Lean Six Sigma Lektion 2. Measure & Analyze
|
|
|
- Lucas Mikkelsen
- 8 år siden
- Visninger:
Transkript
1 Lean Six Sigma Lektion 2 Measure & Analyze

2 Agenda: Measure Basal statistik 7 Basale kvalitetsværktøjer Analyze FMEA Poka Yoke Kvalitetskortlægning øvelse

3 DMAIC-Modellen Define Measure Analyze Improve Control Formål Definere projektmål og kundeleverance (internt/eksternt) Dataindsamling omkring processen for at få nuværende performance Analysere og identificere hovedårsagerne til fejlene og afvigelserne Forbedre processen ved at eliminere hovedårsagerne Kontroller procesforbedringerne ved at måle på processen igen Værktøjer *Projektkontrakt * SIPOC * Voice of the customer * Basal Statistik * 7 basale kvalitetsværktøjer * Proces FMEA * Poka Yoke * Brainstorm * Standarder * Visuel kontrol * SPC * Proces Confirmation


4 Measure Measure Formål Dataindsamling omkring processen for at få nuværende performance Værktøjer Basal Statistik 7 basale kvalitetsværktøjer Måling og dataindsamling Kvantitativ Kvalitativ Statistik og værktøjer Basal Statistik 7 Kvalitetsværktøjer

5 Agenda: Measure Basal statistik 7 Basale kvalitetsværktøjer Analyze FMEA Poka Yoke Kvalitetskortlægning øvelse

6 Eksempler på data der kan analyseres En stor del af Six Sigma handler om data-analyse Procesdata Procestid Gennemløbstid Oppetid Ventetid Kassationsprocent Varer i arbejde Lager størrelse Pakke størrelse Antal medarbejder på processen Antal skift Varighed af skift Arbejdstid Antal opkald Energiforbrug Fejl Etc.

7 Basal Statistik Beskrivende statistik 3 grundlæggende metoder Grafer Godt visuelt til at vise og afsløre trends og strukturer Tabeller Velegnet til kvantitativ opremsning af måledata Præsentere data der skal regnes videre med Beregnede værdier Middelværdi Median Standardafvigelse

8 Basal Statistik Middelværdi = x x1, x2, xn = de enkelte målinger n = samlede antal målinger Fungere bedst når målingerne er normalt fordelt, ellers brug median Pas på ekstreme værdier har stor indflydelse Beregn middelværdien af følgende målinger 1,2,5,6,7,7,7,8,8,9

9 Basal Statistik Median Opsæt alle målingerne i stigende rækkefølge og vælg det midterste. Eks. (3,6,7,8,9) = median = 7 Hvis lige antal målinger tages gennemsnittet af de 2 midterste Ekstreme værdier ingen indflydelse

10 Basal Statistik Standardafvigelsen ( ) Definition: Stdv. er et mål for hvor langt de enkelte målinger spreder sig fra middelværdien Summen af afvigelsernes kvadrat fra gennemsnittet, divideret med datamængden (Hel population) Eks. 1) Lønniveau i virksomhed hvor er høj indikere at der er stor forskel på lønniveauet hvis SD var lille tjente alle tæt på det samme. 2) Lille standardafvigelse i produktion af legoklodser viser at klodserne er meget ens Beregn standardafvigelsen på tallene: 1,2,5,6,7,7,7,8,8,9
 Lønniveau i virksomhed hvor er høj indikere at der er stor forskel på lønniveauet hvis SD var lille tjente alle tæt på det")
11 Standardafvigelse Normalfordeling og Standardafvigelse; Viser hvor dataet er placeret ift. Middelværdien hvis dataet er normalfordelt Sigma = = Standardafvigelse between + / - 1 between + / - 2 between + / - 3 between + / % % % % Resultat: ppm udenfor(afvigelse) ppm 2700 ppm 3,4 ppm

 = 6σ")
12 Eksempel Længden på en statistikbog Hvis 6σ proces = alle data indenfor +/- 6σ fra middelværdien 0,0136 x 6 = 0,0816 +/- 31,8233 = (31,7417;31,9049) = 6σ proces
")
13 Proces kapabilitet Evnen til at levere et givent output indenfor et afgrænset statistisk område Er vi i stand til at udføre opgaven korrekt? Processen evne til at fungere inden for de påkrævede tolerancer Kapabilitet drejer sig om man har klare krav, passende udvælgelse af ressourcer/maskiner tilstrækkelig oplæring og gode målinger.

14 Betegnelser USL (Upper specification level) Øvre grænse for hvor meget produktet må afvige opad på skalaen LSL (Lower specification level) Nedre grænse for hvor meget produktet må afvige nedad på skalaen σ (Sigma) Standardafvigelsen man arbejder ud fra et statistisk referenceinterval der ligge mellem 3σ og -3σ Ĉp (Procespotentiale) Viser noget om potentialet for processen ift. specifikationen (Præcision) Ĉpk (Procesresultat) Viser placering af processen output ift. USL og LSL (Nøjagtighed)
 Ĉpk (Procesresultat) Viser placering af processen output ift.")
15 Eksempler på proceskapabilitet Hvor ligger dataet ift middelværdien og tolerancer Cp = 1,33 Cpk = 1,33 Cp = 1,33 Cpk = 0,8 Cp = 1,33 Cpk = 0,0

16 Antal forventet fejl Gennemsnit centeret / ikke centeret Man tilstræber at gennemsnittet ligger centralt placeret mellem USL og LSL. Såfremt den er centeret medfører det at der vil være færre produkter med fejl Indflydelsen kan aflæses i denne tabel. Så længe at man arbejder indenfor 6.0 sigma opstår der ikke nær så store fejlrater som hvis man arbejder indenfor 3.0 sigma Fordeling Cp Centeret -> Cpk Forventet fejl ±3.0 sigma 1.00 Nej ppm ±3.0 sigma 1.00 Ja ppm ±4.5 sigma 1.50 Nej ppm ±4.5 sigma 1.50 Ja ppm ±6.0 sigma 2.00 Nej ppm ±6.0 sigma 2.00 Ja ppm

17 Udregning af formler Udregning af Cp Viser om processen er i stand til at opfylde proces specifikationen (præcision) Forudsætning: Outputtet er normalfordelt Standardkrav for Cp over lang tid (måneder) Cp 1,33

18 Udregning af Cpk Udregning af formler Hvis gennemsnittet ikke er centeret i mellem USL og LSL udregnes Cpk for at afgøre hvor dataet så er placeret ift gennemsnittet. Forudsætning: Man kan ikke tage udgangspunkt i at gennemsnittet er centeret, hvorfor denne formel tage højde for at der er afvigelser * *min = den mindste af de 2 udregnede værdier Standardkrav for Cpk over lang tid (måneder) Cpk 1,33

19 Eksempler på ideal tilstanden Cp & Cpk Cp værdi >1,33 Cpk værdi >1,33

20 Stikprøvekontrol Øvelse Spilleregler Gå sammen i grupper på 3-5 deltager (max. 5 grupper) Hver gruppe udvælger 20 stykker kabelbånd til stikprøve kontrol Opmål bredden og indtast dem i skemaet i casen + lave udregninger Middelværdi Standardafvigelse Cp & Cpk værdier Har vi kontrol over produktionen af kabelbånd?

21 Agenda: Measure Basal statistik 7 Basale kvalitetsværktøjer Analyze FMEA Poka Yoke Kvalitetskortlægning øvelse
22 7 Basale Kvalitetsværktøjer De 7 basale kvalitetsværktøjer Et sæt værktøjer og grafiske teknikker til at identificere kvalitetsproblemer og efterfølgende løse dem Definere hvad problemet egentlig er Fokusere på at finde hovedårsagen til et problem Systematisk og sekventiel opbygning og sammenhæng mellem værktøjerne Basale fordi; 1. de let kan bruges og man ikke behøver dybder træning i statistik 2. de kan løse største parten af de kvalitetsrelaterede problemstillinger Stammer fra Japan lige efter 2. verdenskrig og er inspireret af de 7 berømte våben som krigsmunken Benkei brugte til at vinde alle sine kampe De står i kontrast til mere advancerede statistiske metoder såsom hypotese test, Anova analyse, multivariant analyse etc.
23 7 Basale Kvalitetsværktøjer 1. Flow-diagrammer 2. Pareto analyse (80/20 reglen) 3. Årsags-virkningsdiagram (Ishikawa-diagram /Fiskeben) 4. Histogrammer 5. Kontrolkort (Control Charts) 6. XY-punktdiagrammer (Scatter plots) 7. Kontrolark (Check sheet)
24 Hvorfor lave kortlægning? Flowdiagram Ingen kæde er stærkere end det svageste led. Derfor er det vigtigt at have et overblik over det samlede flow i processen. Kendskab til de stærke og de svage led. Overblikket giver mulighed for at lave en klar prioritering af indsatsen for, at kunne skabe et bedre flow og kvalitet. At skabe et overblik over hvilke variable der påvirker processerne Fremgangsmåde 1.Identificer processernes trin inden for projektets grænser 2.Identificer outputvariable og indsæt det relevante trin over for 3.Identificer inputvariable og indsæt det relevante trin neden for 4.Inddel variabler i C, N, X kategorier Constant (Kræves at være konstante for at opfylde kundens behov) Noise (Kan ikke kontrolleres lige nu) experiment (Kan ændres inden for rammerne) 5.Tilføj kundespecifikationer (interne/eksterne) 6.Marker værdiskabende aktiviteter
25 Flow-diagram symboler Flowdiagram Flowdiagrammer Grafisk fremstilling af en proces Proces Beslutning Processens flow
26 Flowdiagram Entre Kø Nej Bestilling Ja Sauce Nej Ja Stå i kø Takeaway Nej Ja Maden bliver lavet Nej Bakke Pose Spiser maden Modtager maden Ja Er maden klar

