8211-3014-08 1. F G 2. H 3. 4. 2 DK DANSK SYMBOLER Følgende symboler findes på maskinen for at minde Dem om den forsigtighed og opmærksomhed, der kræves ved brug af maskinen. Symbolerne
Brændekløver turbo Benzin motor
 Brugsanvisning Varenr.: 9045182 Brændekløver turbo Benzin motor Sdr. Ringvej 1-6600 Vejen - Tlf. 70 21 26 26 - Fax 70 21 26 30 www.p-lindberg.dk Brændekløver turbo Varenummer: 9045182 Beskrivelse: Brændekløver
Brugsanvisning Varenr.: 9045182 Brændekløver turbo Benzin motor Sdr. Ringvej 1-6600 Vejen - Tlf. 70 21 26 26 - Fax 70 21 26 30 www.p-lindberg.dk Brændekløver turbo Varenummer: 9045182 Beskrivelse: Brændekløver
WebGIS. Zoom. Klik på knappen Startside (skift øst/vest) hvis du vil se kommuner i den anden landsdel. September 2014
 hvis du vil se kommuner i den anden landsdel. September 2014") WebGIS September 2014 WebGIS er en webside, der viser HMN Naturgas gasledninger. Private kan se hvor gas stikledningen ligger på deres egen grund. Visse samarbejdspartnere har fået lidt udvidet adgang
WebGIS September 2014 WebGIS er en webside, der viser HMN Naturgas gasledninger. Private kan se hvor gas stikledningen ligger på deres egen grund. Visse samarbejdspartnere har fået lidt udvidet adgang
https://www.uvm.dk/~/media/uvm/filer/udd/folke/pdf14/nov/141127_initiativer_til_videreudvikling _af_folkeskolens_proever.pdf
 Digitalt prøvesæt Dette er et opgavesæt, som jeg har forsøgt at forestille mig, det kan se ud, hvis det skal leve op til ordene i det der er initiativ 3 i rækken af initiativer til videreudvikling af folkeskolens
Digitalt prøvesæt Dette er et opgavesæt, som jeg har forsøgt at forestille mig, det kan se ud, hvis det skal leve op til ordene i det der er initiativ 3 i rækken af initiativer til videreudvikling af folkeskolens
Mobning i dit barns klasse: hvad du kan gøre. Tag mobning alvorligt og reagér, hvis der er mobning i dit barns klasse.
 Mobning i dit barns klasse: hvad du kan gøre Tag mobning alvorligt og reagér, hvis der er mobning i dit barns klasse. Indhold 1 Mobning er et udbredt problem 2 Tegn på dit barn bliver mobbet 3 Vær opmærksom
Mobning i dit barns klasse: hvad du kan gøre Tag mobning alvorligt og reagér, hvis der er mobning i dit barns klasse. Indhold 1 Mobning er et udbredt problem 2 Tegn på dit barn bliver mobbet 3 Vær opmærksom
IntoWords ipad Tjekliste
 IntoWords ipad Tjekliste IntoWords Generelt Gennemgået Øvelse Installation af IntoWords til Ipad 1 Login til Skole 2 Login til Privat 3 Login til Erhverv 4 Værktøjslinjen 5 Indstillinger i IntoWords 6
IntoWords ipad Tjekliste IntoWords Generelt Gennemgået Øvelse Installation af IntoWords til Ipad 1 Login til Skole 2 Login til Privat 3 Login til Erhverv 4 Værktøjslinjen 5 Indstillinger i IntoWords 6
Fra individuel til systemisk traume forståelse familierettet psykoedukation
 Fra individuel til systemisk traume forståelse familierettet psykoedukation k SynErGaia Integrationsministeriets pulje til integration Peter Berliner Pårørendes udsagn om forløbet Det var dejligt at sidde
Fra individuel til systemisk traume forståelse familierettet psykoedukation k SynErGaia Integrationsministeriets pulje til integration Peter Berliner Pårørendes udsagn om forløbet Det var dejligt at sidde
CNC drejning med C-akse, avanceret (2-sidet) AMU nr.:47455
 AMU nr.:47455") CNC drejning med C-akse, avanceret (2-sidet) AMU nr.: INDHOLDSFORTEGNELSE Forord 3 Opretning af radiale C-akse værktøjer 4 Drejning med pinolstøtte 5 Drejning mellem pinoler 6 Valg af værktøj ved pinoldrejning
CNC drejning med C-akse, avanceret (2-sidet) AMU nr.: INDHOLDSFORTEGNELSE Forord 3 Opretning af radiale C-akse værktøjer 4 Drejning med pinolstøtte 5 Drejning mellem pinoler 6 Valg af værktøj ved pinoldrejning
Tal, funktioner og grænseværdi
 Tal, funktioner og grænseværdi Skriv færdig-eksempler der kan udgøre en væsentlig del af et forløb der skal give indsigt vedrørende begrebet grænseværdi og nogle nødvendige forudsætninger om tal og funktioner
Tal, funktioner og grænseværdi Skriv færdig-eksempler der kan udgøre en væsentlig del af et forløb der skal give indsigt vedrørende begrebet grænseværdi og nogle nødvendige forudsætninger om tal og funktioner
Brugermanual for Ecofit system
 Kære kunde, Bosal takker Dem for at have købt dette Ecofit anhængertræk system. Bosal har udviklet, produceret og dokumenteret dette produkt i overensstemmelse med de gældende standarder og direktiver.