27 Flow-diagram Kunder klager over for stærk te! Mængden af koldt vand Vandets temperatur The posen i koppen Mængden af varmt vand The temp. The styrke The pose The temp The smag The farver 9. Servér 1. Fyld kedel 2. Kog vandet 3. Put The posen i koppen 4. Hæld varmt vand i koppen 5. Bryg theen 6. Fjern the posen 7. Kom mælk og sukker i og rør Kedel (c) Mængde af koldt vand (c) Energi (N) Kop (c) The pose (c) Mængde af vand (c) Bryggetid 2 min +/- 30 sek. (x) Mælk (x) Sukker (x) Kundespecifikationer The med jorbærsmag Ikke for varm Værdiskabende = Grøn
28 Eksempel Produktion Løbende visual kontrol Godkendt Ja Produktionen forsætter Afvist Kvalitetsafd. Vurdere fejl tupe Alvorlig Maskinen stoppes Kan der gives dispensation? Nej Produktet kasseret ubetydelig Teknikker Kan fejlen rettes uden ændringer af indstillinger? Nej Mould-shop Ja Vedligeholdsafdelingen indkaldes og maskinen repareres Inspektionsafdelingen Inspektionsafdelingen orienteres og emner måles igen
29 Nordplast video
30 Flowdiagram - opgave Lav et Flowdiagram på produktionsprocessen i casen -Identificer variablerne C,N og X samt hvor der skabes kundeværdi
31 7 Basale Kvalitetsværktøjer 1. Flow-diagrammer 2. Pareto analyse (80/20 reglen) 3. Årsags-virkningsdiagram (Ishikawa-diagram /Fiskeben) 4. Histogrammer 5. Kontrolkort (Control Charts) 6. XY-punktdiagrammer (Scatter plots) 7. Kontrolark (Check sheet)
32 Pareto Analyse (ABC analyse) Formål: Bruger 80/20 reglen og procenter (%) 80% af problemerne kommer fra 20% af årsagerne/processerne 80% af omsætningen kommer fra 20% af kunderne 80% af klagerne kommer fra 20% af kunderne 80% af varerne kommer fra 20% af leverandørerne Meget lig et histogram, men Pareto bruger % Fokusere på de hyppigst forekommende problemer
33 Cumulative % of total Value Martin Professional A/S Pareto Analyse C Items (95- A items (0-70%) B items (70-95%) 100%) Total ,97% 21,04% 71,99% 100,00% 120,00% Pareto Curve for Stock Items 100,00% 80,00% 60,00% Pareto Curve for Stock Items 40,00% 20,00% 0,00% Number of items
34 Antal fejl Cumulative % Øvelse Pareto 1 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 Fejlkilder Cumulative% Cut Off % 100% 80% 60% 40% 20% 0% For smal For bred Forkert farve Overflade kvalitet For tynd For tyk Fejltryk Fejlkilder Hyppighed % Øvelse - Lave en pareto analyse på fejlkilder i Nordplast - Fremstil det grafisk [42]
35 7 Basale Kvalitetsværktøjer 1. Flow-diagrammer 2. Pareto analyse (80/20 reglen) 3. Årsags-virkningsdiagram (Ishikawa-diagram /Fiskeben) 4. Histogrammer 5. Kontrolkort (Control Charts) 6. XY-punktdiagrammer (Scatter plots) 7. Kontrolark (Check sheet)
36 Formål: Forståelse for de problemer man står overfor i dagligdagen Identificere hovedårsagen til et problem Socialøvelse Bruge de 6M (5M) for at komme hele vejen omkring et problem Årsagskategorier Problem
37 Processen illustreret i steps Step 3 Step 4 Step 5 Step 1 5xHvorfor Step 2 Step: 1.Påfør problemet der ønskes belyst. Vær så specifik som mulig. 2.Beslut hvilke hovedkategorier der skal brainstormes inden for. 3.Brainstorm på de årsager der påvirker hovedproblemet, der er udvalgt under step 1 4.Gennemgå diagrammet 5.Diskuter det færdige diagram og identificer og udvælg de årsager der er mest kritiske for problemet, hvorefter der skal foretages videre analyse på disse.
38 Årsags-virkningsdiagram Eksempel: Mennesker Metoder Materialer Mange omstillinger Ved ikke hvor telefonbesked ligger Ved ikke hvor kollegaer er Mangler lokal telefonbog Omstillingens manualer ikke ajourført Glemmer at give besked Glemmer medflyt Ved ikke hvor bagvagt ligger telefonbesked Ved ikke hvem der har bagvagt Mangler vejledning i tlf. brug Dårlig telefonservice Mangler omstillingsbord Direkte numre mangler Medflyt virker ikke Service fra andre afdelinger mangler En ansvarlig mangler Vikarordning mangler Omstillingen usynlig Omstillingen kender ikke de ansatte Maskiner Ledelse Miljø
39 7 Basale Kvalitetsværktøjer 1. Flow-diagrammer 2. Pareto analyse (80/20 reglen) 3. Årsags-virkningsdiagram (Ishikawa-diagram /Fiskeben) 4. Histogrammer 5. Kontrolkort (Control Charts) 6. XY-punktdiagrammer (Scatter plots) 7. Kontrolark (Check sheet)


40 Formål: Histogrammer (Mæslingskort) Grafisk vise forekommende hændelser og disses hyppigheder i en proces Bruges til at identificere trends og sammenhænge og dermed muliggøre kvalitetsforbedringer
41 Histogrammer (Mæslingskort) Histogram Opgave: Hvad kan vi som ejer bruge dette til?

42 Hvad kan man se af et histogram? Hvilke fordelinger der der tale om? Holder data et sig inden for tolerancerne Er data et skævvredet? Er data et centreret omkring en bestemt værdi?
43 7 Basale Kvalitetsværktøjer 1. Flow-diagrammer 2. Pareto analyse (80/20 reglen) 3. Årsags-virkningsdiagram (Ishikawa-diagram /Fiskeben) 4. Histogrammer 5. Kontrolkort (Control Charts) 6. XY-punktdiagrammer (Scatter plots) 7. Kontrolark (Check sheet)
44 Formål: Kontrolkort Følge og måle output et af en proces, ift. organisationen/virksomhedens standarder Arbejder med øvre og nedre grænser -> inden for disse er output et ok Hvis output et ligger udenfor -> unormalt og skal undersøges En proces hvorfra output et hele tiden er inden for grænserne er en høj-kvalitetsproces
45 Formål: Kontrolkort Kørselsdiagram fremstiller grafisk data baseret på et tidsrum (x-aksen) og bruges til at identificere trends og cyklusser for en bestem proces (y-aksen) Kundehenvendelser PM- AM PM- AM PM- AM Torsdag Torsdag Torsdag uge 1 uge 2 uge 3 Tid
46 Kontrolkort Nordplast Kontrolkort Meter bånd kasseret PM- AM PM- AM PM- AM Torsdag Torsdag Torsdag uge 1 uge 2 uge 3 Hvad kan vi bruge dette til? Tid

47 Kontrolkort - Eksempel
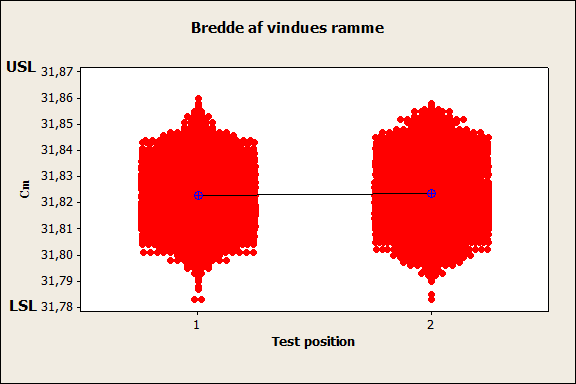
48 Kontrolkort Opgave Lave et kontrolkort på jeres breddemålinger i casen og tegn dem ind
49 7 Basale Kvalitetsværktøjer 1. Flow-diagrammer 2. Pareto analyse (80/20 reglen) 3. Årsags-virkningsdiagram (Ishikawa-diagram /Fiskeben) 4. Histogrammer 5. Kontrolkort (Control Charts) 6. XY-punktdiagrammer (Scatter plots) 7. Kontrolark (Check sheet)
 (y = f(x)) XY-punktdiagram bruges til at finde indirekte/direkte afhængigheder")
50 Formål: XY-Punktdiagram (Korrelationsdiagram) XY-punktdiagram er 2 dimensionalt på x- og y-aksen. Hvilke variabel der er på x-aksen afhænger af afhængigheden (hvis x ændre sig så ændre y sig også) (y = f(x)) XY-punktdiagram bruges til at finde indirekte/direkte afhængigheder mellem en proces og input/output og kan dermed bruges til at analyser og forbedre kvaliteten
51 Eksempel
 4. Histogrammer 5. Kontrolkort (Control Charts) 6.")
52 7 Basale Kvalitetsværktøjer 1. Flow-diagrammer 2. Pareto analyse (80/20 reglen) 3. Årsags-virkningsdiagram (Ishikawa-diagram /Fiskeben) 4. Histogrammer 5. Kontrolkort (Control Charts) 6. XY-punktdiagrammer (Scatter plots) 7. Kontrolark (Check sheet)
53 Kontrolark Kontrolkort i supermarked (Havelågediagram) Fejl-type Man Tir Ons Tor Fre Lør Søn Leverandør IIII II II III Holdbarhed (dato) Kunde kontakt II II I I I I Medarbejder I Udstyr I II II II I
54 Standarder
55 Agenda: Measure Basal statistik 7 Basale kvalitetsværktøjer Analyze FMEA Poka Yoke Kvalitetskortlægning øvelse
56 DMAIC-Modellen Define Measure Analyze Improve Control Formål Definere projektmål og kundeleverance (internt/eksternt) Dataindsamling omkring processen for at få nuværende performance Analysere og identificere hovedårsagerne til fejlene og afvigelserne Forbedre processen ved at eliminere hovedårsagerne Kontroller procesforbedringerne ved at måle på processen igen Værktøjer * Projektkontrakt * SIPOC * Voice of the customer * Basal Statistik * 7 basale kvalitetsværktøjer * Proces FMEA * Poka Yoke * Brainstorm * Standarder * Visuel kontrol * SPC * Proces Confirmation

57 Define Analyze Formål Analysere og identificere hovedårsagerne til fejlene og afvigelserne Værktøjer *Proces FMEA *Poka Yoke Analyse af de indsamlede data Kigger efter årsager Fejlidentificerings- og sikringsværktøjer FMEA Poka Yoke
58 Agenda: Measure Basal statistik 7 Basale kvalitetsværktøjer Analyze FMEA Poka Yoke FMEA øvelse
59 FMEA-analyse FMEA: Failure Mode and Effects Analysis Fejl-Mulighed og Effekt-Analyse Formål Videndeling på tværs af funktioner og kunde/leverandører Konsekvensvurdering: Hva nu hvis...? Fejlsikre processen 4 hovedtyper System FMEA Design FMEA Proces FMEA Service FMEA
60 Fejlmuligheder og Effektanalyse Systematisk metode til at bedømme og reducere risikoen i systemer, produkter og serviceydelser En systematisk metode til risikohåndtering Formålet er at identificere og prioritere potentielle fejl på et så tidlig stadie som muligt Får input fra mange af de 7 basale kvalitetsværktøjer Skal laves som en tvær-organisatoriske øvelse Kan bruges til at udvikle systematisk viden i organisationen Kan bruges både inden for service og produktion Vurdere hver risiko/fejltype ud fra sandsynlighed, konsekvens og opdagelse (værdi 1-10)
61 Konsekvens Sandsynlighed Opdagelse FMEA Procestrin Nøgle input Potentiel fejl Potentiel konsekvens Potentiel årsag Potentiel kontrol FMEA score Anbefalet handling Ansvarlig Procestrin overført fra kortlægning 2. Nøgleinput fra House of Quality 3. Angiv fejltilstanden 4. Årsager til fejltilstand (hvad er det der kan gå galt) 5. Vurdere effekten af fejltilstanden 6. Angiv opdagelsesmetoder 7. Tilknyt værdier for Alvorlighed, Hyppighed & Opdagelse 8. Beregn FMEA score 9. Knyt handling til hver 10. Bestem ansvarlig Rangering Sandsynlighed Konsekvens Opdagelse 1 = aldrig 10 = sikkert 1 = ingen 10 = farlig 1 = sikker 10 = umulig
62 FMEA - Guideline FMEA metoden består af følgende trin: Udvælg proces/produkt/service Beskriv processen Identificer mulige fejltilstande i processen Identificer potentielle konsekvens af mulige fejl Identificer muligheden for at opdage fejl Prioriter de potentielle fejl Afgør hvorfor fejl kan ske (Hovedårsag) Gendesign processen så den er mere sikker Afprøv og implementer den gendesignede proces Evaluer effektiviteten af den gendesignede proces
63 Agenda: Measure Basal statistik 7 Basale kvalitetsværktøjer Analyze FMEA Poka Yoke Kvalitetskortlægning øvelse
64 Hvad er Poka-Yoke: Poka-Yoke kaldes også fejlsikring. Poka-Yoke metoden POKA-YOKE For at undgå (yokeru) uagtsomme fejl (poka) De bedste Poka-Yoke løsninger forhindrer fejl i at opstå Formålet med værktøjet er at opnå nul fejl Få indarbejdet holdningen: "Nul fejl er muligt. Gennem brug af sensor, farvekoder, felter, informationsdeling etc. Sikre at fejlen bliver opdaget før den opstår eller bliver sendt videre til næste proces Poka-yoke opdager fejlen, advare og kan stoppe processen. Poka-yoke påvirker 2 nøgle områder vedr. kvalitet; Identificere fejlene med det samme Giver hurtig feedback så korrektioner kan igangsættes
65 Vi er kun mennesker! Alle mennesker laver fejl De fleste mennesker laver ikke bevidst fejl For at undgå fejl skal det designes ud Det er menneskeligt at fejle! Øvelse Tæl F er


66 To veje til implementering Implementering af Poka-Yoke Implementering af Poka-Yoke Den forbyggende vej Problemvejen Inspektion er for sent Vi kan ikke Risikovurdering lave putte kvalitet ind i vores produkter til sidst Vi skal designe fejl ud! Proces/ operatør Maskine Konstruktion Materiale Vi løser problemet! Problemløsning brandslukning Design fejl væk! men vi tænker også på hvordan vi kan forbygge lignende fejl Plan Do Check Act
67 Eksempler Poka-Yoke Hvilke felter skal udfyldes?
68 Billys eksempel Kan du huske da det blev lovpligtigt med lyset tændt på bilen hele dagen? Mange bilister oplevede at glemme at slukke lyset, og bilen kunne dermed ikke starte næste morgen. (Fejlen). 6 Forebyg afvigelser Lyset slukker automatisk, når motoren stoppes. Stigende kontrolniveau KONTROL DISPLAY Stop afvigelser Advar om afvigelser Byg standarder ind i arbejdspladsen Del standarder i dit området Nøglen kan ikke fjernes fra tændingslåsen, inden lyset er slukket. En hyletone lyder, når bildøren åbnes, hvis lyset er tændt. Når tændingen afbrydes, lyser en rød lampe i kontrolpanelet, som betyder sluk lyset. Klister instruktionen på bilens instrumentbræt, så den let kan ses af føreren; sluk lyset før du forlader bilen. 1 Del information Inkluderet i instruktionsbogen: husk at slukke lyset, når der slukkes for motoren.
69 Kvalitetskultur Alle er medansvarlig for kvaliteten! I don t take junk! I don t make junk! I don t pass on junk!
70 Murphys lov Alt det der kan gå galt, går galt Hvis der er flere måder at lave en ting på, og en af dem kan gå galt, så går det galt
71 Andre klassiske fiaskoer Murphys lov Aktiedealer køber aktier i stedet for En kontant-hævemaskine udbetalte en falsk seddel eller for mange NASA s Mars-landingsfartøj går tabt, da der regnes i yards i stedet for meter Perrier trækkes fra markedet pga. et beskidt filter spor af benzen i vandet Piloten mister en motor og slukker den anden I Tyskland sendes en e- ud med fortrolige bank-informationer skattemyndighederne jubler
72 Agenda: Measure Basal statistik 7 Basale kvalitetsværktøjer Analyze FMEA Poka Yoke Kvalitetskortlægning øvelse
73 Kvalitetskortlægning Kvalitetskortlægning er en systematisk metode til at kvalitetssikre processer Kortlægning identificere risikoparamenterne i processerne Danner et overblik over indsatsområder indenfor kvalitet Kobler Poke Yoka og FMEA sammen Kvalitetskortlægning Kritiske proceser HVAD: HVORFOR: FMEA score: risk x consequenses HVORDAN: Grundlag: Opfølgning Kritisk proces: Id. Nr. KRITISKE PARAMETRE: (kritisk for kvaliteten) BESKRIVELSE AF DET KRITISKE I PARAMETRET: FMEA: failure mode & effect analysis Risk 1-10 Consequence 1-10 FMEA score METODE: (til sikring af kvaliteten) METODES Poke Yoka TRIN: (1-6) Standard MEDARBEJDER DREVET: LEDELSES DREVET: LAYOUT/kommentar Her identificeres de processer som anses kritiske Den kritiske proces for at producere god kvalitet. Her forholder man sig nummereres af blot til om noget kan gå galt som kan påvirke hensyn til kvaliteten. dokumentation og sporbarhed For at sikre dynamikken i dokumentet, bør dokumentet regelmæssigt gennemgåes og opdateres med resultaterne De fundende områder makeres på layoutet Her beskrives specifikt, hvori det kritiske ligger. Centret omkring elementerne: Materiale Maskine Mennesker Metode Miljø/Omgivelser Hvorfor er dette et kritisk parameter? FMEA: Failure Mode and Effects Analysis. Her tages der stilling til, hvordan vi sikrer Her vurderes Poke Yoka graden af den Her notes om der er udarbejdet en lokal Her skal der fortages en vurdering af: Her kan man indsætte en skitse af layoutet. På og beskytter de identificerede kritiske valgte metode. kvalitetsstandard. 1. hvilke aktiviteter skitsen tydligegøres hvor de kritiske områder er Herved skabes en forståelse for og indsigt i Her laves en risiko- og konsekvensvurdering af de kritiske processer der er fundet. 2. hyppigheden heraf identificerede. hvilken og hvor stor en betydning, netop parametre. 1 - som henholdvis ledelsen og medarbejdernde skal foretage for kvalitets-sikringen af dette parameter har. Her skal der især tænkes på forbyggende at sikre fastholdelse af den ønskede løsning. 1) Hvad er risikoen for at det kan gå galt fra 1-10 hvor 10 er handlinger (Poke-Joka), der kan hindre Jo højere FMEA score, jo højere Poke højest risiko. fejlen i at påstå. yoka trin - er nødvendig. 2) Hvad er konsekvensen hvis det går galt fra 1-10 hvor 10 er højest. FMEA skal udarbejdes på hver af de identificerede Kritiske Parametre. Når risiko og konsekvensvurderingen er fortaget ganges de to tal sammen. Jo højere tallet er jo mere kvalitetssikring/poke Yoka løsning er nødvendig
74 Kvalitetskortlægning Kritiske proceser HVAD: HVORFOR: FMEA score: risk x consequenses HVORDAN: Ansvarlig for grundlag: PROCES CONFIRMATION Kritisk proces: Id. Nr. KRITISKE PARAMETRE: (kritisk for kvaliteten) BESKRIVELSE AF DET KRITISKE I PARAMETRET: FMEA: failure mode & effect analysis Risk 1-10 Consequence 1-10 FMEA score METODE: (til sikring af kvaliteten) METODES Poke Yoka TRIN: (1-6) Standard MEDARBEJDER DREVET: LEDELSES DREVET: LAYOUT/kommentar Her identificeres de processer som anses kritiske for at Den kritiske proces Her beskrives specifikt, hvori det kritiske ligger. Hvorfor er dette et kritisk parameter? FMEA: Failure Mode and Effects Analysis. Her tages der stilling til, hvordan vi sikrer og Her vurderes Poke Yoka graden af den valgte producere god kvalitet. Her forholder man sig blot til om nummereres af hensyn beskytter de identificerede kritiske processer metode. noget kan gå galt som kan påvirke kvaliteten. til dokumentation og Centret omkring elementerne: Herved skabes en forståelse for og indsigt i Her laves en risiko- og konsekvensvurdering af de kritiske parametre der er fundet. sporbarhed hvilken og hvor stor en betydning, netop kvalitetssikringen af dette parameter har. Her skal der især tænkes på forbyggende. 1 - For at sikre dynamikken i dokumentet, bør dokumentet Materiale regelmæssigt gennemgåes og opdateres med Maskine 1) Hvad er risikoen for at det kan gå galt fra 1-10 hvor 10 er højest handlinger (Poke-Joka), der kan hindre fejlen i Jo højere FMEA score, jo højere Poke yoka resultaterne Mennesker risiko. at påstå. trin - er nødvendig. Metode De fundende områder makeres på layoutet Miljø/Omgivelser 2) Hvad er konsekvensen hvis det går galt fra 1-10 hvor 10 er højest. FMEA skal udarbejdes på hver af de identificerede Kritiske Parametre. Når risiko og konsekvensvurderingen er fortaget ganges de to tal sammen. Jo højere tallet er jo mere kvalitetssikring/poke Yoka løsning er nødvendig Her notes om der er udarbejdet en lokal kvalitetsstandard. Her skal der fortages en vurdering af: Her kan man indsætte en skitse af layoutet. På 1. hvilke aktiviteter skitsen tydligegøres hvor de kritiske områder er 2. hyppigheden heraf identificerede. som henholdvis ledelsen og medarbejdernde skal foretage for at sikre fastholdelse af den ønskede løsning. Kritiske proceser HVAD: HVORFOR: Kritisk proces: Her identificeres de processer som anses kritiske for at producere god kvalitet. Her forholder man sig blot til om noget kan gå galt som kan påvirke kvaliteten. For at sikre dynamikken i dokumentet, bør dokumentet regelmæssigt gennemgåes og opdateres med resultaterne Id. Nr. Den kritiske proces nummereres af hensyn til dokumentation og sporbarhed KRITISKE PARAMETRE: (kritisk for kvaliteten) Her beskrives specifikt, hvori det kritiske ligger. Centret omkring elementerne: Materiale Maskine Mennesker Metode Miljø/Omgivelser BESKRIVELSE AF DET KRITISKE I PARAMETRET: Hvorfor er dette et kritisk parameter? Herved skabes en forståelse for og indsigt i hvilken og hvor stor en betydning, netop kvalitets-sikringen af dette parameter har.
75 Kvalitetskortlægning Kritiske proceser HVAD: HVORFOR: FMEA score: risk x consequenses HVORDAN: Ansvarlig for grundlag: PROCES CONFIRMATION Kritisk proces: Id. Nr. KRITISKE PARAMETRE: (kritisk for kvaliteten) BESKRIVELSE AF DET KRITISKE I PARAMETRET: FMEA: failure mode & effect analysis Risk 1-10 Consequence 1-10 FMEA score METODE: (til sikring af kvaliteten) METODES Poke Yoka TRIN: (1-6) Standard MEDARBEJDER DREVET: LEDELSES DREVET: LAYOUT/kommentar Her identificeres de processer som anses kritiske for at Den kritiske proces Her beskrives specifikt, hvori det kritiske ligger. Hvorfor er dette et kritisk parameter? FMEA: Failure Mode and Effects Analysis. Her tages der stilling til, hvordan vi sikrer og Her vurderes Poke Yoka graden af den valgte producere god kvalitet. Her forholder man sig blot til om nummereres af hensyn beskytter de identificerede kritiske processer metode. noget kan gå galt som kan påvirke kvaliteten. til dokumentation og Centret omkring elementerne: Herved skabes en forståelse for og indsigt i Her laves en risiko- og konsekvensvurdering af de kritiske parametre der er fundet. sporbarhed hvilken og hvor stor en betydning, netop kvalitetssikringen af dette parameter har. Her skal der især tænkes på forbyggende. 1 - For at sikre dynamikken i dokumentet, bør dokumentet Materiale regelmæssigt gennemgåes og opdateres med Maskine 1) Hvad er risikoen for at det kan gå galt fra 1-10 hvor 10 er højest handlinger (Poke-Joka), der kan hindre fejlen i Jo højere FMEA score, jo højere Poke yoka resultaterne Mennesker risiko. at påstå. trin - er nødvendig. Metode De fundende områder makeres på layoutet Miljø/Omgivelser 2) Hvad er konsekvensen hvis det går galt fra 1-10 hvor 10 er højest. FMEA skal udarbejdes på hver af de identificerede Kritiske Parametre. Når risiko og konsekvensvurderingen er fortaget ganges de to tal sammen. Jo højere tallet er jo mere kvalitetssikring/poke Yoka løsning er nødvendig Her notes om der er udarbejdet en lokal kvalitetsstandard. Her skal der fortages en vurdering af: Her kan man indsætte en skitse af layoutet. På 1. hvilke aktiviteter skitsen tydligegøres hvor de kritiske områder er 2. hyppigheden heraf identificerede. som henholdvis ledelsen og medarbejdernde skal foretage for at sikre fastholdelse af den ønskede løsning. FMEA score: Sandsynlighed x Konsekvens x Opdagelse Sandsynlighed 1-10 Konsekvens1-10 Opdagelse 1-10 FMEA score FMEA: Failure Mode and Effects Analysis. Her laves en risiko- og konsekvensvurdering af de kritiske parametre. 1) Hvad er risikoen for at det kan gå galt fra 1-10 hvor 10 er højest risiko. 2) Hvad er konsekvensen hvis det går galt fra 1-10 hvor 10 er højest. 3) Hvad er sansynligheden for at vi opdager fejlen inden kunden modtager varen fra 1-10 FMEA skal udarbejdes på hver af de identificerede Kritiske Parametre. Når risiko og konsekvensvurderingen er fortaget ganges de to tal sammen. Jo højere tallet er jo mere kvalitetssikring/poke Yoka løsning er nødvendig