Kære kunde, Bosal takker Dem for at have købt dette Ecofit anhængertræk system. Bosal har udviklet, produceret og dokumenteret dette produkt i overensstemmelse med de gældende standarder og direktiver.
8360ZN-R. Montagevejledning. Brusedør hængsel med hæve/sænke funktion Nivello+ og med undersænket montering på den ene side for nemmere rengøring
 Montagevejledning 8360ZN-R Brusedør hængsel med hæve/sænke funktion Nivello+ og med undersænket montering på den ene side for nemmere rengøring Model: Glas-væg 90, i plan Monteret på højre side med åbning
Montagevejledning 8360ZN-R Brusedør hængsel med hæve/sænke funktion Nivello+ og med undersænket montering på den ene side for nemmere rengøring Model: Glas-væg 90, i plan Monteret på højre side med åbning
Boligkøberne har mange prioriteter at skulle balancere
 11. november 2015 Boligkøberne har mange prioriteter at skulle balancere De fleste danskere, der har været på boligjagt kender formentlig fornemmelsen af, at det til tider kan være svært at få alle boligønskerne
11. november 2015 Boligkøberne har mange prioriteter at skulle balancere De fleste danskere, der har været på boligjagt kender formentlig fornemmelsen af, at det til tider kan være svært at få alle boligønskerne
Fremstilling af værktøjskomponenter Drejning. AMU nr
 Fremstilling af værktøjskomponenter Drejning AMU nr. 47597 INDHOLDSFORTEGNELSE Forord 3 Koordinatsystemet på en CNC drejebænk 4 Oversigt over de mest brugte G koder og M koder 7 Værktøjs geometri og opmåling
Fremstilling af værktøjskomponenter Drejning AMU nr. 47597 INDHOLDSFORTEGNELSE Forord 3 Koordinatsystemet på en CNC drejebænk 4 Oversigt over de mest brugte G koder og M koder 7 Værktøjs geometri og opmåling
UDVIKLINGSPLAN FOR GOLFBANEN. Hovedsponsor: - ET REDSKAB FOR GOLFKLUBBENS BESTYRELSE
 UDVIKLINGSPLAN FOR GOLFBANEN Hovedsponsor: - ET REDSKAB FOR GOLFKLUBBENS BESTYRELSE Denne folder er en introduktion til hvorledes klubben lægger en plan for banens udvikling. Sammen med folderen er der
UDVIKLINGSPLAN FOR GOLFBANEN Hovedsponsor: - ET REDSKAB FOR GOLFKLUBBENS BESTYRELSE Denne folder er en introduktion til hvorledes klubben lægger en plan for banens udvikling. Sammen med folderen er der
Grafteori, Kirsten Rosenkilde, september 2007 1. Grafteori
 Grafteori, Kirsten Rosenkilde, september 007 1 1 Grafteori Grafteori Dette er en kort introduktion til de vigtigste begreber i grafteori samt eksempler på opgavetyper inden for emnet. 1.1 Definition af
Grafteori, Kirsten Rosenkilde, september 007 1 1 Grafteori Grafteori Dette er en kort introduktion til de vigtigste begreber i grafteori samt eksempler på opgavetyper inden for emnet. 1.1 Definition af
Miniguide for oplægsholdere
 Miniguide for oplægsholdere Intro Vi har lavet den her miniguide, som en hjælp til dig i din fremtidige rolle som oplægsholder. Guiden er din værktøjskasse og huskeliste. Den samler alt det, vi gennemgår
Miniguide for oplægsholdere Intro Vi har lavet den her miniguide, som en hjælp til dig i din fremtidige rolle som oplægsholder. Guiden er din værktøjskasse og huskeliste. Den samler alt det, vi gennemgår
Gratis E-kursus. Få succes med din online markedsføring - Online markedsføring alle kan være til
 Gratis E-kursus Få succes med din online markedsføring - Online markedsføring alle kan være til Bloggens styrke Indledning 3 Hvad er en blog? 5 Hvorfor blogge? 7 Sådan kommer du i gang 9 Få succes med
Gratis E-kursus Få succes med din online markedsføring - Online markedsføring alle kan være til Bloggens styrke Indledning 3 Hvad er en blog? 5 Hvorfor blogge? 7 Sådan kommer du i gang 9 Få succes med