76 Sandsynlighed for at fejl opstår Score: Konsekvensen når fejlen opstår Score: Ikke sandsynlig - vurderes aldrig at ske 1 Slut-kunden og proces-kunden vil ikke bemærke noget 1 Sjældent sket - ca. éngang hvert år 2 Sjældent sket - ca. éngang hver ½. år 3 Slut-kunden vil bemærke det i mindre grad og proces-kunden vil blive berørt i mindre grad 2 to 3 Sker nu og da - ca. hver 3 måned 4 Sker nu og da - ca. hver anden måned 5 Nogle af slut-kunderne vil blive utilfredse og kontakte leverandøren. Proces-kunden vil opleve en klar negativ indflydelse på kvalitets præstationer 4 to 5 Sker nu og da - ca. hver måned 6 Sker regelmæssigt - ca. hver uge 7 Stor grad af utilfredshed hos slut-kunden, leverandør bliver kontaktet øjeblikkelig. Stor negativ indflydelse på KPI'er hos proces-kunden 6 to 7 Sker regelmæssigt - ca. hver dag 8 Svært at undgå - sker flere gange dagligt 9 Sikkerheden for slut-kunden er i fare. Lav produktkvalitet hos proces-kunden 8 to 10 Kan ikke undgås - sker tilnærmelsesvis hver gang 10
77 Sandsynlighed KONSEKVENS: = = = 3. Prioritet 2. Prioritet 1. Prioritet
78 Kvalitetskortlægning Kritiske proceser HVAD: HVORFOR: FMEA score: risk x consequenses HVORDAN: Ansvarlig for grundlag: PROCES CONFIRMATION Kritisk proces: Id. Nr. KRITISKE PARAMETRE: (kritisk for kvaliteten) BESKRIVELSE AF DET KRITISKE I PARAMETRET: FMEA: failure mode & effect analysis Risk 1-10 Consequence 1-10 FMEA score METODE: (til sikring af kvaliteten) METODES Poke Yoka TRIN: (1-6) Standard MEDARBEJDER DREVET: LEDELSES DREVET: LAYOUT/kommentar Her identificeres de processer som anses kritiske for at Den kritiske proces Her beskrives specifikt, hvori det kritiske ligger. Hvorfor er dette et kritisk parameter? FMEA: Failure Mode and Effects Analysis. Her tages der stilling til, hvordan vi sikrer og Her vurderes Poke Yoka graden af den valgte producere god kvalitet. Her forholder man sig blot til om nummereres af hensyn beskytter de identificerede kritiske processer metode. noget kan gå galt som kan påvirke kvaliteten. til dokumentation og Centret omkring elementerne: Herved skabes en forståelse for og indsigt i Her laves en risiko- og konsekvensvurdering af de kritiske parametre der er fundet. sporbarhed hvilken og hvor stor en betydning, netop kvalitetssikringen af dette parameter har. Her skal der især tænkes på forbyggende. 1 - For at sikre dynamikken i dokumentet, bør dokumentet Materiale regelmæssigt gennemgåes og opdateres med Maskine 1) Hvad er risikoen for at det kan gå galt fra 1-10 hvor 10 er højest handlinger (Poke-Joka), der kan hindre fejlen i Jo højere FMEA score, jo højere Poke yoka resultaterne Mennesker risiko. at påstå. trin - er nødvendig. Metode De fundende områder makeres på layoutet Miljø/Omgivelser 2) Hvad er konsekvensen hvis det går galt fra 1-10 hvor 10 er højest. FMEA skal udarbejdes på hver af de identificerede Kritiske Parametre. Når risiko og konsekvensvurderingen er fortaget ganges de to tal sammen. Jo højere tallet er jo mere kvalitetssikring/poke Yoka løsning er nødvendig Her notes om der er udarbejdet en lokal kvalitetsstandard. Her skal der fortages en vurdering af: Her kan man indsætte en skitse af layoutet. På 1. hvilke aktiviteter skitsen tydligegøres hvor de kritiske områder er 2. hyppigheden heraf identificerede. som henholdvis ledelsen og medarbejdernde skal foretage for at sikre fastholdelse af den ønskede løsning. HVORDAN: METODE: (til sikring af kvaliteten) Her tages der stilling til, hvordan vi sikrer og beskytter de identificerede kritiske processer der er fundet. Her skal der især tænkes på forbyggende handlinger (Poke-Joka), der kan hindre fejlen i at påstå. METODES Poke Yoka TRIN: (1-6) Her vurderes Poke Yoka graden af den valgte metode. Jo højere FMEA score, jo højere Poke yoka trin - er nødvendig.
79 Synliggørelses-pyramiden viser i seks niveauer»kvaliteten«af de Poka-Yoke løsninger, som vælges: Niveau»1«er dårligst, niveau»6«bedst (fejl kan ikke ske). De valgte niveauer afhænger imidlertid af problemets hyppighed, dets konsekvenser og de nødvendige omkostninger til at etablere en løsning. Poka- Yoke Eksempel: en jernbaneoverskæring, hvor folk af og til rammes af forbipasserende tog 6 Niveau 6: Fejlsikring. Forebygge fejlårsager. Eksempel: Bro eller tunnel. 5 Niveau 5: Undgå, at defekter gentager sig. Eksempel: Blink, lyd og dobbeltbomme. 4 Niveau 4: Indbygge alarmer (som signalerer unormale tilstande). Eksempel: Blink, lyd og evt. halvbomme. 3 Niveau 3: Indbygge standarder i arbejdspladsen. Eksempel: Omfattende, utvetydig skiltning. Godt udsyn. Lokal advarsel VELUX standard Indbygget i arbejdspladsen ANDON v. unormal situation 100 % kontrol 2 Niveau 2: Etablere og udveksle standarder. Eksempel: En af færdselsloven omfattet skiltning. 1 Niveau 1: Udveksle informationer og resultater. Eksempel: Tilfældigt skilt eller antydning:»pas på!«.
80 Kvalitetskortlægning Kritiske proceser HVAD: HVORFOR: FMEA score: risk x consequenses HVORDAN: Ansvarlig for grundlag: PROCES CONFIRMATION Kritisk proces: Id. Nr. KRITISKE PARAMETRE: (kritisk for kvaliteten) BESKRIVELSE AF DET KRITISKE I PARAMETRET: FMEA: failure mode & effect analysis Risk 1-10 Consequence 1-10 FMEA score METODE: (til sikring af kvaliteten) METODES Poke Yoka TRIN: (1-6) Standard MEDARBEJDER DREVET: LEDELSES DREVET: LAYOUT/kommentar Her identificeres de processer som anses kritiske for at Den kritiske proces Her beskrives specifikt, hvori det kritiske ligger. Hvorfor er dette et kritisk parameter? FMEA: Failure Mode and Effects Analysis. Her tages der stilling til, hvordan vi sikrer og Her vurderes Poke Yoka graden af den valgte producere god kvalitet. Her forholder man sig blot til om nummereres af hensyn beskytter de identificerede kritiske processer metode. noget kan gå galt som kan påvirke kvaliteten. til dokumentation og Centret omkring elementerne: Herved skabes en forståelse for og indsigt i Her laves en risiko- og konsekvensvurdering af de kritiske parametre der er fundet. sporbarhed hvilken og hvor stor en betydning, netop kvalitetssikringen af dette parameter har. Her skal der især tænkes på forbyggende. 1 - For at sikre dynamikken i dokumentet, bør dokumentet Materiale regelmæssigt gennemgåes og opdateres med Maskine 1) Hvad er risikoen for at det kan gå galt fra 1-10 hvor 10 er højest handlinger (Poke-Joka), der kan hindre fejlen i Jo højere FMEA score, jo højere Poke yoka resultaterne Mennesker risiko. at påstå. trin - er nødvendig. Metode De fundende områder makeres på layoutet Miljø/Omgivelser 2) Hvad er konsekvensen hvis det går galt fra 1-10 hvor 10 er højest. FMEA skal udarbejdes på hver af de identificerede Kritiske Parametre. Når risiko og konsekvensvurderingen er fortaget ganges de to tal sammen. Jo højere tallet er jo mere kvalitetssikring/poke Yoka løsning er nødvendig Her notes om der er udarbejdet en lokal kvalitetsstandard. Her skal der fortages en vurdering af: Her kan man indsætte en skitse af layoutet. På 1. hvilke aktiviteter skitsen tydligegøres hvor de kritiske områder er 2. hyppigheden heraf identificerede. som henholdvis ledelsen og medarbejdernde skal foretage for at sikre fastholdelse af den ønskede løsning. Grundlag: Standard Her notes om der er udarbejdet en lokal kvalitetsstandard. Opfølgning MEDARBEJDER DREVET: LEDELSES DREVET: Her skal der fortages en vurdering af: 1. hvilke aktiviteter 2. hyppigheden heraf som henholdvis ledelsen og medarbejdernde skal foretage for at sikre fastholdelse af den ønskede løsning.
81 Opgave Udarbejd en Kvalitetskortlægning på jeres projekt eller casen
82 Tak for idag
Lean Six Sigma Lektion 2. Measure & Analyze
 Lean Six Sigma Lektion 2 Measure & Analyze Agenda Agenda Measure Datatyper Basal statistik Kapabilitetsstudier 7 Kvalitetsværktøjer Analyse FMEA Poka Yoke Kvalitetsøvelse Define Identificere og udvælg
Lean Six Sigma Lektion 2 Measure & Analyze Agenda Agenda Measure Datatyper Basal statistik Kapabilitetsstudier 7 Kvalitetsværktøjer Analyse FMEA Poka Yoke Kvalitetsøvelse Define Identificere og udvælg
Lean Six Sigma Minitab Introduktion
 Lean Six Sigma Minitab Introduktion Agenda Minitab Introduktion Histogram Pareto Identificering af data s fordeling Statistisk Proces Kontrol & Kontrolkort Kapabilitetsanalyse Minitab Basal Introduktion
Lean Six Sigma Minitab Introduktion Agenda Minitab Introduktion Histogram Pareto Identificering af data s fordeling Statistisk Proces Kontrol & Kontrolkort Kapabilitetsanalyse Minitab Basal Introduktion
Six Sigma gammel vin på nye flasker, eller? Hvorledes træffer man sine valg, når det gælder produktionskoncepter? 08/02/2010 Michael Vaag 1
 Six Sigma gammel vin på nye flasker, eller? Hvorledes træffer man sine valg, når det gælder produktionskoncepter? 08/02/2010 Michael Vaag 1 Indhold Meget kort om Ingeniørhøjskolen i Århus Kvalitet er også
Six Sigma gammel vin på nye flasker, eller? Hvorledes træffer man sine valg, når det gælder produktionskoncepter? 08/02/2010 Michael Vaag 1 Indhold Meget kort om Ingeniørhøjskolen i Århus Kvalitet er også
Statistik Lektion 1. Introduktion Grundlæggende statistiske begreber Deskriptiv statistik
 Statistik Lektion 1 Introduktion Grundlæggende statistiske begreber Deskriptiv statistik Introduktion Kursusholder: Kasper K. Berthelsen Opbygning: Kurset består af 5 blokke En blok består af: To normale
Statistik Lektion 1 Introduktion Grundlæggende statistiske begreber Deskriptiv statistik Introduktion Kursusholder: Kasper K. Berthelsen Opbygning: Kurset består af 5 blokke En blok består af: To normale
Lean Six Sigma Lektion 3. Analyze og Improve
 Lean Six Sigma Lektion 3 Analyze og Improve 1 Vi bruger hjemmesiden: ekstra.leankursus.dk Upload øvelser her Hent cases og skabeloner. Pak ud i en mappe. Tryk her for at give dine input til forskellige
Lean Six Sigma Lektion 3 Analyze og Improve 1 Vi bruger hjemmesiden: ekstra.leankursus.dk Upload øvelser her Hent cases og skabeloner. Pak ud i en mappe. Tryk her for at give dine input til forskellige