Kursusmappe. HippHopp. Uge 29: Nørd. Vejledning til HippHopp guider HIPPY. Baseret på førskoleprogrammet HippHopp Uge 29 Nørd side 1
 Uge 29: Nørd Vejledning til HippHopp guider Kursusmappe Baseret på førskoleprogrammet HippHopp Uge 29 Nørd side 1 HIPPY HippHopp uge_29_guidevejl_nørd.indd 1 06/07/10 10.42 Denne vejledning er et supplement
Uge 29: Nørd Vejledning til HippHopp guider Kursusmappe Baseret på førskoleprogrammet HippHopp Uge 29 Nørd side 1 HIPPY HippHopp uge_29_guidevejl_nørd.indd 1 06/07/10 10.42 Denne vejledning er et supplement
TALEPAPIR DET TALTE ORD GÆLDER
 Børne- og Undervisningsudvalget 2015-16 BUU Alm.del Bilag 189 Offentligt TALEPAPIR DET TALTE ORD GÆLDER Anledning Titel Målgruppe Arrangør Taletid Samråd i Børne- og Undervisningsudvalget sammen med social-
Børne- og Undervisningsudvalget 2015-16 BUU Alm.del Bilag 189 Offentligt TALEPAPIR DET TALTE ORD GÆLDER Anledning Titel Målgruppe Arrangør Taletid Samråd i Børne- og Undervisningsudvalget sammen med social-
CNC Fræsning CNC manuel programmering
 CNC Fræsning CNC manuel programmering 44817 Udarbejdet af EUCSYD. 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Tegning 44817_13... 4 Tegning 44817_13 Opgave 1... 5 Tegning 44817_13
CNC Fræsning CNC manuel programmering 44817 Udarbejdet af EUCSYD. 1 Indholdsfortegnelse Indholdsfortegnelse... 2 Kursusinformation... 3 Tegning 44817_13... 4 Tegning 44817_13 Opgave 1... 5 Tegning 44817_13
GRUNDLÆGGENDE TEORI LIGE FRA HJERTET
 GUIDE 6 Noget om blænde GRUNDLÆGGENDE TEORI LIGE FRA HJERTET 2015 LÆRfoto.dk Indhold Indhold... 2 Indledning... 3 Blænde... 4 Blænde og dybdeskarphed... 5 Blænde og lyset... 6 LÆRfoto.dk s serie af guides
GUIDE 6 Noget om blænde GRUNDLÆGGENDE TEORI LIGE FRA HJERTET 2015 LÆRfoto.dk Indhold Indhold... 2 Indledning... 3 Blænde... 4 Blænde og dybdeskarphed... 5 Blænde og lyset... 6 LÆRfoto.dk s serie af guides
Vejledning til dagpengekortet på Selvbetjeningen
 Vejledning til dagpengekortet på Selvbetjeningen Denne vejledning indeholder eksempler på, hvordan du udfylder dit dagpengekort. Du kan benytte samme vejledning til udfyldelse af efterlønskort eller et
Vejledning til dagpengekortet på Selvbetjeningen Denne vejledning indeholder eksempler på, hvordan du udfylder dit dagpengekort. Du kan benytte samme vejledning til udfyldelse af efterlønskort eller et
Roskilde Ungdomsskole. Fælles mål og læseplan for valgfaget. Digital foto
 Roskilde Ungdomsskole Fælles mål og læseplan for valgfaget Digital foto April 2016 Fælles mål Digital foto Introduktion Nye digitale teknologier gør det i dag muligt at lave fotos og medieproduktioner
Roskilde Ungdomsskole Fælles mål og læseplan for valgfaget Digital foto April 2016 Fælles mål Digital foto Introduktion Nye digitale teknologier gør det i dag muligt at lave fotos og medieproduktioner
HUSSTANDSVINDMØLLER VEJLEDENDE RETNINGSLINIER FOR OPSTILLING I DET ÅBNE LAND. Norddjurs Kommune 2013 TEKNIK OG MILJØ
 TEKNIK OG MILJØ HUSSTANDSVINDMØLLER VEJLEDENDE RETNINGSLINIER FOR OPSTILLING I DET ÅBNE LAND Norddjurs Kommune 2013 Norddjurs Kommune Torvet 3 8500 Grenaa Tlf: 89 59 10 00 www.norddjurs.dk Vejledende retningslinier
TEKNIK OG MILJØ HUSSTANDSVINDMØLLER VEJLEDENDE RETNINGSLINIER FOR OPSTILLING I DET ÅBNE LAND Norddjurs Kommune 2013 Norddjurs Kommune Torvet 3 8500 Grenaa Tlf: 89 59 10 00 www.norddjurs.dk Vejledende retningslinier
Banegennemgang med Line Mortensen på Grenaa Golfklubs bane søndag den 19. juni 2011.