Lean Six Sigma Lektion 3
 Lean Six Sigma Lektion 3 Agenda: Improve Identificere og udvælge løsninger (kreativitets værktøjer) Standardiseret arbejde Control Visuel kontrol SPC Proces Confirmation Sauer-Danfoss version af DMAIC
Lean Six Sigma Lektion 3 Agenda: Improve Identificere og udvælge løsninger (kreativitets værktøjer) Standardiseret arbejde Control Visuel kontrol SPC Proces Confirmation Sauer-Danfoss version af DMAIC
for matematik pä B-niveau i hf
 for matematik pä B-niveau i hf 014 Karsten Juul TEST 1 StikprÅver... 1 1.1 Hvad er populationen?... 1 1. Hvad er stikpråven?... 1 1.3 Systematiske fejl ved valg af stikpråven.... 1 1.4 TilfÇldige fejl
for matematik pä B-niveau i hf 014 Karsten Juul TEST 1 StikprÅver... 1 1.1 Hvad er populationen?... 1 1. Hvad er stikpråven?... 1 1.3 Systematiske fejl ved valg af stikpråven.... 1 1.4 TilfÇldige fejl
Velkommen Gruppe SJ-1
 Velkommen Gruppe SJ-1 Lasse Ahm Consult Tirsdag den 13. marts 2018 21.01 1 met ser således ud: 21.01 2 met ser således ud: 21.01 3 www.lasseahm.dk COPYRIGHT 1 Grupperne SJ-1 og Sj-2 21.01 4 met ser således
Velkommen Gruppe SJ-1 Lasse Ahm Consult Tirsdag den 13. marts 2018 21.01 1 met ser således ud: 21.01 2 met ser således ud: 21.01 3 www.lasseahm.dk COPYRIGHT 1 Grupperne SJ-1 og Sj-2 21.01 4 met ser således
for gymnasiet og hf 2016 Karsten Juul
 for gymnasiet og hf 75 50 5 016 Karsten Juul Statistik for gymnasiet og hf Ä 016 Karsten Juul 4/1-016 Nyeste version af dette håfte kan downloades fra http://mat1.dk/noter.htm HÅftet mç benyttes i undervisningen
for gymnasiet og hf 75 50 5 016 Karsten Juul Statistik for gymnasiet og hf Ä 016 Karsten Juul 4/1-016 Nyeste version af dette håfte kan downloades fra http://mat1.dk/noter.htm HÅftet mç benyttes i undervisningen
Hjorth Kvalitetsudvikling. Introduktion til SPC og kapabilitet
 Introduktion til SPC og kapabilitet Ideel proces uden variation Aksel - Neddrejningsdybde nominel 34,5 mm 38 37 36 35 34 33 32 1 5 9 13 17 21 25 29 33 Det virkelige liv NEDDREJNINGSDYBDE (Y) 34.8 34.7
Introduktion til SPC og kapabilitet Ideel proces uden variation Aksel - Neddrejningsdybde nominel 34,5 mm 38 37 36 35 34 33 32 1 5 9 13 17 21 25 29 33 Det virkelige liv NEDDREJNINGSDYBDE (Y) 34.8 34.7
Guide til FMEA-metoden - Region Nordjylland
 Guide til FMEA-metoden - Region Nordjylland 1 Guide til FMEA-metoden - Region Nordjylland Udgivet af Kvalitetskontoret Planlægning, Kvalitet og Analyse Region Nordjylland Niels Bohrs Vej 30 9220 Aalborg
Guide til FMEA-metoden - Region Nordjylland 1 Guide til FMEA-metoden - Region Nordjylland Udgivet af Kvalitetskontoret Planlægning, Kvalitet og Analyse Region Nordjylland Niels Bohrs Vej 30 9220 Aalborg
for gymnasiet og hf 2017 Karsten Juul
 for gymnasiet og hf 75 50 5 017 Karsten Juul Statistik for gymnasiet og hf 017 Karsten Juul 5/11-017 Nyeste version af dette hæfte kan downloades fra http://mat1.dk/noter.htm Hæftet må benyttes i undervisningen
for gymnasiet og hf 75 50 5 017 Karsten Juul Statistik for gymnasiet og hf 017 Karsten Juul 5/11-017 Nyeste version af dette hæfte kan downloades fra http://mat1.dk/noter.htm Hæftet må benyttes i undervisningen
LEAN support i produktionen
 LEAN support i produktionen Modul 1 Grundlæggende LEAN og præsentation af værktøjer De 8 spildtyper Virksomhedsbesøg Modul 2 LEAN kulturen Visualisering ved brug af tavler VSM Online Afprøve VSM som hjemmeopgave
LEAN support i produktionen Modul 1 Grundlæggende LEAN og præsentation af værktøjer De 8 spildtyper Virksomhedsbesøg Modul 2 LEAN kulturen Visualisering ved brug af tavler VSM Online Afprøve VSM som hjemmeopgave
Kursusindhold: Produkt og marked - matematiske og statistiske metoder. Monte Carlo
 Kursusindhold: Produkt og marked - matematiske og statistiske metoder Rasmus Waagepetersen Institut for Matematiske Fag Aalborg Universitet Sandsynlighedsregning og lagerstyring Normalfordelingen og Monte
Kursusindhold: Produkt og marked - matematiske og statistiske metoder Rasmus Waagepetersen Institut for Matematiske Fag Aalborg Universitet Sandsynlighedsregning og lagerstyring Normalfordelingen og Monte
Produkt og marked - matematiske og statistiske metoder
 Produkt og marked - matematiske og statistiske metoder Rasmus Waagepetersen Institut for Matematiske Fag Aalborg Universitet February 19, 2016 1/26 Kursusindhold: Sandsynlighedsregning og lagerstyring
Produkt og marked - matematiske og statistiske metoder Rasmus Waagepetersen Institut for Matematiske Fag Aalborg Universitet February 19, 2016 1/26 Kursusindhold: Sandsynlighedsregning og lagerstyring
Anvendt Statistik Lektion 4. Hypotesetest generelt Test for middelværdi Test for andele
 Anvendt Statistik Lektion 4 Hypotesetest generelt Test for middelværdi Test for andele Hypoteser og Test Hypotese I statistik er en hypotese en påstand om en populationsparameter. Typisk en påstand om
Anvendt Statistik Lektion 4 Hypotesetest generelt Test for middelværdi Test for andele Hypoteser og Test Hypotese I statistik er en hypotese en påstand om en populationsparameter. Typisk en påstand om
Audit beskrivelser for PL
 3-4-1 V01 3-4-1 V02 3-4-1 V03 3-4-1 V04 3-4-1 V05 Er der etableret et system til regelmæssig kontrol af processerne? Punktet er opfyldt, hvis der er en synlig regelmæssig måling for processen med acceptgrænser.
3-4-1 V01 3-4-1 V02 3-4-1 V03 3-4-1 V04 3-4-1 V05 Er der etableret et system til regelmæssig kontrol af processerne? Punktet er opfyldt, hvis der er en synlig regelmæssig måling for processen med acceptgrænser.
Oversigt. Kursus 02402 Introduktion til Statistik. Forelæsning 1: Intro og beskrivende statistik. Per Bruun Brockhoff. Praktisk Information
 Kursus 02402 Forelæsning 1: Intro og beskrivende statistik Oversigt 1 Per Bruun Brockhoff DTU Compute, Statistik og Dataanalyse Bygning 324, Rum 220 Danmarks Tekniske Universitet 2800 Lyngby Danmark e-mail:
Kursus 02402 Forelæsning 1: Intro og beskrivende statistik Oversigt 1 Per Bruun Brockhoff DTU Compute, Statistik og Dataanalyse Bygning 324, Rum 220 Danmarks Tekniske Universitet 2800 Lyngby Danmark e-mail:
Bilag til Statistik i løb : Statistik og Microsoft Excel tastevejledning / af Lars Bo Kristensen
 Bilag til Statistik i løb : Statistik og Microsoft Excel tastevejledning / af Lars Bo Kristensen Microsoft Excel har en del standard anvendelsesmuligheder i forhold til den beskrivende statistik og statistisk
Bilag til Statistik i løb : Statistik og Microsoft Excel tastevejledning / af Lars Bo Kristensen Microsoft Excel har en del standard anvendelsesmuligheder i forhold til den beskrivende statistik og statistisk
Forelæsning 1: Intro og beskrivende statistik
 Kursus 02402 Introduktion til Statistik Forelæsning 1: Intro og beskrivende statistik Per Bruun Brockhoff DTU Compute, Statistik og Dataanalyse Bygning 324, Rum 220 Danmarks Tekniske Universitet 2800 Lyngby
Kursus 02402 Introduktion til Statistik Forelæsning 1: Intro og beskrivende statistik Per Bruun Brockhoff DTU Compute, Statistik og Dataanalyse Bygning 324, Rum 220 Danmarks Tekniske Universitet 2800 Lyngby
Supplement til kapitel 7: Approksimationen til normalfordelingen, s. 136
 Supplement til kapitel 7: Approksimationen til normalfordelingen, s. 36 Det er besværligt at regne med binomialfordelingen, og man vælger derfor ofte at bruge en approksimation med normalfordeling. Man
Supplement til kapitel 7: Approksimationen til normalfordelingen, s. 36 Det er besværligt at regne med binomialfordelingen, og man vælger derfor ofte at bruge en approksimation med normalfordeling. Man
Infoblad. ISO/TS 16949 - Automotive
 Side 1 af 5 ISO/TS 16949 - Automotive Standarden ISO/TS 16949 indeholder særlige krav gældende for bilindustrien og for relevante reservedelsvirksomheder. Standardens struktur er opbygget som strukturen
Side 1 af 5 ISO/TS 16949 - Automotive Standarden ISO/TS 16949 indeholder særlige krav gældende for bilindustrien og for relevante reservedelsvirksomheder. Standardens struktur er opbygget som strukturen
Kursusindhold: Produkt og marked - matematiske og statistiske metoder. Monte Carlo
 Kursusindhold: Produkt og marked - matematiske og statistiske metoder Rasmus Waagepetersen Institut for Matematiske Fag Aalborg Universitet Sandsynlighedsregning og lagerstyring Normalfordelingen og Monte
Kursusindhold: Produkt og marked - matematiske og statistiske metoder Rasmus Waagepetersen Institut for Matematiske Fag Aalborg Universitet Sandsynlighedsregning og lagerstyring Normalfordelingen og Monte
Løsning til eksaminen d. 14. december 2009
 DTU Informatik 02402 Introduktion til Statistik 200-2-0 LFF/lff Løsning til eksaminen d. 4. december 2009 Referencer til Probability and Statistics for Engineers er angivet i rækkefølgen [8th edition,
DTU Informatik 02402 Introduktion til Statistik 200-2-0 LFF/lff Løsning til eksaminen d. 4. december 2009 Referencer til Probability and Statistics for Engineers er angivet i rækkefølgen [8th edition,
for matematik pä B-niveau i hf
 for matematik pä B-niveau i hf 75 50 5 016 Karsten Juul GRUPPEREDE DATA 1.1 Hvad er deskriptiv statistik?...1 1. Hvad er grupperede og ugrupperede data?...1 1.1 Eksempel pä ugrupperede data...1 1. Eksempel
for matematik pä B-niveau i hf 75 50 5 016 Karsten Juul GRUPPEREDE DATA 1.1 Hvad er deskriptiv statistik?...1 1. Hvad er grupperede og ugrupperede data?...1 1.1 Eksempel pä ugrupperede data...1 1. Eksempel
FAS Flow i Administration og Service
 DI-version 2015-08-25 FAS Flow i Administration og Service Alle rettigheder tilhører DI 2-3-2 - FAS - Ledelsens Vejledning - 2015-08-25 side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle
DI-version 2015-08-25 FAS Flow i Administration og Service Alle rettigheder tilhører DI 2-3-2 - FAS - Ledelsens Vejledning - 2015-08-25 side 1 af 9 Instruktion til kaizenleder Rettigheder DI ejer alle
Version april
 Introduktion til SPC og kapabilitet Ideel proces uden variation Aksel - Neddrejningsdybde nominel 34,5 mm 38 37 36 35 34 33 32 5 9 3 7 2 25 29 33 Version 2 30. april 2007 Det virkelige liv NEDDREJNINGSDYBDE
Introduktion til SPC og kapabilitet Ideel proces uden variation Aksel - Neddrejningsdybde nominel 34,5 mm 38 37 36 35 34 33 32 5 9 3 7 2 25 29 33 Version 2 30. april 2007 Det virkelige liv NEDDREJNINGSDYBDE
Virksomheders erfaring med Six Sigma
 Virksomheders erfaring med Six Sigma Data & information Team-arbejde Projektledelse, PhD, Master Black Belt Lean6Sigma.eu ApS Sandbakkevej 60 4390 Vipperød +45 4029 2701 Jens.folke@lean6sigma.eu www.lean6sigma.eu
Virksomheders erfaring med Six Sigma Data & information Team-arbejde Projektledelse, PhD, Master Black Belt Lean6Sigma.eu ApS Sandbakkevej 60 4390 Vipperød +45 4029 2701 Jens.folke@lean6sigma.eu www.lean6sigma.eu
3.600 kg og den gennemsnitlige fødselsvægt kg i stikprøven.
 PhD-kursus i Basal Biostatistik, efterår 2006 Dag 1, onsdag den 6. september 2006 Eksempel: Sammenhæng mellem moderens alder og fødselsvægt I dag: Introduktion til statistik gennem analyse af en stikprøve
PhD-kursus i Basal Biostatistik, efterår 2006 Dag 1, onsdag den 6. september 2006 Eksempel: Sammenhæng mellem moderens alder og fødselsvægt I dag: Introduktion til statistik gennem analyse af en stikprøve
Statistisk proceskontrol
 Statistisk proceskontrol Statistisk teknik, der bruges for at sikre at en proces udføres efter en given standard Alle processer er underkastet variation Naturlige årsager: Tilfældige variationer Forklarlige
Statistisk proceskontrol Statistisk teknik, der bruges for at sikre at en proces udføres efter en given standard Alle processer er underkastet variation Naturlige årsager: Tilfældige variationer Forklarlige
Mikro-kursus i statistik 1. del. 24-11-2002 Mikrokursus i biostatistik 1
 Mikro-kursus i statistik 1. del 24-11-2002 Mikrokursus i biostatistik 1 Hvad er statistik? Det systematiske studium af tilfældighedernes spil!dyrkes af biostatistikere Anvendes som redskab til vurdering
Mikro-kursus i statistik 1. del 24-11-2002 Mikrokursus i biostatistik 1 Hvad er statistik? Det systematiske studium af tilfældighedernes spil!dyrkes af biostatistikere Anvendes som redskab til vurdering
Anvendt Statistik Lektion 6. Kontingenstabeller χ 2 -test [ki-i-anden-test]
![Anvendt Statistik Lektion 6. Kontingenstabeller χ 2 -test [ki-i-anden-test]](/thumbs/30/14715329.jpg "Anvendt Statistik Lektion 6. Kontingenstabeller χ 2 -test [ki-i-anden-test]") Anvendt Statistik Lektion 6 Kontingenstabeller χ 2 -test [ki-i-anden-test] 1 Kontingenstabel Formål: Illustrere/finde sammenhænge mellem to kategoriske variable Opbygning: En celle for hver kombination
Anvendt Statistik Lektion 6 Kontingenstabeller χ 2 -test [ki-i-anden-test] 1 Kontingenstabel Formål: Illustrere/finde sammenhænge mellem to kategoriske variable Opbygning: En celle for hver kombination
Statistik Lektion 4. Variansanalyse Modelkontrol
 Statistik Lektion 4 Variansanalyse Modelkontrol Eksempel Spørgsmål: Er der sammenhæng mellem udetemperaturen og forbruget af gas? Y : Forbrug af gas (gas) X : Udetemperatur (temp) Scatterplot SPSS: Estimerede
Statistik Lektion 4 Variansanalyse Modelkontrol Eksempel Spørgsmål: Er der sammenhæng mellem udetemperaturen og forbruget af gas? Y : Forbrug af gas (gas) X : Udetemperatur (temp) Scatterplot SPSS: Estimerede
Bestemmelse af kroppens fysiske tilstand
 Bestemmelse af kroppens fysiske tilstand Forsøg udført af Nicolaj Seistrup, Christian Starcke, Kim, mark og Henrik Breddam Rapport skrevet af Henrik Breddam den 2006-10-25 Rapport længde 7 sider Side 1
Bestemmelse af kroppens fysiske tilstand Forsøg udført af Nicolaj Seistrup, Christian Starcke, Kim, mark og Henrik Breddam Rapport skrevet af Henrik Breddam den 2006-10-25 Rapport længde 7 sider Side 1
Statistik Lektion 1. Introduktion Grundlæggende statistiske begreber Deskriptiv statistik Sandsynlighedsregning
 Statistik Lektion 1 Introduktion Grundlæggende statistiske begreber Deskriptiv statistik Sandsynlighedsregning Introduktion Kasper K. Berthelsen, Inst f. Matematiske Fag Omfang: 8 Kursusgang I fremtiden
Statistik Lektion 1 Introduktion Grundlæggende statistiske begreber Deskriptiv statistik Sandsynlighedsregning Introduktion Kasper K. Berthelsen, Inst f. Matematiske Fag Omfang: 8 Kursusgang I fremtiden
Statistik. Peter Sørensen: Statistik og sandsynlighed Side 1
 Statistik Formålet... 1 Mindsteværdi... 1 Størsteværdi... 1 Ikke grupperede observationer... 2 Median og kvartiler defineres ved ikke grupperede observationer således:... 2 Middeltal defineres ved ikke
Statistik Formålet... 1 Mindsteværdi... 1 Størsteværdi... 1 Ikke grupperede observationer... 2 Median og kvartiler defineres ved ikke grupperede observationer således:... 2 Middeltal defineres ved ikke
Revision (sidste opdatering) Software Version 8:29
 Software Version 8:29") Instruktion TWIN enhed (til brug ved 1 så-enhed) Revision 1.7 20130514 (sidste opdatering) Software Version 8:29 Index Program version... 1 Skift af værdier... 2 Tilpasning af parametre... 2 Kalibrering...
Instruktion TWIN enhed (til brug ved 1 så-enhed) Revision 1.7 20130514 (sidste opdatering) Software Version 8:29 Index Program version... 1 Skift af værdier... 2 Tilpasning af parametre... 2 Kalibrering...
Studieplan Biostatistik Semester 1
 OMRÅDET FOR SUNDHEDSUDDANNELSER Studieplan Biostatistik Semester 1 Bioanalytikeruddannelsen i Odense Efterår 2017 Semester 1 Indhold 1. Fagets fokus og emner... 3 2. Lektionsplan... 4 3. Litteraturliste...
OMRÅDET FOR SUNDHEDSUDDANNELSER Studieplan Biostatistik Semester 1 Bioanalytikeruddannelsen i Odense Efterår 2017 Semester 1 Indhold 1. Fagets fokus og emner... 3 2. Lektionsplan... 4 3. Litteraturliste...
Lean Six Sigma Green Belt til Black Belt-uddannelsen
 For dig, der arbejder med meget komplekse problemstillinger og derfor har behov for et højt kompetenceniveau til at udføre komplekse forbedringsprojekter, der involverer store mængder data og forandringsledelse.
For dig, der arbejder med meget komplekse problemstillinger og derfor har behov for et højt kompetenceniveau til at udføre komplekse forbedringsprojekter, der involverer store mængder data og forandringsledelse.
 Grundlæggende statistik Lektion 2 Indhold Diskrete fordelinger Binomial fordelingen Poisson fordelingen Hypergeometrisk fordeling Data typer el. typer af tilfældige variable Diskrete variable > Kategoriseres
Grundlæggende statistik Lektion 2 Indhold Diskrete fordelinger Binomial fordelingen Poisson fordelingen Hypergeometrisk fordeling Data typer el. typer af tilfældige variable Diskrete variable > Kategoriseres
To Vejs Motorcykel Alarm System BEEPER X6R
 Betjeningsvejledning 1. Både 2-vejs fjernbetjeningen og alarmenheden kan afgive alarmsignal. Du kan både bruge den 2 vejs fjernbetjening og den almindelige fjernbetjening til at overvåge motorcyklen. 2.
Betjeningsvejledning 1. Både 2-vejs fjernbetjeningen og alarmenheden kan afgive alarmsignal. Du kan både bruge den 2 vejs fjernbetjening og den almindelige fjernbetjening til at overvåge motorcyklen. 2.
Proces Styring STF-1 til BalTec Radial Nittemaskine med RC 20 STYRING
 [Skriv tekst] [Skriv tekst] Proces Styring STF-1 til BalTec Radial Nittemaskine med RC 20 STYRING Brugsanvisning Introduktion Styringen og overvågningen af processer med henblik på kvalitetssikring er
[Skriv tekst] [Skriv tekst] Proces Styring STF-1 til BalTec Radial Nittemaskine med RC 20 STYRING Brugsanvisning Introduktion Styringen og overvågningen af processer med henblik på kvalitetssikring er
2. Ved et roulettespil kan man vinde 0,10,100, 500 og 1000 kr. Sandsynligheden for gevinsterne ses af følgende skema:
 Der er hjælp til opgaver med # og facit på side 6 1. Et eksperiment kan beskrives med følgende skema: u 1 2 3 4 5 P(u) 0,3 0,2 0,1 0,2 x Bestem x og sandsynligheden for at udfaldet er et lige tal.. 2.
Der er hjælp til opgaver med # og facit på side 6 1. Et eksperiment kan beskrives med følgende skema: u 1 2 3 4 5 P(u) 0,3 0,2 0,1 0,2 x Bestem x og sandsynligheden for at udfaldet er et lige tal.. 2.
OASIS BRUGER. manual. Til daglig betjening
 OASIS BRUGER manual Til daglig betjening Blinker = alarm Konstant lys = fejl Tændt = Område A tilkoblet Tændt = Område B tilkoblet Tændt = Område C tilkoblet Konstant lys = Power OK Blinkende lys = Batteri
OASIS BRUGER manual Til daglig betjening Blinker = alarm Konstant lys = fejl Tændt = Område A tilkoblet Tændt = Område B tilkoblet Tændt = Område C tilkoblet Konstant lys = Power OK Blinkende lys = Batteri
Anvendt Statistik Lektion 6. Kontingenstabeller χ 2- test [ki-i-anden-test]
![Anvendt Statistik Lektion 6. Kontingenstabeller χ 2- test [ki-i-anden-test]](/thumbs/54/33241327.jpg "Anvendt Statistik Lektion 6. Kontingenstabeller χ 2- test [ki-i-anden-test]") Anvendt Statistik Lektion 6 Kontingenstabeller χ 2- test [ki-i-anden-test] Kontingenstabel Formål: Illustrere/finde sammenhænge mellem to kategoriske variable Opbygning: En celle for hver kombination af
Anvendt Statistik Lektion 6 Kontingenstabeller χ 2- test [ki-i-anden-test] Kontingenstabel Formål: Illustrere/finde sammenhænge mellem to kategoriske variable Opbygning: En celle for hver kombination af
Anvendt Statistik Lektion 9. Variansanalyse (ANOVA)
") Anvendt Statistik Lektion 9 Variansanalyse (ANOVA) 1 Undersøge sammenhæng Undersøge sammenhænge mellem kategoriske variable: χ 2 -test i kontingenstabeller Undersøge sammenhæng mellem kontinuerte variable:
Anvendt Statistik Lektion 9 Variansanalyse (ANOVA) 1 Undersøge sammenhæng Undersøge sammenhænge mellem kategoriske variable: χ 2 -test i kontingenstabeller Undersøge sammenhæng mellem kontinuerte variable:
Svane Electronic Timer universal med 8 funktioner 1
 Svane Electronic Timer universal med 8 funktioner 1 Digital timer print modul 12V 2000.2231 Multi funktions timer med 8 funktioner, anvendelig i mange installationer, forsyning 12VDC drift. Printet har
Svane Electronic Timer universal med 8 funktioner 1 Digital timer print modul 12V 2000.2231 Multi funktions timer med 8 funktioner, anvendelig i mange installationer, forsyning 12VDC drift. Printet har
Anvendt Statistik Lektion 9. Variansanalyse (ANOVA)
") Anvendt Statistik Lektion 9 Variansanalyse (ANOVA) 1 Undersøge sammenhæng Undersøge sammenhænge mellem kategoriske variable: χ 2 -test i kontingenstabeller Undersøge sammenhæng mellem kontinuerte variable:
Anvendt Statistik Lektion 9 Variansanalyse (ANOVA) 1 Undersøge sammenhæng Undersøge sammenhænge mellem kategoriske variable: χ 2 -test i kontingenstabeller Undersøge sammenhæng mellem kontinuerte variable:
KOMPONENT BESKRIVELSE
 Beskrivelse : S12-20-8A tegningsnummer 630014 Program som styrer 5 individuelle trykforløb på samme tid. Kan køre med intern tryk-reservoir. Kommunikerer med PC-program 714014 Dato Sign. Beskrivelse af