 Banegennemgang med Line Mortensen på Grenaa Golfklubs bane søndag den 19. juni 2011. Generelle kommentarer: - teesteder er lange - rød og gul tee bør placeres således, at der er samme spilleretning fra
Banegennemgang med Line Mortensen på Grenaa Golfklubs bane søndag den 19. juni 2011. Generelle kommentarer: - teesteder er lange - rød og gul tee bør placeres således, at der er samme spilleretning fra
Traditionen tro byder august september på forældremøder i de enkelte klasser,
 Vi skrev i første nummer af Fællesnyt, at vi ville udkomme én gang i kvartalet. Det bryder vi allerede her i andet nummer, hvor I kan læse om konfirmationsforberedelse i 7. klasse, en sjov bemærkning og
Vi skrev i første nummer af Fællesnyt, at vi ville udkomme én gang i kvartalet. Det bryder vi allerede her i andet nummer, hvor I kan læse om konfirmationsforberedelse i 7. klasse, en sjov bemærkning og
INKLUSIONS- FORTÆLLINGER
 INKLUSIONS- FORTÆLLINGER ET FOKUS PÅ MILJØ OG SAMSPILSPROCESSER Det enkelte barns læring og deltagelsesmuligheder Institutionsmiljø: Samarbejde om organisering af pædagogisk praksis Faglighed: Børnesyn
INKLUSIONS- FORTÆLLINGER ET FOKUS PÅ MILJØ OG SAMSPILSPROCESSER Det enkelte barns læring og deltagelsesmuligheder Institutionsmiljø: Samarbejde om organisering af pædagogisk praksis Faglighed: Børnesyn
Funktionalligninger - løsningsstrategier og opgaver
 Funktionalligninger - løsningsstrategier og opgaver Altså er f (f (1)) = 1. På den måde fortsætter vi med at samle oplysninger om f og kombinerer dem også med tidligere oplysninger. Hvis vi indsætter =
Funktionalligninger - løsningsstrategier og opgaver Altså er f (f (1)) = 1. På den måde fortsætter vi med at samle oplysninger om f og kombinerer dem også med tidligere oplysninger. Hvis vi indsætter =
Eksempler på skabeloner til situationsbeskrivelser.
 Eksempler på skabeloner til situationsbeskrivelser. I forhold til de forløb hvor deltagerne skal tage udgangspunkt i selvoplevede kommunikationssituationer, har vi afprøvet skabeloner hvori deltagerne
Eksempler på skabeloner til situationsbeskrivelser. I forhold til de forløb hvor deltagerne skal tage udgangspunkt i selvoplevede kommunikationssituationer, har vi afprøvet skabeloner hvori deltagerne
VEJLEDNING FORSKELSBEHANDLING HANDICAP OG OPSIGELSE
 VEJLEDNING FORSKELSBEHANDLING HANDICAP OG OPSIGELSE INDHOLD FORSKELSBEHANDLINGSLOVEN... 3 Kort om forskelsbehandlingsloven... 3 HANDICAP.... 3 Hvornår er en lidelse et handicap?... 3 Særligt om stress....
VEJLEDNING FORSKELSBEHANDLING HANDICAP OG OPSIGELSE INDHOLD FORSKELSBEHANDLINGSLOVEN... 3 Kort om forskelsbehandlingsloven... 3 HANDICAP.... 3 Hvornår er en lidelse et handicap?... 3 Særligt om stress....