Beskrivelse : S12-20-8A tegningsnummer 630014 Program som styrer 5 individuelle trykforløb på samme tid. Kan køre med intern tryk-reservoir. Kommunikerer med PC-program 714014 Dato Sign. Beskrivelse af
Binomial fordeling. n f (x) = p x (1 p) n x. x = 0, 1, 2,...,n = x. x x!(n x)! Eksempler. Middelværdi np og varians np(1 p). 2/
 = p x (1 p) n x. x = 0, 1, 2,...,n = x. x x!(n x)! Eksempler. Middelværdi np og varians np(1 p). 2/") Program: 1. Repetition af vigtige sandsynlighedsfordelinger: binomial, (Poisson,) normal (og χ 2 ). 2. Populationer og stikprøver 3. Opsummering af data vha. deskriptive størrelser og grafer. 1/29 Binomial
Program: 1. Repetition af vigtige sandsynlighedsfordelinger: binomial, (Poisson,) normal (og χ 2 ). 2. Populationer og stikprøver 3. Opsummering af data vha. deskriptive størrelser og grafer. 1/29 Binomial
Gennemsnit og normalfordeling illustreret med terningkast, simulering og SLUMP()
") Gennemsnit og normalfordeling illustreret med terningkast, simulering og SLUMP() John Andersen, Læreruddannelsen i Aarhus, VIA Et kast med 10 terninger gav følgende udfald Fig. 1 Result of rolling 10 dices
Gennemsnit og normalfordeling illustreret med terningkast, simulering og SLUMP() John Andersen, Læreruddannelsen i Aarhus, VIA Et kast med 10 terninger gav følgende udfald Fig. 1 Result of rolling 10 dices
Lean Six Sigma Black Belt-uddannelse
 Lean Six Sigma For dig, der arbejder med meget komplekse problemstillinger og derfor har behov for et højt kompetenceniveau til at udføre komplekse forbedringsprojekter, der involverer store mængder data
Lean Six Sigma For dig, der arbejder med meget komplekse problemstillinger og derfor har behov for et højt kompetenceniveau til at udføre komplekse forbedringsprojekter, der involverer store mængder data
1. Forord:... 2. LivingLean i dagligdagen er... 3. 2. LivingLean NCC intro... 4
 1. Forord:... 2 LivingLean i dagligdagen er.... 3 2. LivingLean NCC intro... 4 Tillid og samarbejde... 4 Værdi og spild... 5 Opstart nye pladser... 6 3. Værktøjskassen... 7 Tavlemøder... 7 5S... 8 Værdistrømsanalyser...
1. Forord:... 2 LivingLean i dagligdagen er.... 3 2. LivingLean NCC intro... 4 Tillid og samarbejde... 4 Værdi og spild... 5 Opstart nye pladser... 6 3. Værktøjskassen... 7 Tavlemøder... 7 5S... 8 Værdistrømsanalyser...
Løsning eksamen d. 15. december 2008
 Informatik - DTU 02402 Introduktion til Statistik 2010-2-01 LFF/lff Løsning eksamen d. 15. december 2008 Referencer til Probability and Statistics for Engineers er angivet i rækkefølgen [8th edition, 7th
Informatik - DTU 02402 Introduktion til Statistik 2010-2-01 LFF/lff Løsning eksamen d. 15. december 2008 Referencer til Probability and Statistics for Engineers er angivet i rækkefølgen [8th edition, 7th
Modelkontrol i Faktor Modeller
 Modelkontrol i Faktor Modeller Julie Lyng Forman Københavns Universitet Afdeling for Anvendt Matematik og Statistik Statistik for Biokemikere 2003 For at konklusionerne på en ensidet, flersidet eller hierarkisk
Modelkontrol i Faktor Modeller Julie Lyng Forman Københavns Universitet Afdeling for Anvendt Matematik og Statistik Statistik for Biokemikere 2003 For at konklusionerne på en ensidet, flersidet eller hierarkisk
Bisca A/S. Nordens største kiks og kagefabrik. Teamwork, problemløsning, kommunikation og LEAN. Per Jensen Teknisk Chef
 Bisca A/S Nordens største kiks og kagefabrik Teamwork, problemløsning, kommunikation og LEAN Per Jensen Teknisk Chef Side 1 Hvem er vi? 2 Hvem er vi? 40.000 m3 under tag 18 produktions linier 16000 ton/år
Bisca A/S Nordens største kiks og kagefabrik Teamwork, problemløsning, kommunikation og LEAN Per Jensen Teknisk Chef Side 1 Hvem er vi? 2 Hvem er vi? 40.000 m3 under tag 18 produktions linier 16000 ton/år
Introduktion til Statistisk Processtyring
 Introduktion til Statistisk Processtyring 2008 Ideel proces uden variation Tabletvægt nominel 25 mg 27 26 25 24 23 5 9 3 7 2 25 29 33 Det virkelige liv 29 28 27 26 V ægt mg. 25 24 23 22 2 6 6 2 26 3 36
Introduktion til Statistisk Processtyring 2008 Ideel proces uden variation Tabletvægt nominel 25 mg 27 26 25 24 23 5 9 3 7 2 25 29 33 Det virkelige liv 29 28 27 26 V ægt mg. 25 24 23 22 2 6 6 2 26 3 36
Fjernbetjening Flex Teknisk manual
 Fjernbetjening Flex Teknisk manual VEKA INT. Indblæsnings aggregat 1 Beskrivelse Flex fjernbetjening kan bruges til at styre ventilationsanlæg med V1 og V2 printkort. Tekniske data Knapper på display Knap
Fjernbetjening Flex Teknisk manual VEKA INT. Indblæsnings aggregat 1 Beskrivelse Flex fjernbetjening kan bruges til at styre ventilationsanlæg med V1 og V2 printkort. Tekniske data Knapper på display Knap
Lean Six Sigma Black Belt
 Lean Six Sigma Black Belt Six Sigma Lean Black Belt Master Class Teknologisk Institut tilbyder nu uddannelse til Lean Six Sigma Black Belt på Danmarks eneste Master Class uddannelse, der kombinerer Lean
Lean Six Sigma Black Belt Six Sigma Lean Black Belt Master Class Teknologisk Institut tilbyder nu uddannelse til Lean Six Sigma Black Belt på Danmarks eneste Master Class uddannelse, der kombinerer Lean
VSA. Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer for hele værdikæden
 VSA Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer for hele værdikæden 2013 Lean Akademiet - Danmark Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer
VSA Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer for hele værdikæden 2013 Lean Akademiet - Danmark Hvordan skaber vi et overblik over produktionen, så vi kan skabe forbedringer
Hypotesetest. Altså vores formodning eller påstand om tingens tilstand. Alternativ hypotese (hvis vores påstand er forkert) H a : 0
 H a : 0") Hypotesetest Hypotesetest generelt Ingredienserne i en hypotesetest: Statistisk model, f.eks. X 1,,X n uafhængige fra bestemt fordeling. Parameter med estimat. Nulhypotese, f.eks. at antager en bestemt
Hypotesetest Hypotesetest generelt Ingredienserne i en hypotesetest: Statistisk model, f.eks. X 1,,X n uafhængige fra bestemt fordeling. Parameter med estimat. Nulhypotese, f.eks. at antager en bestemt
Projekt 1 Spørgeskemaanalyse af Bedst på Nettet
 Projekt 1 Spørgeskemaanalyse af Bedst på Nettet D.29/2 2012 Udarbejdet af: Katrine Ahle Warming Nielsen Jannie Jeppesen Schmøde Sara Lorenzen A) Kritik af spørgeskema Set ud fra en kritisk vinkel af spørgeskemaet
Projekt 1 Spørgeskemaanalyse af Bedst på Nettet D.29/2 2012 Udarbejdet af: Katrine Ahle Warming Nielsen Jannie Jeppesen Schmøde Sara Lorenzen A) Kritik af spørgeskema Set ud fra en kritisk vinkel af spørgeskemaet
SAS Standardarbejde i Administration og Service
 DI-version 2014-12-17 SAS Standardarbejde i Administration og Service Alle rettigheder tilhører DI 2-5-4 - SAS - Ledelsens Vejledning - 2014-12-17 side 1 af 8 Instruktion til kaizenleder Rettigheder DI
DI-version 2014-12-17 SAS Standardarbejde i Administration og Service Alle rettigheder tilhører DI 2-5-4 - SAS - Ledelsens Vejledning - 2014-12-17 side 1 af 8 Instruktion til kaizenleder Rettigheder DI
Lean Virksomhed. Få et hurtigt overblik over Lean. En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation
 Lean Virksomhed Få et hurtigt overblik over Lean. En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation 2013 Lean Akademiet - Danmark Få et hurtigt overblik over Lean. En vej til
Lean Virksomhed Få et hurtigt overblik over Lean. En vej til tilfredse kunder og glade medarbejdere i en profitabel organisation 2013 Lean Akademiet - Danmark Få et hurtigt overblik over Lean. En vej til
DI version 2015-01-13. 5S og Flow. Ledelsens vejledning. 2-3-1-5S Og Flow - Ledelsens Vejledning - 2015-01-13 Alle rettigheder tilhører DI side 1 af 6
 DI version 2015-01-13 5S og Flow 2-3-1-5S Og Flow - Ledelsens Vejledning - 2015-01-13 Alle rettigheder tilhører DI side 1 af 6 Rettigheder DI ejer alle rettigheder til denne instruktion. For filer i formatet
DI version 2015-01-13 5S og Flow 2-3-1-5S Og Flow - Ledelsens Vejledning - 2015-01-13 Alle rettigheder tilhører DI side 1 af 6 Rettigheder DI ejer alle rettigheder til denne instruktion. For filer i formatet
Manual til: Miracas DK080 GSM Tyverialarm
 Manual til DK080 Indhold Forord... 4 Alarmens generelle opbygning... 5 Placering af alarmen... 7 Oversigt over alarmen... 8 Tag alarmen i brug... 9 Programering af alarmen... 10 Indtastning af egen kode...
Manual til DK080 Indhold Forord... 4 Alarmens generelle opbygning... 5 Placering af alarmen... 7 Oversigt over alarmen... 8 Tag alarmen i brug... 9 Programering af alarmen... 10 Indtastning af egen kode...
Figurer på nettet www.di.dk/innovation. Bog nr. 4 i serien "Innovationsprocessen"
 Figurer på nettet www.di.dk/innovation Bog nr. 4 i serien "Innovationsprocessen" Figur side 17 Har din virksomhed behov for at styrke sin udviklingsevne? Udfyld skemaet med situationen i jeres virksomhed.
Figurer på nettet www.di.dk/innovation Bog nr. 4 i serien "Innovationsprocessen" Figur side 17 Har din virksomhed behov for at styrke sin udviklingsevne? Udfyld skemaet med situationen i jeres virksomhed.
Deskriptiv statistik for matc i stx og hf
 Deskriptiv statistik for matc i stx og hf 75 50 25 2019 Karsten Juul Deskriptiv statistik for matc i stx og hf Hvad er deskriptiv statistik? 1.1 Hvad er deskriptiv statistik?... 1 1.2 Hvad er grupperede
Deskriptiv statistik for matc i stx og hf 75 50 25 2019 Karsten Juul Deskriptiv statistik for matc i stx og hf Hvad er deskriptiv statistik? 1.1 Hvad er deskriptiv statistik?... 1 1.2 Hvad er grupperede
Statistik. Peter Sørensen: Statistik og sandsynlighed Side 1
 Statistik Formålet... 1 Mindsteværdi... 1 Størsteværdi... 1 Ikke grupperede observationer... 2 Median og kvartiler defineres ved ikke grupperede observationer således:... 2 Middeltal defineres ved ikke
Statistik Formålet... 1 Mindsteværdi... 1 Størsteværdi... 1 Ikke grupperede observationer... 2 Median og kvartiler defineres ved ikke grupperede observationer således:... 2 Middeltal defineres ved ikke
en proces evne til at producere output inden for de specificerede grænser
 Side 1 af 5 Infoblad om Cp og Cpk-værdier. Artiklen er skrevet af kvalitetskonsulent Bettina Bornkessel og kvalitetskonsulent Lasse Ahm, Lasse Ahm Consult Anvendelse af Cp og Cpk ved procesoptimeringer
Side 1 af 5 Infoblad om Cp og Cpk-værdier. Artiklen er skrevet af kvalitetskonsulent Bettina Bornkessel og kvalitetskonsulent Lasse Ahm, Lasse Ahm Consult Anvendelse af Cp og Cpk ved procesoptimeringer
Eksamen ved. Københavns Universitet i. Kvantitative forskningsmetoder. Det Samfundsvidenskabelige Fakultet
 Eksamen ved Københavns Universitet i Kvantitative forskningsmetoder Det Samfundsvidenskabelige Fakultet 14. december 2011 Eksamensnummer: 5 14. december 2011 Side 1 af 6 1) Af boxplottet kan man aflæse,
Eksamen ved Københavns Universitet i Kvantitative forskningsmetoder Det Samfundsvidenskabelige Fakultet 14. december 2011 Eksamensnummer: 5 14. december 2011 Side 1 af 6 1) Af boxplottet kan man aflæse,
Infoblad. IATF Automotive
 Side 1 af 5 IATF 16949 - Automotive Standarden IATF 16949 indeholder særlige krav gældende for bilindustrien og for relevante reservedelsvirksomheder. Standardens struktur er opbygget som strukturen i
Side 1 af 5 IATF 16949 - Automotive Standarden IATF 16949 indeholder særlige krav gældende for bilindustrien og for relevante reservedelsvirksomheder. Standardens struktur er opbygget som strukturen i
Normalfordelingen og Stikprøvefordelinger
 Normalfordelingen og Stikprøvefordelinger Normalfordelingen Standard Normal Fordelingen Sandsynligheder for Normalfordelingen Transformation af Normalfordelte Stok.Var. Stikprøver og Stikprøvefordelinger
Normalfordelingen og Stikprøvefordelinger Normalfordelingen Standard Normal Fordelingen Sandsynligheder for Normalfordelingen Transformation af Normalfordelte Stok.Var. Stikprøver og Stikprøvefordelinger
Deskriptiv statistik for hf-matc
 Deskriptiv statistik for hf-matc 75 50 25 2018 Karsten Juul Deskriptiv statistik for hf-matc Hvad er deskriptiv statistik? 1.1 Hvad er deskriptiv statistik?... 1 1.2 Hvad er grupperede og ugrupperede data?...
Deskriptiv statistik for hf-matc 75 50 25 2018 Karsten Juul Deskriptiv statistik for hf-matc Hvad er deskriptiv statistik? 1.1 Hvad er deskriptiv statistik?... 1 1.2 Hvad er grupperede og ugrupperede data?...
Quick Start Guide til ST-3
 Quick Start Guide til ST-3 Indhold Forord... 3 Modtagelse af alarmen... 4 Udpakning af alarmen... 5 Navigation i alarmens menuer... 6 Koder generelt... 7 Ændring af administrator-kode... 7 Ændring af bruger-kode...
Quick Start Guide til ST-3 Indhold Forord... 3 Modtagelse af alarmen... 4 Udpakning af alarmen... 5 Navigation i alarmens menuer... 6 Koder generelt... 7 Ændring af administrator-kode... 7 Ændring af bruger-kode...
BETJENINGSVEJLEDNING FOR PERCOSTAR KAFFEMASKINE
 BETJENINGSVEJLEDNING FOR PERCOSTAR KAFFEMASKINE Dette apparat er i overensstemmelse med følgende direktiver: Fabrikanten forbeholder sig ret til ændring af maskinen eller indholdet af manualen, uden forudgående
BETJENINGSVEJLEDNING FOR PERCOSTAR KAFFEMASKINE Dette apparat er i overensstemmelse med følgende direktiver: Fabrikanten forbeholder sig ret til ændring af maskinen eller indholdet af manualen, uden forudgående
Holbæk Regionens Erhvervsråd. Tilfredshedsundersøgelse
 Holbæk Regionens Erhvervsråd Tilfredshedsundersøgelse September 2010 Generelt om undersøgelsen Fakta om tilfredshedsundersøgelsen Gennemført i perioden: 30. august 9. september 2010 Målgruppe: 413 virksomheder
Holbæk Regionens Erhvervsråd Tilfredshedsundersøgelse September 2010 Generelt om undersøgelsen Fakta om tilfredshedsundersøgelsen Gennemført i perioden: 30. august 9. september 2010 Målgruppe: 413 virksomheder
SCANOMAT A/S Vibe Allé 3 Postboks 131 DK - 2980 Kokkedal Tlf.: +45 49 18 18 00 Fax: +45 49 18 01 18
 Brugermanual. Scanomat snegleautomat. 2000/15. SCANOMAT A/S Vibe Allé 3 Postboks 131 DK - 2980 Kokkedal Tlf.: +45 49 18 18 00 Fax: +45 49 18 01 18 Introduktion: Denne brugermanual forklarer brugen af snegleautomat
Brugermanual. Scanomat snegleautomat. 2000/15. SCANOMAT A/S Vibe Allé 3 Postboks 131 DK - 2980 Kokkedal Tlf.: +45 49 18 18 00 Fax: +45 49 18 01 18 Introduktion: Denne brugermanual forklarer brugen af snegleautomat
Statistik viden eller tilfældighed
 MATEMATIK i perspektiv Side 1 af 9 DNA-analyser 1 Sandsynligheden for at en uskyldig anklages Følgende histogram viser, hvordan fragmentlængden for et DNA-område varierer inden for befolkningen. Der indgår
MATEMATIK i perspektiv Side 1 af 9 DNA-analyser 1 Sandsynligheden for at en uskyldig anklages Følgende histogram viser, hvordan fragmentlængden for et DNA-område varierer inden for befolkningen. Der indgår
Instruktion. SEEDER+ unit. Revision (last update) Software Version 8:32. Indhold
 Software Version 8:32. Indhold") Instruktion SEEDER+ unit Revision 1.82 20140825 (last update) Software Version 8:32 Indhold Beskrivelse... 1 Program version... 1 Skift af værdier... 2 Justering af parametre... 2 Kalibrering... 4 Kalibrering
Instruktion SEEDER+ unit Revision 1.82 20140825 (last update) Software Version 8:32 Indhold Beskrivelse... 1 Program version... 1 Skift af værdier... 2 Justering af parametre... 2 Kalibrering... 4 Kalibrering
Bruger manual AGAM kontrolboks
 Bruger manual AGAM kontrolboks Kontrol boks set- up Front tavle (dør) 1. LED : Indikerer hvilke funktioner der er tilsluttet. (Lys tændt = funktion tændt ; lys slukket = funktion slukket). #1- Hovedpumpe
Bruger manual AGAM kontrolboks Kontrol boks set- up Front tavle (dør) 1. LED : Indikerer hvilke funktioner der er tilsluttet. (Lys tændt = funktion tændt ; lys slukket = funktion slukket). #1- Hovedpumpe
Multipel Linear Regression. Repetition Partiel F-test Modelsøgning Logistisk Regression
 Multipel Linear Regression Repetition Partiel F-test Modelsøgning Logistisk Regression Test for en eller alle parametre I jagten på en god statistisk model har vi set på følgende to hypoteser og tilhørende
Multipel Linear Regression Repetition Partiel F-test Modelsøgning Logistisk Regression Test for en eller alle parametre I jagten på en god statistisk model har vi set på følgende to hypoteser og tilhørende
ELCANIC A/S. ENERGY METER Type ENG110. Version 3.00. Inkl. PC program: ENG110. Version 3.00. Betjeningsvejledning
 ELCANIC A/S ENERGY METER Type ENG110 Version 3.00 Inkl. PC program: ENG110 Version 3.00 Betjeningsvejledning 1/11 Generelt: ELCANIC A/S ENERGY METER Type ENG110 er et microprocessor styret instrument til
ELCANIC A/S ENERGY METER Type ENG110 Version 3.00 Inkl. PC program: ENG110 Version 3.00 Betjeningsvejledning 1/11 Generelt: ELCANIC A/S ENERGY METER Type ENG110 er et microprocessor styret instrument til
Deskriptiv statistik. Version 2.1. Noterne er et supplement til Vejen til matematik AB1. Henrik S. Hansen, Sct. Knuds Gymnasium
 Deskriptiv (beskrivende) statistik er den disciplin, der trækker de væsentligste oplysninger ud af et ofte uoverskueligt materiale. Det sker f.eks. ved at konstruere forskellige deskriptorer, d.v.s. regnestørrelser,
Deskriptiv (beskrivende) statistik er den disciplin, der trækker de væsentligste oplysninger ud af et ofte uoverskueligt materiale. Det sker f.eks. ved at konstruere forskellige deskriptorer, d.v.s. regnestørrelser,
VLT AutomationDrive FC300. Basis tilslutning og programmerings eksempler. VLT AutomationDrive FC300
 VLT AutomationDrive FC300 Basis tilslutning og programmerings eksempler VLT AutomationDrive FC300 Indholdsfortegnelse Forord... 3 Initialisering af frekvensomformeren... 4 Tilslutning af motorbeskyttelse...6
VLT AutomationDrive FC300 Basis tilslutning og programmerings eksempler VLT AutomationDrive FC300 Indholdsfortegnelse Forord... 3 Initialisering af frekvensomformeren... 4 Tilslutning af motorbeskyttelse...6
Lars Andersen: Anvendelse af statistik. Notat om deskriptiv statistik, χ 2 -test og Goodness of Fit test.
 Lars Andersen: Anvendelse af statistik. Notat om deskriptiv statistik, χ -test og Goodness of Fit test. Anvendelser af statistik Statistik er et levende og fascinerende emne, men at læse om det er alt
Lars Andersen: Anvendelse af statistik. Notat om deskriptiv statistik, χ -test og Goodness of Fit test. Anvendelser af statistik Statistik er et levende og fascinerende emne, men at læse om det er alt
Stikprøver og acceptgrænser
 Bilag 5. Screening af markblokke Stikprøver og acceptgrænser Udvælgelse af stikprøver og bestemmelse af maksimalt antal fejl I forbindelse med markblokscreeningen foretager Landbrugsstyrelsen en kvalitetsanalyse
Bilag 5. Screening af markblokke Stikprøver og acceptgrænser Udvælgelse af stikprøver og bestemmelse af maksimalt antal fejl I forbindelse med markblokscreeningen foretager Landbrugsstyrelsen en kvalitetsanalyse
Lean Six Sigma Green Belt-uddannelse
 Lean Six Sigma Green Belt-uddannelse For dig der har lyst til at gennemføre et Lean Six Sigma DMAIC-projekt på en konkret problemstilling i egen organisation 1 Dit udbytte En Lean Six Sigma Green Belt-uddannelse
Lean Six Sigma Green Belt-uddannelse For dig der har lyst til at gennemføre et Lean Six Sigma DMAIC-projekt på en konkret problemstilling i egen organisation 1 Dit udbytte En Lean Six Sigma Green Belt-uddannelse
Workshop. Idégenerering og -udvikling. Idegenerering og udvikling
 Workshop Idegenerering og udvikling Idégenerering og -udvikling Lektor Grethe E.Nielsen - Ergoterapeutuddannelsen Adjunkt Oliver Brage - Radiografuddannelsen Introduktion Afprøv et redskab: en proces til
Workshop Idegenerering og udvikling Idégenerering og -udvikling Lektor Grethe E.Nielsen - Ergoterapeutuddannelsen Adjunkt Oliver Brage - Radiografuddannelsen Introduktion Afprøv et redskab: en proces til
Statistik ved Bachelor-uddannelsen i folkesundhedsvidenskab. Introduktion
 Statistik ved Bachelor-uddannelsen i folkesundhedsvidenskab Introduktion 1 Formelt Lærere: Esben Budtz-Jørgensen Jørgen Holm Petersen Øvelseslærere: Berivan+Kathrine, Amalie+Annabell Databehandling: SPSS
Statistik ved Bachelor-uddannelsen i folkesundhedsvidenskab Introduktion 1 Formelt Lærere: Esben Budtz-Jørgensen Jørgen Holm Petersen Øvelseslærere: Berivan+Kathrine, Amalie+Annabell Databehandling: SPSS
Statistik (deskriptiv)
") Statistik (deskriptiv) Ikke-grupperede data For at behandle ikke-grupperede data i TI, skal data tastes ind i en liste. Dette kan gøres ved brug af List, hvis ikon er nr. 5 fra venstre på værktøjsbjælken
Statistik (deskriptiv) Ikke-grupperede data For at behandle ikke-grupperede data i TI, skal data tastes ind i en liste. Dette kan gøres ved brug af List, hvis ikon er nr. 5 fra venstre på værktøjsbjælken